
Abstract
In this study, the machinability behaviour of Ti6Al4V alloy was investigated using carbide coated and uncoated inserts at varying cutting speeds, feed rates, and depths of cut. The cutting tool life was determined by analysing chip morphology, insert wear and surface roughness. The study focussed on understanding the physical phenomena during machining and optimising them with experimental and numerical approaches. The novelties of the study are that the performance characteristics of cutting parameters were evaluated using the response surface methodology and were realised in industry. The results show that properly selecting cutting parameters can improve surface quality. The feed rate impacts surface roughness the most, followed by the cutting speed. Helical and ribbon types of chips were obtained in Ti6Al4V alloy turning. The longest wear time was observed for the uncoated tool. The tool life of the uncoated insert improved by approximately 11.12, 11.76 and 18.18% compared to the coated carbide insert at 30, 40, and 50 m min−1 cutting speeds, respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Ti6Al4V alloy, which is the most widely used amongst titanium alloys, has a combination of many material properties suitable for use in aerospace, automotive, military, medical and offshore industries, implants, chemical processing components, power stations and high-end sports types of equipment (Ref 1, 2). These properties are high specific strength, extraordinary corrosion resistance, high hot hardness, excellent biocompatibility, fatigue resistance, low thermal conductivity and expansion (Ref 3). However, despite the outstanding physical and mechanical advantages Ti6Al4V alloy has traditionally been a difficult material to process due to its characteristics such as high chemical activity, low thermal conductivity and modulus of elasticity (Ref 4). Hot hardness with low thermal conductivity causes thermal condensation in the cutting zone, and a low modulus of elasticity causes a short tool-chip contact influencing the negativity of the tool life (Ref 5, 6). Combined, high tool stresses are a result of these material characteristics. Moreover, titanium alloys tend to coalesce on the insert by machining at high temperatures and exhibit a strong chemical affinity with most cutting tips, accelerating temperature-dependent tool wear mechanisms. Various machining methods and technology have been studied by most researchers for machining Ti alloys (Ref 7, 8). However, it still presents difficulties in machining therefore there is always a need for additional literature. It continues to attract the attention of researchers since the problems experienced in machining are still not resolved. This study focuses on the behaviour of Ti6Al4V alloy during chip formation, cutting tool wear and surface integrity determining production challenges during machining.
Conventional machining methods are still widely used in the machining of Ti alloys. Turning is a machining process on metals that is widely used in various industries working on metal cutting (Ref 5, 9). The selection of suitable machining parameters for the turning process and the use of the correct insert are very important to achieve high performance and improve tool life. Despite all this, the use of titanium alloys is limited by their poor machinability. It is necessary to improve the cutting tool performance and surface quality in order to reduce the production costs and machining time as well as of the forces developed in the machining of titanium alloys (Ref 10). The most commonly used inserts in titanium machining are coated and uncoated, especially cemented carbide tools (Ref 11). In machining with coated tools, it performs worse than uncoated tools, as the rupture of the coating layer causes the unstable structure of the formed build-up edges (BUE). Nevertheless, several researchers have reported an enhancement in the cutting insert performance of a single layer or a multilayer PVD coating at high cutting speeds compared to uncoated inserts (Ref 12,13,14). Since the performance of the cutting tool is strongly influenced by the conditions of the machining process, the inserts used in machining should be selected according to the tribological interactions occurring at the tool-chip interface. The purpose of this study is to understand how machining performance can be improved by selecting the appropriate insert and cutting parameters in the turning operation.
The surface integrity of the machined surface is considered the quality index used to describe the surface quality of the finished product (Ref 15). The best parameter to evaluate the surface quality of the turned product is the surface roughness which is very important for a final product (Ref 15, 16). Ti6Al4V alloy with low thermal conductivity causes cutting-edge deformation and consequently poor surface quality as the cutting temperature increases at the cutting edge. Surface roughness affects many important properties such as heat conduction, friction, light reflection and production cost etc. (Ref 17, 18). Response surface methodology (RSM) is defined as the correlation of mathematical and statistical methods used to improve, enhance or optimise the machining process or machined surface (Ref 19). In this study, RSM was used as a statistical tool to predict the surface roughness and model the machining process according to changing cutting parameters and cutting inserts. The fact that this issue was not addressed in the studies on the machining of Ti6Al4V alloy adds a unique value to the study.
Although there are many studies in the literature on the optimization of Ti6Al4V machining operations and parameters using various methods; its insufficiency is still mentioned and the problems in its machinability are still not resolved. Machining outputs should be generated based on the different definitions of chip formation and tool wear mechanisms and the problems faced by industries during titanium machining. In this study, machining outputs are analysed and correlated to improve the machinability of Ti6Al4V alloy. In addition, laboratory-based understanding has been associated with industrial-based outcomes. Machining outputs are described by analysing the morphology of the chips, the surface roughness of the machined part, the wear of the cutting inserts, and practical problems faced by industries during Ti6Al4V machining. In addition, the surface roughness values were associated with an experimental and a numerical study. This study is interesting from both the analytical and engineering perspectives in the machining process of Ti6Al4V alloy. The most acceptable cutting conditions were proposed as a result of experimental research on tool life, chip morphology, surface roughness and machined surface.
2 Experimental and Numerical Procedures
2.1 Workpiece Material
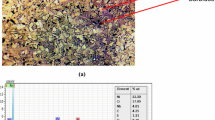
The workpiece used was a Ti6Al4V alloy (ASTM B348) cylindrical solid bar with a diameter of 30 mm supplied from Varzene Metal Industry and Trade Inc. The chemical composition and mechanical properties of Ti6Al4V are represented in Table 1 and Table 2, respectively, in the quality certificate given by the company. It has also been reported that ultrasonic internal crack test and surface crack test were applied to the material.
2.2 Experimental Setup and Machining Conditions
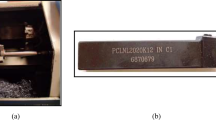
The turning was carried out on a CNC lathe machine with X- and Z- axes at a machining volume of 550 mm and a working speed of 3000 rpm (produced by YouJi Machine Industrial Company). The appearance of the experimental setup for the turning of parts is given in Fig. 1. All turning operations were performed under dry conditions and the workpiece was fixed to the spindle by lathe chuck. Tool images and technical specifications of uncoated CBN insert and coated carbide insert utilised for orthogonal turning tests are listed in Table 3. During turning operations, three cutting parameters such as cutting speed (V) m min−1, feed rate (f) mm.rev−1, and cutting depth (d) mm, consider three levels for each parameter. Cutting speeds were determined as 30, 40, and 50 m min−1, feed rates were 0.15, 0.25, and 0.35 mm.rev−1, and cutting depths were 0.2, 0.4, and 0.6 mm. For each cutting insert, the machining parameters obtained are classified into 27 data sets. The cutting conditions under which turning operations are performed are based on the industry recommendations. This study was conducted in industry. The parameters given above were decided with the information obtained from the industry.

Experimental setup for turning operations
2.3 Characterisations of the Machined Parts
The machinability is characterized by discussing in turning operation of Ti6Al4V alloy from the viewpoints of the surface roughness, turned surface quality, chip formation, tool wear and tool life change after turning as functions of cutting parameters and cutting inserts. Definitions and indications for surface roughness parameters (for industrial products)are specified. They are arithmetical mean roughness (Ra), maximum height (Ry), ten-point mean roughness (Rz). In scientific studies; surface roughness is often given as the arithmetic mean value for a randomly sampled area (Ref 20). The Ra was measured by an SJ-201P model Mitutoyo surface profilometer with a resolution of 0.01 and 5 μm tip radius (Mitutoyo Corporation, Sakado, Japan). Measurements were taken using the average of the five equidistant measurements along the feed direction of the machined surface. Surface roughness values of the samples processed with cutting speeds of 30, 40 and 50 m min−1, feed rates of 0.15, 0.25 and 0.35 mm.rev-1, and cutting depths of 0.2, 0.4 and 0.6 mm were measured. Three-dimensional surface profile measurement was carried out with Surface Roughness Tester SJ-210/310/410 programme by means of software. Chips were collected after each cut during the turning process and visually inspected to determine their general characteristics. Collected chips were examined by a Nikon SMZ800 model stereo microscope to study their morphology (shapes, structures and geometry) and to provide a better understanding of chip formation. The characterisation of the surface finish and the wear regions of the cutting tool inserts were carried out using a JEOL™ JCM-6000 Benchtop model scanning electron microscope (SEM). Tool life criteria were determined by tool wear. Maximum flank wear of 200 μm was set to be the criterion used for the end of the tool life, recommended by the standard ISO 3685 (Ref 21). After these stages, the cutting process was not continued and was terminated. In order to verify the test results, all turning tests were performed under the same conditions, replicating twice for each insert.
2.4 Mathematical Modeling Procedure
In this study, the response surface methodology (RSM) was used to determine the surface roughness according to changing cutting parameters and cutting inserts. Experimental and analytical investigations of the surface roughness phenomenon in the turning of Ti6Al4V alloys were reported. The machining process was modelled according to the Ra value and used as a statistical instrument. This study focuses on optimising the Ra value obtained by changing the cutting parameters and cutting tools. This contribution is based on experimental and numerical analysis. The numerical part has been realised with the work of (Ref 22). The mathematical models related to RSM include surface roughness. The process parameters for Ra are cutting speed (V), feed rate (f), depth of cut (d), and machining time (t). The desired response Y is assumed as (Ref 23):
The dependence of desired response Y on t can be assumed questionable. Therefore, the term t can be ignored in the above equation and Y can be written without the parameter t as:
This approach will be analysed and discussed within this study also. Eq 1b can be split into (i) linear regression and (ii) quadratic regression parts. Then, theoretically, the quadratic regression can be divided into two cases; (ii.a) consideration of multiplication of parameters and (ii.b) consideration of powers of parameters. Linear regression case is formulated by (Eq 2a), quadratic regression case with the multiplication of parameters is formulated by (Eq 2b), and quadratic regression case with powers of parameters is formulated by (Eq 2c).
Eq 2a, b, and c can be restricted once again by ignorance of the parameter t. So, three new formula can be written as;
The regression coefficients b0, b1… b34 appearing in Eq (1a) and Eq (2a) are considered (Ref 23) as in Eq (3). The parameters in Eq 3 (V, f, d, t) are in m min−1, mm.rev−1, mm, min units, respectively and Ra in μm.
Eq 1a and b the blue curves represent theoretical values depending on t whilst the red curves represent theoretical values independent of t. By the comparison performed above in Fig. 2, it is clear that the effect of t is very small and so can be ignored experimentally. This result implies that our approximation can be assumed as a good application. Thus, the effect of the parameter t is not considered in the experiments whose results are given in the Table 4.


The illustrative representation of the comparison of the effect of parameter t via plotting
3 Results and Discussions
3.1 Surface Roughness
Ti6Al4V alloy is commonly utilised for aeronautical and biomedical parts requiring the greatest credibility, and hence the surface roughness value, which determines the surface quality must be maintained. The final surface has an important place in the service life of the components, the surface integrity of the titanium alloys must be ensured to ensure the reliability of the precision components. Therefore, in order to obtain better surface quality and improve tool life; when machining titanium components, it is necessary to optimise process parameters such as cutting speed, feed rate and depth of cut (Ref 16, 24). To realise the machinability of titanium alloy with a good surface quality without compromising the strength is an unresolved challenge for researchers. Many studies have been carried out to reduce the Ra value by optimising the cutting tool material and cutting parameters (Ref 16, 25, 26). In this study, the effect of cutting parameters such as cutting speed, feed rate and depth of cut at different values on the surface roughness in the turning process is handled and evaluated according to the coated and uncoated inserts. In Fig. 3(a), (b) and (c) graphical images of the effects of cutting speed-feed rate, cutting speed-cutting depth and feed rate-cutting depth on the surface roughness of the machined surface with coated carbide insert are given, respectively. The roles of these parameters in the surface roughness were investigated by considering the static obtained via a 3D surface graph. In Fig. 4(a), (b) and (c), graphical images of the effects of cutting speed-feed rate, cutting speed-cutting depth, and feed rate-cutting depth on the surface roughness of the machined surface with uncoated insert are given, respectively. In order to more clearly evaluate the effects of cutting speed, feed rate, and depth of cut on the surface roughness of coated and uncoated inserts, all data are given in Fig. 5 with a graphical representation.

Variation of surface roughness on the turned surface with coated insert as a function of different cutting parameters: (a) cutting speed-feed rate, (b) cutting speed- cutting depth, and (c) feed rate-cutting depth

Variation of Ra values on the turned surface with uncoated insert as a function of different cutting parameters: (a) cutting speed-feed rate, (b) cutting speed- cutting depth, and (c) feed rate-cutting depth

Effect of cutting parameters on Ra values of machined surfaces with coated and uncoated inserts
There was no significant change in the average surface roughness values by increasing the cutting speed from 30 to 40 m min−1 after turning with coated and uncoated inserts. When the cutting speed was increased to 50 m min−1, a 32.16% decrease in average surface roughness values was determined in turning with an uncoated insert, and a decrease of 24.26% in turning with coated insert. Some researchers attribute this situation to the adhesion of the workpiece to the cutting edge and the deterioration of the machined surface, which is known as chip formation in machining with low cutting speed (Ref 7, 27). In addition, the surface properties may improve due to deformation caused by increasing cutting speed and increasing temperature and, as a result, easier chip flows (Ref 28, 29). Verma and Pradhan (Ref 30), machined the titanium alloy with an uncoated carbide insert, and found that cutting speed had the greatest influence on machining performance and the importance of adhesion in tool wear. It was found that with the increase in cutting speed; the contact on the chip-tool contact surface increases and as a result, the rate of heat generated at the cutting zone increases (Ref 31). In addition, it contributed to the increase in cutting temperature released during the machining of titanium alloy with low thermal conductivity. It has also been found that an increase in feed rate at a higher cutting speed causes an increase in the amount of friction between the tool-workpiece contact surfaces which further increased the cutting temperature to the formation of BUE (Ref 32). All these factors increase surface roughness by affecting surface integrity (Ref 33). With the increase in feed rate after turning with coated and uncoated inserts, a significant increase occurred in the average surface roughness values. When the feed speed in machining with coated insert increases from 0.15 to 0.25 mm/rev, the Ra value increases by 102.80%; When the feed rate increased from 0.15 to 0.35 mm/rev, the Ra value increased by 198.42%. When the feed rate in machining with an uncoated insert increases from 0.15 to 0.25 mm/rev, the Ra value increases by 105.99%; When the feed rate increased from 0.15 to 0.35 mm/rev, the Ra value increased by 232.23%. In many studies on the machinability is emphasised that the surface roughness value is mostly affected by the feed rate. In the same studies, they stated that the increased feed rate increased the temperature and pressure values at the cutting edge and deteriorated the chip form and the surface quality afterwards (Ref 34, 35). An investigation by Pervaiz et al. (Ref 34), has reported that the surface roughness at low feeds is much less and increases slightly upon using a higher speed for the same feed. It was determined that the average surface roughness value increased slightly with increasing depth of cut in turning with an uncoated insert, whilst it did not show a significant change in turning with coated insert. The increase in the surface roughness values can also be explained by the increased feed rate and depth of cut leaving the effect of smearing, wear and notch on the tool (Ref 36). Oosthuizen et al. (Ref 37), investigated the effects of cutting parameters on surface roughness and reported that the surface roughness decreased with increasing cutting speed and the surface roughness increased with increasing feed rate. As a result, it is seen that the feed rate of both inserts is the most effective parameter on the surface roughness value. When other machining parameters are kept constant, the feed rate is the main factor influencing the turning process, surface roughness increased with increasing feed rate, decreased with cutting speed, and did not change much with a depth of cut. With the change of one of the cutting parameters, the average surface roughness also changes. Lower Ra values were obtained in turning with the uncoated insert compared to the coated insert (Ref 38). Ginting and Nouari (Ref 39), investigated the surface defects, surface roughness, microhardness and microstructure of the titanium alloy after machining. As a result, it was found that an uncoated carbide tool for machining provides better surface roughness than a CVD-coated insert. Considering the results of this study, a combination of low feed rate, medium depth of cut and medium cutting speed gives the most ideal results for decreasing surface roughness and improving machining efficiency.
3.2 Mathematical Modelling of the Surface Roughness Results
Tool wear mechanism prediction, manufacturing productivity, and advanced processing technology is the main research direction of machined surface quality. Machining difficult-to-cut alloys is a demanding process to achieve the desired quality of finishing the product is defined by the surface roughness value. To validate the analytical model in this section, the surface roughness predicted by the accepted analytical model was compared with the experimental results. For this purpose, the surface roughness values determined and measured by the engagement between the insert and the workpiece were compared. The mean values of the surface roughness values were used for comparative analysis. Various theoretical calculations and experimental values are listed in Table 4 for a comparative examination of our theoretical calculations and experimental data. Table 4 indicates the theoretical calculations and experimental data of Ra values. The explanations and differences between the equations are depicted in mathematical modelling procedure. Some columns of the table are depending on the parameters V, f and d only, whilst the rests depend on the parameter t also. The t dependent columns are Eq 1a, 2a, 2b, and 2c whose values are calculated theoretically, and those t-independent values are shown in italic style. On the other hand, Eq 1b, 2a’, b’, c’, and the rightmost two columns which represent experimental results are independent of the parameter t and the t-independent values are all shown in Table 4.
The fact that the t parameter was not taken into account did not lead to a significant change, it can be understood more clearly when looking at Fig. 2. The theoretical results from Eq 1 are compared in Fig. 6 with the experimental data listed in Table 4. Eq 1b is compared with experimental data from Table 4 in Fig. 7.

Comparison of the parameter Eq 1a and experimental data

Comparison of parameter Eq 1b and experimental data
As a generalisation, Fig. 8 illustrates the comparison between theoretical results, especially obtained by Eq 1a, 2a, 2b, and 2c and experimental data together, and Eq 1b compared with experimental data, respectively.

Comparison of the experimental data and theoretical values
According to the graphical analysis given in Fig. 6, 7, and 8 some discussion can be done here. It can be seen that the effect of t had a very minor role in the theoretical results, the same result is obtained when compared with the experimental data. Moreover, the general formula (Eq 1a) Eq 2c illustrates the power regression fits better than the other regressions. Figure 8 shows us that the experimental data and theoretical values change related to each other by a good approximation.
Whilst there are many empirical studies on modelling on optimization of cutting parameters in machining processes, there are a few analytical studies on this issue (Ref 19, 25, 40). This article presents the results of an analytical study that has not yet been reported. In order to maintain the surface integrity of the Ti6Al4V alloy, it is important to determine the effects of various machining conditions on the machinability indicators. Factors such as determining the tool wear mechanism; improved surface quality and production efficiency are the main research areas of machining technology. This model provides better optimization of the cutting parameters, thus achieving the optimum Ra value. The deviation between the experimental and numerical results is an acceptable to limit. Numerical findings often support experimental results and can lead to some other information that is difficult to empirically capture. Similar trends of surface roughness were observed for experimental and numerical results. The main point of view in the article is that cutting speed and feed rate are the most important parameters controlling the formation of surface roughness. As a result; the effects of cutting speed, feed rate and cutting depth on the surface roughness could be analysed according to this prediction model. Then a suitable combination of cutting parameters could be suggested to improve machining efficiency by reducing surface roughness in turning Ti6Al4V alloy. The comparison of results indicates that the formulas used can well predict surface roughness.
3.3 Machined Surfaces
In the machining process of Ti6Al4V alloy, the surface integrity of the machined workpiece is one of the most critical quality parameters. Any change in cutting temperature will have a direct effect on the subsequent surface treatment properties of the cutting forces (Ref 41). Visual characterisation of machined surfaces is necessary to more clearly understand the effects of cutting parameters on surface quality. Figure 9 and 10 illustrate the SEM images of the turned surface with different cutting speeds; other machining parameters were kept constant. The SEM images of the machined surface with a carbide-coated insert and uncoated insert for 30, 40, and 50 m min−1 cutting speeds at 0.4 mm depth of cut and 0.25 mm.rev−1 feed are given in Fig. 9 and 10, respectively.

SEM images of machined surface with coated insert at different cutting speeds: (a) 30 m min−1, (b) 40 m min−1, and (c) 50 m min−1

SEM images of machined surface with uncoated insert at different cutting speeds: (a) 30 m min−1, (b) 40 m min−1, and (c) 50 m min−1
According to the results, the machined surfaces were determined to be smoother with the increase in cutting speed as a result of less smearing during turning. At turning with coated insert, the insert dragged over the machined surface will cause damage due to the formation of BUE (Ref 32, 42). The occurrence of this situation is determined by the plastic flow of the material during the machining process. The plastic flow of the material formed on the machined surfaces paves the way for higher surface roughness values (Ref 50). As seen in the previous section, the surface roughness value decreased with the increase in cutting speed in both inserts. Some researchers also confirmed a similar relationship between cutting parameters and surface roughness and stated that BUE formation reduces machining errors on the machined surface at increasing cutting speeds (Ref 15, 43). Kumar Gupta et al. (Ref 44), studied the turning of titanium alloys, and they explained that the chips are removed more easily and the surface quality is better as a result of increasing deformation with increasing cutting speed. Kumar Gupta et al. (Ref 44), stated that the chips formed at low cutting speeds adhere to the cutting tool and cause the formation of undesirable clumps, thus spoiling the machined surface. The feed marks are clearly visible in each image, and the distance between two successive feed marks does not show a significant change in cutting speed. The feed pattern of the machined surface with the uncoated insert is less pronounced and this can also be seen at Ra values. Sartori et al. (Ref 31), also detected irregularities and wrinkles in the feed marks when turning titanium alloys. Lu et al. (Ref 45), identified some pits on the machined surface of Ti6Al4V alloy and found that the more stable machining with uncoated insert compared to coated insert attributed to the better surface finish. The quality of the machined surfaces with the uncoated insert is relatively smoother than the machined surfaces with the coated insert under the same cutting conditions, and the surface wear is less. This is due to the cutting edge coating breaking off and spoiling the cutting tip and thus the machined surface. Nabhani (Ref 46), explained this situation by deteriorating the surface quality of the turned part due to the wear of the coated tools. When the carbide insert is worn, the particles break off and adhere to the machined surface of the workpiece. This phenomenon is known as carbide cracking, and surface cavities resulting from rupture cause spikes in shear stress. This operation can cause wear of the workpiece material as well as voids in the machined surface (Ref 44, 47). The results obtained are in agreement with the surface roughness results given in the previous section. The wear marks on the turned surface could be reduced by controlling the cutting speed.
3.4 Chip Formation
Chip formation affects the machining process by directly determining usabilities, such as cutting forces, machining temperature, tool life, and workpiece surface quality. Also, the chip shape and morphology affect the thermo-mechanical behaviour of the workpiece. For this reason, it is important to determine the cutting conditions that will allow the formation of easy-to-machine chips and to know the effects of chip formation between the insert and the workpiece. It should be considered in terms of the chip forms being within acceptable limits and the short size, removing the sawdust from the environment, the safety of the machine, the quality of the machined surface not deteriorating due to the accumulated chips, and the safety of the worker. In turning, the chip formation mechanism is mainly affected by plastic deformation in the primary and secondary deformation zones (Ref 48, 49). Plastic deformation in the machining process was significantly affected by the applied cutting parameters and used inserts. The current study discussed a detailed analysis of chips at different cutting parameters and cutting inserts. The chips formed using carbide coated insert during turning Ti6Al4V at different cutting speeds, feed rates, and depths of cut, respectively. Figure 11 indicate the macro photographs of the chips formed in cutting at different parameters given below respectively: chips formed by 0.25 mm.rev−1 feed rate and 0.4 mm depth of cut at varying cutting speeds; chips formed by 0.4 mm depth of cut and 40 m min−1 cutting speed at varying feed rates; chips formed by 0.25 mm.rev−1 feed rate 40 m min−1 cutting speed at varying cutting depths.

Effect of the cutting speed, feed rate and depth of cut on the chip morphology turned with coated insert
In Fig. 11, chip forms are in the short ribbon and helical form at 30 m min−1 cutting speed, long ribbon helical and spiral form at 40 m min−1 cutting speed, and mixed-sized helical chip form formations at 50 m min−1 cutting speed are observed. Chips resulting from conventional cutting show a typical helical chip shape for all cutting speeds (Ref 50). In general, helical types of chips are preferred in metal machining (Ref 51). Calamaz et al. (Ref 52), explain that the ribbon type of chip formation is due to instability in the cutting operation. With the increasing cutting speed, the undesirable ribbon chip form has been changed to the helical chip form, which is within acceptable limits, and shorter chip length. It has been reported in some studies that segmented chips are produced at low cutting speeds (Ref 53). In the studies on the machinability of Ti6Al4V, it has been stated that the cutting speed is quite decisive on the chip forms and the deformation rate in the primary deformation region increases with increasing cutting speed. Discontinuous segmented or serrated chips often occur in machining titanium alloys due to their low thermal conductivity (Ref 54). In the literature, strip, entangled and ribbon-shaped chip forms are considered unacceptable chips that are difficult to machine, whilst helical chip forms with short or long shapes are considered acceptable (Ref 48). Long helical chip forms at a feed rate of 0.15 mm.rev−1, short helical and long tubular chip forms at a feed rate of 0.25 mm.rev−1 and 0.35 mm.rev−1 are observed in Fig. 11. In general, segmented chips result from machining titanium alloys with different cutting speeds and feed rates. This phenomenon is considered a complicating factor in machining titanium alloys. The segmented chips lead to an increase in feed rate. The segmented chip formation is also caused by the growth of cracks in places (Ref 53). The chip forms became more complex and the chip length was shorter with the increasing feed rate. This phenomenon arises from the interaction between work hardening and thermal softening in the primary shear zone with increased heat generated during cutting (Ref 47). At a lower feed rate, the chips cannot support curling due to their low ductility and increased hardness (Ref 47, 53). This means that the chip form is affected by changes in cutting speed as well as the effect on the heat of the coolant delivered to the machining zone. According to Calamaz et al. (Ref 52), the main machining parameters that control the chip formation mechanism are the cutting speed and feed rate. In Fig. 11, mixed-sized ribbon and helical chip forms were obtained at 0.2 and 0.4 mm cutting depths, and quite long helical chip forms at 0.6 mm cutting depths. As the depth of cut increased from 0.2 to 0.4 mm, the chip form and size were similar, whilst with the increasing depth of cut, a more acceptable helical chip form and longer chip length were achieved. Decreasing the depth of cut and increasing the feed rate resulted in the formation of thicker chips and an increase in the distance between the serrations. In this situation in the literature; it is explained that as tool-chip contact decreases, the chip can be formed with a smaller radius of curvature (Ref 55). Uncoated inserts were also studied to identify machining conditions that facilitate the machining of chips. Figure 12 show the chips formed using an uncoated insert during turning Ti6Al4V at different cutting speeds, feed rates and depths of cuts, respectively. Figure 12 indicate the macro photographs of the chips formed at different cutting parameters given below, respectively: chips formed by 0.25 mm.rev−1 feed rate and 0.4 mm depth of cut at varying cutting speeds; chips formed by 0.4 mm depth of cut and 40 m min−1 cutting speed at varying feed rates; chips formed by 0.25 mm.rev−1 feed rate 40 m min−1 cutting speed at varying cutting depths.

Effect of the cutting speed, feed rate and depth of cut on the chip morphology turned with uncoated insert
Friction between tool and chip contact surfaces is one of the major factors affecting the chip morphology such as shape and size. More friction from the use of uncoated inserts at contact surfaces produces curled chips with a larger diameter (Ref 56). This formation is clearly seen in Fig. 12. In Fig. 12, chips are in the long ribbon and helical form at 30 m min−1 cutting speed, in the helical and spiral form at 40 m min−1 cutting speed, and in mixed size, helical chip form is observed at 50 m min−1 cutting speed. Whilst the undesirable ribbon chip form was observed at a low cutting speed, the helical chip form, which is an acceptable form, was changed with increasing cutting speed. At a cutting speed of 30 m min−1, the chip length is longer, but at a cutting speed of 50 m min−1, the chip lengths are quite complex. It has been reported that titanium alloys produce fragmented chips during machining in studies with uncoated tips (Ref 57). In Fig. 12, the chip forms in strip and spiral form at a feed rate of 0.15 mm.rev−1, long spiral and spiral tubular shape at a feed rate of 0.25 mm.rev−1, and helical-shaped chip forms at a feed rate of 0.35 mm.rev−1 are observed. With the increase of the feed rate, it changed from strip form to spiral form and with the further increase, it turned into helical chip form which is acceptable. With the increasing feed rate, the chip length also shortened and no change was observed in the chip colours. Many studies stated that the chip shape is significantly influenced by the feed rate change (Ref 58, 59). In Fig. 12, mixed-size fully helical chip forms at 0.2 mm depth of cut, long helical and spiral forms at 0.4 mm depth of cut, and short ribbon and spiral chip forms at 0.6 mm cutting depth are observed. Chip sizes are close to each other. Undesirable ribbon chip form was observed with increasing depth of cut. With the decrease in cutting depth, irregular and different forms of chips were detected. The chip colour did not change with the depth of the cut. The colour of all the chips produced has a rich silvery colour indicating that excessive oxidation associated with heat does not occur. In general, machining with both inserts produced discontinuous segmented chips with acceptable shapes, close to helical shapes, especially at low cutting speeds, whilst an almost flat, discontinuous segmented chip shape was obtained at higher speeds. In addition, different sizes of chips were obtained at higher and lower cutting speeds in both inserts. Previous studies agree that chip morphology is largely dependent on changes in cutting parameters (Ref 8, 38, 58). The main reason for the differences in shape and size between the chips formed in coated and uncoated machining is that in uncoated inserts, some of the heat is transmitted to the tool, but in coated inserts, the coating material acts as a thermal barrier and reduces the transfer of heat to the tool (Ref 60).
3.5 Tool Wear Mechanism
Insert wear is one of the biggest problems when machining titanium alloys. The high chemical reactivity of titanium alloy with most insert materials reduces cutting tool life and leads to rapid tool damage and poor surface finish (Ref 61, 62). Worn cutting tools can have detrimental effects on the surface quality and dimensional accuracy of the machined surface. Therefore, they must be carefully evaluated for critical wear and replaced. Tool wear causes increased machining times and therefore increased costs. A large number of tool wear mechanisms can be mentioned in the turning process. It is often very difficult to identify the dominant tool wear mechanisms for operating conditions. Insert wear depends not only on the cutting conditions, physicochemical and mechanical properties of the workpiece but also on the interaction of the workpiece material with the insert surface. The large groove wears on the rake and flank face of cubic boron nitride (CBN) and ceramic cutting tools and on the chip contact surface. Therefore, these tool materials are known to be unsuitable for machining titanium alloys (Ref 63). On the other hand, natural diamond tools, carbide, sintered diamond and binderless CBN generally show acceptable performance in machining titanium alloys, depending on the damage they cause. In this study; the wear mechanism of the inserts used in the turning process was evaluated from the images of the carbide-coated and uncoated CBN inserts as a result of processing with different cutting speeds. The wear mechanisms occurring in coated and uncoated inserts at 0.4 mm depth of cut, 0.25 mm.rev−1 feed rate and 30, 40 and 50 m min−1 cutting speeds are given in Fig 13 and 14, respectively.

Tool wear mechanisms in carbide coated inserts: (a) 30 m min−1, (b) 40 m min−1, and (c) 50 m min−1

Tool wear mechanisms in uncoated CBN inserts: (a) 30 m min−1, (b) 40 m min−1 and (c) 50 m min−1
Major tool wear modes observed in turning with coated and uncoated inserts of the Ti6Al4V are summarised in Fig 13 and 14. Coating delamination, abrasion, chipping and crater are the main tool flank face wear mechanisms (see Fig. 13), whilst for the rake face, flank wear crater wear and BUE are observed (see Fig. 14). Zhuang et al. (Ref 64), stated that coating delamination, diffusion and adhesion were the effective wear mechanisms in machining Ti6Al4V with coated carbide inserts. Venugopal et al. (Ref 65), noted that the combinations of dissolution, adhesion and diffusion wear caused in crater wear when machining Ti6Al4V with uncoated carbide inserts. Similar findings were reported by Liang et al. (Ref 66), machining Ti6Al4V with WC-8Co and WC-10Ni3Al carbide inserts. For turning with coated and uncoated inserts, crater wear is the most significant wear mechanism. Crater wear is one of the most important types of tool wear encountered when machining difficult-to-cut materials such as Ti6Al4V alloy at high speeds. Crater wear formation during machining in Ti6Al4V alloy is frequently observed when using coated and uncoated tungsten carbide inserts, and represents the main mode of tool failure in the most adverse situations (Ref 67). Sun et al. (Ref 68), characterized the crater wear patterns of carbide tools and reported that temperature and pressure have a significant effect on the wear rate in Ti6Al4V turning machining. The adhesive wear mechanism strongly influenced the tool flank wear, preventing the tool material from being directly exposed to the rotating workpiece. Flank wear directly affects the tooling cost and machining quality of the end product. Flank wear is the average width of the scuff or scratch marks formed by the tool workpiece and tool-chip surfaces. Therefore, it cannot be removed in the machining process but can be reduced by using appropriate cutting parameters and the correct coolant (Ref 44, 69). When titanium is machined, high mechanical stresses in the cutting zone cause wear on the insert surface. In addition, high temperatures in the cutting zone facilitate the diffusion of chemical components in the cutting tool and the workpiece (Ref 70). Therefore, it can be clearly stated that tool wear can be accelerated due to the thermokinetic energies generated during machining. Mechanisms that cause crater formation from the chip surface in carbide-coated tooling also demonstrate this. As the cutting speed increased in machining with coated inserts, the wear on the inserts increased when the tool material turns into softer at the cutting temperature (Ref 34, 42, 71). The break in the nose of the coated insert after machining with a cutting speed of 50 m min−1 is due to the plastic deformation of the nose part of the cutting tip due to the high temperature released and the coating being thrown off. Corduan et al. (Ref 72), stated that notch wear increases with increasing cutting speed in the turning of Ti6Al4V alloy. A chemical reaction occurs between the titanium and the coated insert, which rapidly destroys the insert as the temperature rises (Ref 56).
In conclusion, it can be said that most of the cutting tools currently used are not suitable for machining titanium alloys due to the chemical affinity that initiates chemical wear and deteriorates the insert (Ref 12). Sert (Ref 73), investigated the machining of Ti6Al4V alloy with AlCrN coated cutting tool, and found that there was a break in the coating caused by the accumulation of chips in the nose of the insert. According to Nabhani (Ref 46) and Al-Rubaie et al. (Ref 74), the coating delamination in the cutting tool is caused by the crack formation and propagation due to the difference in the coefficient of thermal expansion between the tool substrate and the coating material. As a result of the turning process, it is seen that the wear of the inserts decreases as the cutting speed increases in contrast to the coated inserts in machining with uncoated inserts. With the increasing cutting speed, the temperature also increases and the deformation of the cut area and the removal of the resulting chip from the environment become easier. Since there is no coating rupture at these tips, it has been observed that there is free surface wear in the cutting region of the tool as a wear mechanism. Flank wear is flat-worn surface wear on the relief surface of the cutting tool. Investigations of flank wear showed that flank wear is mostly due to wear caused by undesirable friction of the cavity surface against the workpiece material (Ref 12). The wear mechanism, known as abrasion wear, has occurred in the form of deformations caused by temperature changes between the chip surface area (Ref 43, 74). At low cutting speed, sticking the workpiece to the cutting tool will increase the cutting edge wear (Ref 75). As a result, the least wear of the cutting tool occurred with the uncoated insert and the most wear at high cutting speeds with the coated insert. Nabhani (Ref 76), compared the machining performance of PCBN and PCD tools with coated carbide tools in machining titanium alloys. The average flank wear of the PCD and CBN tool was considerably less than the coated carbide. In uncoated tools, high temperature and plastic deformation occur during machining, resulting in material transfer from the coating to the machined part, creating adverse conditions. Whilst the cutting edge cannot be used in coated tools as a result of coating breakage, it can be reused by grinding the cutting edge in uncoated tools. Ezugwu et al. (Ref 77), reported the main problems associated with the machining of titanium alloys, including the mechanisms that cause tool wear and tool failures. They stated that uncoated WC-Co cutting inserts are better than most coated cutting inserts for machining titanium alloy. Titanium alloy with high chemical activity causes the workpiece material to be welded on the cutting insert during machining, causing chipping and unexpected tool failure. Many cutting tool materials are chemically reactive to titanium and its alloys under machining conditions. For these reasons, uncoated cutting tools are generally suitable for machining titanium alloys. Considering the cost ratio of the tips, the use of uncoated inserts is quite economical (Ref 78).
3.6 Tool Life
Considerable research has been done on machining titanium alloys to keep the cutting tool life within an acceptable limit by testing the causes (Ref 63). Some researchers stated that both flank wear and crater wear can occur at the insert during the machining of titanium alloys (Ref 5, 46). It has been accepted that the interaction of cutting speed and flank wear is used to determine tool life (Ref 79). In this study, only flank wear was considered as a criterion for determining tool life end because it always occurs during machining and is easy to measure. Tool life is assumed as a function of different cutting speeds with respect to machining time. The criteria defining tool life are important for a practical assessment of the impact of all factors, including the cutting process under consideration. The effect of different cutting speeds on the tool life as a function of the wear times of the coated and uncoated inserts is presented in Fig. 15. The depth of cut of 0.4 mm and the feed rate of 0.25 mm.rev−1 was kept constant in the tool life calculations.

The tool life of the coated and uncoated inserts in the turning process
The longest wear time was observed for the uncoated tool. The tool life of the uncoated insert improved by approximately 11.12, 11.76 and 18.18% compared to the coated carbide insert at 30, 40, and 50 m min−1 cutting speeds, respectively. When examined according to the cutting speed, it was determined that the life of the insert increased with the increasing cutting speed in machining with both inserts. In coated inserts, increasing the cutting speed from 30 to 40 m min−1 decreased the cutting tool life by 6.67%, whilst increasing the cutting speed from 30 to 50 m min−1 increased the cutting tool life by 11.12% increases occurred. For uncoated inserts, a 5.88% decrease was detected by increasing the cutting speed from 30 to 40 m min−1, whist the cutting tool life increased by 17.11% by increasing the cutting speed from 30 to 50 m min−1. Wong et al. (Ref 80), stated that the tool life increases with the increasing cutting speed in the machinability studies of Ti6Al4V alloy. Kıvak and Şeker (Ref 81), stated in their study on the machining of Ti6Al4V alloy that there was a 14% reduction in the cutting process with the use of coated inserts. Ginting and Nouari (Ref 82), for the machining of titanium alloys investigated the tool wear, the surface defects, and the roughness of the machined surface. As a result, it was determined that an uncoated carbide tool for machining provides better roughness than a CVD-coated tool. Lakshmanan et al. (Ref 83), investigated the machinability performance of uncoated tungsten carbide and coated carbide inserts. It was found that material adherence to the tooltip becomes inherently brittle due to minor damages to the insert coating and tooltip. Raghavendra et al. (Ref 84), used the coated and uncoated inserts in turning machinability tests of Ti6Al4V alloy and found the tool life of the uncoated tool improved by approximately 57% compared to the coated carbide tool. Trent and Kenneth (Ref 85), have reported that the high chemical reactivity of the Ti alloy with the coated insert limits insert life, resulting in excessive chipping, unexpected tool damage and poor surface finish. Consequently, it is recommended to use the uncoated CBN inserts with increasing cutting speed to increase tool life and improve machining efficiency in this study.
4 Conclusion
This study is mainly focussed on understanding the machining mechanism of turned Ti6Al4V alloy using coated and uncoated cutting inserts at varying cutting speeds and feed rates and depths of cut. The following conclusions can be drawn from this study:
-
Under high cutting speed and low feed rate, the surface roughness was smoother compared to low cutting speed and high feed rate. The effect of feed rate is more dominant than cutting speed.
-
When the cutting speed was increased to 50 m min−1, a 32.16% decrease in average surface roughness values was determined in turning with an uncoated insert, and a decrease of 24.26% in turning with coated insert.
-
When the feed speed in machining with coated insert increases from 0.15 to 0.25 mm/rev, the Ra value increases by 102.80%; When the feed rate increased from 0.15 to 0.35 mm/rev, the Ra value increased by 198.42%. When the feed rate in machining with an uncoated insert increases from 0.15 to 0.25 mm/rev, the Ra value increases by 105.99%; When the feed rate increased from 0.15 to 0.35 mm/rev, the Ra value increased by 232.23%.
-
The experimental results considered by means of various theoretical models and the best fit is found in the theoretical results obtained from Eq 2 cc where the general formula after linearization is \(\text{Mean value of feed rate}=-0.0381 \text{Experiment Number} + 2.7475\).
-
The deviation between the experimental and numerical results is acceptable to limit. The comparison of results indicates that the formulas used can well predict surface roughness.
-
Helical and ribbon-shaped types of chips were obtained in Ti6Al4V alloy turning.
-
The results of the study show the advantage of uncoated tools by comparing the surface roughness values, chip formation, turned surface, the wear mechanism of the insert and its fault condition.
-
The wear mechanisms in cutting inserts have not belonged to a single mechanism, but are formed by the combination of many mechanisms. Crater wear was identified as the main tool wear mechanism with uncoated CBN inserts, whilst coating delamination known as coating rupture was observed in coated carbide inserts.
-
The tool life of the uncoated insert improved by approximately 11.12, 11.76 and 18.18% compared to the coated carbide insert at 30, 40, and 50 m min−1 cutting speeds, respectively.
-
As a result, a combination of low feed rate, medium cutting speed medium and cutting depth is recommended for maximizing machined surface properties by reducing surface roughness and improving machining efficiency.
References
D. Kotzem, L. Gerdes and F. Walther, Microstructure and Strain Rate-Dependent Deformation Behavior of PBF-EB Ti6Al4V Lattice Structures, Mater. Test., 2021, 63(6), p 529–536.
M. Hourmand, A.A. Sarhan, M. Sayuti and M. Hamdi, A Comprehensive Review on Machining of Titanium Alloys, Arab. J. Sci. Eng. Spring., 2021, 46, p 7087–7123.
M. Altuğ, M. Erdem, C. Ozay and O. Bozkır, Surface Roughness of Ti6Al4V after Heat Treatment Evaluated by Artificial Neural Networks, Mater. Test., 2022, 58(3), p 189–199.
R. Sudheer, M.V.K. Reddy, J. Joshy, B. Kuriachen and M.L. Joy, Effect of MoS2 Powder-Mixed Electric Discharge Alloying on the Tribological Performance of Ti6Al4V, Trans. Indian Inst. Met., 2023, 76(9), p 2363–2375.
S. Koseki, K. Inoue, K. Sekiya, S. Morito, T. Ohba and H. Usuki, Wear Mechanisms of PVD-Coated Cutting Tools during Continuous Turning of Ti-6Al-4V Alloy, Precis. Eng. Elsevier, 2017, 47, p 434–444.
C. Veiga, J.P. Davim and A.J.R. Loureiro, Review on Machinability of Titanium Alloys: The Process Perspective, Rev. Adv. Mater. Sci., 2013, 34(2), p 148–164.
M.K. Gupta, P.K. Sood and V.S. Sharma, Optimization of Machining Parameters and Cutting Fluids during Nano-Fluid Based Minimum Quantity Lubrication Turning of Titanium Alloy by Using Evolutionary Techniques, J. Clean. Product. Elsevier, 2016, 135, p 1276–1288.
K. Palanikumar, S.B. Boppana and E. Natarajan, Analysis of Chip Formation and Temperature Measurement in Machining of Titanium Alloy (Ti-6Al-4V), Exp. Tech., 2023, 47(2), p 517–529.
S. Katta and G. Chaitanya, Key Improvements in Machining of Ti6al4v Alloy: A Review, AIP Publishing LLC, AIP conference proceedings, 2017, p 020048
V.F. Sousa, F.J. Silva, J.S. Fecheira, H.M. Lopes, R.P. Martinho, R.B. Casais and L.P. Ferreira, Cutting Forces Assessment in CNC Machining Processes: A Critical Review, Sensors, 2020, 20(16), p 4536.
A. Baptista, F. Silva, J. Porteiro, J. Míguez and G. Pinto, Sputtering Physical Vapour Deposition (PVD) Coatings: A Critical Review on Process Improvement and Market Trend Demands, Coat. Multidiscip. Digital Publishing Inst., 2018, 8(11), p 402.
M.S.I. Chowdhury, B. Bose, S. Rawal, G.S. Fox-Rabinovich and S.C. Veldhuis, Investigation of the Wear Behavior of PVD Coated Carbide Tools during Ti6Al4V Machining with Intensive Built Up Edge Formation, Coat. Multidiscip. Digital Publish. Inst., 2021, 11(3), p 266.
N. Schalk, M. Tkadletz and C. Mitterer, Hard Coatings for Cutting Applications: Physical vs, Chem. Vapor. Depos. Future Challenges Coat. Commun. Surf. Coat. Technol., 2022, 429, 127949.
X. Sui, G. Li, C. Jiang, K. Wang, Y. Zhang, J. Hao and Q. Wang, Improved Toughness of Layered Architecture TiAlN/CrN Coatings for Titanium High Speed Cutting, Ceram. Int., 2018, 44(5), p 5629–5635.
Y. Gong, Y. Sun, X. Wen, C. Wang and Q. Gao, Experimental Study on Surface Integrity of Ti-6Al-4V Machined by LS-WEDM, Int. J. Adv. Manuf. Technol. Springer, 2017, 88, p 197–207.
Z. Chen, X. Wu, D. Tomus and C.H.J. Davies, Surface Roughness of Selective Laser Melted Ti-6Al-4V Alloy Components, Addit. Manuf., 2018, 21, p 91–103.
B. Wang and Z. Liu, Investigations on the Chip Formation Mechanism and Shear Localization Sensitivity of High-Speed Machining Ti6Al4V, Int. J. Adv. Manuf. Technol. Springer, 2014, 75, p 1065–1076.
N.B. Ullen, S.M. Hasak and M.H. Dirikolu, Factors Influencing the Machinability during Turning Sinter-Hardened Cu-Ni-Mo Based Steel: Dependency on Cutting Speed, Feed Rate and Cutting Depth, J. Eng. Res., 2020, 8(4), p 1.
G. Karthik Pandiyan and T. Prabaharan, Optimization of Machining Parameters on AA6351 Alloy Steel Using Response Surface Methodology (RSM), Mater. Today Proceed., 2020, 33, p 2686–2689.
S. Delgado-Raack, J.M. de Tobaruela, I. Bettinardi, J.A. Soldevilla and R. Risch, Surface Roughness as a Quantitative Approach to Use-Wear on Macrolithic Tools: A Comparative Analysis, J. Archaeol. Sci. Rep. Elsevier, 2022, 46, 103645.
ISO 3685, “ISO 3685:1993, Tool-Life Testing with Single-Point Turning Tools,” ISO, 1993, https://www.iso.org/standard/9151.html. Accessed 4 February (2023).
D.C. Montgomery, Design and Analysis of Experiments, Eighth edition, (Hoboken, John Wiley & Sons Inc, NJ), 2013.
R. Suresh, S. Basavarajappa, V.N. Gaitonde and G.L. Samuel, Machinability Investigations on Hardened AISI 4340 Steel Using Coated Carbide Insert, Int. J. Refract Metal Hard Mater., 2012, 33, p 75–86.
G. Rotella, S. Imbrogno, S. Candamano and D. Umbrello, Surface Integrity of Machined Additively Manufactured Ti Alloys, J. Mater. Process. Technol. Elsevier, 2018, 259, p 180–185.
M. Galati, G. Rizza, S. Defanti and L. Denti, Surface Roughness Prediction Model for Electron Beam Melting (EBM) Processing Ti6Al4V, Precis. Eng., 2021, 69, p 19–28.
G. Nicoletto, R. Konečná, M. Frkáň and E. Riva, Surface Roughness and Directional Fatigue Behavior of As-Built EBM and DMLS Ti6Al4V, Int. J. Fatigue, 2018, 116, p 140–148.
A.K. Singla, M. Banerjee, A. Sharma, J. Singh, A. Bansal, M.K. Gupta, N. Khanna, A.S. Shahi and D.K. Goyal, Selective Laser Melting of Ti6Al4V Alloy: Process Parameters, Defects and Post-Treatments, J. Manuf. Process., 2021, 64, p 161–187.
S. Bruschi, R. Bertolini, A. Bordin, F. Medea and A. Ghiotti, Influence of the Machining Parameters and Cooling Strategies on the Wear Behavior of Wrought and Additive Manufactured Ti6Al4V for Biomedical Applications, Tribol. Int., 2016, 102, p 133–142.
F. Kara, N. Bulan, M. Akgün and U. Köklü, Multi-Objective Optimization of Process Parameters in Milling of 17-4 PH Stainless Steel Using Taguchi-Based Gray Relational Analysis, Eng. Sci. Eng. Sci. Publ., 2023, 26, p 961.
M. Verma and S.K. Pradhan, Experimental and Numerical Investigations in CNC Turning for Different Combinations of Tool Inserts and Workpiece Material, Mater. Today Proceed. Elsevier, 2020, 27, p 2736–2743.
S. Sartori, A. Ghiotti and S. Bruschi, Solid Lubricant-Assisted Minimum Quantity Lubrication and Cooling Strategies to Improve Ti6Al4V Machinability in Finishing Turning, Tribol. Int., 2018, 118, p 287–294.
A. Bordin, S. Sartori, S. Bruschi and A. Ghiotti, Experimental Investigation on the Feasibility of Dry and Cryogenic Machining as Sustainable Strategies When Turning Ti6Al4V Produced by Additive Manufacturing, J. Clean. Prod., 2017, 142, p 4142–4151.
K. Moussaoui, M. Mousseigne, J. Senatore, R. Chieragatti and F. Monies, Influence of Milling on Surface Integrity of Ti6Al4V—Study of the Metallurgical Characteristics: Microstructure and Microhardness, Int. J. Adv. Manuf. Technol., 2013, 67(5–8), p 1477–1489.
S. Pervaiz, A. Rashid, I. Deiab and C.M. Nicolescu, An Experimental Investigation on Effect of Minimum Quantity Cooling Lubrication (MQCL) in Machining Titanium Alloy (Ti6Al4V), Int. J. Adv. Manuf. Technol. Springer, 2016, 87, p 1371–1386.
F. Kara, F. Bayraktar, F. Savaş and O. Özbek, Experimental and Statistical Investigation of the Effect of Coating Type on Surface Roughness, Cutting Temperature, 2023 Vib. Noise Turning Mold Steel. https://doi.org/10.5281/zenodo.8020553
V. Sargade, S. Nipanikar and S. Meshram, Analysis of Surface Roughness and Cutting Force during Turning of Ti6Al4V ELI in Dry Environment, Int. J. Ind. Eng. Comput., 2016, 7(2), p 257–266.
G.A. Oosthuizen, P.J.T. Conradie, D.M. Dimitrov and K. Nunco, The Effect of Cutting Parameters on Surface Integrity in Milling Ti6Al4V, South African Journal of Industrial Engineering, South Afr. Inst. Ind. Eng. SAIIE, 2016, 27(4), p 115–123.
S.M. Ebrahimi, A. Araee and M. Hadad, Investigation of the Effects of Constitutive Law on Numerical Analysis of Turning Processes to Predict the Chip Morphology, Tool Temp. Cutting Force Int. J. Adv. Manuf. Technol. Springer, 2019, 105, p 4245–4264.
A. Ginting and M. Nouari, Experimental and Numerical Studies on the Performance of Alloyed Carbide Tool in Dry Milling of Aerospace Material, Int. J. Mach. Tools Manuf, 2006, 46(7), p 758–768.
A.K. Parida, B.C. Routara and R.K. Bhuyan, Surface Roughness Model and Parametric Optimization in Machining of GFRP Composite: Taguchi and Response Surface Methodology Approach, Mater. Today Proceed., 2015, 2(4), p 3065–3074.
S. Joshi, P. Pawar, A. Tewari and S.S. Joshi, Influence of β Phase Fraction on Deformation of Grains in and around Shear Bands in Machining of Titanium Alloys, Mater. Sci. Eng. A, 2014, 618, p 71–85.
N. Muthukrishnan and P. Davim, Influence of Coolant in Machinability of Titanium Alloy (Ti-6Al-4V), J. Surf. Eng. Mater. Adv. Technol. Sci. Res. Publ., 2011 https://doi.org/10.4236/jsemat.2011.11002
S. Patil, S. Jadhav, S. Kekade, A. Supare, A. Powar and R.K.P. Singh, The Influence of Cutting Heat on the Surface Integrity during Machining of Titanium Alloy Ti6Al4V, Proced. Manuf., 2016, 5, p 857–869.
M. Kumar Gupta, M.E. Korkmaz, M. Sarıkaya, G.M. Krolczyk and M. Günay, In-Process Detection of Cutting Forces and Cutting Temperature Signals in Cryogenic Assisted Turning of Titanium Alloys: An Analytical Approach and Experimental Study, Mech. Syst. Signal Process., 2022, 169, p 108772.
M. Lu, Z. Zhang, J. Zhang, X. Wang, G. Qin and E. Zhang, Enhanced Antibacterial Activity of Ti-Cu Alloy by Selective Acid Etching, Surf. Coat. Technol., 2021, 421, 127478.
F. Nabhani, Wear Mechanisms of Ultra-Hard Cutting Tools Materials, J. Mater. Process. Technol., 2001, 115(3), p 402–412.
I. Shyha, S. Gariani, M.A. El-Sayed and D. Huo, Analysis of Microstructure and Chip Formation When Machining Ti-6Al-4V, Metals Multidiscip. Digital Publ. Inst., 2018, 8(3), p 185.
R. Anurag, A.K.S. Kumar and A. Panda, Comparative Performance Analysis of Coated Carbide Insert in Turning of Ti-6Al-4V ELI Grade Alloy under Dry, Minimum Quantity Lubrication and Spray Impingement Cooling Environments, J. Mater. Eng. Perform., 2022, 31(1), p 709–732.
A. Das, S.K. Patel and S.R. Das, Performance Comparison of Vegetable Oil Based Nanofluids towards Machinability Improvement in Hard Turning of HSLA Steel Using Minimum Quantity Lubrication, Mech. Ind. EDP Sci., 2019, 20(5), p 506.
S. Sun, M. Brandt and M.S. Dargusch, The Effect of a Laser Beam on Chip Formation during Machining of Ti6Al4V Alloy, Metall. Mater. Trans. A, 2010, 41(6), p 1573–1581.
A.K. Dhal, A. Panda, R. Kumar and A.K. Sahoo, Different Machining Environments Impact Analysis for Ti-6Al-4V Alloy (Grade 5) Turning Process: A Scoping Review, Mater. Today Proceed., 2021, 44, p 2342–2347.
M. Calamaz, D. Coupard, M. Nouari and F. Girot, Numerical Analysis of Chip Formation and Shear Localisation Processes in Machining the Ti-6Al-4V Titanium Alloy, Int. J. Adv. Manuf. Technol., 2011, 52(9), p 887–895.
A. Pramanik, Problems and Solutions in Machining of Titanium Alloys, Int. J. Adv. Manuf. Technol., 2014, 70(5), p 919–928.
K. Vipindas and J. Mathew, Analysis of Chip Morphology to Understand the Machining Mechanism of Micro End Milling While Machining Ti-6Al-4V, Mater. Today Proceed., 2021, 46, p 7204–7209.
M.J. Bermingham, J. Kirsch, S. Sun, S. Palanisamy and M.S. Dargusch, New Observations on Tool Life, Cutting Forces and Chip Morphology in Cryogenic Machining Ti-6Al-4V, Int. J. Mach. Tools Manuf, 2011, 51(6), p 500–511.
S. Patil Amit, I.S.V. Nashik, S. More Yogesh and S. Nathe Manik, Machining Challenges in Ti-6Al-4V.-a Review, Int. J. Innov. Eng. Technol. (IJIET), 2015, 5(4), p 6–23.
DYu. Pimenov, M. Mia, M.K. Gupta, A.R. Machado, Í.V. Tomaz, M. Sarikaya, S. Wojciechowski, T. Mikolajczyk and W. Kapłonek, Improvement of Machinability of Ti and Its Alloys Using Cooling-Lubrication Techniques: A Review and Future Prospect, J. Market. Res., 2021, 11, p 719–753.
J. Zhang and D. Wang, Investigations of Tangential Ultrasonic Vibration Turning of Ti6Al4V Using Finite Element Method, Int. J. Mater. Form., 2019, 12(2), p 257–267.
Z. Zhu, K. Guo, J. Sun, J. Li, Y. Liu, L. Chen and Y. Zheng, Evolution of 3D Chip Morphology and Phase Transformation in Dry Drilling Ti6Al4V Alloys, J. Manuf. Process., 2018, 34, p 531–539.
Kara, F., Aslantaş, K. and Çiçek, A. Ortogonal kesme işleminde kaplama malzemesinin talaş morfolojisi üzerinde etkisinin araştırılması, n.d.
S.V. Telrandhe, A.K. Saxena and S. Mishra, Effect of Microstructure and Cutting Speed on Machining Behavior of Ti6Al4V Alloy, J. Mech. Sci. Technol., 2017, 31(5), p 2177–2184.
P.J. Arrazola, A. Garay, L.M. Iriarte, M. Armendia, S. Marya and F. Le Maître, Machinability of Titanium Alloys (Ti6Al4V and Ti555.3), J. Mater. Process. Technol., 2009, 209(5), p 2223–2230.
A. Pramanik, M.N. Islam, A. Basak and G. Littlefair, Machining and Tool Wear Mechanisms during Machining Titanium Alloys, AMR, 2013, 651, p 338–343.
K. Zhuang, M. Li, F. Lin, C. Hu, J. Weng, Z. Gao and C. Wu, Crater Wear Prediction in Turning Ti6Al4V Considering Cutting Temperature Effect, Int. J. Adv. Manuf. Technol., 2022, 121(9), p 6763–6781.
K.A. Venugopal, S. Paul and A.B. Chattopadhyay, Growth of Tool Wear in Turning of Ti-6Al-4V Alloy under Cryogenic Cooling, Wear, 2007, 262(9), p 1071–1078.
L. Liang, X. Liu, X. Li and Y.-Y. Li, Wear Mechanisms of WC-10Ni3Al Carbide Tool in Dry Turning of Ti6Al4V, Int. J. Refract Metal Hard Mater., 2015, 48, p 272–285.
C. Hu, K. Zhuang, Y. Tang, J. Weng, X. Zhang and H. Ding, Three-Dimensional Temperature Prediction in Cylindrical Turning with Large-Chamfer Insert Based on a Modified Slip-Line Field Approach, Chin. J. Aeronaut., 2021, 34(10), p 265–281.
J. Sun, X. Liao, S. Yang and W. Chen, Study on Predictive Modeling for Thermal Wear of Uncoated Carbide Tool during Machining of Ti-6Al-4V, Ceram. Int., 2019, 45(12), p 15262–15271.
R.P. Martinho, F.J.G. Silva, C. Martins and H. Lopes, Comparative Study of PVD and CVD Cutting Tools Performance in Milling of Duplex Stainless Steel, Int. J. Adv. Manuf. Technol., 2019, 102(5), p 2423–2439.
V.F.C. Sousa and F.J.G. Silva, Recent Advances in Turning Processes Using Coated Tools—A Comprehensive Review, Metals Multidiscip. Digital Publ. Inst., 2020, 10(2), p 170.
G. Thangamani, M. Thangaraj, K. Moiduddin, S.H. Mian, H. Alkhalefah and U. Umer, Performance Analysis of Electrochemical Micro Machining of Titanium (Ti-6Al-4V) Alloy under Different Electrolytes Concentrations, Metals MDPI, 2021, 11(2), p 247.
N. Corduan, T. Himbart, G. Poulachon, M. Dessoly, M. Lambertin, J. Vigneau and B. Payoux, Wear Mechanisms of New Tool Materials for Ti-6AI-4V High Performance Machining, CIRP Ann., 2003, 52(1), p 73–76.
A. Sert, Improving Machinability of Ti6Al4V Alloy with Cryogenic Process Applied WC-Co Cemented Carbide Tool, Eskişehir), Eskişehir Osmangazi University, Springer, Cham, 2017.
K.S. Al-Rubaie, S. Melotti, A. Rabelo, J.M. Paiva, M.A. Elbestawi and S.C. Veldhuis, Machinability of SLM-Produced Ti6Al4V Titanium Alloy Parts, J. Manuf. Process., 2020, 57, p 768–786.
M. Güney, Investigation of parameters affecting on tool wear and surface roughness in turning of Ti-6Al-4V, Batman), Batman University, Springer, Cham, 2016.
F. Nabhani, Machining of Aerospace Titanium Alloys, Robot. Comput. Integr. Manuf., 2001, 17(1), p 99–106.
E.O. Ezugwu and Z.M. Wang, Titanium Alloys and Their Machinability—A Review, J. Mater. Process. Technol., 1997, 68(3), p 262–274.
Y.H. Çelik and E. Kiliçkap, Titanyum Alaşımlarından Ti-6Al-4V’nın Işlenmesinde Karşılaşılan Zorluklar: Derleme, Gazi Univ. J. Sci. Part C Des. Technol. Gazi Univ., 2018, 6(1), p 163–175.
A. Saini, B. Pabla and S. Dhami, Developments in Cutting Tool Technology in Improving Machinability of Ti6Al4V Alloy: A Review, Proceed. Inst. Mech. Eng. Part B J. Eng. Manuf., 2016, 230(11), p 1977–1989.
Wong, F.R., Sharif, S., Kamdani, K. and Rahim, E.A. The Effect of Drill Point Geometry and Drilling Technique on Tool Life When Drilling Titanium Alloy, Ti-6Al-4V, (Faculty of Mechanical & Manufacturing Engineering, Universiti Tun Hussein Onn Malaysia (UTHM), Johor Bahru, Malaysia.), p 1–8 (2008)
T. Kıvak and U. Şeker, Effect of Cryogenic Treatment Applied to M42 HSS Drills on the Machinability of Ti-6Al-4V Alloy, Mater. Technol., 2015, 49, p 949–956.
A. Ginting and M. Nouari, Surface Integrity of Dry Machined Titanium Alloys, Int. J. Mach. Tools Manuf, 2009, 49(3), p 325–332.
S. Lakshmanan, M. Pradeep Kumar, M. Dhananchezian and N. Yuvaraj, Investigation of Monolayer Coated WC Inserts on Turning Ti-Alloy, Mater. Manuf. Process., 2020, 35(7), p 826–835.
M.J. Raghavendra, C.G. Ramachandra, T.R. Srinivas and M.P. Pai, Influence of Machining Cutting Speed on Cutting Force, Tool Flank Wear on PVD Inserts by Turning of Ti-6Al-4V Alloy, Cesme-Izmir Turkey, 2020 https://doi.org/10.1063/1.5141597
Trent, E.M. and Wright, P.K. Metal Cutting, Butterworth-Heinemann, (2000).
Acknowledgment
This study was funded by Scientific Research Projects Coordination Unit of Istanbul University-Cerrahpaşa. Project number: FYL-2021-35633. The inserts used in the experimental study were supplied by Bor Cutting Tools Machine Industry Trade Ltd. Co. The authors would like to thank the company for their support in this matter.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Altınsoy, Ş., Üllen, N.B., Ersoy, M. et al. Machining Performance of Uncoated and Carbide Coated Cutting Inserts in Ti6Al4V Turning: An Experimental and Numerical Approach. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09788-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09788-7