
Abstract
Cr-Ni3Al alloy films have been deposited on Si (100) substrate via DC magnetron sputtering. The effect of Cr enrichment on microstructure and mechanical properties has been studied. The evolution of phases, microstructure, surface topography and mechanical properties has been studied using GI-XRD, FE-SEM, AFM and quasi-static nanoindentation, respectively. Results revealed that the alloy films possessed a preferred orientation of (111) plane with a maximum hardness and Young’s modulus of ~ 12.7 GPa and ~ 203 GPa for 0 W Cr-Ni3Al films which further decreased to ~ 7 GPa and 129 GPa, respectively, for 40 W Cr-Ni3Al films. The reported values of hardness and Young’s modulus are very high in the case of alloy Ni3Al-based coatings when compared with the literature. This study also imitates that with the increase in Cr concentration in the host Ni3Al matrix, the surface roughness increased as a result of the evolution of pores. However, hydrophobicity is observed to be increased with increase in Cr concentration in host Ni3Al coatings with a maximum contact angle of 115.9° for 40 W Cr-Ni3Al alloy film.
Graphical Abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Over the past two decades, transition metal-based thin films are synthesized and characterized by several researchers for high-temperature applications (Ref 1, 2). These coatings have shown excellent mechanical and tribological properties at ambient and elevated temperatures (Ref 3,4,5). Moreover, some of the transition metal nitride coatings such as CrN, TiN, WN, etc., and Ni- and Ti-based coatings have shown enhanced properties in terms of corrosion and oxidation resistance along with microstructural stability (Ref 6,7,8). Looking into the demand for high-temperature structural applications, researchers have fabricated, nickel and nickel superalloy-based coating because of their high thermal stability (Ref 9, 10). In the past decade, the demand for enhanced surface properties and strength such as hardness and wear resistance in semiconductor, microelectronics and machining industries has led to the development of coatings with enhanced mechanical and tribological properties along with high-temperature stability (Ref 9,10,11). In particular, Ni3Al-based intermetallic compound coatings with excellent properties such as creep and fatigue resistance, thermal stability, high stiffness and high melting point make them a potential candidate for high-temperature applications such as gas turbine blades, jet engines, aerospace and nuclear industries (Ref 12,13,14,15,16,17). Moreover, doping of transition metals such as W, Cr, Pd and B in Ni3Al films in alloy or multilayer forms also alters their properties and mechanical behavior at ambient and high temperature (Ref 18,19,20). Alloying Ni3Al intermetallic with Fe has increased mechanical properties whereas it has resulted in improving high-temperature strength when doped with zirconium (Zr) because of solid solution hardening (Ref 21). It has been reported that boron doped in Ni3Al films, extensively occupies the Al sites, or the element which is a substitute for both Al and Ni is ductilized by boron resulting in increasing the overall ductility of the film (Ref 22). While synthesizing Ni3Al-based coatings, phase formation and microstructure have a great impact on mechanical and tribological properties. It has been reported that with an increase in crystallite size, the hardness generally decreases and vice versa following the Hall–Petch, but in some cases, inverse Hall–Petch results have been observed (Ref 19, 23, 24). In the literature, it has been found that, despite increasing the crystallite and grain size of the film, mechanical and tribological properties have increased. This has been perceived because of the formation of ordered L12 preferred orientation of Ni3Al films which contributes to increasing the hardness of the film (Ref 25).
There are several factors affecting the properties and microstructure of Ni3Al films while depositing via magnetron sputtering. Sputtering process parameters such as sputtering pressure and substrate temperature influence grain growth, refinement and rearrangement which results in altering the properties of the film (Ref 26). Moreover, heat treatment post-deposition also contributes to varying the properties of the Ni3Al films.
Swygenhoven et al. (Ref 27) deposited Ni3Al alloy and Ni/Ni3Al multilayer films on Si substrate via DC magnetron sputtering. To study the hardness of the film, alloy Ni3Al film was deposited with 400-nm thickness whereas the multilayer films were deposited with two different layer thicknesses of Ni3Al/Ni as 2.5 nm and 5 nm. Researchers found that the alloy films showed a maximum hardness of ~ 13 GPa whereas the Ni/Ni3Al with an individual layer thickness of 5 nm showed a hardness of ~ 12 GPa, and the film with an individual layer thickness of 2.5 nm showed a hardness of 11.8 GPa. Thin films deposited in the form of alloy and multilayers have shown enhanced hardness as compared to that of the bulk Ni3Al (~9.5 GPa).
Ng et al. (Ref 8) deposited Ni3Al films onto the Ni substrate using the multitarget system by putting the Ni and Al sheets glued together on a thin circular metal sheet and with casted alloy Ni3Al targets also via sputtering. They found that the sputtering yield of Ni was more as compared to Al. Accordingly, they claimed that to find the composition in the ratio of 75:25 at.% (Ni:Al), the multitarget should have an area of 23Ni:13Al whereas the alloy target should have the composition of Ni-32at.%Al. The results of microhardness revealed that the as-deposited film and the film annealed at 300 °C showed almost the same hardness whereas the maximum hardness was shown by the film annealed at 700 °C. They also found a continuous fall in hardness as a result of an increase in indentation depth.
Xing et al. (Ref 26) in their research to synthesize Ni3Al and Ni3Al/Cr multilayer films found that the hardness Ni3Al Cr decreased as compared to single-layered Ni3Al films whereas Young’s modulus increased. They also found that both the single-layered and multilayered films were able to prevent the substrate from being drastically oxidized at an elevated temperature of 900 °C whereas the toughness of multilayer films was increased.
Zhang et al. (Ref 19) found that the hardness of Ni3Al films doped with ultra-thin Cr layers in multilayer forms increased with an increase in Cr content and annealing temperature. In their further research while synthesizing Ni/Ni3Al multilayer films, with different individual layer thicknesses of Ni and Ni3Al (layer thickness h < 100 and h = 160), they found that the Ni/Ni3Al film showed the preferred orientation of (111) texture. It is seen that with decreasing individual layer thickness, there appears a peak broadening in the XRD spectrum reflecting a decrease in the crystallite size of the film. Results of nanoindentation showed that the hardness of the annealed films was low as compared to as-deposited Ni/Ni3Al films which further decreased with an increase in the individual layer thickness of Ni and Ni3Al (Ref 23). In our previous research, alloy Ni3Al films were deposited on Si substrate via DC magnetron sputtering (Ref 28). The result of nanoindentation revealed that the alloy Ni3Al film possessed a hardness of ~ 13 GPa as reported by Swygenhoven et al. (Ref 27) while enriching the film further with Ni via co-sputtering, it was observed that the hardness and Young’s modulus of the film decreased with the evolution of cracks and pores.
Several research groups have studied the properties and behavior of Ni3Al-based films at ambient and high temperatures. However, very limited research is available in the literature in the case of alloy deposition particularly using dopants in alloy form. The present work reports on the effect of Cr in Ni3Al films in alloy form on its microstructural and mechanical properties for their application in microelectronic devices, molding industries and structural application in aerospace industries.
2 Experimental Procedure
2.1 Synthesis of Film
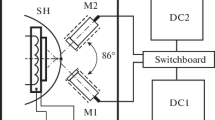
Cr-Ni3Al alloy films were deposited on Si (100) substrates via co-sputtering. The films were deposited at a substrate temperature of 400 °C in a custom-designed vacuum chamber. Alloy target of Ni3Al (2-inch diameter and 5-mm thickness; 99.99% purity) and Cr target (2-inch diameter and 5-mm thickness; 99.99% purity) was placed in DC-powered sputtering guns placed at 120° apart from each other at the bottom of the chamber. Si substrates were initially cleaned with acetone and then dried in the air before clamping to the substrate holder. The substrate holder was rotated at a speed of 10 rpm to ensure the homogeneous deposition of the film over the substrates. The sputtering chamber was evacuated at a base pressure of 3 × 10−6 mbar in order to eliminate the impurities and contaminants. Argon (99.999% purity) as a processed gas (30 sccm) was inserted in the chamber, and the pressure during sputter deposition was kept constant at 3 × 10−2 mbar during deposition. DC power of 250 W was supplied to the Ni3Al target to deposit Ni3Al film (namely, 0 W Cr). To vary the concentration of Cr in Ni3Al films, the power supply to Cr target was varied from 10 W to 40 W in steps of 10 W to deposit Cr-Ni3Al alloy films, namely, 10 W Cr; 20 W Cr; 30 W Cr and 40 W Cr. Prior to deposition, pre-sputtering of 5 minutes was done on both the targets to remove the impurity from the surface of the targets whereas the actual sputtering was done for a duration of 1 hour. Other than the DC power to the Cr target, all the sputtering parameters were kept constant during all depositions.
2.2 Characterization of Phase and Microstructure
Grazing angle x-ray diffraction (Empyrean PANalytical) was used to detect the phases of Ni3Al-based films using CuKα = 0.154 Å at ambient temperature. The microstructure and surface topography of the films were characterized by FE-SEM (Zeiss Gemini) and atomic force microscopy (NaioAFM, Nanosurf, Switzerland). The elemental composition of Cr in Ni3Al films was characterized using energy-dispersive spectroscopy equipped with FE-SEM.
2.3 Nanoindentation and Contact Angle Measurements
Quasi-static nanoindentation (nano-DMA, Hysitron Inc., Minneapolis, USA, TI-900) was performed to investigate the hardness and Young’s modulus of Ni3Al and Cr-Ni3Al coatings. The depth-control nanoindentation test was performed at ambient temperature with a strain rate of 0.05−1 calibrated at a Poisson's ratio of 0.25. The average depth of penetration during the nanoindentation test was 100 nm and kept constant throughout the set of experiments. The mechanical property in terms of hardness and Young’s modulus was calculated using Oliver and Pharr’s technique by the inbuilt software in the nanoindentation setup. A total of 20 indents were made using a Berkovich diamond tip to calculate the average value of hardness and Young’s modulus.
In order to measure the contact angle to study the hydrophobic properties of the films, a drop shape analysis experiment (DSA 100, Krüss GmbH, Germany) was performed. Distilled water droplets of 0.5 µl were dropped on 10 different places of the deposited surface in order to calculate the average contact angle between the deposited surface and water droplets. The contact angle and the profile of the water droplets dropped over the deposited surface were calculated using the camera and backlight installed in the setup. The experiment was conducted at ambient temperature in static conditions.
3 Results and Discussion
3.1 Identification of Phase and Microstructure
XRD patterns of Cr-Ni3Al alloy coatings with different concentrations of Cr in alloy form are shown in Fig. 1. It can be seen that the Ni3Al film (0 W Cr) displays a preferred (111) orientation at 44.13° followed by low-intensity diffraction peaks of (200) and (220) planes at 51.3° and 75.2° of face-centered cubic structure, respectively (Ref 27,28,29). These diffraction peaks are also in accord with the standard intermetallic L12 diffraction peaks of Ni3Al. XRD patterns of Cr-Ni3Al films do not display any evidential diffraction peaks of Cr. This is attributed to the substitution of Ni by Cr atoms from the host Ni3Al lattice structure which causes the strain to induce in the film (Ref 22, 26). When Cr replaces Ni atoms of the host Ni3Al lattice structure, it causes the formation of tensile residual stress. The value of strain in Ni3Al and Cr-Ni3Al calculated from the prominent peak of XRD spectra using Eq 1 (Ref 30) is shown in Table1.
where ε is microstrain, β is FWHM and θ is Bragg’s angle.

GIXRD spectra of Ni3Al and Cr-Ni3Al alloy films
The microstructure of Cr-Ni3Al is characterized using FE-SEM as shown in Fig. 2. From the figure, it is seen that 0 W Cr-Ni3Al film exhibits fine, equisized and densely packed consolidated grains reflecting smooth and homogeneous microstructure. Furthermore, in 10 W Cr-Ni3Al film, there is the evolution of coarser grains and pores on the morphology of the deposited film resulting in inhomogeneous microstructure. A simultaneous increase in microcracks and pores is observed with a further increase in the Cr content (up to 40 W Cr) in the host Ni3Al film. This could be the result of the agglomeration of crystallites resulting in grain growth which later contributes to deteriorating the arrangements of grains and grain boundaries. ImageJ software is used to calculate the percentage of porosity in the film using the SEM images of the Cr-Ni3Al films (Ref 31). Results revealed that 0 W Cr-Ni3Al films exhibited minimum percentage of pores (10.3%) whereas 40 W Cr-Ni3Al films showed the maximum percentage of pores (14%) in the film as shown in Table 1.

FE-SEM images of Cr-Ni3Al films (a) 0 W Cr, (b) 10 W Cr, (c) 20 W Cr, (d) 30 W Cr and (e) 40 W Cr
Furthermore, the grain size of the deposited films has also been calculated using ImageJ software. For this purpose, we have used the FE-SEM images. The distribution of grain size in Ni3Al and Cr-Ni3Al films is shown in Fig. 3. From the figure, it is observed that 10 W Cr-Ni3Al reflects the homogeneous distribution of smaller grains with an average grain size of 91 ± 2.5 nm. With further increase in Cr content in the film, the distribution of grains becomes inhomogeneous as a result of grain coarsening which simultaneously continues up to 40 W Cr enrichment in the film. The minimum and maximum grain size of 91 ± 2.5 and 195 ± 5.0 nm have been calculated for 10 W Cr-Ni3Al and 40 W Cr-Ni3Al film, respectively (Ref 31).

Distribution of grains in Cr-Ni3Al coatings
The surface topography of deposited alloy films has been studied and explored using atomic force microscopy. The cantilever probe of AFM scanned an area of 10 × 10 µm2 to reveal information about the surface asperities of the deposited films. However, to calculate the average surface roughness (rms) of the film, the area of 50 × 50 µm2 was scanned at 10 different spots. Figure 4 shows the 2D and 3D AFM images of Cr-Ni3Al films. From the figure, it can be observed that the Ni3Al film with 0 W Cr exhibits closely packed high frequency of fine, thin and sharp hill-type structured nano-asperities of less intensity. A subsequent and continuous increase in a dome-like broad asperities with distorted structures has been observed in Cr-Ni3Al coatings as a result of increase in Cr content. This led to an increase in surface roughness and also an increase in void fraction. The surface roughness (rms) of the deposited films calculated using AFM is reported in Table 1. The minimum and maximum surface roughness of 7.50 ± 0.23 nm and 14.80 ± 0.71 nm have been observed for 0 W Cr-Ni3Al and 40 W Cr-Ni3Al films, respectively.

Three-dimensional and 2D AFM images of Cr-Ni3Al films (a) 0 W Cr, (b) 10 W Cr, (c) 20 W Cr, (d) 30 W Cr and (e) 40 W Cr
3.2 Contact Angle Measurements
Contact angle measurements have been performed and examined on a drop shape analyzer at ambient temperature. In order to study the hydrophobic property of the film, the contact angle has been measured between water droplets and the deposited surface with different concentrations of Cr in steady state as shown in Table 1. Results showed that the contact angle increases simultaneously with increase in Cr concentration in Ni3Al film. This could be the result of the subsequent increase in the surface roughness of the film with Cr enrichment as indexed in Table 1. With the increase in surface roughness of the film, there is increase in void fraction too. These available voids between the nano-asperities of the surface help in trapping the air which decreases the surface contact area between water and deposited films and thus increases the hydrophobic property of the film (wettability is decreased). It has been reported in the literature that increase in surface roughness increases the hydrophobic property of the film up to a limit (Ref 28). From the results of AFM, it can be seen that there is a sudden increase in surface roughness of 10 W Cr-Ni3Al films (7.50 nm-9.42 nm) which lead to a dramatic rise in water contact angle too. However, the marginal difference in surface roughness of 20 W Cr-Ni3Al and 30 W Cr-Ni3Al (11.91 nm-12.63 nm) has reflected a small degree of variation in contact angle. The lowest and highest contact angle of 75.5° and 115.9° have been found for 0 W Cr-Ni3Al and 40 W Cr-Ni3Al coatings, respectively. The work shows the efficient method to deposit the Ni3Al films with Cr enrichment which convert the hydrophilic films to hydrophobic in nature for their application in microelectronic devices which facilitates heat dissipation.
3.3 Mechanical Properties
Mechanical properties of Cr-Ni3Al have been investigated in terms of nano-hardness and Young’s modulus. Depth-control quasi-static nanoindentation was used to evaluate the results of mechanical properties at ambient temperature. The results of nano-hardness and Young’s modulus are plotted in Fig. 5. It can be observed that the hardness of the film decreased with increase in power supply to Cr target. This is because of the increase in Cr content in host Ni3Al film (as a result of the increase in power supply to Cr target) which led to an increase in the overall film thickness which further contributes to agglomeration of crystallites resulting in grain size enlargement. Furthermore, the larger grains contributed to the generation of large volumes of microcracks and pores (Table 1) which led to the degradation of the microstructure of the film. Figure 6 shows the summarized result of hardness versus inverse square root of the grain size. From the figure, it can be observed that the hardness of the film is directly proportional to the inverse square root of grain size obeying the classical Hall–Petch relation. This is evident that the hardness of the film decreases with increase in grain size following the dislocation pileup model. The films with smaller grain sizes consisted of large volumes of grain boundaries which resist the dislocation movement across the boundaries and are piled up near the grain boundaries which led to the enhancement in hardness (Ref 30, 32). Moreover, the value of R2 is very close to 1 (R2 = 0.974) which suggests that the regression line fits the data well resulting in a high value of H–P coefficient [slope = 184.04615 ± 17.34491 GPa (nm1/2)]. The literature shows that the H–P coefficient of the nanomaterials is in the range of 40-144 with hardness in the range of 10 GPa-17 GPa (Ref 33,34,35). It is also reported that the hardness of the film increases with increase in H–P coefficient. In our case, however, the value of the H–P coefficient is higher, but the presence of cracks and pores in the films degrades the microstructure resulting in the evolution of hardness in the range of ~ 7-12.7 GPa.

Hardness and Young’s modulus of Cr-Ni3Al films as a function of power to Cr target

Hall–Petch relationship of Ni3Al and Cr-Ni3Al films
It has also been reported that the variation in hardness as a function of grain size is compensated by the chemical ordering of FCC Ni3Al film (formation of thermodynamic equilibrium Ni3Al L12 phase) (Ref 25) which says that with the increase in grain size, the hardness of the film increases if the ordered equilibrium L12 Ni3Al phase is formed in nanocrystalline films (Ref 23, 25, 36). In our case, the XRD spectrum of Ni3Al film (0 W Cr) showed a prominent peak of Ni3Al (111) at 44.13° which is also in accord with the standard intermetallic L12 structure contributing in increasing the hardness of the film. However, the presence of the pores in Cr-Ni3Al films contributes in lowering the hardness of the alloy Cr-Ni3Al films. The evolution in Young’s modulus also shows the same trend as reflected by the nano-hardness curve. Figure 7 reflects the load versus depth curve as a function of Cr enrichment in Ni3Al alloy films. A maximum load (Pmax) of 2.8 mN is recorded during depth-control nanoindentations. From the figure, it can be observed that the deposited films showed both elastic and plastic deformations during loading whereas only elastic deformation has been observed during unloading (Ref 35). Moreover, 0 W and 10 W Cr-Ni3Al samples reflected almost the same permanent deformation depth of ~ 38 nm and ~ 40 nm, respectively, whereas 20 W Cr-Ni3Al samples showed a permanent deformation depth of ~ 46 nm. The maximum permanent deformation depth of 60 nm is observed for both 30 W Cr-Ni3Al and 40 W Cr-Ni3Al films. This shows that 0 W Cr and 10 W Cr possess a better rate of elastic recovery as compared to 20 W Cr, 30 W Cr and 40 W Cr films. The highest value of H/E and H3/E2 calculated from the results of nanoindentation (Fig. 8) is evident that 10 W Cr-Ni3Al film imitates better resistance to plastic deformation whereas the 40 W Cr-Ni3Al reflects the maximum plastic deformation. This also reveals that the toughness of the Ni3Al coatings decreased with increase in Cr concentration (Ref 35, 37, 38). Xing et al. (2013) (Ref 26) also found similar results in terms of a decrease in hardness when they synthesized Cr/Ni3Al multilayer films. It has been reported that the Ni3Al films in multilayer forms when enriched with nickel have reflected a hardness in the range of ~ 4.5-8 GPa (Ref 24, 39,40,41). Some studies based on doped Ni3Al with transition metals in multilayer forms followed by heat treatment have shown an increase in the hardness beyond 8 GPa (Ref 19, 23, 25). Researchers have found that the hardness of Ni3Al-based multilayer thin films is mostly influenced by the microstructure, layer thickness, indentation depth and annealing at high temperatures (Ref 42, 43). However, very limited research has been reported in the literature on the case of doped Ni3Al films in alloy forms. In our case, the maximum and minimum hardness of 12.7 ± 0.8 GPa and 7.0 ± 0.5 GPa have been observed for 0 W Cr-Ni3Al and 40 W Cr-Ni3Al alloy films whereas the maximum and minimum Young’s modulus of 203 ± 15 GPa and 129 ± 5.6 GPa have been observed for 0 W Cr-Ni3Al and 40 W Cr-Ni3Al, respectively. The Ni3Al-based coatings with high hardness reported in this work can be used in scratch-resistant connectors, slider and other components of electronic devices and molding dies.

Load versus displacement graph of Cr-Ni3Al films

H/E and H3/E2 ratios of Ni3Al coatings enriched with Cr content
4 Conclusion
Ni3Al and Cr-Ni3Al alloy films with variations in Cr concentration have been synthesized via DC magnetron sputtering. The microstructure, phase and mechanical properties of the deposited films have been investigated. XRD patterns of Ni3Al and Cr-Ni3Al alloy films have reflected a preferred orientation of the (111) plane followed by low-intensity peak of (200) and (220). However, no evidence of Cr in diffraction peak of Cr-Ni3Al films has been observed upon enriching the host Ni3Al film with Cr. The increase in sputtering power to the Cr target resulted in enriching the Cr content in the films which further led to the evolution of porosity resulting in degradation of the surface roughness. The maximum percentage of pores (14%) have been observed in 40 W Cr-Ni3Al films with highest surface roughness of 14.80 ± 0.71 nm. 0 W Cr-Ni3Al alloy film has shown the highest value of hardness (12.7 ± 0.8 GPa) and Young’s modulus (203 ± 15 GPa) that decrease with increase in Cr content. Contact angle measurements reveal that Cr-Ni3Al films are hydrophilic in nature but converts to hydrophobic with increase in Cr content in the samples. The maximum contact angle of 115.9° is observed for 40 W Cr-Ni3Al films.
References
K. Gong, H. Luo, D. Feng, and C. Li, Wear of Ni3Al-Based Materials and Its Chromium-Carbide Reinforced Composites, Wear, 2008, 265(11–12), p 1751–1755.
D. Lee, An Investigation of Thermal Aging Effects on the Mechanical Properties of a Ni3Al-Based Alloy by Nanoindentation, J. Alloys Compd., 2009, 480(2), p 347–350.
S. Zhu, Q. Bi, J. Yang, W. Liu, and Q. Xue, Influence of Cr Content on Tribological Properties of Ni3Al Matrix High Temperature Self-Lubricating Composites, Tribol. Int., 2011, 44(4), p 445–53. https://doi.org/10.1016/j.triboint.2011.05.014
S. Kang and J.H. Selverian, Effect of Active Metal Coatings on the Mechanical Properties of Silicon Nitride-Based Ceramics, J. Mater. Sci., 1993, 28(20), p 5514–5520. https://doi.org/10.1007/BF00367823
J.W. Du, L. Chen, J. Chen, and Y. Du, Mechanical Properties Thermal Stability and Oxidation Resistance of TiN/CrN Multilayer Coatings, Vacuum, 2020, 179, p 109468. https://doi.org/10.1016/j.vacuum.2020.109468
M. Diserens, J. Patscheider, and F. Lévy, Mechanical Properties and Oxidation Resistance of Nanocomposite TiN-SiNx Physical-Vapor-Deposited Thin Films, Surf. Coat. Technol., 1999, 120–121, p 158–165.
W.J. Tomlinson and G.R. Wilson, The Oxidation of Electroless Ni-B and Ni-P Coatings in Air at 800 to 1000 °C, J. Mater. Sci., 1986, 21(1), p 97–102.
H.P. Ng, X.K. Meng, and A.H.W. Ngan, An Investigation into the Fabrication and Properties of Ni3Al Thin Coatings on Nickel Substrates, Scr. Mater., 1998, 39(12), p 1737–1742.
N. Li, M. Wang, G. Zheng, Y. Li, and G. Chen, Composition Distribution and Electrochemical Behavior of an Ni2Al3 Coating on Q235 Steel, Metals, 2016, 6(3), p 17–23.
S.K. Tiwari, A.U. Rao, A.S. Kharb, A.K. Chawla, and D.K. Avasthi, A Review of Mechanical and Tribological Properties of Ni3Al-Based Coatings-Synthesis and High-Temperature Behavior, Phys. Scr., 2023, 98(7), p 72001. https://doi.org/10.1088/1402-4896/acd81c
A.U. Rao, S.K. Tiwari, M.S. Goyat, and A.K. Chawla, Recent Developments in Magnetron-Sputtered Silicon Nitride Coatings of Improved Mechanical and Tribological Properties for Extreme Situations, J. Mater. Sci., 2023, 58(24), p 9755–9804. https://doi.org/10.1007/s10853-023-08575-4
J. Duszczyk, J. Zhou, L. Marvina, and L.Z. Zhuang, In-Situ Reactive Synthesis of the Ni3Al Intermetallic Compound and Subsequent Diffusion Bonding with Different Steels for Surface Coating, J. Mater. Sci., 1999, 34(16), p 3937–3950.
C. Sun, S.A. Maloy, K. Baldwin, Y. Wang, and J.A. Valdez, Phase Stability of Ni/Ni3Al Multilayers Under Thermal Annealing and Irradiation, Jom, 2020, 72(11), p 3995–4001.
D. Kourtidou, D. Chaliampalias, C. Vogiatzis, E. Tarani, A. Kamou, E. Pavlidou, S. Skolianos, K. Chrissafis, and G. Vourlias, Deposition of Ni-Al Coatings by Pack Cementation and Corrosion Resistance in High Temperature and Marine Environments, Corros. Sci., 2019, 148, p 12–23. https://doi.org/10.1016/j.corsci.2018.11.003
S.A. Serna, J.A. Verduzco, B.F. Campillo, A. Molina, R. Guardian, A. del Pozo, A. Sedano, and H. Villanueva, Synthesis and Characterization of a Ni3Al Intermetallic Modified with Copper Atoms via Powder Metallurgy, J. Mater. Eng. Perform, 2021, 30(3), p 1906–1913. https://doi.org/10.1007/s11665-021-05541-6
C. Yan, Y. Kang, L. Kong, and S. Zhu, Tribological Properties of Ni3Al Matrix Composite Sliding Against Si3N4, SiC and Al2O3 at Elevated Temperatures, J. Mater. Eng. Perform., 2017, 26(1), p 168–176.
T. Chandanayaka and F. Azarmi, Investigation on the Effect of Reinforcement Particle Size on the Mechanical Properties of the Cold Sprayed Ni-Ni3Al Composites, J. Mater. Eng. Perform., 2014, 23(5), p 1815–1822.
A.N. Filippin, T.Y. Lin, M. Rawlence, T. Zünd, K. Kravchyk, J. Sastre-Pellicer, S.G. Haass, A. Wäckerlin, M.V. Kovalenko, and S. Buecheler, Ni-Al-Cr Superalloy as High Temperature Cathode Current Collector for Advanced Thin Film Li Batteries, RSC Adv., 2018, 8(36), p 20304–20313.
C. Zhang, K. Feng, Z. Li, F. Lu, J. Huang, Y. Wu, and P.K. Chu, Enhancement of Hardness and Thermal Stability of W-Doped Ni3Al Thin Films at Elevated Temperature, Mater. Des., 2016, 111, p 575–583.
M. Nastasi, L.S. Hung, and J.W. Mayer, Phase Formation by Ion Beam Mixing in Ni/Al, Pd/Al, and Pt/Al Bilayers, Appl. Phys. Lett., 1983, 43(9), p 831–833.
I. Stloukal, J. Čermák, J. Růžičková, and A. Pokorná, Iron Grain Boundary Diffusion in Pure and in Cr, Fe and Zr-Doped Ni3Al Alloys, Intermetallics, 1999, 7(1), p 33–38.
K. Aoki, K. Ishikawa, and T. Masumoto, Ductilization of Ni3Al by Alloying with Boron and Substitutional Elements, Mater. Sci. Eng. A, 1995, 192–193(Part 1), p 316–323.
C. Zhang, K. Feng, Z. Li, F. Lu, J. Huang, and Y. Wu, Microstructure and Mechanical Properties of Sputter Deposited Ni/Ni3Al Multilayer Films at Elevated Temperature, Appl. Surf. Sci, 2016, 378, p 408–417. https://doi.org/10.1016/j.apsusc.2016.04.027
C.-C. Wu and F.-B. Wu, Microstructure and Mechanical Properties of Magnetron Co-Sputtered Ni-Al Coatings, Surf. Coat. Technol., 2009, 204(6–7), p 854–859.
R. Banerjee, Hardness of Sputter Deposited Nanocrystalline Ni3Al Thin Films, Mater. Lett., 2007, 61(2), p 609–612.
Y.Y. Xing, B. Dai, X.H. Wei, Y.J. Ma, and M. Wang, Enhancement of High-Temperature Oxidation Resistance and Mechanical Properties of Ni3Al Thin Films by Inserting Ultrathin Cr Layers, Vacuum, 2014, 101, p 107–112.
H. Van Swygenhoven, P. Bijni, F.T. Division, and C. Villigen, Nanostruct. N Al Produced Sputtering Magn., 1995, 6(95), p 3.
S.K. Tiwari, A.U. Rao, V. Chawla, P. Dubey, V. Saxena, A.K. Chawla, and D.K. Avasthi, Synthesis and Characterization of Sputter-Deposited Ni-Rich Ni3Al Hard Coatings, J. Alloys Compd., 2022, 926, p 166802. https://doi.org/10.1016/j.jallcom.2022.166802
C. Zhang, K. Feng, Z. Li, F. Lu, J. Huang, and Y. Wu, Applied Surface Science Microstructure and Mechanical Properties of Sputter Deposited Ni/Ni3Al Multilayer Films at Elevated Temperature, Appl. Surf. Sci., 2016, 378, p 408–417. https://doi.org/10.1016/j.apsusc.2016.04.027
B. Heryanto and D. Abdullah, Quantitative Analysis of x-Ray Diffraction Spectra for Determine Structural Properties and Deformation Energy of Al, Cu and Si, J. Phys. Conf. Ser., 2019, 1317(1), p 12052.
N.H. Astuti, N.A. Wibowo, and M.R. Ayub, The Porosity Calculation of Various Types of Paper Using Image Analysis, J. Pendidik. Fis. Indones., 2018, 14(1), p 46–51.
R. Wang, J. Deng, Z. Zhang, and D. Ge, Microstructure and Tribological Properties of Ni3Al Matrix Micro-Laminated Films Deposited by Electrohydrodynamic Atomization, Appl. Surf. Sci., 2022, 606(September), p 154918. https://doi.org/10.1016/j.apsusc.2022.154918
J.A. Wollmershauser, B.N. Feigelson, E.P. Gorzkowski, C.T. Ellis, R. Goswami, S.B. Qadri, J.G. Tischler, F.J. Kub, and R.K. Everett, An Extended Hardness Limit in Bulk Nanoceramics, Acta Mater., 2018, 2014(69), p 9–16. https://doi.org/10.1016/j.actamat.2014.01.030
R. Banerjee, G. Thompson, P. Anderson and H. Fraser, Sputter Deposited Nanocrystalline Ni-25Al Alloy Thin Films and Ni/Ni3Al Multilayers, Thin Solid Films, 2003, 424(1), p 93–98. https://doi.org/10.1016/S0040-6090(02)00924-0
N. Li, M. Wang, G. Zheng, P. Li, Y. Li, and G. Chen, Ni2Al3 Intermetallic Coating: Microstructure and Mechanical Properties, Adv. Mater. Process. Technol., 2018, 4(2), p 255–261. https://doi.org/10.1080/2374068X.2017.1414996
R.L. Doiphode, S.V.S.N. Murty, N. Prabhu, and B.P. Kashyap, Grain Growth in Calibre Rolled Mg-3Al-1Zn Alloy and Its Effect on Hardness, J. Magnes. Alloy, 2015, 3(4), p 322–329. https://doi.org/10.1016/j.jma.2015.11.003
D. Yang, H. Chen, Y. Ye, C. Wang, H. Zhao, and D. Gong, Doping Silicon to Enhance the Anti-Corrosion and Anti-Wear Abilities of Chromium Nitride Coating in Seawater, Surf. Topogr. Metrol. Prop., 2018, 6(4), p 044001. https://doi.org/10.1088/2051-672X/aaee9e
L.-C. Chang, M.-C. Sung, and Y.-I. Chen, Effects of Bias Voltage and Substrate Temperature on the Mechanical Properties and Oxidation Behavior of CrSiN Films, Vacuum, 2021, 194, p 110580. https://doi.org/10.1016/j.vacuum.2021.110580
X. Chen, Y. Du, and Y. Chung, Commentary on Using H/E and H3/E2 as Proxies for Fracture Toughness of Hard Coatings, Thin Solid Films, 2019, 688(April), p 137265. https://doi.org/10.1016/j.tsf.2019.04.040
X.K. Meng, H. Vehoff, and A.H.W. Ngan, Hard Multilayered Thin Films of Metal-Intermetallic Ni/Ni3Al, J. Mater. Res., 2000, 15(12), p 2595–2597. https://doi.org/10.1557/JMR.2000.0371
S. Tixier, P. Böni, and H. Van Swygenhoven, Hardness Enhancement of Sputtered Ni3 Al/Ni Multilayers, Thin Solid Films, 1999, 342(1–2), p 188–193.
X.K. Meng, H. Shen, H. Vehoff, S. Mathur, and A.H.W. Ngan, Fractography, Elastic Modulus, and Oxidation Resistance of Novel Metal-Intermetallic Ni/Ni3Al Multilayer Films, J. Mater. Res., 2002, 17(4), p 790–796. http://hdl.handle.net/10722/42408
S.K. Tiwari, A.U. Rao, A.S. Kharb, V. Chawla, N. Sardana, D.K. Avasthi, and A.K. Chawla, Investigation of Mechanical and Microstructural Properties of Sputter-Deposited Zr-Ni3Al Coatings, J. Vac. Sci. Technol. A, 2023, 41(6), p 063407
Acknowledgment
The authors would like to express their sincere gratitude to the Central Instrumentation Center (CIC) at the University of Petroleum and Energy Studies (UPES) for support in synthesis and characterization.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tiwari, S.K., Rao, A.U., Kharb, A.S. et al. Microstructural and Mechanical Properties of Cr-Ni3Al Alloy Films Synthesized by Magnetron Sputtering. J. of Materi Eng and Perform 33, 8994–9003 (2024). https://doi.org/10.1007/s11665-023-08894-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-023-08894-2