
The effects of Ni-50 mass% Cr alloy coating, that is plasma-sprayed onto the fire-side of steam generating tubes in a heavy oil-fired boiler, on the high temperature corrosion resistance were examined. One of the severe environments in the industrial manufacturing facilities, where thermal sprayed coatings are employed, is the high temperature corrosion such as the oxidation, sulfidation, and low melting fuel ash corrosion in the fire-side of boiler tubes. In the fossil fuel-fired steam generating boiler facilities, the degradation or failure of steam generating tubes that were derived from the contaminants in a lower grade fuel have often occurred. The situation of degradation of the water evaporator and superheater tubes and corrosion-preventing effects of plasma sprayed coating are described. The enhanced effects of plasma sprayed Ni-50 mass% Cr alloy coating for the suppression of hot corrosion failure of the steam generating tubes of boiler are summarized.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The failure of steam generating tubes employed in heavy oil-fired boiler facilities is derived from the high temperature corrosion caused by the contaminants in oil such as alkaline metals (Na), vanadium (V), sulfur (S) and has been experienced from early 1950’s (Ref 1). Recently, the positive use of low grade heavy oil accompanied by the soaring of crude oil has accelerated these failures. Elucidation (Ref 1-3) and research for practical measures (Ref 4-8) of corrosion mechanism has been also executed continuously. The typical cases are the studies on corrosion prevention measures such as the elucidation of vanadium attack phenomena in the superheaters and reheaters through which the high temperature steam passes (Ref 9), the addition of corrosion proof ingredient into feedwater (Ref 10), and the corrosion resistant metallic coating onto tubes (Ref 11). On the other hand, as the mass fossil fuel is burned in the boiler facilities, the anti-pollution measures has been devised positively. For a typical case, the low excess air combustion operation has spread in order to decrease expedient of thermal NO x formation (Ref 12). However, the degradation of the part of water evaporator tubes that constitutes the combustion furnace by the severe high temperature sulfidation corrosion has been also experienced (Ref 13, 14). This phenomenon is caused by the gas composition of low excess air combustion atmosphere, which heterogeneously contains not only oxidizing agents: CO2, H2O, but also reducing agents: unburnt carbon, CO, H2, and sulfuric compounds such as H2S, COS (Ref 13). The general use of the corrosion resistant alloy coating employing the on-boiler site thermal spray process has been utilized for the damage countermeasures against fire-side high temperature corrosion (Ref 15). Thermal spray process has performed much success in vanadium corrosion countermeasures for superheaters (Ref 8, 10), and high temperature sulfidation corrosion measures for steam generating tubes.
In this paper, the corrosion degradation cases of steam generating tubes in the heavy oil-fired boiler are introduced, and the property change and corrosion-prevention mechanism of sprayed coating onto the tubes, which the authors have been engaged in development activities for more than 20 years, are reported.
The Outline of Heavy Oil-Fired Boiler Facilities
The General Specification and Structure of the Boiler Facility
The boiler investigated is a steam-generating boiler of natural circulation type equipped with a number of water evaporator tubes made of carbon steel (JIS G3461 STB410). Pre-boiler is also equipped with steel tube heater. The capacity of the boiler was 1100 × 103 kg/h at 842 K (at outlet of superheaters). The maximum operating steam pressure is 16.8 MPa. The burning fuel was usually a low grade heavy oil containing, for example, 1.5-2.5 mass% S, 50-150 ppm V, 5-15 ppm Na, 10-25% carbon residues. The combustion type was tangential firing. The heat capacity was 350 MW. Boiler feedwater was conditioned with ammonium volatile treatment (AVT). Figure 1 illustrates the boiler and the tube locations that were investigated. The combustion gas rises along the furnace wall, and is further burned with secondary air. Hot exhaust gas is passed through the inlet air preheater prior to discharge from the stack. SO x and dust treatment equipment is also installed. The calculated skin temperature of evaporator and superheater tube, derived from the inner steam temperature, are 653-683 K, 863-883 K, respectively.

Example of cross-section of an oil-fired boiler: (1) Combustion furnace, (2) burner zone and wall tubes (evaporator tubes), (3) superheater tubes, (4) high temperature reheater tubes, (5) high temperature superheater tubes, (6) low temperature superheater tubes, (7) low temperature superheater tubes and (8) economizer
Combustion Gas Atmosphere and Chemical Composition of Fuel Ash
The combustion gas, which was sampled from the combustion chamber and the high temperature zone installed with superheaters during operation, was chemically analyzed. Table 1 shows the results. The chemical composition of the gas sampled from the combustion chamber shows almost reduction atmosphere. Namely atmosphere was composed of less content of free oxygen, much content of C m H n , H2, and H2S, which are products of incomplete combustion of the fuel. This is derived from the low excess oxygen combustion operation. On the other hand, in the vicinity of superheaters, the chemical composition of sampled gas shows more oxygen and C m H n , H2, H2S were not detected. This is derived from the complete combustion of fuel. The results of chemical composition analysis and X-ray diffraction of ash, which is deposited on the surface of evaporator tubes and superheater tubes, are shown in Table 2. The deposits on the evaporator tubes were ferrous compounds mainly composed of Fe2O3 and contain much sulfur compound (sulfides). As the Fe1−x S compound was identified by X-ray diffraction analysis, the occurrence of sulfidation corrosion was indicated. On the contrary, the deposits on the superheater tubes was analyzed as the ash of V2O5-Na2SO4 system contains more than 70 mass % of Na, S, V compound. X-ray diffraction analysis identified Na2O · V2O4 · 5V2O5, Na10V24O64, and Na2SO4. This result showed that the main components were formed by vanadium-attack.
Corrosion Failure of Evaporator Tube and Corrosion Proof/Anti-Corrosion Effect of Sprayed Coating
Corrosion Damage/Degradation Situation of Evaporator Tube
Figure 2 shows a typical cross-section of a corroded tube without sprayed coating that has been employed for 8 years. The tube wall, which was directly exposed to the combustion flame, was thinned significantly, a thickness of 1.40-2.86 mm thickness compared with 4.60 mm for the original thickness while the wall side (facing downward in the photograph) remained at its original thickness. Assuming a maximum difference in thickness of 3.20 mm, the corrosion rate is estimated to have been only from 0.3 to 0.5 mm a year. The microstructure of these deposits is shown in Fig 3. Relatively thin and dense scale adhered to the uncorroded steel substrate. On the other hand, the corroded area was covered with coarse and cracked scale, and its scale had partially dropped off, resulting in uneven corrosion. The scale on the corroded area was composed of sulfur, oxygen, sodium, and vanadium to a large extent, and these elements were distributed almost uniformly throughout the scale. As listed in Table 2, they existed as metal oxide, sulfate and/or sulfide, depending on various conditions. In contrast with the corroded area, sulfur was concentrated near the boundary between the scale and the substrate of the uncorroded area, while the outer surface was enriched with oxygen. These results were obtained by using electron probe micro analysis.

Typical cross-section of a corroded tube without sprayed coating employed for 8 years. (a) Macro structure and (b) distribution in thickness of wall tube

Microstructure of the corroded and uncorroded area on the evaporator tube without sprayed coating
Thermal Spraying Process for Steam Generating Tubes
A Ni-Cr binary alloy system has features like the following. First, easy alloying to produce as an industrial material because Ni and Cr give the eutectic reaction with the mutually wide solid solubility limit, and Ni-Cr binary alloy has a simple eutectic reaction near at 1600 K. Second, the fluctuation of the alloy composition hardly affects the corrosion resistance of the alloy system. By the way the environment of boiler operation often changes with fuel or combustion condition, which causes the changes of dominant corrosion reaction. Even though in such a case, the Ni-Cr alloy sprayed coating has the advantage that follows for the change of the corrosion reaction. In a heavy oil-fired boiler combustion, high temperature oxidation, high temperature sulfuration, and molten salt attack (vanadium attack) are typical corrosion degradation factors for the heat exchange tubes. In this field the molten salt reacts chemically with metals. Ni, Ni compounds, and Cr are durable to molten salt attack, and chromium oxide such as Cr2O3 is good for oxidation barrier formation in the coating. Ni and Cr are considered to be complementary to each other. The Ni-50 mass% Cr alloy powder manufactured by the atomizing method was used for coating. This powder was utilized to form a sprayed coating of about 300-500 micrometer thickness on the boiler tube wall by using the atmospheric plasma spray process. Boiler tubes have been installed to the boiler inner wall in the form of a panel. The plasma spray was performed on the boiler site. Figure 4 shows the flow chart of on-site plasma spray process.

Flow chart for plasma spray process on the job site
Corrosion Proof/Anti-Corrosion Effects of Plasma Sprayed Coating
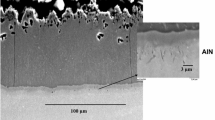
The cross-section of removed portion of plasma spray coated evaporator tube, which was employed in the boiler combustion chamber for 72,000 h, was inspected. The metallographic result was shown in Fig. 5. The cross-sectional image of the coating shows good adhesion to steel substrate and sufficient thickness. The excellent corrosion resistance was observed and the continuous employment for longer time was presumed. The magnified image of outer surface of sprayed coating is shown in Fig. 6. The constituent materials for the corrosion layer denoted in Fig. 6 are mainly vanadium, sodium, and sulfur compounds as described in Table 2. The result shows that the combustion ash penetrated into the grain boundaries of Ni-50 mass% Cr to exfoliate alloy grains from the coating lamellar structure. Even with the sprayed coating, which has the porosity of several percent, the corrosion reaction with ash tends to progress with the consecutive peeling off of the alloy particles of the coating surface section. This phenomenon suggests that the corrosion rate could be determined nondestructively by the measurement of coating thickness. Moreover, the phenomenon that the reduction of corrosive action of ash penetrated into the pores of sprayed coating and grain boundaries of alloy particles was prominently observed in the sprayed coating for superheater tubes. This result suggests that the pores or grain boundaries in the sprayed coating have no adverse effects. As mentioned above, the chemical composition of the ash penetrated into the pores and grain boundary has no great difference from that of ash that covers the sprayed coating surface (Ref 15, 16). The ash penetrated into the narrow labyrinth path of the sprayed coating, for instance, grain boundary between alloy particles limit the supply of O2−, S2−, and the reaction of ash with the sprayed coating increases the melting point to promote the solidification of ash (Ref 16). It is considered that as the solidification tends to interfere the mobility of metallic ions and corrosive ions, the corrosion rate inside the sprayed coating is remarkably decreased.

Cross-section of removed portion of plasma spray coated evaporator tube employed in the boiler combustion chamber for 72,000 h

Magnified image of outer surface of sprayed coating of removed portion of plasma spray coated evaporator tube employed in the boiler combustion chamber for 72,000 h
Corrosion Failure of Superheater Tube and Corrosion Proof/Anti-Corrosion Effect of Sprayed Coating
Corrosion Damage Behavior of Superheater and Reheater Tube
Figure 7 shows the typical high temperature corrosion situation of superheater tubes (a, d) and reheater tubes (b, c) installed in high temperature zone in boiler. In the case of superheater tubes, the overheating damage caused by the yield to high-pressure steam is derived from the remarkable decrease in thickness in the corrosive environment of elevated temperature of superheaters. On the other hand, in reheaters tubes with thickness like a sheet of paper are often discovered. This damage is obviously derived from the corrosion by vanadium (vanadium attack), because the ash, which deposited on the surfaces of the superheater and reheater tubes includes vanadium compounds from 30 to 50 mass% and it is low-melting eutectics. The fundamental corrosion reaction is considered that the accelerated oxidation corrosion reaction by vanadium complex contained in combustion ash, is dominant as follows (Ref 17, 18):

Typical high temperature corrosion situation of superheater tubes (Type 321) and reheater tubes (Type 304) installed in high temperature zone. (a) Outside of superheater tube, Type 321 (b) Outside of reheater tube, Type 304 (c) Cross-section of reheater tube, Type 304 (d) Cross-section of superheater tube, Type 321
Here m, n, and p are integers. Also, Na2SO4 coexisted in V2O5, SO3, and O2 is formed in corrosion reaction, and the lower melting point than V2O5 (melting point is 963 K) such as 5Na2O · V2O4 · 11V2O5 (melting point is 808 K) might accelerate the corrosion reaction.
Corrosion Damage Behavior of Superheater Tube and Corrosion Proof Effect of Sprayed Coating
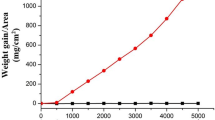
The cross-sectional micrograph of Ni-50 mass% Cr alloy sprayed coating onto superheater tubes for corrosion prevention employed for 20,000 and 87,000 h are shown in Fig. 8. Though the remaining thickness of sprayed coating is less than that onto evaporator tubes, the consumption of coating caused by corrosion reaction was proceeding equally from surface to inside. The corrosion rate of this superheater tube without sprayed coating was from 0.3 to 0.5 mm a year, however, that of sprayed coating was only from 0.1 to 0.2 mm a year. The decreasing of corrosion degradation rate of superheater tubes is recognized. As shown in the cross-sectional micrograph of Ni-50 mass% Cr alloy sprayed coating, the penetration of ash through pores or grain boundaries of the sprayed coating is observed regarding this environment. Vanadium complex, which is a major constituent of ash inside sprayed coating, chemically reacts with nickel and chromium. The vanadium complex is reduced to form low complex oxide that is less corrosive. For example,

Cross-sectional micrograph of Ni-50 mass% Cr alloy sprayed coating onto superheater tubes for corrosion prevention employed for 20,000 and 87,000 h
Furthermore in this case, chromium or nickel oxide (formed by plasma spray heat source), which is contained in sprayed coating, is considered to operate as a mass-transfer barrier against corrosion reaction of ash. The results indicate that the corrosion degradation phenomenon is confined to the surface area of the sprayed coating, where oxygen is easily supplied from outside atmosphere. As described above, Ni and Cr react with vanadium complex ash to form low melting point and higher melting point complex oxide. The pores of sprayed coating and grain boundaries of sprayed particles are impregnated with this vanadium compounds. Due to the impregnation effect, the supply of O2−, S2− is restricted to the surface of the sprayed coating. In the environment of poor O2−, S2−, the high temperature corrosion by vanadium compounds is obviously suppressed. This is the mechanism of the exhausion of the coating layer. Such a corrosion product or layer tends to peel-off and break away from the coating. Due to this, corrosion product is not observed in the coating specimen for microscopy.
Conclusions
The use of a lower grade heavy oil as the fuel of boiler for power generation is not always preferable because of the hot corrosion of heat exchange tubes and environmental pollution by the smoke. In the past several years, the price of crude oil has been soaring and the production of light oil in petroleum processing has generated large amount of heavy oil residue. This has become a seriously socioeconomic condition. Hence, there is a strong need for the development of energy recovery so that the combustion energy from heavy oil in the boiler facilities can be recovered as electric power or steam. In this paper, the high temperature corrosion behavior of evaporator and superheater in the heavy oil-fired boiler was summarized, and the typical examination result in actual facility of the effect of plasma sprayed Ni-50 mass% Cr alloy coating was reported. The plasma sprayed Ni-50 mass% Cr alloy coating applied on steam generating tubes has been remained for more than 20 years (about 140,000 h) and demonstrated the corrosion resistant effect. Moreover, the number of boilers in Japan that Tocalo Co., Ltd. has carried out the coating job for corrosion protection has reached more than 80 facilities.
References
W.R. Foster, M.H. Leipold, and T.S. Shevlin, A Simple Phase Equilibium Approach to the problem of Oil Ash Corrosion, Corrosion, 1956, 12, 539-548
K.Sachs, Accelerated High Temperature Oxidation Due to Vanadium Pent oxide, Metallugia, March 1958, 57, 123-137
G.W. Cunningham and A. des S. Brasunas, Effect of Contamination by Vanadium and Sodium Compounds on the Air-Corrosion of Stainless Steel, Corrosion, 1956, 12, 389-407
A.J. Ristiano, Waterside and Fireside Deposits in Boiler of U. S. S. Grand Canyon, Diagnostic Report, 10006, U.S. Naval Eng. Exp. Station, 20 Dec. 1954
F.C. Monkman, N.J. Grant, An Investigation of Accelerated Oxidation of Heat Resistant Metals Due to Vanadium, Corrosion, 1956, 9, p 460-464
W.D. Jarvis, The Selection and Use of additives in Oil-fired Boilers, J. Inst. Fuel, 1958, 31, p 480-491
Y. Harada, Fuel Additives as a Corrosion Inhibitor for use Oil Firing Boilers and Gas Turbine, Corr. Eng., 1986, 35, p 718-731 (in Japanese)
T. Kawamura and Y. Harada, Control of Gas Side Corrosion in Oil Firing Boiler, Mitsubishi Heavy Industry Technical Bulletin,1980, 139, p 1-12 (in Japanese)
Y. Harada and M. Nakamori, Low Molten Compounds in Oil Ash and Prevention of High Temperature Corrosion with Mg(OH)2 Additive, Corr. Eng., 1980, 29, p 615-621 (in Japanese)
Y. Harada, S. Naitoh, S. Tsuchiya, and Y. Nakajima, Problems of Low Grade Oil Firing Boilers, Mitsubishi Heavy Industry Tech. Rev., 1981, 18, p 18-27 (in Japanese)
S. Tsuji, Theory of the Lower NOx Boiler, J. Therm. Atom. Power Generat., 1973, 24, p 751-760 (in Japanese)
M. Nakamori and Y. Harada, Sulfide corrosion of Water-Cooled Wall Tubes in Oil-Fired Boilers under Low-Oxygen Combustion Conditions, Curr. Jpn Mater. Res., 1988, 4, Localized Corrosion, p 61-73
M. Nakamori, I. Mizuta, T. Sada, and Y. Furuyashiki, Sulfidation of Water-Wall Tubes in Low Grades Oil Firing Boilers and Its Prevention by Plasma Spray Coating of Ni-Cr alloy, Zairyou-To-Kankyo, 1993, 42, p 368-376 (in Japanese)
Y. Harada, Gas Side Corrosion of Boiler Tubes and Their Protection with Thermally Sprayed Coatings, Thermal Spray, 1998, 35, p 127-138 (in Japanese)
S. Gustafsson, Thermal Coatings as Corrosion Protection in Boilers, Proc. 11th Int’l Thermal Spray Conf., Montreal, 1986, p 19-28
M. Tagaya, J. Morimoto, J. Miyase, and K. Tagaya, Report of 123rd Committee on Heat Resistant Metals, Japan Soc. for the Promotion of Sci., 1976, 17-2, p 235-242 (in Japanese)
G.W. Cunningham and A. des Brasunus, Effect of Contamination by Vanadium and Sodium Compounds on the Air-Corrosion of Stainless Steel, Corrosion, 1956, 12, p 389-405
W.R. Foster, M.H. Leipold, and T.S. Shevlin, A Simple Phase Equilibium Approach to the problem of Oil Ash Corrosion, Corrosion, 1956, 12, p 539
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Tani, K., Harada, Y. Enhancement of Service Life of Steam Generating Tubes in Oil-Fired Boiler for Power Generation Employing Plasma Spray Technology. J Therm Spray Tech 16, 111–117 (2007). https://doi.org/10.1007/s11666-006-9001-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-006-9001-8