
Abstract
Square wave alternating current (AC) tungsten inert gas (TIG) welding possesses great advantages in welding stability, quality, flexibility, and cost in manufacturing thin-walled propellant storage tanks with 2219-T6 aluminum alloy. To solve the welding engineering problem of 4 mm-thick plates made by square wave AC TIG welding, we conducted process optimization experiments and performed common microstructure analysis and mechanical property testing. Tensile strength and microhardness reaching 63.8 and 83.1% of the base material appear in the optimal weld. The dendrite morphology, grain size, and eutectic content of all welds were compared and analyzed with optical microscopic observation, image segmentation, and grayscale statistics. The obtained quantitative results interpret the macroscopic properties of the optimal weld from a microscopic perspective. Shallow and uniform equiaxed dimples, evident tearing ridges, and second-phase particles were detected in the tensile fractures. Reticular, granular, and lath eutectic (α(Al) + CuAl2) were found in the interior and boundaries of dendritic solid solution (α(Al)). Unexpectedly, the epitaxial growth of the columnar grains was inconspicuous or absent in all welds. Uniform and fine equiaxed grains occupy almost all welds of different process parameters, while the G/R ratio of these welds reaches 15-23 °C·s/mm^2, under which the equiaxed crystals should not have formed. We attributed the grain refinement in these welds to the secondary phase particles in base metal. They are broken into fragments during the multi-pass rolling process of plates, remain semi-dissolved under a fast cooling rate, and provide adequate heterogeneous nuclei for melt solidification. A further SEM and EDS test to base metal and secondary phase particles confirmed our findings and speculations. These results suggest that in the molten pool with sufficient heterogeneous nucleation, the mechanical blocking effect of heterogeneous nucleation may interfere with the thermodynamic effect of welding heat input and speed on grain structure.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
2219 aluminum alloy is a widely used light alloy in spacecraft structures, especially thin-walled propellant storage tanks. It is an aging-strengthened aluminum alloy with a stable phase of the aluminum solid solution α plus the stable precipitates θ (CuAl2). Same as other aluminum alloys, it possesses high specific strength and good machinability. Differently, it owns stable mechanical properties from − 253 to 200 °C, as well as low welding crack tendency, admirable corrosion resistance, and outstanding weldability(Ref 1,2,3,4,5). It is reported that fusion welding such as tungsten inert gas (TIG) welding(Ref 1, 6,7,8), electron beam welding(Ref 9, 10), laser welding(Ref 11), or solid-state welding like friction stir welding(Ref 4, 12,13,14) are the common join methods of 2219 aluminum alloy. Among these methods, TIG welding is widely used due to its advantages of low cost and excellent flexibility.
In engineering applications, the defects such as joint softening, grain coarsening, and welding pores are constantly exposed in TIG welds of 2219-T6 aluminum alloy. Many studies are devoted to solving these problems in the last decades. For example, Rao et al. (Ref 15) have investigated the effect of scandium additions on the segregation and grain substructure. Qiu et al. (Ref 16)studied the effects of pulse current on the grain coarsening, the distribution of the second phase particles, tensile strength, and microhardness of the welds. Babu et al. (Ref 17) analyzed the influence of titanium-boron additions on grain refinement. Li et al. (Ref 6) reported that they have significantly reduced the welding porosity in welds with the assistance of special active agents AlF3, LiF, KF-AlF3, and K2SiF6. Niu et al. (Ref 1) have explored the correlation between the hardness and the grain size, alloying element distribution, precipitates distribution, and strengthening phase distribution in welds of 2219-T8. Zhang et al. (Ref 8) attributed the inconsistency of strength and plasticity of joins to the penetration depth, the front weld width, the eutectic structure, segregation in the weld zone, and the microhardness. They (Ref 7) also decreased the amount and the size of the eutectic structure or θ phases through post-weld heat treatment, significantly improving the mechanical properties of welds. The improvement methods of microstructure and performance proposed in these studies can be roughly summarized as adding strengthening elements, active agents, or post-weld heat treatment. To a certain extent, these methods are effective in solving the exposed problems. However, the cost, difficulty, and flexibility are also significant considerations in the manufacturing of actual aerospace components. These factors may not be guaranteed in the aforementioned methods. Some other improvement needs to be explored to satisfy all considerations, for example, from the perspective of the welding method.
When TIG welding is applied to join the aluminum alloys, enough current capacity is necessary to guarantee arc stability and the effect of cathode atomization is essential to remove the oxide film on the surface of the workpiece. This means TIG welding with single direct current electrode negative (DCEN) or single direct current electrode positive (DCEP) does not meet the requirements, because the former lacks the cathodic cleaning effect of the alumina film, while the latter is hard to converge the arc. Alternating current (AC) welding combines the advantages of DCEN and DCEP and becomes the common method to weld aluminum alloy. However, the current in conventional AC of sine waves changes slowly when crossing the zero point, which may cause arc instability. Under a small current, the arc stability is extremely poor, leading to frequent arc failure. In addition, the tungsten electrode often ablates seriously in sine wave AC welding because the negative current occupies half of the entire current cycle. The defects mentioned above are solved all in square wave AC welding. In this method, the current changes suddenly when crossing the zero point, and the characteristic parameters of positive and negative waves are allowed to adjust independently. By setting proper amplitude and duration of the positive and negative current, good cathodic cleaning effect, stable arc combustion, and the superior depth-width ratio of weld can be realized simultaneously in square wave AC welding.
In the current paper, we have conducted a series of researches on the weldability, welding process optimization, joint performance, and microstructure of 4 mm thick 2219-T6 plates under square wave AC TIG welding. Firstly, a weldability test has been carried out and a reasonable range of welding parameters such as the AC frequency, the ratio of AC bias, and cleanup current have been determined. Then, six sets of welding parameters are designed to explore the best process for square wave AC TIG welding of 4 mm thick 2219-T6 aluminum alloy. After that, a tensile test and microhardness analysis have been finished to characterize the performance of the weld joint. Finally, the fracture morphology and gain structure are captured and analyzed to investigate the distribution law of microstructure in welds.
2 Materials and Experimental Procedures
2.1 Raw material and Test Piece
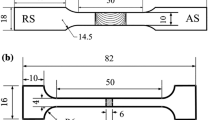
The as-extruded 2219-T6 plates 4 mm thick are employed as the raw material in the current research. This is a kind of Al-Cu-Mn alloy that is artificially aged directly without cold working after solution treatment. Its chemical composition is shown in Table 1. The process exploration for 2219-T6 plates of 4 mm thick is oriented to the welding of propellant storage tanks in the engine, as shown in Fig. 1. The test pieces of 2219-T6 plates were designed according to the requirement for plate butt-welding in “Specification for Fusion Welding for Aerospace Applications-3rd Edition”. The final test pieces were cut into 200*75*4 mm3.

The fuel tank of the engine (for indication use) and the test pieces for exploration of the welding process
2.2 Welding Experiments
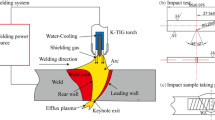
The WSME-500 welder is employed to conduct square wave AC TIG welding. A closed square butt joint was made along the longitudinal direction of the plate (Fig. 1). Reasonable cycles of DCEN (tn) and DCEP (tp), and corresponding currents In and Ip, are set according to the rules shown in Fig. 2, that is, reducing the ratio of tp and tn will increase the depth-to-width ratio of the molten pool, improve the tungsten ablation, reduce the cleaning width of oxide film, and further reducing the current Ip will further enhance the above trends. To obtain well-formed welds for 4 mm-thick 2219-T6 plates, we have performed a weldability test and determined the reasonable range of AC frequency, ratio of AC bias, ratio of cleanup current, etc. The latter two parameters are the key to controlling the cycles and currents of DCEN and DCEP. Then, we further designed six sets of parameters to conduct welding experiments, as shown in Table 2. In addition, no pulse current, no butt gap, no groove, or no filler metal is introduced in our experiments. The argon with a purity of 99.999% and a flowing rate of 15 L/min is used as the shielding gas. The size and shape of the tungsten electrode and other relevant parameters are shown in Fig. 3.

The schematic illustration of cleaning width of oxide film, molten pool depth/width, and tungsten ablation at different cycles and currents of DCEN and DCEP

The schematic diagram of the welding experiments, including the details about the size and position of the tungsten electrode, butt gap, groove, filler metal, and polished area before welding
2.3 Performance Testing and Microstructure Detection
Tensile tests have been carried out with an electronic universal tensile machine (WDW-100kN), whose maximum load force is 100 kN. The stretching rate is set as 1mm/min. Hardness tests on the joints have been finished with the Vickers microhardness testing machine (HXS-1000AY). The loading force and dwell time are set as 200 g and 15 s, respectively. Metallographic samples along transverse, longitudinal, and top sections of the welds were cut from each welded specimen to analyze the microstructure. Optical microscopy (OM) and electron back-scattered diffraction (EBSD) technology were employed to observe and capture the grain structures of the joints. Morphology of the dendrites and fracture surfaces was examined by a scanning electron microscope (SEM). The detection system named Nordly Max3 was employed to accomplish the SEM test at different magnifications, as well as the energy disperse spectroscopy (EDS) test. Before the test, the metallographic samples are electropolished with 5% perchloric acid ethanol solution, where the electrolysis voltage is set as 25V and the duration is 10S.
3 Results and Discussion
3.1 Macro Morphology of Weld Transverse Section
Six groups of welding were carried out according to the experiment plan. All the welds were well-formed with few visible weld defects such as undercuts, spatter, macropores or cracks, etc. The macro morphologies of the transverse section are captured to analyze the weld quality inside the weld. As shown in Fig. 4, welds e1 and e2 are not fully penetrated while welds e3-e6 are fully penetrated, which means 160A is required for full penetration of 4 mm thick 2219-T6 plates under the conditions of AC frequency of 80, AC bias of 10%, and cleaning ratio of 10%. Macroscopic pores are present in welds e2 and e4. The width of the backside in welds e3 and e4 are narrower than e5 and e6. To explain the above forming results, we compared the trend curves between the mean line energy and the width-depth of the weld, as shown in Fig. 5. The changing trend of weld width and depth is generally consistent with that of mean line energy, which means high heat input and low welding speed will result in wider and deeper welds. However, the mean line energy of specimen e4 is between e1 and e2, while the width and depth of weld e4 are larger than both e1 and e2. We interpret it as the welding current having a foundational influence on the shape of the molten pool in square wave AC TIG welding. A larger welding current will lead to a stronger arc impact and a larger penetration rate.

Macro morphology of weld transverse section

The trend curve comparison of mean line energy, depth, and width of welds
3.2 Mechanical Properties
Fourteen tensile specimens were prepared for the tensile test, as shown in Fig. 6. The two tensile specimens of base metal fractured at the ends of the parallel section and were considered to have undergone plastic fracture due to obvious elongation and shrinkage. The tensile specimens of the weld are randomly cracked in the weld zone and present little elongation and shrinkage, which means low plasticity and poor tensile strength. The detailed tensile results are listed in Table 3. It is shown that the average tensile strength and elongation of the base metal are as high as 449.9 MPa and 17.7%, respectively, while those of the welded specimens did not exceed 286.9 MPa and 1%, respectively. The average tensile strength of weld e2 is the lowest, only 3.2 MPa, while that of welds e5 is the highest, reaching 63.8% of the base material. The average tensile strengths of welds e3 and e6 are both above 200 MPa, and their tensile specimens ① and ② show close tensile strength. In contrast, the tensile strengths of specimens e4-① and e4-② differ by nearly 190 MPa. Although e3, e5, and e6 are all fully penetrated welds, their tensile strengths are significantly different. The fracture behaviors found in this section require a further explanation.

The tensile specimens before and after stretching, specimen e0 represents the base metal. The number ① and ② represents the two specimens cut from the same welded specimen
3.3 Fracture Surface
To explain the above-mentioned fracture behavior, we first analyzed the macroscopic fracture section and found that tensile specimens e1, e2, and e4-① show obvious incomplete penetration, while e3, e4-②, e5, and e6 are fully penetrated, as shown in Fig. 7. This explains the difference in tensile strengths between the partially and fully penetrated welds. The fracture surfaces of e0 present a shear fracture of 45° along the tensile axis (Fig. 6) and show obvious fibrous texture (Fig. 7), while those of e1- e6 present radial normal fracture (Fig. 6 and 7). For unpenetrated welds, the order of tensile strength from low to high corresponds to the order of unpenetrated height from high to low (e2-②, e1-②, e2-①, e1-①, e4-①). However, the reason why the strength of the fully-penetrated welds is lower than that of the base metal is not clear yet. Therefore, we further analyzed the fracture section with SEM fractography. Figure 8 shows the fracture surfaces of e0, e1, and e5 (representative of each type of fracture). The fracture surface of e0 is comprised of medium and uniform equiaxed dimples, with evident tearing ridges and few second-phase particles (evidence of ductile failure). The fracture surface of e5-① and e1-② shows dimples of varying size and shape and contains evident second-phase particles. The dimples in e5-② and e1-① is larger and more uniform than e5-① and e1-②, but e5-② contains microscopic pores, where the three-dimensional columnar dendrites are exposed. These pores act as crack sources during the fracture process and weaken the strength of e5-②.That is why the strength of e5-② is lower than e5-①. The fracture surface of e5-① shows smaller and shallower dimples than e0-①②, and contains more second-phase particles, weakening its overall strength. This explains why the tensile strength of welds e5-① did not exceed 65% of the base material. However, the difference in tensile strength between the fully-penetrated welds is not clear yet. We attribute it to the microstructure of the weld, which will be analyzed in Sect. 3.5.

The macroscopic fracture sections of the tensile specimens

The SEM fractography of the tensile specimens
3.4 Microhardness
The results of microhardness in the six joints are presented individually in Fig. 9 and compared in Fig. 10(a). Typical hardness distributions are found in all joints, where the hardness in the weld zone and heat-affected zone are all lower than that in the base metal. The former fluctuate up and down within 100-120 HV while the latter fluctuates around 140 HV. Besides, a large hardness valley and peak appear in the weld zone of e1 and e6, respectively. The pores, coarse grains, or strengthening precipitates near the test point are responsible for these deviations. In all joints, the hardness on the fusion line is lower than that in the nearby weld zone and heat-affected zone, showing a local valley. Joint softening, whose main cause is the thermal cycle of welding, is found in all joints. The heat source creates softening zones through remelting and heat treatment, resulting in coarsening of rolled grains or dissolution of strengthening precipitates, thereby reducing the strain hardening capacity of the joint. The average microhardness in each subzone is shown in Fig. 10b, where the value of the base metal and heat-affected zone is between 130 and 140 HV and 110-120 HV, and that of the weld zone and the fusion line is between 100 and 110 HV. The average microhardness in the weld zone follows the order of e5, e2, e6, e4, e1, and e3 from high to low. The heat-affected zone and fusion line of e2 and e5 present higher microhardness than other joints.

Microhardness distribution of the six joints, the two red arrows point to the first and the last test points, separately, and the two red dots represent the hardness on the left and right fusion lines

Microhardness comparison of the six joints: (a) scatter value of all test points, (b) average value of weld zone (WZ), fusion line (FL), heat-affected zone (HAZ), and base metal (BM), the extreme microhardness of e1 and e6 in (a) has been removed to avoid accidental errors
3.5 Microstructure
To further reveal the intrinsic quality of the six welds and expound on the above mechanical performance, we analyzed the microstructure of the joints through SEM, EDS, EBSD, and OM tests. Firstly, SEM, EBSD, and EDS tests to weld e1 were conducted to observe the dendrite morphology and determine the phase composition. The SEM micrographs are shown in Fig. 11. It is found that the weld is mainly composed of asymmetric equiaxed dendrites and the eutectic structure at the grain boundary. The equiaxed dendrites are the solid solution of monophase-α (Al), which are formed preferentially during solidification. The eutectic structure at the grain boundary is the α(Al) + CuAl2, which is formed when the Cu content in the melt exceeds the limit solubility (5.6wt.% at 548°C, 0.2wt.% at 300°C). The composition of the eutectic structure is confirmed through the EDS line scan results shown in Fig. 12, where the content of Cu is 26-34% at the grain boundary, which is close to the Cu content in α(Al) + CuAl2 (Ref 9). As shown in Fig. 11(d), and (e), the granular eutectic and lath eutectic is formed inside the dendrites, while the reticular eutectic mainly appears at the grain boundaries. The hole-like and canyon-like micropores are found in the weld zone, which is expected to form at the last stage of solidification when the liquid metal is not enough to fill the remaining voids. EBSD testing was carried out to determine the grain boundaries for each dendrite, and to distinguish between columnar and equiaxed grain distribution within the weld. The results (Fig. 13) indicate that the base metal is elongated after rolling and the columnar grains growing epitaxially from the partially melted grains of base metal are inconspicuous or absent in the weld. Equiaxed grains occupy almost the entire weld, and basically correspond to equiaxed dendrites one-to-one. This means that we can perform image segmentation of dendrites based on subsequent optical micrographs to determine grain number and size. Meanwhile, the phase composition of each weld such as the eutectic and the solid solution can be considered to be similar, even though the process parameters are different. The aforementioned two points are important to analyze the following optical microstructures.

SEM micrographs under different magnifications of microstructure in the weld zone and heat-affected zone

The line EDS test: (a) the scanning path, reaching 360.4 μm and crossing multiple grain boundaries, (b) the content of the main element Al and Cu

The grain structure measured by EBSD, (a), (c) The dendritic morphology, (b)(d) The grain distribution, (a), (b) The transverse section, (c), (d) The longitudinal section
Secondly, the optical micrographs around the fusion line of the six joints were captured and compared in Fig. 14. Equiaxed dendrites and a few columnar dendrites comprise the fusion zone of all joints. The columnar dendrites in all joints are blocked by the equiaxed dendrites after a short period of growth and their growth directions are not consistent with the extension direction of elongated grains. The columnar dendrites in welds e1, e2, and e3 are more prominent in branches and aspect ratio than those in welds e4, e5, and e6, following the order of welding current from low to high (e1-e2, e3-e4, e6-e5). Accordingly, we conclude that the welding current has a negative impact on the branches and aspect ratio of columnar dendrites in square wave AC TIG welding of 2219-T6 Aluminum Alloy. The equiaxed dendrites in the fusion zone of e2 are denser than those in other welds, resulting in stronger plastic deformation resistance and higher average microhardness on WZ and FL of e2 (Fig. 10b). The micropores in welds e1, e3, e4, and e6 are more evident than in other welds, corresponding to the lower average microhardness of FL in these welds. In contrast, the weld e5 possesses fewer micropores and a wider grain boundary, exhibiting a higher average microhardness. Quantitative average size, grain number, and size distribution of grains in the heat-affected zone were obtained based on the image segmentation method, as shown in Fig. 15. The average equivalent diameter of the weld e2 is the smallest and the number of grains is the largest, while the result of weld e6 is the opposite. In general, the average grain size increases with increasing welding current. The proportion of grains between 20 and 40 μm is the largest in all welds. Nevertheless, the grains of weld e2 are concentrated between 0 and40 μm, while the rest of the welds are concentrated between 20 and 60 μm.

Optical micrographs of the dendrite morphology in the heat-affected zone (transverse section). The columnar or equiaxed dendrites represent the solid solution α (Al), the black grain boundaries are the eutectic α(Al) + CuAl2, part of black dot and black blocks are the micropores

Quantitative results of the number and average size of grains in the heat-affected zone obtained based on the image segmentation method. Each closed red line represents a grain with its number at the centroid. The equivalent diameter is calculated by \(\left( {\surd \left( {S/\pi } \right)} \right)\)*2, where S is the area of the grain. The grains of base metal are not counted
Thirdly, the microstructure in the weld zone was compared in Fig. 16. The weld zones of the six joints are all composed of asymmetrical and fine equiaxed dendrites of varying size and shape. A large amount of granular, lath, and reticular eutectic, which corresponds to the black spots, short lines, and close lines in the optical micrographs, are found in the interior and boundaries of α (Al). Their distributions are much denser than those in the fusion zone (Fig. 14), resulting in higher microhardness in the weld zone than in the fusion zone (Fig. 10). Quantitative results of average size, grain number, the size distribution of grains, and eutectic content in the weld zone were obtained based on the image segmentation and grayscale statistics method, as shown in Fig. 17 and 18. The average equivalent diameters of welds e1 and e2 are apparently smaller than other welds. The law that the average grain size increases with increasing welding current is confirmed again. The grains of welds e1 and e2 are concentrated between 0 and 40 μm, while the welds e3-e6 are concentrated between 20 and 60 μm. The eutectic content of welds e2 and e5 are higher than that of other welds (Fig. 18), which is consistent with the results of average microhardness in WZ (Fig. 10). Compared with weld e2, the eutectic content in weld e5 is larger (Fig. 18(a)) even though its grain size is larger(Fig. 17(a)), which is attributed to the much wider grain boundaries in weld e5 (Fig. 16(e5)). That is why the weld e5 presents higher average microhardness in WZ than weld e2. In addition, evident micropores are found in weld e1, e3, e4, and e6 (Fig. 16). These pores may come from the scattered hydrogen clusters, which are hard to overflow during solidification due to the fast cooling rate and dense equiaxed dendrites. The micropore content of welds e2 and e5 are both low, but the latter is less, which is another reason why the average microhardness of weld e5 is higher. The difference in tensile strength between the fully-penetrated welds e3-e6 can be explained here. Their average grain sizes are close, but the least micropores and the most eutectic are found in the weld e5, which act as crack sources and prevent dislocation slip, respectively. Thus, the highest tensile strength presents in weld e5. The eutectic contents of welds e3, e4, and e6 are close, but the micropore content of weld e6 is the least, so its tensile strength is the highest among them. The microporous content of welds e3 and e4 is similar, but the grains of weld e4 are coarser and the eutectic content is lower than that of weld e3, so the tensile strength is relatively low.

Optical micrographs of the dendrite morphology in the weld zone (transverse section). The equiaxed dendrites represent the solid solution α (Al), the black grain boundaries are the eutectic α(Al) + CuAl2, part of black dot and black blocks represent the micropores

Quantitative results of the number and average size of grains in the weld zone obtained based on the image segmentation method. Each closed red line represents a grain with its number at the centroid. The equivalent diameter is calculated by \(\left( {\surd \left( {S/\pi } \right)} \right)\)*2, where S is the area of the grain

Quantitative results of eutectic content in the weld zone obtained based on the grayscale statistics method. All red pixels represent the eutectic, which is obtained by binarizing the optical micrographs, then distinguishing and counting according to the grayscale, and finally coloring
The results of tensile testing, microhardness detection, and metallographic inspection show that the weld e5 is superior to other welds in strength, strain hardening, and microstructure. It is worthwhile to further analyze the dendrite morphology and size in the transverse section, top section, and longitudinal section of this weld. Figure 19 shows a metallographic stereograph of the weld e5, with the optical micrographs of the three sections, unfolded aside. The base metal in the top section presents a flat state after rolling. The columnar dendrites in this section grow epitaxially from the partially melted base metal (Fig. 19 g). However, both the columnar dendrites in the transverse and top sections (Fig. 19e, f, and g) only undergo a brief growth before being blocked by the equiaxed crystals. Their maximum growth distances are about 100-120 μm and the direction is nearly perpendicular to the fusion line. Most of these columnar dendrites show underdeveloped secondary dendrites, and some of them have very short or even no branches. Besides, a large number of nuclei are formed in the molten pool and grow into fine equiaxed dendrites. Most equiaxed dendrites in the three sections present clear secondary dendrites and asymmetrical growth. For example, the dendrites 1, 2, and 3 marked in Fig. 19(h), and (i) show clear branches, whose maximum length reaches about 50 μm. The dendrites 1 to 4 marked in Fig. 19(h), (i), and (j) are all asymmetric dendrites. Dendrites 1 and 2 grow along one primary dendritic arm, while dendrite 4 grows along two primary dendritic arms and shows no branches, the dendrite 3 grows along three primary dendritic arms. The other primary dendritic arms in these dendrites are blocked by the adjacent dendrites. Moreover, the growth of dendrites in the top and longitudinal sections shows obvious directionality, i.e. along the direction of the temperature gradient (dir2). The detailed dendrite morphologies in a greater magnification (Fig. 19h, and i) indicate that the oblique dendrite growth is nearly perpendicular to the fusion line.

Metallographic stereograph of the weld e5 and its unfolded micrographs in the top section, transverse section, and longitudinal section
3.6 Discussion
2219-T6 aluminum alloy can be regarded as an Al-Cu alloy since its Cu content is about 25 times that of the remaining elements. For Al-Cu alloy, the solid solution of monophase α (Al) exhibits six- or four-axis anisotropy in three- or two-dimensional space, corresponding to six or four primary dendritic arms. The crystallization of α (Al) presents as columnar dendrites around the fusion line, starting from the partial-melted base material, and as equiaxed dendrites inside the molten pool, starting from the nuclei in melts. In an infinite melt, the primary dendritic arms of equiaxed dendrites will grow symmetrically. In a melt with mass nuclei, however, the size, growth direction, branching, and symmetry of equiaxed dendrites largely depend on the spacing of nuclei. Since dendrite growth points to the melt, the larger the distance between adjacent nuclei, the larger the size of the equiaxed dendrite. The nuclei or the existing dendrites divide the entire melt into liquid channels or liquid subregions. The growing dendrites will be blocked by the existing adjacent dendrites and be forced to grow along the liquid channel or in the liquid subregion. The dendrites similar to the dendrite 2 in Fig. 19(i) will form if the direction of the primary dendritic arms is parallel to the liquid channel. The nucleus will grow into dendrites similar to the dendrite 3 in Fig. 19(i) when it is half-surrounded by a liquid subregion. If the liquid subregion is not large enough or the liquid channel is not wide enough, the primary dendritic arms will lack space for growing side branches. The dendritic under these situations will be similar to the dendrite 4 in Fig. 19(j), whose secondary dendrite is very short. In the case of high nucleation density, it is very likely that dendrites or nuclei appear in the growth direction of the growing dendrites and block their growth. This is the main reason for the asymmetric growth of equiaxed dendrites, which is a common phenomenon in the optical micrographs of welds e1 to e6.
Besides, the three weld sections in Fig. 19 can only provide three cut views for the three-dimensional dendrite system. These three cut planes do not always pass through the symmetry planes of the three-dimensional dendrites, since the orientation of dendrite growth is random in the melt. For some equiaxed dendrites, one of their symmetry planes coincides with one of the three cut planes. The morphology of dendrite arms is fully presented, such as the dendrites 1 to 4 in Fig. 19(h), (i), and (j). For some equiaxed dendrites, the three cut planes only pass through an arbitrary cross-section of their dendrite arms. The morphology of these dendrites shows weak dendritic characteristics in the optical micrograph, such as dendrites 5-7 in Fig. 19(h), (i), and (j). Two types of pores can be seen in all welds, one is macroscopic pores marked in Fig. 4, and the other is micropores marked in Fig. 16. In Fig. 4, the circular pores in the welds e2 and e4 belong to the precipitation-type hydrogen pores, which are formed by the sudden decrease of the solubility of H, while the macroscopic pores near the fusion line in the weld e1 belong to the oxide film pores, which is caused by insufficient cleaning of the oxide film before welding. The micropores in Fig. 16 are formed during the crystallization process of the weld. In this process, the liquid metal between the dendrites is insufficient to fill the gaps.
The limit solid solubility of Cu in α (Al) is 5.6wt.% at the eutectic temperature (548°C) and decreases to 0.15wt.% at room temperature. During the crystallization of α (Al), solute Cu is enriched on the liquid side of the solid-liquid interface. As the solidification progresses, the grain boundaries of adjacent dendrites or the adjacent side branches get closer and closer. Segregation of Cu occurred in the narrow melts gathered by dendrites until the Cu content and temperature meet the conditions of the eutectic reaction. Then most of the eutectic α(Al) + CuAl2 formed at the grain boundary, presented as reticular eutectic (Fig. 11e, and f). In some dendrites, the tips of adjacent side branches are in contact and merge, creating liquid islands. The eutectic formed in these liquid islands presented as granular eutectic, lath eutectic (Fig. 11e, and f) in the optical micrograph.
The fine equiaxed dendrites in all welds of 2219-T6 indicate that massive nuclei exist in the molten pool. We deduce that the semi-dissolved second phase particles are responsible for the high nucleation density (Ref 9). These particles are formed during the production of the raw material. They are formed in semi-continuous casting (ingot), broken into fragments during the multi-pass rolling process (plate), and survive after solution treatment. The EBSD results in Fig. 13(d) indicate that the raw material has undergone rolling. Furthermore, we found evidence of fragment particles from SEM micrographs of the base metal, as shown in Fig. 20. To estimate its composition, we performed an EDS point scan of the particles and obtained the element content of two particles (Cu 45.0, 43.6, Al 50.9, 51.0), as shown in Fig. 21. We further verified from the work of Li et al. (Ref 18) (Refer to Table 4 in Ref 18) and confirmed that these particles are θ phase (CuAl2). These particles should have completely decomposed in the molten pool due to their low melting point. However, fusion welding is a localized melting and rapid cooling process. The molten pool is very small relative to the base metal, and metals generally have good thermal conductivity. Thus, the transition of the molten pool from melting to cooling often occurs very fast. However, the complete dissolution of the second phase particles requires some time. A high cooling rate will cause the melts near the second phase particles to crystallize before the particles are completely dissolved (Ref 9). This is more evident in the square wave AC welding of 2219-T6 alloy because the thermal conductivity of aluminum alloy is better than that of other metals and the energy density of TIG welding is lower than that of other welding methods. This means that the transition of the molten pool from melting to cooling is faster and the second-phase particles remain semi-dissolved when the solidification begins. The semi-dissolved fragment particles provide massive heterogeneous nucleation for the following dendrite growth, leading to fine equiaxed dendrites in welds e1-e6.

Fragments of eutectic particles after the rolling process of the 2219-T6 plate

The EDS point scan results of the second phase particles
In addition to attributing the observed fine grain structure of weld metal to heterogeneous nucleation, we also attempted to explore the thermodynamic effect of the heat input and welding speed on grain refinement. Therefore, we performed a series of finite element simulations for the thermal evolution of each weld, to calculate the ratio of the temperature gradient at the solidification front and growth rate (G/R ratio). A mesh model is established based on the actual size (Fig. 1b). The total number of grids and nodes is 277020 and 309,810 respectively. Hexahedral grids with a transition ratio of 3:1 are used, and the size of the densest mesh is 0.41*0.43*0.31 mm3. The classic double ellipsoid model is used as the heat source model. The temperature-dependent thermo-physical parameters of 2219-T6 alloy are obtained to establish the material model (listed in Table 4). The latent heat is considered in the simulations, and the liquidus, solidus, and latent heat are set as 647 °C, 637 °C, and 393.2 J/g, respectively. The established finite element model is verified through the topography of the cross-section of the molten pool and the thermal cycles along the weld centerline (shown in Fig. 22). The time increment step is set to 0.103 s to stabilize the solution of the temperature field, as shown in Fig. 22b), the peak temperature in all welds reached a stable peak value after a brief rise. Finally, we figure out the temperature gradient G and G/R ratio, as shown in Fig. 23. The G/R ratios of welds e1-e6 are all between 15 and 23 °C·s/mm^2. According to the work of Kou et al. (Ref 19), these G/R ratios are high and will have a negative effect on grain refinement, which means the welds e1-e6 should have been occupied by columnar crystals under these G/R ratios. A reasonable explanation for this difference is that the thermodynamic effect of the heat input and welding speed on grain refinement will be disturbed when the molten pool contains a large amount of heterogeneous nucleation. The presence of massive nuclei triggers a large number of dendrites at the solidification front (not necessarily the same size). These dendrites will grow simultaneously in the undercooled melt and limit the further growth of columnar and their own by occupying growth space. As a result, both columnar and equiaxed dendrites stopped growing after a short period of growth. Grain refinement is thus achieved, even under a high G/R ratio.

Heat source check for temperature field simulation of the welding process, thermal cycles along the weld centerline, and the history curves of peak temperature

Calculation of temperature gradient (G) at the solidification front and temperature-gradient/growth-rate ratio (G/R) based on temperature field simulation
4 Conclusions
The current research found a phenomenon that is different from the classical thermodynamic theory of solidification when solving the welding process problem of 4 mm thick 2219-T6 Al alloy made by square wave AC TIG welding. The following conclusions can be drawn:
-
(1)
The changing trend of weld width and height is generally consistent with that of the mean line energy in square wave AC TIG welding, but the welding current has a foundational influence on the shape of the molten pool.
-
(2)
A welding current of 180 A and a welding speed of 120 mm/min are proper welding process parameters when the AC frequency is 80, the AC bias is 10%, and the cleaning rate is 10%. Joint softening is found in the square wave AC TIG welding of 2219-T6 aluminum alloy. The average tensile strength and microhardness of the weld reach only 63.8 and 83.1% of the base metal, respectively.
-
(3)
The weld is composed of the asymmetric equiaxed dendrites and the eutectic structure at the grain boundary. The granular eutectic and lath eutectic is formed inside the dendrites, while the reticular eutectic mainly appears at the grain boundaries.
-
(4)
In our experiments, the G/R ratio of welds reaches 15-23 °C·s/mm^2 and columnar grains should have grown sufficiently in the welds. Instead, uniform and fine equiaxed grains occupy almost all welds of different process parameters under a high G/R ratio. The semi-dissolved particles θ phase is speculated to be responsible for such anomalies. They provide adequate heterogeneous nuclei for melt solidification and trigger adequate dendrites to block the growth of columnar grains.
-
(5)
In the molten pool with sufficient heterogeneous nucleation, the mechanical blocking effect of heterogeneous nucleation may interfere with the thermodynamic effect of welding heat input and speed on grain structure.
References
L.-Q. Niu, X.-Y. Li, L. Zhang, X.-B. Liang and M. Li, Correlation Between Microstructure and Mechanical Properties of 2219–T8 Aluminum Alloy Joints by VPTIG Welding, Acta Metall. Sin. Lett., 2017, 30(5), p 438–446.
H. Wang, Y. Yi and S. Huang, Influence of Pre-Deformation and Subsequent Ageing on the Hardening Behavior and Microstructure of 2219 Aluminum Alloy Forgings, J. Alloys Compd., 2016, 685, p 941–948.
H. Wang, Y. Yi and S. Huang, Investigation of Quench Sensitivity of High Strength 2219 Aluminum Alloy by TTP and TTT Diagrams, J. Alloys Compd., 2017, 690, p 446–452.
W. Xu, J. Liu, G. Luan and C. Dong, Microstructure and Mechanical Properties of Friction Stir Welded Joints in 2219–T6 Aluminum Alloy, Mater. Des., 2009, 30(9), p 3460–3467.
Y. Zhou, X. Lin, N. Kang, Z. Wang, H. Tan and W. Huang, Hot Deformation Induced Microstructural Evolution in Local-Heterogeneous Wire plus Arc Additive Manufactured 2219 Al Alloy, J. Alloys Compd., 2021, 865, p 158949.
H. Li, J. Zou, J. Yao and H. Peng, The Effect of TIG Welding Techniques on Microstructure, Properties and Porosity of the Welded Joint of 2219 Aluminum Alloy, J. Alloys Compd., 2017, 727, p 531–539.
D.-K. Zhang, G.-Q. Wang, A.-P. Wu, J.-G. Shan, Y. Zhao, T.-Y. Zhao, D.-Y. Meng, J.-L. Song and Z.-P. Zhang, Effects of Post-Weld Heat Treatment on Microstructure, Mechanical Properties and the Role of Weld Reinforcement in 2219 Aluminum Alloy TIG-Welded Joints, Acta Metall. Sin. Lett., 2019, 32(6), p 684–694.
D. Zhang, G. Wang, A. Wu, Y. Zhao, Q. Li, X. Liu, D. Meng, J. Song and Z. Zhang, Study on the Inconsistency in Mechanical Properties of 2219 Aluminium Alloy TIG-Welded Joints, J. Alloys Compd., 2019, 777, p 1044–1053.
S.R. Koteswara Rao, G. Madhusudhan Reddy, K. Srinivasa Rao, M. Kamaraj and K. Prasad Rao, Reasons for Superior Mechanical and Corrosion Properties of 2219 Aluminum Alloy Electron Beam Welds, Mater. Charact., 2005, 55(4), p 345–354.
Z. Yang, Y. Fang and J. He, Numerical Simulation of Heat Transfer and Fluid Flow during Vacuum Electron Beam Welding of 2219 Aluminium Girth Joints, Vacuum, 2020, 175, p 109256.
H. Zhu, L. Huang, Z. Wang, J. Li, H. Ma and H. Su, Fracture Behaviour of Laser-Welded 2219–T6 Aluminium Alloy under Pulsed Lorentz Force, J. Mater. Sci., 2019, 54(13), p 9857–9874.
H. Doude, J. Schneider, B. Patton, S. Stafford, T. Waters and C. Varner, Optimizing Weld Quality of a Friction Stir Welded Aluminum Alloy, J. Mater. Process. Technol., 2015, 222, p 188–196.
Y. Hu, H. Liu and S. Du, Achievement of High-Strength 2219 Aluminum Alloy Joint in a Broad Process Window by Ultrasonic Enhanced Friction Stir Welding, Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process., 2021, 804, p 140587.
J.Q. Li and H.J. Liu, Characteristics of the Reverse Dual-Rotation Friction Stir Welding Conducted on 2219–T6 Aluminum Alloy, Mater. Des., 2013, 45, p 148–154.
S.R.K. Rao, G.M. Reddy, P.S. Rao, M. Kamaraj and K.P. Rao, Improving Mechanical Properties of 2219 Aluminium Alloy GTA Welds by Scandium Addition, Sci. Technol. Weld. Join., 2005, 10(4), p 418–426.
L. Qiu, C.L. Yang, S.B. Lin and C.L. Fan, Effect of Pulse Current on Microstructure and Mechanical Properties of Variable Polarity Arc Weld Bead of 2219–T6 Aluminium Alloy, Mater. Sci. Technol., 2009, 25(6), p 739–742.
N.K. Babu, D. Pan, Z. Sun, J. Wei and M.K. Talari, Effect of Titanium-Boron Additions on Grain Refinement of AA 2219 Gas Tungsten Arc Welds, Sci. Technol. Weld. Join., 2012, 17(5), p 386–393.
Q. Li, A. Wu, Y. Li, G. Wang, B. Qi, D. Yan and L. Xiong, Segregation in Fusion Weld of 2219 Aluminum Alloy and Its Influence on Mechanical Properties of Weld, Trans. Nonferrous Met. Soc. China, 2017, 27(2), p 258–271. https://doi.org/10.1016/S1003-6326(17)60030-X
S. Kou and Y. Le, Welding Parameters and the Grain Structure of Weld Metal — A Thermodynamic Consideration, Metall. Trans. A, 1988, 19(4), p 1075–1082. https://doi.org/10.1007/BF02628392
Acknowledgments
The authors gratefully acknowledge a project funded by the Priority Academic Program Development of Jiangsu Higher Education Institutions (PAPD).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, X., Wei, Y., Wu, F. et al. Research on Microstructure and Mechanical Properties of Square Wave Alternating Current Tungsten Inert Gas Welded Joints in 2219-T6 Aluminum Alloy. J. of Materi Eng and Perform 32, 1558–1575 (2023). https://doi.org/10.1007/s11665-022-07233-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07233-1