
Abstract
As the race to colonize Mars continues, the need for energy efficient, low waste manufacturing techniques remains as a major hurdle. Launching building materials from Earth is not feasible logistically or financially; therefore, in-situ resource utilization (ISRU) methods are required to ensure the success and longevity of these Martian colonies. Ionic liquids (ILs) are currently studied at NASA’s Marshall Space Flight Center (MSFC) as a means to harvest metallic elements from regolith oxides and meteorites. IL technology provides an energy efficient method to extracting critical manufacturing materials, such as iron (Fe), that can be used for structures, plumbing, and tools. In this study, IL-sourced Fe (IL-Fe) was used as feedstock for laser-based powder bed fusion (PBF-LB) to obtain a baseline of material characteristics for additive manufacturing. Samples were then investigated to determine microstructure, hardness, and chemical composition. IL-Fe showed potential as a feedstock for the production of metallic materials via laser-based additive manufacturing techniques.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Manned missions to Mars and their long term habitation on the surface remain a hot topic in space exploration. Due to the astronomical cost and logistical challenge of launching building materials to extraterrestrial bodies, ISRU technology is critical for the success, longevity, and health of the astronauts that will be stationed on the red planet. Under such circumstances, mechanical components, structural parts, and tools will be required to construct habitats utilizing the local materials.
While the Martian surface is rich in metallic elements, the regolith is composed of primarily of silicate minerals containing bound metal elements (Ref 1,2,3,4,5,6). The composition of the Martian regolith at known locations is shown in Table 1.
One of the most widely utilized building materials for terrestrial applications is ferrous alloys. Due to the significant quantity of Fe in the Martian regolith, Fe-bearing minerals could be a worthwhile material of choice for Martian manufacturing, leveraging the plethora of research on these materials on Earth. However, in order to use the Fe or other elements present in the regolith, the metal(s) must be reduced to their elemental metallic forms.
To reduce Fe oxide on Earth, a blast furnace can be used; however, this process requires extremely high temperatures and energy utilization. Indeed, there are limited energy resources on Mars, and the production of energy is demanding and expensive. Thus, a low-energy, low-waste method of reducing these metal-bearing materials into high purity elements is of utmost importance to ensure successful Martian manufacturing.
ILs are currently investigated at NASA’s MSFC as a method of harvesting metallic elements from regolith and meteorites on other planetary bodies, as well as life support systems, beyond low-Earth orbit. IL technology uses liquid organic salts to dissolve the regolith minerals and recover elemental metals via electrodeposition process. The product water can also be electrolyzed to produce breathable oxygen (O2) and hydrogen gas (H2) that is used to regenerate the IL. The reactions of the IL process are shown in Eq 1 and 2 where M specifies a metal (Ref 7).
and
ILs can be readily modified to harvest different elements for specific applications, but Fe is the largest scale product thus far at 1-2 g Fe/day at MSFC (Ref 7). Due the range of uses and the low energy utilization of ILs, the use of this technology for Fe production in Martian manufacturing is promising. Depending on the application, IL-Fe could potentially be used without further alloying.
IL-Fe is of interest in an additive manufacturing (AM) environment. Traditional manufacturing methods such as casting, rolling, forging, etc., are well understood, but these techniques also require significant energy input. AM allows for the production of complex geometry without machining or post-processing while also reaching the low waste and low energy targets. For a Martian environment, any post-processing is undesirable due to the limited energy resources that will be available on the surface. IL-Fe could potentially be used as-produced or with minimal grinding or milling, as well as be used without the need for further alloying due to the unique chemical composition of the material. In this paper, the use of IL-Fe as feedstock for PBF-LB printing was investigated to establish a baseline of material characteristics in an AM environment.
2 Materials and Methods
2.1 Feedstock Material
The composition of the IL-Fe was found with ICP-MS (inductively coupled plasma mass spectrometry) analysis by MSFC researchers. The IL-Fe samples manufactured and provided by NASA were removed from the cell, dried under a vacuum, and stored in an argon (Ar) or nitrogen gas (N2) environment prior to being packaged in air-tight containers and shipped to the facility at Mississippi State University. The morphologies of as-received and as-ground IL-Fe produced by MSFC are shown in Fig. 1.

IL-Fe produced by MSFC. (a) As-received, (b) as-ground at MSU facility
Due to the irregular sizing and flaky morphology of the IL-Fe, some grinding was required to print with this material. Approximately 22.5 g of the IL-Fe was available for this study. The powder was ground multiple times to ensure a semi-regular powder with no flakes using a small coffee grinder. The grinder and the IL-Fe were loaded into an oxygen free glovebox to prevent further oxidation of the material prior to printing.
Three samples, approximately 6 g each, of the ground powder were tested for estimated powder size distribution with a Horiba (Kyoto, Japan) LA-950 laser scattering particle size distribution analyzer. Powder morphology was investigated with a JEOL (Peabody, MA, USA) 6500 scanning electron microscope (SEM). The powder sample was poured onto a 12.7-mm-aluminum (Al) specimen mount with carbon (C) tape with excess powder removed.
To determine the allotropy of the IL-Fe powder, x-ray diffraction (XRD) was performed using a Rigaku (Tokyo, Japan) Ultima III x-ray diffractometer using the Diffracted Beam Monochromator (DBM) to reduce noise. Samples were mounted in 0.5-mm-glass slides and analyzed using a copper K-α wavelength with a scan speed of 0.125 degrees/minute.
2.2 Laser Sintering
A Renishaw (Wotton-under-Edge, UK) AM400 laser powder bed fusion (PBF-LB) AM machine was used to print the test specimens with the reduced build volume (RBV) build plate and without the wiper. The substrate used for this experimentation was EN 10130 1.0330 mild steel. The printing parameters are shown in Table 2. The value for energy input, Q, was found with Eq 3 (Ref 8).
Due to the low quantity available and the morphology of the powder, the layer was achieved by obtained by first printing a guide border and series of posts on the substrate at 50-μm-thickness, pouring the IL-Fe powder onto the build plate, and spreading the powder with a tamping dowel. The powder prepared on the build plate prior to printing is shown in Fig. 2. This process was repeated to print a second set of disks that were five layers thick.

IL-Fe powder prepared on the build plate before printing. (a) IL-Fe feedstock (brown/red colored powder) and (b) mild steel substrate (gray plate)
2.3 Chemical Composition
Chemical compositions of the printed IL-Fe plates were obtained using energy dispersive x-ray spectroscopy (EDS) during the SEM morphology analysis. EDS mapping of Fe and oxygen (O) of the deposited material on the substrate was also completed.
2.4 Microstructure
Transverse cuts through the printed samples and the build plate were made to create half cylinders for microstructural evaluation. After polishing the cut faces up to a 0.04-μm-silica suspension, a 2% Nital etchant was used to reveal microstructural phases. Micrographs of the printed disks were imaged with a Zeiss (Oberkochen, Germany) Axiovert 200M optical microscope. Deposition thickness was measured using ImageJ software.
2.5 XRD
To further analyze the deposited material, XRD was performed on the printed IL-Fe disk processed under a laser power of 300 W. The same Rigaku Ultima III x-ray diffractometer was used without the DBM. The sample was analyzed with a scan speed of 0.05 degrees/minute. Additionally, the build plate alone was scanned with the same parameters in order to determine if XRD results from the IL-Fe plate showed additional peaks from the build plate, and a subtraction technique was used to determine which peaks were indicative of the deposited IL-Fe.
2.6 Hardness Testing
A Leco (St. Joseph, MI, USA) LM-300AT Vickers microhardness tester was used for testing with an applied load of 10 gf on the cut face of each sample from microstructural investigation. The samples were polished with a 0.04-μm-silica suspension prior to hardness testing. The indentations were imaged with the Axiovert microscope followed by measurements using ImageJ software to determine hardness.
3 Results and Discussion
3.1 Feedstock Material
The chemical composition of the metallic IL-Fe is shown in Table 3.
The metallic composition of the IL-Fe accounted for 60.83 ± 9 wt.% of the total sample mass. Based on the visible surface oxidation of the IL-Fe flakes, the remaining 39.17 ± 9 wt.% is predominantly O in the form of metal oxides. These metal oxides present are not undigested regolith components; the metals are oxidized in the electrochemical cell that is used to harvest the Fe as there is the simultaneous action of electrolyzing water in the cell. An SEM image of the IL-Fe powder is shown in Fig. 3.

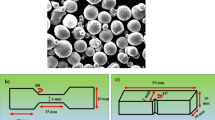
SEM micrographs contrasting particle morphology between (a) IL-Fe powder after grinding and (b) traditionally shaped spherical powder (Ti-6V-4Al)
SEM imaging of the ground IL-Fe powder revealed an irregular, non-spherical geometry as expected due to the production and post-processing techniques used for this study. Traditionally used AM powders would be spheroidized, such as shown in Fig. 3(b), to enhance flow behavior (Ref 9). However, Rogalsky et al. (Ref 10) showed that with adequate hopper modifications, irregular powders can be used to print components with a slight reduction in density, which could be viable for non-critical components in a Martian habitat. The powder size distribution found is shown as an average of three samples in Fig. 4.

Powder size distribution for ground IL-Fe powder (n=3)
Particle size and morphology were not investigated prior to grinding due to the large variation in sizes and shape. Future studies to investigate flow properties of ground, non-spherical IL-Fe powder could be useful and potentially negate the need for further processing of IL-Fe after grinding. However, particle size will likely need to be refined in order to obtain high density components (Ref 11).
The XRD data for the IL-Fe powder are shown in Fig. 5.

XRD analysis result for IL-Fe powder
The XRD results for the IL-Fe powder show the presence of Fe and magnetite (Fe3O4). The purpose of this work was to determine if the IL-Fe material could be used in the current form of production, but it is not metallic enough in nature. The formation of this oxide is not desirable for AM components made purely from IL-Fe; however, magnetite powders have been shown to be potential reinforcement for other applications such as concrete, irradiation shielding, and others (Ref 12).
During the production of IL metals, the produced material is desired to be in an elemental form or in the +2 oxidative state, in this case Fe2+. This ion, when bound with oxygen, forms hematite (Fe2O3). If the IL-Fe is in the form of Fe2O3, this could allow the material to be used for printing with Al by utilizing the exothermic thermite reaction (Ref 13). As shown by Dadbakhsh et al. (Ref 14), the use of Al and Fe2O3 powders in PBF-LB applications can be used to reduce the laser power requirement and minimize powder bed pre-heating by utilizing the thermite reaction in-situ and produce complex components(Ref 14,15). Higher quantities of Fe2O3 provided significant benefits to hardness at the expense part density. Due to the limited energy resourced available on other planets, the use of Fe2O3 IL Fe in Al could be a sufficient technique to increase production while reducing power consumption.
3.2 Laser Sintering
The printed disks on the build plate are shown in Fig. 6.

Printed disks on a build plate produced in a Renishaw AM400 PBF-LB RBV. Single layer printed disks (top) and five layer printed disks (bottom)
After printing, it was found that the single layer melting attempts were unsuccessful at depositing any appreciable IL-Fe material. However, the multilayer prints provided sound deposition layers between approximately 10 and 20 μm of IL-Fe. Hereafter, only the multilayer prints were further investigated.
3.3 Chemical Composition
The chemical compositions of the powder and various printed IL-Fe plates obtained from EDS are shown in Table 4.
EDS measurements for the IL-Fe showed differences from the ICP-MS results obtained by MSFC. Traditionally, EDS quantitative measurements are not as qualitatively accurate as wavelength dispersive spectroscopy (WDS), particularly when the surface of the measured sample is not controlled, i.e., polished and flat (Ref 16). However, for the printed plates, the values found can reasonably be considered accurate as the sample was polished prior to analysis. The composition differences of the plates are not statistically significant (p>0.05) except for C, which is not believed to be a component of the IL Fe feedstock. With this, small quantities of C could be leached from the build plate or mounting medium, but the large amounts registered by the EDS detector are not likely.
EDS mapping of the single and multilayer prints are shown in Fig. 7 and 8, respectively. As shown in Fig. 7 and 8, the mapping further suggests that the deposited material is largely Fe and O. These images show a clear distinction of the steel substrate and the deposited IL-Fe material by the relative concentration of Fe being significantly less in the deposited region as well as increase O content. The single layer prints were not further investigated due to the relative thickness of the deposition layer compared to that of the multilayer.

EDS mapping of Fe and O for deposited IL-Fe (300W single layer) on steel substrate. (1) Mounting medium, (2) deposited IL-Fe, (3) steel substrate. (a) Electron image, (b) O map, (c) Fe map

EDS mapping of Fe and O for deposited IL-Fe (300W multilayer) on steel substrate. (1) Mounting medium, (2) deposited IL-Fe, (3) steel substrate. (a) Electron image, (b) O map, (c) Fe map
3.4 Microstructure
The microstructural images of the IL-Fe disks are shown in Figure 9.

Microstructural images of deposited IL-Fe disks processed under laser powers of (a) 200 W, (b) 250 W, and (c-d) 300 W. (1) Polyfast mounting medium, (2) deposited IL-Fe, and (3) mild steel substrate
When the micrographs of the deposited IL-Fe plates were investigated, it was noted that the 250 W disk showed significantly more cracking versus the 200 and 300 W sets. While only laser power was a variable for these prints, at the center of the build plate (where the 250 W multilayer print was completed) there is a 30-mm-diameter recess for the build plate elevator resulting in a 2.6-mm-thick region, whereas the remainder is 9.1–mm-thick. This leads to a possibility that the 250 W multilayer plate was embrittled by result of a greater thermal gradient when compared to the opposing disks (Ref 17,18). Figure 9(d) provides a higher magnification micrograph of the deposited IL-Fe showing the structure of the deposited material and shows weak adhesion to the build plate. While the mechanism for this delamination was not further studied, it is likely due to cracking formed during rapid cooling resulting in high residual stresses from the thermal expansion differences or a lack of chromium (Cr) enrichment available for oxide adherence (Ref 19,20,21). The deposition thicknesses of printed disks with respect to laser power are compared in Table 5.
Deposition measurements suggest that a greater laser input is necessary to melt and deposit IL-Fe (p<0.05). When compared to 316SS, the specific heat of Fe3O4 is significantly greater (0.87 versus 0.5 J/g/°C). Along with the use of magnetite in radiation shielding (Ref 22), the deposition results showed that the laser absorptivity of Fe3O4, and therefore, the IL-Fe used here is likely very low.
3.5 XRD
The XRD analysis results for the printed plate are shown in Fig. 10.

XRD data for the 300 W IL-Fe disk on build plate, build plate alone, and subtraction method
The XRD results for the 300 W printed plate show that the deposited material is wüstite (FeO). Wüstite is a common formation in the oxide layer of steel plate, along with hematite and magnetite, where the wüstite thickness fraction will increase with increasing cooling rate (Ref 23,24). Due to the rapid cooling rates experienced in AM components, as well as the lack of available oxygen during printing, this deposited FeO was unable to form into Fe2O3 and Fe3O4. From the redox reaction of Fe3O4, some C from the build plate likely supplied the reactant necessary to form FeO and carbon monoxide gas during the print. This reaction is shown in Eq 4.
3.6 Hardness Testing
The microhardness testing results for the printed IL-Fe plates are shown in Table 6.
From the hardness testing results, there is statistical significance between the three printed samples (p<0.05). It was also noted that approximately 25% of indentation attempts resulted in cracking at the 10 gf applied load and 100% of the indentations with a 25 gf load. Cracking to this degree is expected of the deposited material due to remaining in an oxide form (ceramic, FeO). The 250 and 300 W plates were more consistent for hardness measurements further indicating that the IL-Fe in this form was preferable to printing with a greater laser power. The 250 W average hardness further shows a significant increase in cooling rate due to the thinner section of the build plate. If further investigation requires minimal material used and thin plates are printed similar to this this work, only areas that meet critical build plate thickness must be used to prevent the increased thermal gradient as seen for the 250 W plate at the center of the substrate used here (Ref 18). Overall, hardness results confirm that the IL-Fe, in the form used here, favors higher laser powers as shown by the reduced variance of the two higher wattage parameter sets.
4 Conclusions
There exist multiple logistical challenges for producing the materials required to develop a habitable environment on the Martian surface for humankind. Traditional Fe-manufacturing approaches used on Earth are not feasible due to the lack of available energy and tooling necessary to develop large casting facilities. Post-processing capabilities are also limited due to the amount of heat and work required to produce steel alloys. Furthermore, for AM processes, there are added constraints of sourcing Fe from another planet to build components potentially without the resources required to produce spheroidized powders or other equipment used terrestrially.
Fe sourced from the IL harvesting process at MSFC was used as feedstock for PBF-LB and was printed into single and five layer disks. Microstructural, chemical, allotropic, and mechanical investigations were carried out on the resultant multilayer builds, and viable deposition can be produced using a commercially available AM method. In the current state of production, however, it is shown that higher laser powers are likely to provide more favorable deposition and properties of an IL-Fe component. The IL-Fe feedstock results, when compared to those of traditional sources, suggest that advancements should be made in feedstock production by controlling powder morphology and the reduction of Fe3O4, as well as larger scale production to allow for proper powder dispersion capabilities during AM investigations. However, alternative uses for oxidized material are also available. As-ground IL-Fe flow properties could be investigated in the future to advance the viability of producing IL-Fe AM components if a spheroidization operation is not feasible on the Martian surface. While the IL-Fe utilized for this study could not be used to define a baseline of parameters for PBF-LB, the presented experimental work here highlights the necessary steps that will provide a viable feedstock made from IL-Fe for AM of metallic components on the Martian surface. Currently, there is a lack of published work on using IL-Fe as feedstock for AM in an extraterrestrial setting; therefore, this is certainly a topic to be explored further. Overall, these investigations show that IL-Fe could be a promising feedstock material for AM on the Martian surface, with some limitations and that significant improvements in material manufacturing and processing are required.
References
A. Yen, R. Gellert, B. Clark, D. Ming, P. King, M. Schmidt, L. Leshin, R. Morris, S. Squyres, and J. Campbell, “Evidence for a Global Martian Soil Composition Extends to Gale Crater,” (The Woodlands, TX), 2013, https://ntrs.nasa.gov/citations/20130009717.
R. V. Morris, D. W. Ming, R. Gellert, D. T. Vaniman, D. L. Bish, D. F. Blake, S. J. Chipera, S. M. Morrison, R. T. Downs, E. B. Rampe, A. H. Treiman, A. S. Yen, C. N. Achilles, P. D. Archer, T. F. Bristow, P. Cavanaugh, K. Fenrdrich, J. A. Crisp, D. J. Des Marais, J. D. Farmer, J. P. Grotzinger, P. R. Mahaffy, A. C. McAdam, and J. M. Morookian, “Update on the Chemical Composition of Crystalline, Smectite, and Amorphous Components for Rocknest Soil and John Klein and Cumberland Mudstone Drill Fines at Gale Crater Mars,” (The Woodlands, TX), 2015, https://ntrs.nasa.gov/citations/20150001942.
M. J. Rutherford, M. Minitti, and C. M. Weitz, “Compositions of Mars Rocks: SNC Meteorites, Differentiates, and Soils,” 1999, p 92–93, https://ntrs.nasa.gov/citations/20000012732.
Gregory H. Peters, William Abbey, Gregory H. Bearman, Gregory S. Mungas, J. Anthony Smith, Robert C. Anderson, Susanne Douglas, and Luther W. Beegle, Mojave Mars Simulant—Characterization of a New Geologic Mars Analog, Icarus, 2008, 197(2), p 470–479.
C.C. Allen, K.M. Jager, R.V. Morris, D.J. Lindstrom and J.P. Lockwood, Martian Soil Simulant Available for Scientific, Educational Study, EOS Trans. Am. Geophys. Union, 1998, 79(34), p 405–412.
Carlton C. Allen, Richard V. Morris, David J. Lindstrom, Marilyn M. Lindstrom, and John P. Lockwood, “JSC Mars-1: Martian Soil Simulant,” 1997.
L.J. Karr, P.A. Curreri, G.S. Thornton, K.E. Depew, J.M. Vankeuren, M. Regelman, E.T. Fox, M.J. Marone, D.N. Donovan, and M.S. Paley, “Ionic Liquid Facilitated Recovery of Metals and Oxygen from Regolith,” (Orlando, FL), 2018, https://ntrs.nasa.gov/citations/20180006392. Accessed 21 July 2021.
J.A. Cherry, H.M. Davies, S. Mehmood, N.P. Lavery, S.G.R. Brown and J. Sienz, Investigation into the Effect of Process Parameters on Microstructural and Physical Properties of 316L Stainless Steel Parts by Selective Laser Melting, Int. J. Adv. Manuf. Technol., 2015, 76(5–8), p 869–879.
A. Strondl, O. Lyckfeldt, H. Brodin and U. Ackelid, Characterization and Control of Powder Properties for Additive Manufacturing, JOM, 2015, 67(3), p 549–554.
A. Rogalsky, I. Rishmawi, L. Brock and M. Vlasea, Low Cost Irregular Feed Stock for Laser Powder Bed Fusion, J. Manuf. Process., 2018, 35, p 446–456.
Y. Bai, G. Wagner and C.B. Williams, Effect of Particle Size Distribution on Powder Packing and Sintering in Binder Jetting Additive Manufacturing of Metals, J. Manuf. Sci. Eng., 2017 https://doi.org/10.1115/1.4036640
J.J. Restrepo and H.A. Colorado, Additive Manufacturing of Composites Made of Epoxy Resin with Magnetite Particles Fabricated with the Direct Ink Writing Technique, J. Compos. Mater., 2020, 54(5), p 647–657.
R.-H. Fan, H.-L. Lü, K.-N. Sun, W.-X. Wang and X.-B. Yi, Kinetics of Thermite Reaction in Al-Fe2O3 System, Thermochim. Acta, 2006, 440(2), p 129–131.
S. Dadbakhsh, L. Hao, P.G.E. Jerrard and D.Z. Zhang, Experimental Investigation on Selective Laser Melting Behaviour and Processing Windows of in Situ Reacted Al/Fe2O3 Powder Mixture, Powder Technol., 2012, 231, p 112–121.
S. Dadbakhsh and L. Hao, Effect of Hot Isostatic Pressing (HIP) on Al Composite Parts Made from Laser Consolidated Al/Fe2O3 Powder Mixtures, J. Mater. Process. Technol., 2012, 212(11), p 2474–2483.
D.E. Newbury and N.W.M. Ritchie, Performing Elemental Microanalysis with High Accuracy and High Precision by Scanning Electron Microscopy/Silicon Drift Detector Energy-Dispersive x-Ray Spectrometry (SEM/SDD-EDS), J. Mater. Sci., 2015, 50(2), p 493–518.
I. Polozov, V. Sufiiarov, A. Kantyukov, N. Razumov, I. Goncharov, T. Makhmutov, A. Silin, A. Kim, K. Starikov, A. Shamshurin and A. Popovich, Microstructure, Densification, and Mechanical Properties of Titanium Intermetallic Alloy Manufactured by Laser Powder Bed Fusion Additive Manufacturing with High-Temperature Preheating Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders, Addit. Manuf., 2020, 34, p 101374.
N. Shen and K. Chou, “Numerical Thermal Analysis in Electron Beam Additive Manufacturing with Preheating Effects,” In: Proceedings of the 23rd solid freeform fabrication symposium, (Austin, TX), 2012, p 774–784.
Wengai Yang, “The Structure and Properties of Mill Scale in Relation to Easy Removal,” (Sheffield, England), University of Sheffield, 2001, https://etheses.whiterose.ac.uk/15090/.
Daryoush Ahmadi, “Oxide Scales Behavior During Descaling and Hot Rolling,” (Sheffield, England), University of Sheffield, 2019, https://etheses.whiterose.ac.uk/27100/.
J. Shi and J. Ming, Influence of Mill Scale and Rust Layer on the Corrosion Resistance of Low-Alloy Steel in Simulated Concrete Pore Solution, Int. J. Miner. Metall. Mater., 2017, 24(1), p 64–74.
E. Creutz and K. Downes, Magnetite Concrete for Radiation Shielding, J. Appl. Phys., 1949, 20(12), p 1236–1240.
R.Y. Chen and W.Y.D. Yuen, A Study of the Scale Structure of Hot-Rolled Steel Strip by Simulated Coiling and Cooling, Oxid. Met., 2000, 53, p 539–560.
R.Y. Chen and W.Y.D. Yuen, Oxide-Scale Structures Formed on Commercial Hot-Rolled Steel Strip and Their Formation Mechanisms, Oxid. Met., 2001, 56, p 89–118.
Acknowledgments
The authors would like to thank the staff of Marshall Space Flight’s EM22 department for providing the raw material used in this document. Additionally, we thank MSFC and the Center for Advanced Vehicular Systems for the funding of this project under Cont. No. 80NSSC20M0239 that made this research possible.
Funding
The authors would like to thank NASA’s Marshall Space Flight Center [NASA Cont.: 80NSSC20M0239] and the Center for Advanced Vehicular Systems for their funding which made this research possible.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This invited article is part of a special issue in the Journal of Materials Engineering and Performance entitled “Space and Aerospace Exploration Revolution: Metal Additive Manufacturing.” The issue was organized by Shahrooz Nafisi, Relativity Space; Paul Gradl, NASA Marshall Space Flight Center; Douglas Hofmann, NASA Jet Propulsion Laboratory/California Institute of Technology; and Reza Ghomashchi, The University of Adelaide, Australia.
Rights and permissions
About this article

Cite this article
Stewart, B.C., Doude, H.R., Mujahid, S. et al. Novel Selective Laser Printing Via Powder Bed Fusion of Ionic Liquid Harvested Iron for Martian Additive Manufacturing. J. of Materi Eng and Perform 31, 6060–6068 (2022). https://doi.org/10.1007/s11665-022-06730-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06730-7