
Abstract
In order to reveal the effect of laser remelting on the corrosion resistance of high-entropy alloy (HEA) composite coating, a CoCrFeNiTi-B4C HEA composite coating was prepared on the surface of AISI 1045 steel by plasma spraying and was remelted by laser technology subsequently. The microstructure and corrosion resistance of the composite coating before and after remelting were comparatively studied. The results showed that the entropy value of CoCrFeNiTi-B4C composite coating after laser remelting still conformed to the definition of HEA. Moreover, there were almost no defects in the remelted coating, and a metallurgical bonding was formed between the remelted coating and the substrate. The remelted coating was dominated by FCC solid solution, with in-situ generation of TiC phase and (Fe,Cr)2B phase. Among them, the (Fe,Cr)2B phase was surrounded by (FCC + BCC) phase, forming a unique eutectic structure. In the electrochemical test, compared with the as-sprayed coating, the self-corrosion potential of the remelted coating increased from − 0.5236 to − 0.4439 V, the corrosion current density decreased from 5.910 × 10−5 to 9.424 × 10−6 A cm−2. In addition, long-term immersion corrosion test also demonstrated that the corrosion resistance of the remelted coating was significantly better than that of the as-sprayed coating. Therefore, laser remelting can significantly improve the microstructure and corrosion resistance of CoCrFeNiTi-B4C HEA composite coating.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, high-entropy alloy (HEA) coatings have shown broad application prospects in the field of surface engineering due to their good comprehensive performance (Ref 1). With the continuous deepening of research on HEA coatings, it has been found that HEA coatings mainly rely on solid solution strengthening, which has great limitations, instead, introducing reinforcement phase to form composite reinforcement can significantly improve their hardness and wear resistance (Ref 2, 3). Plasma spraying is a simple and low-cost technique for preparing HEA composite coatings, but there are still many inherent defects such as voids and cracks inside the coatings, which are very detrimental to their performance (Ref 4, 5).
Studies have shown that laser remelting can effectively improve HEA composite coatings’ microstructure, thereby enhancing their wear resistance. Jin et al. (Ref 6) prepared AlCoCrFeNi(TiN)x HEA composite coating by plasma spraying combined with laser remelting. It was found that laser remelting eliminated the pores and cracks in the coating, and TiN-Al2O3 ceramic particles and cubic B2 phase in-situ formed, which significantly improved the microhardness and wear resistance of the coating.
Considering that, in actual production, many parts work in complex service environments, which not only require good wear resistance on the surface of the parts, but also good corrosion resistance (Ref 7,8,9). However, what effect does laser remelting have on the corrosion resistance of HEA composite coatings is still unknown.
In this study, a CoCrFeNiTi-B4C HEA composite coating was prepared on AlSI 1045 steel by plasma spraying and was remelted by laser technology subsequently. Whereupon, the microstructure and corrosion resistance of the HEA composite coating before and after remelting were comparatively studied.
2 Experimental Materials and Methods
2.1 Preparation of Coating
CoCrFeNiTi HEA powder was prepared by gas atomization method, which was basically spherical, with a size of 45-105 μm, as shown in Fig. 1(a-b). The composition of CoCrFeNiTi powder is shown in Table 1. Ni-B4C composite powder was prepared by spray granulation, with a size of 48-75 μm, as shown in Fig. 1(c-d), moreover, the content of Ni and B4C in the powder was 58.90 and 41.10 wt.%, respectively.

The morphology of powder: (a-b) CoCrFeNiTi; (c-d) Ni-B4C.
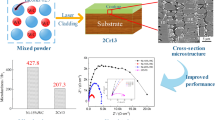
The substrate was AISI 1045 steel. Before spraying, the substrate surface was sandblasted, and then ultrasonically cleaned with acetone. Then the CoCrFeNiTi-B4C HEA composite coating was sprayed by PT3XIPS-800 plasma spraying equipment. The plasma spraying parameters are as follows: a voltage of 69.3 V, a current of 540 A, a spraying distance of 120 mm, a spray gun movement speed of 600 mm s−1, and an argon gas flow rate of 50 L min−1. YLS-4000-KC laser equipment was used for laser remelting, with a spot diameter of 2 mm, a 50% overlap rate, a power of 950 W, a scanning speed of 12 mm s−1, and an argon gas flow rate of 12 L min−1.
2.2 Characterization of Coating
The microstructure and element distribution of the cross section of the coating were observed by JSM-6510A scanning electron microscope (SEM) and energy-dispersive spectrometer (EDS). The phase of the coating was analyzed by SmartLab x-ray diffractometer, with a copper target, a tube voltage of 40 kV, a tube current of 100 mA, a scanning speed of 6° min−1, and a scanning step size of 0.02°. The microstructure of the coating was observed by Tencnai G2F30 transmission electron microscope.
The corrosion resistance of the coating was tested by electrochemical corrosion and immersion corrosion tests. The corrosion solution was 3.5 wt.% NaCl solution. The size of the bulk coating sample was 10 mm × 10 mm × 10 mm. Before the test, the coating sample was sealed with epoxy resin, leaving only the surface of the coating exposed to the solution. The electrochemical corrosion test was carried out using Shanghai Chenhua CHI-660E electrochemical workstation, where the working electrode was a coating, the auxiliary electrode was a platinum electrode, and the reference electrode was a saturated calomel electrode. The open circuit potential, polarization curve, and electrochemical impedance spectroscopy of the two coatings were tested. The immersion corrosion test of the coating sample was carried out for 10 days, and the corrosion morphology of the two coating surfaces was observed and the corrosion resistance was compared.
3 Results and Discussion
3.1 Cross-Sectional Morphology of the Coatings
Figure 2 shows the cross-sectional morphology and composition of the CoCrFeNiTi-B4C HEA composite coatings before and after remelting. It can be seen from Fig. 2(a) that there were many inherent defects such as pores and cracks in the as-sprayed coating (Ref 10). Meanwhile, EDS result indicated that there were a small amount of unmelted B4C particles. It can be seen from Fig. 2(b) that the defects were basically eliminated after remelting. Figure 3 shows the porosity measurement diagram of the coatings. By using the grayscale method, it can be calculated that the porosity of the as-sprayed coating was 2.34%, while that of the remelted coating was only 0.54%, indicating the density of the coating being significantly improved after remelting. The mixing entropy of the remelted coating was calculated according to the following formula (1) (Ref 11):
where R = 8.314 J/(mol K), xi is the atomic fraction of the ith component, N is the number of random component solid solution. After calculation, the entropy value of the remelted coating was 1.91 R, which was greater than 1.5 R and conformed to the definition of HEA (Ref 12).

Cross-sectional morphology and composition of CoCrFeNiTi-B4C HEA composite coatings: (a) as-sprayed coating; (b) remelted coating

Porosity measurement diagram of CoCrFeNiTi-B4C HEA composite coatings: (a) as-sprayed coating; (b) remelted coating
The distribution of Fe element near the interface between the coating and the substrate can be obtained by EDS, as shown in Fig. 4. Obviously, the content of Fe element suddenly changed at the interface between the as-sprayed coating and the substrate, but it slowly changed at the interface between the remelted coating and the substrate, which indicated that the interface bonding mode has changed from mechanical bonding to metallurgical bonding after remelting (Ref 13).

EDS line scan results: (a) as-sprayed coating; (b) remelted coating
3.2 XRD Analysis of the Coatings
The XRD patterns of the CoCrFeNiTi-B4C HEA composite coatings before and after remelting are shown in Fig. 5. It can be seen that the as-sprayed coating was dominated by (FCC + BCC) solid solution structure, meanwhile, a small amount of B4C and TiO2 were also detected. The formation of a small amount of TiO2 was due to the strong binding ability of Ti and O elements during spraying process (Ref 14).

XRD patterns of CoCrFeNiTi-B4C HEA composite coatings
The remelted coating was still dominated by FCC solid solution structure, in contrast, the (Fe,Cr)2B phase and a small amount of TiC were detected. This was because B4C particles dissolved into the coating and reacted with Ti element during remelting. The reaction formula is shown in formula (2) (Ref 15). Nevertheless, TiB2 phase was not detected. This is because although the formation enthalpy of TiB2 is slightly lower than that of Fe2B, the B element in the alloy can promote the segregation of Cr element. As Cr element continuously dissolved into the Fe2B phase, the formation enthalpy of Fe2B was reduced (Ref 16), resulting in a large number of B elements combined with Fe and Cr elements to form the (Fe,Cr)2B phase. Therefore, there were few in-situ TiB2 in the coating.
3.3 Microstructure of the Remelted Coating
The microstructure of the remelted CoCrFeNiTi-B4C HEA composite coating is shown in Fig. 6. From Fig. 6(a-b), it can be seen that the microstructure of the remelted coating was fine and dense, with some acicular structure and blocky precipitated phase uniformly being distributed. Figure 6(c-d) shows enlarged images of the acicular structure and blocky precipitated phase, respectively. The elements content of regions I and II can be obtained through EDS analysis, as shown in Table 2. It can be seen that the acicular structure mainly contained Fe, Cr, and B elements, while the blocky precipitated phase mainly contained Ti and C elements.

The microstructure morphology of remelted coating: (a-b) low multiple; (c) acicular structure; (d) blocky precipitated phase
The elements distribution of acicular structure can be obtained through EDS mapping analysis, as shown in Fig. 7. It can be seen that the Cr element in the acicular structure was obviously enriched. Combined with Table 2 and Fig. 5, the acicular structure can be determined to (Fe,Cr)2B phase. Particularly, the (Fe,Cr)2B phase acted as the core and was wrapped tightly around by the FCC phase and BCC phase, forming a unique eutectic structure. The elements content of the FCC phase and BCC phase were shown in Table 3. In fact, the FCC phase which was the main phase in the remelted coating was relatively soft, but the (Fe,Cr)2B phase was hard, so there was a significant difference in mechanical properties between them (Ref 17). However, the (BCC + FCC) phase around (Fe,Cr)2B phase in the eutectic structure has moderate hardness and good toughness, which played a transitional role. Therefore, when the remelted coating was subjected to external load, it was likely to form a coordinated deformation mechanism between various phases, thus endowing the remelted coating with both high hardness and good toughness.

EDS mapping of acicular structure
The TEM morphology, diffraction spots and EDS mapping of the blocky precipitated phase are shown in Fig. 8. From Fig. 8(a), it can be seen that the blocky precipitated phase was hexagonal, with another nanoparticle at its core. Figure 8(b) shows the diffraction spots of the blocky precipitate phase. Figure 8(c) indicated that the precipitated phase mainly contained Ti, O, and C elements, but the O element was only enriched at the core position, while the C element was mainly distributed around the core of the precipitated phase. Therefore, it was determined that the blocky precipitated phase was TiC, and the nanoparticle at the core was TiO2.

TEM morphology, diffraction spots and EDS mapping of blocky precipitated phase: (a) TEM morphology; (b) diffraction spots; (c) EDS mapping
3.4 Corrosion Resistance of Coatings
The open circuit potential curves of the CoCrFeNiTi-B4C HEA composite coatings before and after remelting in 3.5 wt.% NaCl solution are shown in Fig. 9(a). At 3600 s, the open circuit potential of the two coatings was stabilized at − 0.5236 and − 0.4439 V, respectively. Therefore, compared with the as-sprayed coating, the open circuit potential of the remelted coating was higher and the corrosion tendency was smaller.

Open circuit potential and polarization curve of CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution: (a) open circuit potential; (b) polarization curve
The polarization curves of the CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution are shown in Fig. 9(b). It can be seen that there was no obvious passivation phenomenon in both coatings. The self-corrosion potential of the as-sprayed coating was − 0.681 V, and the self-corrosion current density was 5.910 × 10−5 A cm−2. After laser remelting, the self-corrosion potential of the remelted coating increased to − 0.558 V, and the self-corrosion current density decreased to 9.424 × 10−6 A cm−2. The higher self-corrosion potential or the lower corrosion current density of the remelted coating indicated that it had higher chemical stability and lower corrosion tendency (Ref 18). After laser remelting, the defects such as pores and cracks in the as-sprayed coating were basically eliminated, and the electrolyte was difficult to penetrate into the remelted coating through the defects, so the remelted coating had a higher self-corrosion potential and a lower corrosion current density. Therefore, in 3.5 wt.% NaCl solution, the corrosion resistance of the remelted coating was significantly better than that of the as-sprayed coating.
The electrochemical impedance spectra of CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution are shown in Fig. 10. Figure 10(a) shows that the capacitive arc radius of the remelted coating was much larger than that of the as-sprayed coating, indicating that charge transfer at the interface between the electrolyte and the electrode was more difficult. The Bode-phase angle diagram of the two coatings is shown in Fig. 10(b). Compared with the as-sprayed coating, the minimum value of the phase angle of the remelted coating was smaller, which was − 63°. The smaller the phase angle, the better the corrosion resistance. Figure 10(c) shows that the remelted coating had a larger impedance modulus in the low frequency region, indicating that its corrosion resistance was better (Ref 19). Therefore, in 3.5 wt.% NaCl solution, the corrosion resistance of the remelted coating was significantly better than that of the as-sprayed coating.

Electrochemical impedance spectra of CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution: (a) Nyquist plot; (c) Bode-phase angle; (d) Bode-impedance modulus
Figure 11 shows the equivalent circuit diagram of CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution, and the fitting results are shown in Table 4. Among them, Rs was the resistance of the solution, Rc was the passivation film resistance, Rt was the charge transfer resistance between the working electrode and the solution, Qc was the electric double layer capacitance at the interface between the passivation film and the solution, Qt was the electric double layer capacitance of the working electrode, and W was the Warburg diffusion impedance (Ref 20).

The equivalent circuit diagram of CoCrFeNiTi-B4C HEA composite coatings in 3.5 wt.% NaCl solution: (a) as-sprayed coating; (b) remelted coating
The larger value of Rt indicates that the greater resistance of charge transfer between the working electrode and the solution, and the lower tendency of the working electrode to be corroded (Ref 21). The larger the value of Rc, the denser the passivation film on the coating surface, indicating a stronger hindrance to corrosion current. The Rt value of the remelted coating was significantly greater than the Rc value, indicating that the charge transfer resistance between the remelted coating and the solution played a major role in the corrosion resistance performance. Qt can characterize the size of the area where the working electrode participates in the reaction to a certain extent. The smaller the Qt value, the more favorable the corrosion resistance of the working electrode. The fitting results showed that the corrosion resistance of the remelted coating in 3.5 wt.% NaCl solution was significantly better than that of the as-sprayed coating, which was consistent with the results obtained by the above polarization curve and electrochemical impedance spectroscopy.
The corrosion morphology of as-sprayed coating in 3.5 wt.% NaCl solution is shown in Fig. 12. From Fig. 12(a), it can be seen that the holes and cracks in the as-sprayed coating were the most serious places of corrosion. This was because, during the process of electrochemical corrosion, Cl− ions were easy to enter the coating through holes and cracks, forming a double-layer capacitance, and further electrochemical reaction occurred, so that the corrosion pit continued to expand around (Ref 22).

Corrosion morphology of as-sprayed coating: (a) low multiple; (b) partial enlarged image
From Fig. 13, it can be found that the B and C elements in the area where the corrosion pit was located were obviously aggregated, so the location of the corrosion pit was where the unmelted B4C particles in the coating were aggregated. This was mainly due to the poor wettability of the B4C particles and their surrounding metal matrix. There were tiny crevices and cracks at the interface, and Cl− ions were easy to penetrate into the interior of the coating to cause crevice corrosion, which eventually formed a corrosion pit. The corrosion mechanism diagram of the as-sprayed coating is illustrated in Fig. 14.

EDS of corrosion region of as-sprayed coating

Schematic diagram of corrosion mechanism of as-sprayed coating
The corrosion morphology of remelted coating in 3.5 wt.% NaCl solution is shown in Fig. 15. It can be seen from Fig. 15(a) that there were clastic and lamellar corrosion products on the corrosion surface of the remelted coating. Figure 15(b) shows that there were dense and deep wedge-shaped pits in some areas.

Corrosion morphology of remelted coating: (a) low multiple; (b) partial enlarged image
The EDS of lamellar corrosion products is shown in Fig. 16, and the element content is shown in Table 5. It can be seen that lamellar corrosion product mainly contained Fe and O elements whose atomic ratio was close to 2:3, so they were determined to be Fe2O3. The lamellar corrosion products attached to the surface of the coating can form a passivation film, which can hinder the invasion of Cl− ions to a certain extent and play a role in protecting the internal structure of the coating (Ref 23).

EDS of lamellar corrosion product of remelted coating
In summary, laser remelting can significantly improve the corrosion resistance of CoCrFeNiTi-B4C HEA composite coating. The reasons can be summarized as follows:
-
1.
There were many pores and cracks in the as-sprayed coating, and there were crevices between the enhanced particles and the as-sprayed coating matrix, which leading to crevice corrosion. After laser remelting, the defects were basically eliminated, and the enhanced particles were generated in-situ in the remelted coating, with good combined with the remelted coating matrix. The density of the coating was significantly increased, which can effectively hinder the invasion of corrosive solution.
-
2.
After immersion in 3.5 wt.% NaCl solution for 10 days, relatively dense debris and lamellar corrosion products were formed on the surface of the remelted coating. These corrosion products can form a passivation film, which can hinder the invasion of corrosive solution and played a role in protecting the interior of the remelted coating.
4 Conclusion
In this study, CoCrFeNiTi-B4C HEA composite coating was prepared by plasma spraying and was remelted by laser technology subsequently. Whereupon, the effect of laser remelting on microstructure and the corrosion resistance of HEA composite coating were studied. The main conclusions are as follows:
-
1.
After laser remelting, the entropy value of the remelted coating still conformed to the definition of HEA. Moreover, there were almost no defects in the remelted coating, and a metallurgical bonding was formed between the remelted coating and the substrate.
-
2.
The remelted coating was dominated by FCC solid solution, with in-situ generation of TiC phase and (Fe,Cr)2B phase, wherein (Fe,Cr)2B phase was surrounded by (FCC + BCC) phase, forming a unique eutectic structure.
-
3.
In the electrochemical test, compared with the as-sprayed coating, the self-corrosion potential of the remelted coating increased from − 0.5236 to − 0.4439 V, the corrosion current density decreased from 5.910 × 10−5 to 9.424 × 10−6 A cm−2. Meanwhile, the remelted coating had a larger capacitive arc radius, a smaller phase angle and a higher impedance modulus. Long-term immersion corrosion test also demonstrated that the corrosion resistance of the remelted coating was significantly better than that of the as-sprayed coating.
References
Y.K. Zhou, J.J. Kang, G. Jin, X.F. Cui, J. Zhang, G.Z. Ma, Z.Q. Fu, L.N. Zhu, D.S. She and Y.Y. Yang, Effect of Vacuum Heat Treatment on Microstructure and Corrosion Behavior of HVOF Sprayed AlCoCrFeNiCu High Entropy Alloy Coatings, J. Iron. Steel Res. Int., 2023, 30(06), p 1550–1561.
Y.J. Guan, X.F. Cui, D. Chen, W.N. Su, Y. Zhao, J. Li, X.Y. Li, L.T. Feng and G. Jin, Microstructure and Properties Analysis of FeCoNiAlCu Dual-Phase High-Entropy Alloy Coating by Laser Cladding, Surf. Coat. Technol., 2023, 467(16), p 129695.
X. Wen, Z.B. Cai, B. Yin, X.F. Cui, X.R. Zhang and G. Jin, Tribological and Corrosion Properties of Ni-Cr-Co-Ti-V Multi-principal Element Alloy Prepared by Vacuum Hot-Pressing Sintering, Adv. Eng. Mater., 2019, 21(7), p 180123.
X.W. Tao, Z.J. Zhang, B.S. Zhang, S.S. Zhu, Y.X. Fan and H.L. Tian, Plasma Sprayed CoNiCrMoNb(BSi) High-Entropy Amorphous Alloy Coating: The Effect of Spraying Power on Microstructure, Mechanical and Tribological Properties, Mater. Chem. Phys., 2024, 314(04), p 128887.
D.T. Liu and D.J. Kong, Effects of WC Mass Fraction on Microstructure and Tribological Behavior of Plasma Sprayed FeMnCoCr-WC Coatings, Surf. Coat. Technol., 2023, 468(17), p 129752.
B.Q. Jin, N.N. Zhang and S. Yin, Strengthening Behavior of AlCoCrFeNi(TiN)x High-Entropy Alloy Coatings Fabricated by Plasma Spraying and Laser Remelting, J. Mater. Sci. Technol., 2022, 121(26), p 163–173.
Y.G. Zhang, X.F. Gao, X.B. Ling, K. Chong, D.T. Wu and Y. Zou, Effect of Laser Remelting on the Microstructure and Corrosion Property of the Arc-Sprayed AlFeNbNi Coatings, Surf. Coat. Technol., 2020, 398(18), p 126099.
Q. Liu, T.S. Dong, B.G. Fu, G.L. Li and L.J. Yang, Effect of Laser Remelting on Microstructure and Properties of AlCoCrFeNi High-Entropy Alloy Coating, J. Mater. Eng. Perform., 2021, 30(11), p 5728–5735.
H. Geng, J.Q. Shen, S.S. Hu, F. Zhang and K.P. Geng, Microstructure, Corrosion and Wear Behavior of (AlCu)3.5CoCrNiFe and (AlCu)3.5CoCrNiTi High Entropy Alloy Coatings Prepared by Laser Cladding on AZ91 Magnesium Alloy, J. Mater. Res. Technol., 2024, 30(03), p 3383–3393.
T.S. Dong, X.D. Zheng, G.L. Li, H.D. Wang, M. Liu, X.K. Zhou and Y.L. Li, Effect of Tungsten Inert Gas Remelting on Microstructure, Interface and Wear Resistance of Fe-Based Coating, Eng. Mater. Technol., 2018, 140(04), p 1–8.
T.S. Dong, P.W. Lu, Q.L. Ma, G.L. Li, Q. Liu, B.G. Fu and J.K. Li, Effect of Laser Remelting on High-Temperature Oxidation Resistance of AlCoCrFeNi High-Entropy Alloy Coating, Surf. Coat. Technol., 2023, 466(15), p 129608.
J.H. Liu, Z.J. Lv, Z.F. Wu, J. Zhang, C.B. Zheng, C.Y. Chen, D.C. Ju and L.D. Che, Research Progress on the Influence of Alloying Elements on the Corrosion Resistance of High-Entropy Alloys, J. Alloys Compd., 2024, 1002(33), p 175394.
Z.B. Cai, X.F. Cui, Z. Liu, Y. Li, M.L. Dong and G. Jin, Microstructure and Wear Resistance of Laser Cladded Ni-Cr-Co-Ti-V High-Entropy Alloy Coating after Laser Remelting Processing, Opt. Laser Technol., 2018, 99(02), p 276–281.
L. Yang, H.T. Lv, C.L. Wan, Q. Gong, H. Chen, C. Zhang and Z.G. Yang, Review: Mechanism of Reactive Element Effect-Oxide Pegging, Acta Metall. Sin., 2021, 57(02), p 182–190.
J.B. Cheng, D. Liu, X.B. Liang and Y.X. Chen, Evolution of Microstructure and Mechanical Properties of In Situ synthesized TiC-TiB2/CoCrCuFeNi High Entropy Alloy Coatings, Surf. Coat. Technol., 2015, 281(21), p 109–116.
Y. Zhou, X.Y. Chong, Y. Lin, G.C. Wang and Y.H. Jiang, Composition-Dependent Brittleness and Ductility of the Multicomponent Phase (Fe, Cr)23(C, B)6 in Fe-Cr-B-C Alloys: First-Principles Calculations and Modeling, Vacuum, 2024, 222(05), p 113081.
Y.F. Guo, J.Q. Zhu, J.J. Cao, Z.G. Qiu, C. Chang, X.C. Yan, S. Yin and M. Liu, Pitting Corrosion Mechanism of BCC+FCC Dual-Phase Structured Laser Cladding FeCoCrNiAl0.5Ti0.5 HEAs Coating, J. Alloys Compd., 2024, 980(11), p 173643.
C.P. Lee, C.C. Chang, Y.Y. Chen, J.W. Yeh and H.C. Shih, Effect of the Aluminium Content of AlxCrFe1.5MnNi0.5 High-Entropy Alloys on the Corrosion Behaviour in Aqueous Environments, Corros. Sci., 2008, 50(07), p 2053–2060.
Q. Liu, R.N. Ma, A. Du, X.R. Zhang, Y.Z. Fan, X. Zhao, S.H. Zhang and X.M. Cao, Investigation on Structure and Corrosion Resistance of Complex Inorganic Passive Film Based on Graphene Oxide, Corros. Sci., 2019, 150(05), p 64–75.
X.M. Wei, L.J. Zhang, F.Y. Zhang, C.Z. Zhang, Q.X. Jia, K. Sun, D.T. Duan, H. Jiang and G. Li, Effect of Carbon Addition on the Microstructure and Corrosion Resistance of the CoCrFeNi High-Entropy Alloy, Corros. Sci., 2024, 231(06), p 111965.
I. Campos, M. Palomar-Pardave, A. Amador, C. VillaVelázquez and J. Hadad, Corrosion Behavior of Boride Layers Evaluated by the EIS Technique, Appl. Surf. Sci., 2007, 253(23), p 9061–9066.
G. Ben Hamu, D. Eliezer and L. Wagner, The Relation Between Severe Plastic Deformation Microstructure and Corrosion Behavior of AZ31 Magnesium Alloy, J. Alloys Compd., 2009, 468(1–2), p 222–229.
D. Bi, Y. Chang, H. Luo, Z.M. Pan, Q.C. Zhao, H.X. Cheng, X.F. Wang, C.Y. Qiao, Z.Q. Ni, A.Y. Liu and X.G. Li, Corrosion Behavior and Passive Film Characteristics of AlNbTiZrSix High-Entropy Alloys in Simulated Seawater Environment, Corros. Sci., 2023, 224(16), p 111530.
Acknowledgments
The work was supported by the Natural Science Foundation of Hebei Province (Grant No. E2022202111).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dong, T., Liu, J., Fu, B. et al. Effect of Laser Remelting on the Microstructure and Corrosion Resistance of CoCrFeNiTi-B4C High-Entropy Alloy Composite Coating. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-10085-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-10085-6