
Abstract
The current study comprises thermal-induced stress distribution in submerged arc welded chromium-molybdenum (Cr-Mo) steel plate and its mitigation through pre- and post-weld heat treatment. Single-sided single-pass square butt weld joints were investigated for three different cases of welding, post-weld heat treatment (PWHT) and preheating and PWHT. Deep hole drilling (DHD) was employed to estimate the residual stresses across the plate thickness in the two most thermally instigated sections, i.e., FZ and HAZ of the welded joint. Finite element modeling was also carried out for welding and heat treatments. The volumetric double ellipsoidal heat source, element birth and death technique, solid-state phase transformation and creep phenomenon were incorporated in FE modeling. Post-weld heat treatment was found efficient in controlling residual stresses in both FZ and HAZ. However, post-weld heat treatment on preheated weld efficiently mitigated the residual stresses for much lower tensile values in FZ. Preheating also improved the uniformity of the residual stress distribution across the weld thickness in the post-weld heat-treated weld. The fair agreement was achieved in predicted and measured residual stresses results. It was also discovered that holding time does not affect the degree of stress relaxation in PWHT.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cr-Mo steel has emerged as one of the most preferred steels for the components in pipe and boiler industries, fertilizer and chemical industries, power plants, etc. Steel with a specific chemical composition of 9% Cr and 1% Mo is termed as P-91, Grade 91, T-91, F-91 or CSEF (creep strength enhanced ferritic) steel depending upon the types of applications. Fusion welding is the widely used fabrication mode for a few specific advantages like good joint strength, joint efficiency and cost and time-effective. Despite this, the welding-induced thermal alteration contributes to the microstructural instability, mechanical properties degradation and thermal strains. And, thermal strains yield residual stresses and distortions in the final weld structure (Ref 1). Residual stresses in the Type IV cracking region (between the HAZ and parent metal) of CSEF steel welds are quite substantial and may cause catastrophic failure (Ref 2). Solid-state phase transformation (SSPT) influences the state of thermal stresses in CSEF steel welds as reported by many researchers (Ref 3-5), whereas PWHT stimulates the creep mechanism and alters yield strength and elastic modulus throughout the heating, holding and cooling stages which result in relaxation of residual stresses and deformation in the weldments (Ref 6). A lot of works have been published on thermal-induced stresses and deformations in grade 91 steel welds considering SSPT and PWHT. Yaghi et al. have performed experimental and numerical studies on multi-pass welded P91 steel pipe and plate for investigating welding-induced residual stresses and deformations (Ref 3-5). They also incorporated the SSPT effects in FE modeling of P91 steel arc welding (Ref 3, 4). Kim et al. conducted a numerical and neutron diffraction measurement in multi-pass GTA welded 9Cr-1Mo steel plate to study thermal-induced stresses (Ref 7). Paddea et al. performed a pipe girth welding of P91 steel and observed a considerable reduction in residual stress in the region adjacent to HAZ and base metal on post-weld heat treatment (Ref 8). Venkata et al. conducted a numerical study of EBW of P91 steel with experimental validation followed by PWHT for residual stress relaxation. They found that the holding time in PWHT is insignificant beyond two hours in terms of stress reduction (Ref 9). Similarly, a laser-welded Gr. 91 steel was investigated for residual stress. A bimodal distribution, i.e., a compressive or lower tensile trough, was observed in the FZ with high tensile crests in the HAZ adjacent to parent metal (Ref 10). The conventional and activated flux TIG welding processes were performed on 9Cr-1Mo steel weld, which concluded that the stress distribution for single-pass weld was compressive for activated TIG welding process (Ref 11). A thermo-mechanical analysis on GTAW welded Gr. 91 steel was performed to study the influence of welding heat cycles on overall weld joint deflection and residual stress distribution. They observed that on preheating the M-shape of residual stress distribution became wider indicating wider HAZ (Ref 12). Pandey et al. investigated the diffusible hydrogen in a multi-pass shielded metal arc welded P91 steel plate using different consumables to study its effect on residual stresses and flexural strength. They found that the extent of diffusible hydrogen has no significant effect on residual stress distribution (Ref 2). Pandey et al. also conducted a multi-pass GTAW on P91 steel pipe of different groove design followed by post-weld heat treatment to explore the welding-induced residual stress and transverse shrinkage stress. They observed that the conventional V-groove develops higher axial as well as hoop stresses than narrow groove weld. PWHT successfully reduced the axial stresses from 42.94 and 71.79 to 3– and 4 MPa in narrow groove and V-groove weld joints, respectively (Ref 13).
From the literature survey, it is observed that most of the works on residual stresses and deformations in P91 steel welds were confined to multi-pass welding, i.e., TIG, MIG, GTAW and SMAW processes owing to less depth of penetration in single pass (Ref 14). It is also observed that multi-pass welding induces complexity in thermal cycles which generates complex residual stress distribution, whereas single-pass welding is simple with sole heating and cooling cycles. EBW, Activated TIG welding, SAW, etc., possess deep penetration and are capable of single-pass welding of thick plates. Moreover, the submerged arc welding process with a high deposition rate, high current density and long-run capacity can be a better option for single-pass welding for thick plate CSEF steel plates and pipes. The flux covered weldments, and slow cooling rate from high heat input also prevents the hydrogen embrittlement and cold cracking possibilities (Ref 15). Despite this, only a few works of literature have been published on SAW processed CSEF steel weld (Ref 16-18). Suman et al. have conducted some recent studies on SAW welded P91 steel for welding-induced residual stresses and deformation (Ref 5, 18-20).
In this investigation, the submerged arc welding process was performed to prepare a single-pass square butt weld joint of Cr-Mo (P91) steel plate to analyze thermal-induced residual stresses. Pre- and post-weld heat treatments were conducted on the as-welded samples. PWHT process was carried out with precise heating and cooling rates and at a holding temperature of 760 o C for 2 h. Preheating was also performed at an appropriate temperature range (200-300 °C) just before the welding to consider its additional mitigation effect. Thermal history was recorded using a K-type thermocouple on a data logger and compared with FE result. Deep hole drilling experiment was performed to determine the residual stresses in the two most crucial weld regions, i.e., HAZ and FZ. 3-D finite element transient elastic–plastic thermos-mechanical model was developed for welding, and both pre- and post-weld heat treatments. Stress relaxation test was carried out on the electrode wire to determine the creep constants in Norton’s creep model to incorporate the creep phenomenon in modeling PWHT. It was observed that preheating improves the mitigation effect of post-weld heat treatment for a favorable state of residual stresses in the weld joint. It was also noted that the creep phenomenon plays a very significant role in the actual modeling of post-weld heat treatment for the stress relaxation effect.
Experiment Details
Welding Materials and Process Parameters
An ASTM A387 Class 2 Grade 91 steel plate was selected as the base metal with dimension 150 × 75 × 10 mm3 for each plate. It is a modified form of Cr-Mo steel plate with creep strength-enhancing elements like V, Nb, etc. (Ref 21, 22). OK AUTROD 13.20 electrode (Make: ESAB) is best suitable for submerged arc welding of creep-resistant steels. Therefore, this low-alloyed copper-coated wire of 3.1 mm diameter was selected. The chemical configuration of the base plate and electrode wire are tabulated in Table 1.
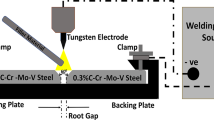
An aggregated basic flux (Manufacturer code: OK FLUX 10.62, ESAB) suitable for a selected electrode with chemical composition as given in Table 2 was employed for the welding experiment. The flux was frequently heated just before conducting the welding experiment to remove the moisture. The tack welding was done on both the ends of the root gap (2.5 mm) before the welding. A uniquely designed backing bar was used to support the molten pool and achieve the bottom reinforcement of single-side welded weld joint. The schematic of the backing bar is shown in Fig. 1. Hence, single-sided single-pass square butt weld joints of dimension 150 × 150 × 10 (in mm) were prepared. The optimum set of submerged arc welding process parameters considering weld bead width and depth of penetration in the single-pass square butt P91 steel joint is given in Table 3.

Experimental setup of SAW machine with thermocouple attachment and backing bar
Pre- and Post-Weld Heat Treatments
Preheating temperature varies with the welding heat input, carbon equivalent of base and weld metal, hydrogen dispersion based on the expression given by Eq 1 (Ref 23). The temperature range for preheating in P91 steel welds has been estimated between 200 and 300 °C (Ref 24). A heat torch was employed to heat the regions adjacent to the root gap (Ref 5). The preheating temperature was controlled with the help of infrared thermal imaging and monitored through thermocouple attachment.
where \( T_{p} \) = preheat temperature (oC), Q = heat input (kW), t = thickness of the plate (mm), \( {\text{CET}} \) = carbon equivalent, and HD=hydrogen diffusion.
Rate of heating, minimum heating temperature, holding time and rate of cooling are the main decisive factors for the effect of PWHT on the welded specimens. The favorable mechanical properties can be achieved by performing PWHT at an appropriate temperature and holding time. Hollomon–Jaffe parameter HP given by Eq 2 (Ref 25, 26) determines the correct range of heating temperature, rate of heating and rate of cooling during the heat treatment of weld specimens for stress relief and improvement in the hardness, UTS, YS and toughness of the weld.
where C = material-specific constant or Larson–Miller constant, t = holding time (h) and T = soaking temperature (K).
A higher value of C = 30, was employed for this alloyed steel, i.e., 9% Cr 1% Mo steel (Ref 27). Based on which, the minimum required temperature for PWHT for P91 steel weld is around 760 °C. In contrast, the holding time was chosen as 2 h only. Hence, the sample was heated at a rate of 100-150 °C/h up to 760 °C, i.e., below the recrystallization temperature (A1) (Ref 28). The sample was held for 2 h at a constant temperature of 758-760 °C for annealing. In the end, the samples were cooled down at the rate of 50-100 °C/h up to (380-400 °C) (Ref 28) followed by air cooling till the room temperature. The heat treatment was accomplished in an automatic furnace lashed with control units for time and temperature within 48 h of welding experiment.
The temperature data was recorded through K-type thermocouple attached with the DAQ system. The overall experimental setup of SAW welding, thermocouple attachment along with the schematic of backing support/bar is shown in Fig. 1.
Deep Hole Drilling Measurement
The most vulnerable section in a weld joint for residual stress distributions is FZ and HAZ. And, it drastically varies across the thickness in the thick weld sections. Therefore, deep hole drilling (DHD) technique has been chosen to determine residual stresses through the thickness of the plate (Ref 29-31). The working principle of the DHD technique is stress/strain relaxation phenomenon. The change in dimensions or strain variation determines the corresponding residual stress values. Hence, the biaxial equivalent stress components are obtained through constitutive relations for stress and strain components along the plane perpendicular to the axial direction of the hole. The overall DHD experiment was accomplished in four stages and is explained through the diagram, as shown in Fig. 2.

Stages involved in DHD technique
-
Stage 1: First of all, the bead of the welded joint was removed in the area of interest. Then, two bushes of soft material were placed on top and bottom surfaces within the marked locations. These bushes work as the reference hole diameter after the drilling and trepanning processes. Finally, a hole of diameter 3 mm was drilled in the targeted locations in FZ and HAZ regions, as shown in Fig. 3(b).
Fig. 3 
(a) One of the weld sample after DHD measurement, (b) Macrograph showing locations for DHD measurement
-
Stage 2: The deformed hole diameters at different depths and orientations were measured throughout the thickness. An air probe was employed to determine the diameter of the hole for four orientations (0 o, 45 o and 90 o) at each depth of 1 mm from the top surface.
-
Stage 3: Trepanning process was carried out to remove a cylindrical volume of outer and inner diameter as 16 mm and 12 mm taking the hole as its axis on a die-sinking electrical discharge machine. This process released the residual stresses in terms of deformation of the inner surface of the hole. The overall drilled and trepanned regions are also shown in Fig. 3(a) for one of the weld samples.
-
Stage 4: After trepanning, the same hole was measured at the same locations and angular orientations. The strain values corresponding to change in the diameter evaluate the in-plane residual stress values.

The residual stresses were assumed to remain completely relaxed in an elastic manner throughout the trepanned core. The change in diameter after trepanning is given by Eq 3.
where d(ϕ) and d′ (ϕ) are the reference hole diameter before and after the trepanning process at a depth ‘y’ and angle ‘ϕ’, respectively. Hence, the corresponding strain is obtained as in Eq 4. Finally, the biaxial stress components can be obtained based on the constitutive relations as given by Eq 5 (Ref 32).
where \( \varepsilon_{\phi ,y} \) = strain at depth ‘y’ in measurement directions ‘\( \phi \)’, \( \varepsilon_{yy} \) = strain at depth ‘y’ in an axial direction and \( \sigma_{xx} \), \( \sigma_{yy} \), \( \sigma_{zz} \) and \( \tau_{xy} \) are stress components in rectangular coordinates. The Young’s modulus (E) was obtained for both base and weld metals by conducting a tensile test. The values of \( f(\phi ,y) \), \( g(\phi ,y) \) and \( h(\phi ,y) \) are given by \( f(\phi ,y) = a(1 + b\cos 2\phi ) \), \( g(\phi ,y) = a(1 - b\cos 2\phi ) \) and \( h(\phi ,y) = 4ab\sin 2\phi \) where a and b are the constants stand for deformation of the hole and eccentricity, respectively. ‘a = 1’, for uniform expansion of the hole. Similarly, for the thickness of the plate = 10 mm, the value of ‘b’ was assumed as 1 (Ref 32). Bonner and Smith proposed the matrix form of the stress–strain constitutive relation (Eq 5) given by Eq 6 (Ref 33).
where
Finally, the stress vectors are obtained as Eq 7 given below
where \( \left[ M \right]^{ * } \)(inverse pseudo-matrix)\( = (\left[ M \right]^{T} \left[ M \right])^{ - 1} \left[ M \right]^{T} \).
The DHD measured residual stress results were compared with the predicted residual stress values for the same locations in the weld samples. The nodes within the range of 3 mm (equivalent to the drilled hole diameter) diameter were selected in the FZ and HAZ regions at the same locations of DHD measurement. The average of predicted nodal residual stress values for the surrounding nodes was calculated. This average predicted residual stress value is equivalent residual stress at each depth of DHD experiment comparable to experimental results.
Modeling and Meshing
Finite element simulation of the actual welding process was carried through by means of the exact amount of heat input and weld bead shape. The uncoupled thermal-structural 3D analysis was performed in ANSYS Mechanical APDL solver using ANSYS code in Ansys Parametric Design Language. The weld joint model with exact bead shape carefully meshed with the 3D solid element. The optimum meshing was finalized based on a rigorous mesh sensitivity analysis to consider convergence criterion, computation time and accuracy level of the FE results. As the peak load of volumetric heat is applied in the FZ region, element size in and near the fusion zone was fine or smaller compared to the rest of the region. Likewise, coarser elements were selected for the regions away from the weld bead. Thus, the total elements and the corresponding nodes in the final weld joint model are 33,450 and 40,764, respectively, as shown in Fig. 4(a). The SOLID 70 element (3D element with single DOF of temperature at every eight nodes) was selected for thermal modeling. The formation of molten weld pool throughout the root gap during the welding was imitated using element birth–death technique. It is accomplished in two major steps: EKILL command kills the elements in the weld fusion zone region, which significantly characterizes the root gap between the two consecutive base plates. The element killing step indicates that the stiffness of the material associated with the element was multiplied by an unadorned degradation factor of 10−6 order (Ref 34). Furthermore, once the volumetric heat flux as the body force is applied, the corresponding elements are revived using EALIVE command with the original stiffness values for the material assigned to that element. As a result, the actual welding process is successfully simulated.

(a) Weld joint model, (b) Material properties of P91 steel
Material Properties and SSPT Effect
The material properties of P91 steel changing with temperature are shown in Fig. 4(b) (Ref 5). The distinguished solid-state phase transformations phenomenon generally takes place in P91 steel welds. It involves austenitic and martensitic transformation during heating and cooling cycles, respectively. Austenitization starts at A1 (820 °C) temperature, which expectedly leads to volumetric contraction till A3 (920 °C) temperature. Similarly, martensitic transformation during cooling induces volumetric expansion within Ms (375 °C) to Mf (220 °C) temperature. The above mentioned austenite–martensite phase transformation phenomenon must be incorporated for actual FE modeling of P91 steel weld. As SSPT excites volumetric changes in the weld metal, the thermal expansion coefficient must be modified in the corresponding temperature range. The enthalpy values were also determined considering phase changes in solid-state and solidus and liquidus temperatures and are given in Table 4. The yield strengths were also altered to consider solid-state phase changes. Authors have elaborately explained the estimation of thermal expansion coefficient, calculation of enthalpy and change in yield strength in the previous literature (Ref 5, 20). The modified thermal expansion coefficient, along with yield strength and hardening modulus properties, is enlisted in Table 5 (Ref 20).
Thermal Model and Finite Element Formulation
A proper heat source model has a significant effect on thermal history and temperature gradient in the welding, which also influences the accuracy of the structural results. A volumetric heat source with double ellipsoidal distribution model was applied to simulate the moving welding torch as given by Eqs. (8) and (9) (Ref 5), whereas a moving surface disk-shaped heat flux model was applied to model preheating torch as given by Eq 11 (Ref 5). The heat conduction model was adapted to model heat inclusion throughout the welding. The heat loss in the SAW process was modeled through convective heat transfer as no radiation occurs from submerged weld bead.
where Q = voltage (V) × current (I) × η, v = welding torch travel speed, t = instant of time and x, y, z represent the coordinates aligned with the location of the heat source on the weld model, a, b, cfront, crear are the constant parameters which relate the shape of the weld bead (Ref 5). Parameters ffront, and frear compute the fractions of front and rear portions of the heat supply and specified as the expressions in Eq 10 (Ref 5). The values calculated for constant parameters are also enlisted in Table 6.
where \( Q_{\text{surface}} \) represents the amount of heat flux within the fictional radius ‘r’; Q represents the maximum value of power generated from the heat source. vp gives heating torch speed, x and z define the instantaneous location coordinates which determine the maximum distance of the supplied heat in the region across the surface of the plate, and r = characteristic radial parameter describing 95% of heat flux deposition.
The heat treatment process includes heating, holding and cooling stages. The heat treatment was accomplished through furnace heating. The furnace consisted of 4 heating rods which were collectively controlled to reach a specific heating and cooling rates. The total amount of heat generated from the heating rods was divided by the top surface areas of the weld sample, which were directly exposed to heating rods. In this way, it estimates the magnitude of heat flux applied on the exposed surface areas at any point in time. Hence, these heat flux loads were applied with time step and sub-step control to achieve the specific heating and cooling rates in the FE modeling of heat treatment, as discussed in Sect. 2.2.
Structural Model
The temperature results from thermal modeling are directly applied as a nodal load for uncoupled structural analysis of the same weld joint. The element type was exchanged with SOLID185 element for 3 degrees of freedom equivalent to three rectangular coordinates. The weld plate was constrained with zero displacement load in a particular manner to hold off the rigid body motion (Ref 35). The elastic modulus (E), YS and thermal dilation coefficient (α) have a major influence on structural analysis results. Von misses yield criterion was followed for elastic–plastic deformation. The rate-independent plastic material flow rule was used with bilinear kinematic hardening (Ref 36, 37). A deduction of 30 MPa in the YS at the temperatures associated with solid-state phase transformation imitates the transformation plasticity-induced mechanical effect (Ref 5). The phase changes and creep effect were also considered in structural modeling.
Equilibrium equation for equivalent stress balance and body force, if any, is given by Eq 12 (Ref 36) as below:
where σ = stress, F = body force and ∇ = differential operator. The constitutive relation determines the stress components from elastic strain vector as given by Eq 13 (Ref 36):
where {σ} and {εelastic} represents stress and elastic strain vector, respectively, and [D] is the
Stiffness matrix of the material. For von Mises yield criterion along with creep and transformation plasticity effect, the elastic strain component is given by Eq 14 (Ref 36):
Modeling Creep Effect in PWHT
The creep phenomenon was modeled using one of the implicit creep equations which provide the creep environment with the help of temperature-dependent constants data. The heating cycle and holding temperature and time play an essential role in defining its effects on stress relaxation during post-weld heat treatment. Several creep law or implicit equation is available to consider three stages of creep phenomenon. Nevertheless, for stress relaxation case during PWHT, creep occurs in its primary and secondary phases. In the secondary stage, the creep-induced strain almost remains constant for corresponding stress distribution in the given time duration. One of the best suitable creep law to consider such stress relaxation effect is Norton’s creep law. Its most generalized form is provided by Eq 15 (Ref 34).
where \( \bar{\varepsilon }_{\text{creep}} \) represents creep strain rate, \( \sigma \) = equivalent stress, T = Temperature and C1, C2 and C3 represents the constants. As PWHT includes heating at a constant temperature, the value of C3 was taken as zero. At the same time, C1 and C2 denote A and n, respectively. Hence, the uniaxial form of Norton’s creep law can be written as in Eq 17. The value of A and n can be obtained by conducting a stress relaxation test on the base or weld metal. The stress relaxation test was carried out on the welding wire, and the values obtained for A and n were considered the same for both weld and base metals. The stress relaxation test starts at an estimated strain rate of 5 × 10−5, and the specimen was kept at the same strain for the holding time of 2 h at the constant temperature of 760 °C. The test brings about the stress vs time graph, which reveals the change in stress (maximum to minimum) throughout the holding time at fix temperature. The initial maximum stress for loading was taken much below the proportionality limit of the stress–strain curve for the uniaxial tensile test of the same wire at elevated temperature. The initial stress was taken below the proportionality limit. It is explained through the Norton’s Bailey creep behavior which expresses the change in stress w.r.t time during stress relaxation and given by the equation below (Eq 16) (Ref 34).
where E = elastic modulus, σ0 = stress at the initiation of stress relaxation, m = constant value depends on types of creep. Therefore, for uniaxial stress relaxation test or say a consistent creep strain rate case, the elastic modulus is assumed to be constant with m = 1 and so Eq 16 gives the expression for Norton’s creep law similar to Eq 15 as given by Eq 17 (Ref 34).
Therefore, for a constant elastic modulus, the proportionality limit has been considered as the maximum initial stress for stress relaxation test, and each experiment was conducted below the constant elastic modulus value for the tensile specimen. First of all, a high temperature (760 °C) tensile test was conducted which proportionality limit (or say the stress–strain curve becomes nonlinear) at the value of 112 MPa. As a result, two stress relaxation tests were performed at the two initial stress values of 90 MPa and 98.3 MPa. The stress vs time plots provides the rate of change of stress with time which values were put in Eq 17 along with E = 128 GPa (for same welding wire). Hence, the value of A and n was calculated as 2.312 × 10−17 and 8 separately.
Results and Discussion
Weld Quality and Thermal Results
The thermal profile of a point at a distance 15 mm from the weld centerline on the top side of the weld sample is shown Fig. 5(a). The maximum temperatures at the selected point were observed as 386 °C and 491 °C for welding and welding with preheating, respectively. It is seen that preheating affects the cooling rate and decreases it to some extent. It also causes a low-temperature gradient in the transverse direction across the weld. These collectively lead to a reduction in thermal-induced distortion and residual stresses in welded joints.

(a) Thermal history of welding and preheating followed by welding, (b) thermal profile of post-weld heat treatment on weld samples
Furthermore, Fig. 5(b) presents the thermal profile of the PWHT process predicted through FE modeling of the process. It can be observed that the specific heating and cooling rates, holding time and temperature in the heat treatment were efficiently simulated the same as the experiment performed. A sufficient reinforcement in both top and bottom sides with good weld bead shape was achieved with single-pass welding with no edge preparation as shown in Fig. 6(a). The contour plot of predicted temperature distribution across the weld is also shown in Fig. 6(b), which separates the FZ, HAZ and parent metal region based on the peak temperature color bands and reasonably comparable to the macrograph of the welded sample.

(a) Top and bottom reinforcements, (b) Contour of peak temperature across the weld
SSPT Effect on Evolution in Residual Stress during Welding
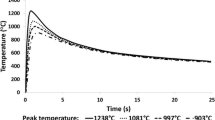
The state of stress in the welding heating and cooling cycles is governed by both macroscopic and microscopic level volumetric contraction and expansion of the weld material. The phase changes during melting and solidification define the macroscopic level of volumetric expansion and contraction. In comparison, the solid-state phase explains the volumetric changes at the microscopic level. The time vs temperature profile of heating and cooling cycles of the welding and the evolution in residual stresses within the weld region is shown in Fig. 7. Figure 7(a) and (b) exhibits the comparative graphs for change in residual stresses for the two cases with and without considering SSPT phenomenon, respectively.

Evolution of residual stress in the weld region during welding for the given (a) temperature profile, (b) without considering SSPT, (c) with considering SSPT
The macroscopic volumetric expansion during heating leads to the sudden compressive stress of magnitude around 1000 MPa, as shown in Fig. 7(a). Though, the overall stresses reform to zero in the temperature range within the melting point, as shown in Fig. 7(a) and (b). However, on considering SSPT phenomenon, austenitization starts at Ac1 temperature (810-820 °C) which transforms the ferrite (BCC structure) to austenite (FCC structure) till the Ac3 temperature (920-930 °C). It results in microscopic volumetric contraction. This microscopic volumetric contraction stimulates the immediate tensile residual stress peak of about 150 MPa, which ideally occurs in P91 steel weld and can be observed in Fig. 6(b). The stress regains its compressive nature for the further heating beyond Ac3 till the melting point, owing to usual macroscopic volumetric expansion. Though, the magnitude of the compressive stress reduced to just 180-200 MPa.
A compressive stress distribution remains maintained above the liquidus temperature. Once the temperature drops below the liquidus temperature during the cooling cycle, the macroscopic volumetric contraction starts, which induces tensile residual stresses throughout the cooling stage, as observed in Fig. 7(a), whereas with SSPT effect, an expected microscopic volumetric expansion takes place owing to the martensitic transformation between Ms (320-340 °C) and Mf (220-200 °C) temperature. This volumetric expansion contributes to an abrupt change in stress distribution to compressive value. Thus, either compressive stress or low tensile residual stress develops in the weld region of P91 steel weld. Such negative residual stress in FZ or M-shaped distribution of tensile residual stress in a transverse direction across the weld has been observed in previous literature (Ref 5, 20, 38, 39).
The DHD measured residual stresses in the FZ were compressive. Thus, it is observed that the solid-state phase transformation phenomenon has successfully simulated in FE modeling for natural evolution in the state of residual stress in P91 steel welded joints during heating and cooling cycles.
Mechanical and Microstructural Characterization
Vickers’s hardness test was performed to figure out the effect of PWHT on the hardness of the weld. The micro-hardness values were estimated for the points across the weld centerline, as shown in Fig. 8. The microstructural evolution on welding, pre- and post-weld heat treatments in the weldments is also shown in Fig. 9. It is observed that the as-welded sample shows the distribution of the highest hardness values (Avg. 439 HV2) across the FZ. Preheating results in smaller austenitic grains in the HAZ while instigates less columnar grains in FZ. It smoothens and develops comparatively lower hardness value (Avg. 392 HV2) across the FZ, whereas PWHT demonstrates the tempering effect on martensitic structure along with the formation of carbide and nitride precipitates. The tempering effect results in a collapse of the lath structure and weakening of solid solution. It also diminished the dislocation density and promoted coarse precipitates. The whole process collectively contributed to the softening of the FZ region, where hardness value decreased to an average value of 186 HV2. The base metal region does not show any significant effect of PWHT. A similar effect has been observed in previous literature (Ref 18, 40-42). However, PWHT on a preheated weld improves the hardness in FZ to match the hardness values of the base metal region with the additional effect of preheating in terms of smaller austenitic less columnar grains as shown in Fig. 8.

Hardness value across the weld

Micrographs of weld fusion zone for the (a) As-welded, (b) PWHT, (c) Preheated and PWHT welds
The microstructural evolution in FZ has also been presented in Fig. 9. The as-welded FZ consists of untempered martensite lath with acicular needle shape structure. The high amount of heat input in the SAW process is characterized by the presence of large δ ferrite patch in between the untempered martensite lath structure (Ref 43, 44). The presence of δ ferrite shows a negative influence on the mechanical properties to reduce the creep and fatigue strength of the weld. The tempering effect of PWHT process is also clearly observed from the microstructure in FZ for the PWHT weld case.
The acicular martensite structure transformed to fine-grained ferrite matrix with cementite particle embedded in it which is also observed in Fig. 9. The tempered martensite structure in FZ promotes the softening of the grain structure in the fusion zone (Ref 18).
Mitigation Effect of PWHT
The negative stress or say compressive residual stress distribution in weld FZ is practically amicable in different working environments of tensile load. However, it is witnessed that P91 steel welds supplicate PWHT, for microstructural stability and recovery of desirable mechanical properties (Ref 21, 42). Similarly, it is widely known that preheating reduces the weld-induced deformation and reduces the possibility of hydrogen embrittlement (Ref 5, 12). Therefore, as far as residual stress is concerned, it’s significant to explore the degree of influence of both the heat treatments together on the welding-induced stresses. In the previous literature, authors have explored the effect of preheating in moderating residual stress and deformation. It was witnessed that longitudinal stress reduced by 57% and by almost 90% in FZ and HAZ, respectively (Ref 5). It was also discovered that the residual transverse stresses in fusion zone become tensile on preheating from as-welded compressive stress. Therefore, the current study explored the effect of only PWHT and combined pre and PWHT.
The DHD measured residual stresses for both the cases in FZ are shown in Figs. 10 and 11. The thermo-mechanically predicted values are also presented along with the measured results. It is observed that the longitudinal residual stress values at a depth of 1 mm from the top have transformed from − 118 MPa (as-welded) to 25.1 MPa on PWHT. Though, the value reduced further to 11.7 MPa on combined preheating and PWHT.

Residual stress distribution in FZ for weld sample on (a) PWHT (Longitudinal), (b) PWHT (Transverse), (c) Preheating and PWHT (Longitudinal), (d) Preheating and PWHT (Transverse)

Residual stress distribution in HAZ for weld sample on (a) PWHT (Longitudinal), (b) PWHT (Transverse), (c) Preheating and PWHT (Longitudinal), (d) Preheating and PWHT (Transverse)
Similarly, the residual transverse stress in FZ transformed from − 30 MPa (as-welded) to 56 MPa after PWHT. While once PWHT is carried out on a preheated weld, residual stress reduced to a much lower tensile stress value of 11.1 MPa. Hence, the stress relaxation caused by post-weld heat treatment is evidently noticed and found more productive on a preheated weld sample over an as-welded sample. The residual longitudinal and transverse stress graphs in Fig. 10(c) and (d) also revealed that for preheated weld sample stress distribution is comparatively uniform.
Therefore, PWHT is found equivalently useful in mitigation of residual stresses in SAW welded P91 steel plate. It turned out to be more productive with preheating for a more stable, smoother and better residual stress distribution considering other recompenses of post-weld heat treatment on mechanical and microstructural behavior of the welds.
In the same way, Fig. 11 shows the residual stress in the HAZ of the welds of both the cases, i.e., on PWHT and combined preheating and PWHT. The longitudinal residual stress values in HAZ effectively reduced from a maximum value of 211.4 MPa (As-welded) at the top of the plate (1 mm depth) to the minimum value of 40 MPa (PWHT), i.e., by a transformation percentage of 81%. In previous literature (Ref 5), pre-weld heating had also exhibited a similar effect on longitudinal residual stresses for HAZ region. However, PWHT produced more stable residual stresses across the weld thickness compared to preheating, which can be observed from Figs. 11(a). The PWHT process on a preheated weld sample favorably altered the maximum tensile longitudinal stress from 211.4 MPa to compressive residual stress of − 20.9 MPa in the top side HAZ of the weld. It was also observed that both longitudinal and transverse residual stresses transformed to compressive stress on performing post-weld heat treatment on a preheated weld. Figure 11(c) and (d) advocates the effect of preheating, which effectively decreased the gradient of residual stress variation across the HAZ. It is also quite noticeable that stress distribution in both FZ and HAZ reaches zero or negligible compressive or tensile stresses on PWHT. Yaghi et al. also observed a similar pattern in a multi-pass welded P91 steel pipe (Ref 3). Similarly, it is also observed that PWHT on a preheated welds can establish compressive residual stress of much lower magnitude, to the end of both the fusion and heat-affected zones across the weld line. The predicted results fairly matched for both longitudinal and transverse residual stress distribution. The prediction accuracy achieved for modeling PWHT was fair enough with a maximum and minimum prediction error of 29% and 32% and 2.1% and 1.4% for longitudinal and transverse residual stresses, respectively. A compressive longitudinal residual stress distribution was observed unlike DHD measured low magnitude tensile stresses in the top half regions of the plate in the FZ for combined preheating and PWHT weld. Nevertheless, the predicted residual longitudinal stresses in the bottom half region of the fusion zone upheld compressive stresses similar to measured results. The minimum prediction error for all the three thermal loading processes, i.e., welding and pre and PWHT, is just 1.14%. The sectional view of longitudinal residual stress contours for as-welded, post-weld heat-treated and combined preheated and PWHT cases is shown in Fig. 12(a), (b) and (c), respectively. From the contour plot, it is observed that in the as-welded condition, FZ is under compressive residual stress distribution. However, on post-weld heat treatment, it transformed to tensile residual stress of much lower magnitude. The effect of PWHT on the uniformity of residual stress distribution is also observed from the contour plots. Albeit, Fig. 12(c) shows a compressive residual stress distribution in the FZ as well as HAZ for a combined preheated and post-weld heat-treated weld sample.

Contour plot of longitudinal residual stress distribution across the weld FZ and HAZ in (a) As a welded sample, (b) PWHT sample, (c) Preheated + PWHT sample
The drastic change in residual stress was observed on post-weld heat treatment, which is associated with various factors. Plastic deformation owing to a gradual drop in yield strength and elastic modulus holds a significant contribution toward a reduction in residual stresses during the heating stage of heat treatment (Ref 6). However, it has been observed that heating without considering creep phenomenon does not show such stress relaxation effect (Ref 6). Hence, Norton’s creep model was adopted for FE modeling of the creep phenomenon for actual stress relaxation effect during post-weld heat treatment, as discussed in section 3.4. The stress relaxation pattern during PWHT cycles for a point within the HAZ of P91 steel weld is shown in Fig. 13. It noticeably exhibits the influence of heating, holding and cooling periods of heat treatment. Figure 13 reveals that stress relaxation mainly occurs in the primary stage of creep phenomena where plastic strain or say creep strain develops during heating. These creep strain develops under the influence of trapped residual stresses and lower YS and elastic modulus. Thus, the residual stress gets released in the form of plastic deformation in terms of creep strain. Similarly, the further stress relaxation occurs at constant creep strain during the holding time at the PWHT holding temperature. This stage of stress relaxation is called the secondary stage of phenomena (Ref 39). Though, the secondary stage of creep has shown a negligible contribution to stress relaxation. It signifies that holding time has no significant role in stress reduction during heat treatment. Dong et al. also observed a similar pattern of stress relaxation in P91 steel girth weld during PWHT (Ref 6). The compressive stress was also moderated in a same manner in the FZ region.

Stress relaxation during PWHT at a point on the top surface of the plate within the HAZ (considering creep phenomenon)
Conclusions
The present investigation involves thermal-induced residual stresses in a submerged arc welded square butt weld joint of P91 steel. Heat treatments were also performed and analyzed for their mitigation effect on residual stresses. FE modeling of welding and heat treatments was carefully accomplished with various assumptions and boundary conditions. Hence, based on the above study, the following conclusions can be made.
-
The SAW welded P91 steel joint exhibited compressive residual stresses distribution in fusion zone, whereas tensile residual stress was observed in HAZ for the as-welded condition.
-
Post-weld heat treatment exigently improved the residual stresses in both FZ and HAZ along with microstructural stability and mechanical properties of the SAW welded P91 steel joint.
-
Post-weld heat treatment combined with preheating stimulated a more stable, uniform and favorable (least possible tensile or compressive) residual stress distribution across the thickness as well as across the weld centerline of the welded sample.
-
The adoption of SSPT approach in FE modeling of SAW processed P91 steel significantly imitated the FE results.
-
The inclusion of creep phenomenon in PWHT modeling precisely simulated the mitigation effect of heat treatment on residual stresses in the weld.
-
It was also observed that holding time does not affect the stress relaxation results and so can be reduced if stress relaxation is the only purpose for PWHT.
-
The FE results fairly matched with a maximum and minimum prediction error of 32% and 1.14%, respectively.
References
H.K. Narang, C. Pandey, J.G. Thakare, N. Saini, M.M. Mahapatra, and P.K. Jha, Thermomechanical Analysis of Tungsten Inert Gas Welding Process for Predicting Temperature Distribution and Angular Distortion, J. Sh. Prod. Des., 2019, 35(3), p 241–249. https://doi.org/10.5957/JSPD.12170057
C. Pandey, M.M. Mahapatra, P. Kumar, and N. Saini, Effect of Weld Consumable Conditioning on the Diffusible Hydrogen and Subsequent Residual Stress and Flexural Strength of Multipass Welded P91 Steels, Metall. Mater. Trans. B Process. Metall. Mater. Process Sci., 2018, 49(5), p 2881–2895. https://doi.org/10.1007/s11663-018-1314-8
A.H. Yaghi, T.H. Hyde, A.A. Becker, and W. Sun, Finite Element Simulation of Welding And Residual Stresses in a P91 Steel Pipe Incorporating Solid-State Phase Transformation and Post-Weld Heat Treatment, J. Strain Anal. Eng. Des., 2008, 43(5), p 275–293. https://doi.org/10.1243/03093247JSA372
A.H. Yaghi, T.H. Hyde, A.A. Becker, and W. Sun, Numerical simulation of P91 pipe welding including the effects of solid-state phase, vol. 221, pp. 213–224, 2007, https://doi.org/10.1243/14644207jmda152.
S. Suman and P. Biswas, Comparative Study on SAW Welding Induced Distortion and Residual Stresses of CSEF Steel Considering Solid State Phase Transformation and Preheating, J. Manuf. Process., 2020, 51(October 2019), p 19–30. https://doi.org/10.1016/j.jmapro.2020.01.012
P. Dong, S. Song, and J. Zhang, Analysis of Residual Stress Relief Mechanisms in Post-Weld Heat Treatment, Int. J. Press. Vessel. Pip., 2014, 122(1), p 6–14. https://doi.org/10.1016/j.ijpvp.2014.06.002
S.H. Kim, J.B. Kim, and W.J. Lee, Numerical Prediction and Neutron Diffraction Measurement of the Residual Stresses for a Modified 9Cr-1Mo Steel Weld, J. Mater. Process. Technol., 2009, 209(8), p 3905–3913. https://doi.org/10.1016/j.jmatprotec.2008.09.012
S. Paddea, J.A. Francis, A.M. Paradowska, P.J. Bouchard, and I.A. Shibli, Residual Stress Distributions in a P91 Steel-Pipe Girth Weld Before and After Post Weld Heat Treatment, Mater. Sci. Eng., A, 2012, 534, p 663–672. https://doi.org/10.1016/j.msea.2011.12.024
K.A. Venkata, S. Kumar, H.C. Dey, D.J. Smith, P.J. Bouchard, and C.E. Truman, Study on the Effect of Post Weld Heat Treatment Parameters on the Relaxation of Welding Residual Stresses in Electron Beam Welded P91 Steel Plates, Procedia Eng., 2014, 86(Grade 91), p 223–233. https://doi.org/10.1016/j.proeng.2014.11.032
S. Kumar et al., Residual Stresses in Laser Welded ASTM A387 Grade 91 Steel Plates, Mater. Sci. Eng. A, 2013, 575, p 160–168. https://doi.org/10.1016/j.msea.2013.03.046
V. Maduraimuthu, M. Vasudevan, V. Muthupandi, and A.K. Bhaduri, Effect of Activated Flux on the Microstructure, Mechanical Properties, and Residual Stresses of Modified 9Cr-1Mo Steel Weld Joints, vol. 43, no. February, pp. 123–132, 2012, https://doi.org/10.1007/s11663-011-9568-4.
M. Zubairuddin et al., Thermomechanical Analysis of Preheat Effect on Grade P91 Steel During GTA Welding Thermomechanical Analysis of Preheat Effect on Grade P91 Steel during GTA Welding, LMMP, 2016, 31(3), p 366–371. https://doi.org/10.1080/10426914.2015.1025964
C. Pandey, M.M. Mahapatra, and P. Kumar, A Comparative Study of Transverse Shrinkage Stresses and Residual Stresses in P91 Welded Pipe Including Plasticity Error, Arch. Civ. Mech. Eng., 2018, 18(3), p 1000–1011. https://doi.org/10.1016/j.acme.2018.02.007
K.H. Dhandha and V.J. Badheka, Effect of Activating Fluxes on Weld Bead Morphology of P91 Steel Bead-On-Plate Welds by Flux Assisted Tungsten Inert Gas Welding Process, J. Manuf. Process., 2015, 17, p 48–57. https://doi.org/10.1016/j.jmapro.2014.10.004
K. Weman, Submerged Arc Welding. Welding Processes Handbook, in Welding Processes Handbook, Second., 2012, pp. 105–117.
R.V. Rao and V.D. Kalyankar, Experimental Investigation on Submerged Arc Welding of Cr–Mo–V Steel, Int. J. Adv. Manuf. Technol., 2013, 69(1–4), p 93–106. https://doi.org/10.1007/s00170-013-5007-9
J. Roy, R.N. Rai, and S.C. Saha, Evaluation of Microstructure And Mechanical Properties of P91 Steel Weldment Due to Addition of Boron Trioxide Into Flux During Submerged Arc Welding, Weld. World, 2017, 62, p 1–8. https://doi.org/10.1007/s40194-017-0515-0
S. Suman, P. Biswas, and A. Tiwari, Microstructure Evolution and Mechanical Behaviour of SAW Weldments of CSEF Steel on Preheating and PWHT, Trans. Indian Inst. Met., pp. 7–9, 2020, https://doi.org/10.1007/s12666-020-01961-5.
S. Suman, P. Biswas, S. Kumar, V. Pratap, A. Kumar, and B. Kuriachen, Measurement of residual stresses in submerged arc welded P91 steel using surface deformation, Mater. Today Proc., 2019, https://doi.org/10.1016/j.matpr.2019.12.049.
S. Suman and P. Biswas, Thermo-Mechanical Study of Single and Multi-Pass Welding of CSEF Steel for Residual Stresses and Deformations Considering Solid State Phase Transformation, Mater. Today Proc., 2020, https://doi.org/10.1016/j.matpr.2019.12.299.
C. Pandey, A. Giri, and M.M. Mahapatra, Effect of Normalizing Temperature on Microstructural Stability and Mechanical Properties of Creep Strength Enhanced Ferritic P91 Steel, Mater. Sci. Eng. A, 2016, 657, p 173–184. https://doi.org/10.1016/j.msea.2016.01.066
C. Pandey, A. Giri, and M.M. Mahapatra, Evolution of Phases in P91 Steel in Various Heat Treatment Conditions and Their Effect on Microstructure Stability and Mechanical Properties, Mater. Sci. Eng., A, 2016, 664, p 58–74. https://doi.org/10.1016/j.msea.2016.03.132
K. Coleman and W. Newell, P91 and Beyond, Weld. Journal-New York-, pp. 29–33, 2007, [Online]. Available: https://doi.org/http://www.superheatfgh.com/Resources/368.pdf.
M.J. Cohn and J.F. Henry, Fabrication, Construction, and Operation Problems for Grade 91 Fossil Power Components By, no. October, 2016, https://doi.org/10.1115/1.1904054.
M.H.S. and J.P.P. Xin Wei Zhu, Honghui Cheng, Determination of C Parameter of Larson- Miller Equation 15 CrMo Steel., Adv. Mater. Res., vol. 791–793, pp. 374–377, 2013.
M. Sireesha, S. Sundaresan, and S. Albert, Microstructure and Mechanical Properties of Weld Fusion Zones in Modified 9Cr-1Mo Steel, J. Mater. Eng. Perform., 2001, 10(3), p 320–330. https://doi.org/10.1361/105994901770345033
L.D.J.J.H. Hollomon, Ferrous Metallurgical Design. John Wiley and Sons Inc, 1947.
K. Mithun, K. Saraswathamma, and D.K. Verma, Effect of Post Weld Heat Treatment Soaking Time on Microstructure and Mechanical Properties of TIG Welded Grade 91 Steel, J. Met. Mater. Miner., 2019, 29(2), p 42–50. https://doi.org/10.14456/jmmm.2019.17
A.H. Yaghi et al., A Comparison Between Measured and Modeled Residual Stresses in a Circumferentially Butt-Welded P91 Steel Pipe, J. Press. Vessel Technol., 2010, 132(1), p 011206. https://doi.org/10.1115/1.4000347
I. Sattari-Far and M.R. Farahani, Effect of the Weld Groove Shape and Pass Number on Residual Stresses in Butt-Welded Pipes, Int. J. Press. Vessel. Pip., 2009, 86(11), p 723–731. https://doi.org/10.1016/j.ijpvp.2009.07.007
X. Pu, C. Zhang, S. Li, and D. Deng, Simulating Welding Residual Stress and Deformation in a Multi-Pass Butt-Welded Joint Considering Balance Between Computing Time and Prediction Accuracy, Int. J. Adv. Manuf. Technol., 2017, 93(5–8), p 2215–2226. https://doi.org/10.1007/s00170-017-0691-5
A.H. Mahmoudi, S. Hossain, C.E. Truman, D.J. Smith, and M.J. Pavier, A New Procedure to Measure Near Yield Residual Stresses using the Deep Hole Drilling Technique, Exp. Mech., 2009, 49(4), p 595–604. https://doi.org/10.1007/s11340-008-9164-y
N.W.Bonner and D.J. Smith, Measurement of residual stresses in a thick section steel weld., Eng. Integr. Assess., pp. 259–274, 1994.
T.D. Canonsburg, ANSYS Mechanical APDL Coupled-Field Analysis Guide, vol. 3304, no. November. 2013.
S. Suman and P. Biswas, Numerical Study of Welding Distortion in SAW Welded Creep Strength Enhanced Ferrite Steel Joint, in Lecture Notes in Mechanical Engineering, M. P. In: Biswal B., Sarkar B., Ed. Springer, Singapore, 2020, pp. 641–648.
C. Pandey, A. Giri, and M.M. Mahapatra, On the Prediction of Effect of Direction of Welding on Bead Geometry and Residual Deformation of Double-Sided Fillet Welds, Int. J. Steel Struct., 2016, 16(2), p 333–345. https://doi.org/10.1007/s13296-016-6007-z
P. Biswas and N.R. Mandal, Thermomechanical Finite Element Analysis and Experimental Investigation of Single-Pass Single-Sided Submerged Arc Welding of C-Mn Steel Plates, vol. 224, pp. 627–639, 2009, https://doi.org/10.1243/09544054jem1624.
A.H. Yaghi, D.W.J. Tanner, T.H. Hyde, A.A. Becker, and W. Sun, Finite Element Thermal Analysis of the Fusion Welding of a P92 Steel Pipe, pp. 33–42, 2012, https://doi.org/10.5194/ms-3-33-2012.
A.H. Yaghi, T.H. Hyde, A.A. Becker, and W. Sun, Finite Element Simulation of Welded P91 Steel Pipe Undergoing Post-Weld Heat Treatment, Sci. Technol. Weld. Join., 2011, 16(3), p 232–238. https://doi.org/10.1179/1362171810Y.0000000018
C. Pandey and M.M. Mahapatra, Effect of Groove Design and Post-Weld Heat Treatment on Microstructure and Mechanical Properties of P91, J. Mater. Eng. Perform., 2016, 25(7), p 2761–2775. https://doi.org/10.1007/s11665-016-2127-z
C. Pandey, M.M. Mahapatra, P. Kumar, N. Saini, and A. Srivastava, Microstructure and Mechanical Property Relationship for Different Heat Treatment and Hydrogen Level in Multi-Pass Welded P91 Steel Joint, J. Manuf. Process., 2017, 28, p 220–234. https://doi.org/10.1016/j.jmapro.2017.06.009
C. Pandey, A. Giri, M.M. Mahapatra, and P. Kumar, Characterization of Microstructure of HAZs in As-Welded and Service Condition of P91 Pipe Weldments, Met. Mater. Int., 2017, 23(1), p 148–162. https://doi.org/10.1007/s12540-017-6394-5
C. Pandey, M.M. Mahapatra, P. Kumar, and N. Saini, Dissimilar Joining of CFEF Steels using Autogenous Tungsten-Inert Gas Welding and Gas Tungsten Arc Welding and Their Effect on δ-Ferrite Evolution and Mechanical Properties, J. Manuf. Process., 2018, 31, p 247–259. https://doi.org/10.1016/j.jmapro.2017.11.020
C. Pandey, M.M. Mahapatra, P. Kumar, F. Daniel, and B. Adhithan, Softening Mechanism of P91 Steel Weldments using Heat Treatments, Arch. Civ. Mech. Eng., 2019, 19(2), p 297–310. https://doi.org/10.1016/j.acme.2018.10.005
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Suman, S., Tiwari, A., Biswas, P. et al. Finite Element Analysis of Thermal-Induced Stresses in Submerged Arc Welded Chromium-Molybdenum Steel and Their Mitigation through Heat Treatment. J. of Materi Eng and Perform 29, 8271–8285 (2020). https://doi.org/10.1007/s11665-020-05262-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-020-05262-2