
Abstract
Traditional curved products are obtained in two steps, which consist of an extrusion process and a bending process. There are many bottlenecks to this, such as long processing cycle, low efficiency, and difficulty in controlling the product quality. In this paper, a new staggered extrusion (SE) process was proposed to obtain magnesium alloy bending products. Bending products can be extruded by a staggered punch which has a step-like structure at one end. The experimental results show that with increased staggered distance (h) of the punch, the bending height of the bending products increased significantly. Compared with traditional extrusion, the grains of the bending products obtained by SE are refined. The increase in h is one of the reasons for the asymmetric distribution of axial velocity at the die exit of AZ31 magnesium alloy bending products. The asymmetric distribution of the flow velocity field of bending products during SE is one of the contributors for the bending characteristics to the bending products. The SE enables the use of extrusion in many applicable fields and enriches the types of bending products.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Lightweight is a long-term goal in many fields, such as aerospace, orbital equipment (Ref 1). The lightweight bending products have been widely used. In recent years, the demand for lightweight bending products has increased (Ref 2). Conventional bending processes include wind bending (Ref 3), stretch bending (Ref 4), compressing and bending (Ref 5), push-bending (Ref 6), roll-bending (Ref 7) and numerical control bending process (Ref 8). Therefore, traditional ways to obtain bending products are in two steps. Numerous problems exist with traditional extrusion and bending processes, such as long process flow, complicated process equipment and bending defects. It is of value to obtain bending products with a certain curvature from a single pass by changing the loading mode or designing the die structure.
Shiraishi et al. (Ref 9,10,11,12) put forward a VCSE process, which is an inclined die fixed on container to control flow direction, and the bending products with a certain curvature can be obtained. Müller et al. (Ref 13) used different guiding dies to obtain bending products which have complicated cross section shape and fixed curvature. It can reduce the difficulty of forming process and improve the quality of extruded products. And they proposed a new integrated process which consists of an extrusion and a bending. The new process can reduce residual stress and avoid defects. It is found that the bending process is controlled by two parts. The one is to change the bending radius by adjusting metal flow behavior. In addition, changing the deformation energy of metals in the extrusion process is also used for obtaining bending products (Ref 14).
Lin et al. (Ref 15) proposed an interesting method to obtain curved products by bidirectional contralateral extrusion. Luo Xing Li et al. (Ref 16) put forward a bending process, which combines online quenching and temperature control. By combining extrusion and online quenching, suitable bending products can be produced through a one-step procedure. This method can provide bending products with good formability and without any bending defects. Li et al. (Ref 17) also studied the effect of offset die exit on metal flow behavior. The results show that by controlling the offset value, the uniformity of metal flow velocity at die exit can be changed. Further, the bending degree of extruded products can be well controlled. Hua Zhang et al. (Ref 18) investigated the effect of preexisting twins on mechanical properties, microstructure evolution and DRX mechanisms on AZ31 Mg alloy during uniaxial compression at room temperature. Hua Zhang et al. (Ref 19) processed near-dense Mg-1Al-xSiC composites through SPS by hot extrusion. Compared with traditional magnesium alloys, the mechanical properties of composites have been improved obviously.
From the perspective of practical production and application, we should aim at a process with shorter process procedures, simpler die structure, smaller loading pressure and lower cost. Therefore, a new SE process was proposed, which had advantages of short procedures, no spring back, and no other defects. By adjusting local structure of the punch, the bending height of bending products can be controlled, and the effect of h on the shape and properties can be deeply studied.
Experimental
Process Principle
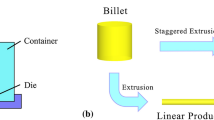
In traditional forward extrusion process, both ends of punch are planar structures. When the punch is loading, the billet in the container is compressed and deformed. And then the billet flows to die exit along the extrusion direction (ED). Finally, products with linear characteristics are achieved. It is necessary to add subsequent bending procedures for obtaining certain curvature products. The SE process only needs to design a local step-like structure at one end of punch, which can extrude bending products in a single pass. The principle is shown in Fig. 1(a). The sequential relationship of billet flow behaviors is changed by punch structure during SE. A bending torque is generated at the exit of the die, which results in a change in the flow sequence and deformation behavior of the billet, and the extruded product exhibits certain bending characteristics. The curvature of the bending product can be obtained by adjusting the value of h, as shown in Fig. 1(b).

The schematic of (a) SE, (b) punch structure
Traditional extrusion can only produce long linear products with a single shape feature. The SE process can integrate extrusion and bending by designing a punch structure. We suggest that it is possible to process bending products with a certain bending height by SE.
Materials and Methods
Commercial AZ31 magnesium alloys casting ingots purchased from the market were used for the experiment, and the chemical composition is shown in Table 1.
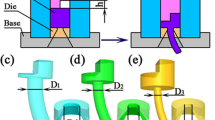
As-casting AZ31 magnesium alloys were lathed to ingots with a size of Φ40 mm × 40 mm. Then the ingots homogenized treatment at 693 K for 12 h and cooled to room temperature in air. Before the technological experiment, the water-based graphite lubricant was evenly daubed on punch, die exit, billet, base exit and inner wall of container, so as to reduce the friction during the SE process. The AZ31 magnesium alloy ingot was assembled with tooling structures and then heated to 623 K in a holding furnace and kept for 30 min. The experimental temperature was controlled by a thermocouple which monitored the temperature fluctuates within a set range of ± 2 °C. The SE process was carried out under a constant temperature of 623 K, the extrusion speed was 1 mm/s, and the extrusion ratio was 44.44. Finally, bending products with Φ6 mm were obtained. The temperature rising during the SE process was ignored according to the slow stroke speed. Extrusion equipment was stopped immediately at the downward distance of punch of 24 mm, and then, the bending product was taken out for water quenching. Bending height and microstructure of the bending products were investigated. The SE process was carried out in h = 0 mm, h = 8 mm, and h = 16 mm, respectively. The h = 0 mm is equivalent to traditional forward extrusion. The punches with step-like structure are shown in Fig. 2(a), and the bending products obtained by the SE process are shown in Fig. 2(b). The inner diameter of the container and outer diameter of the die both are 40 mm. The inner diameter of the die is 6 mm, and the diameter of the punch is 40 mm.

(a) Punch structure, (b) bending products
The samples for observing microstructure were taken out from bending products, as shown in Fig. 2(b). After the SE process, the optical microscope (OM) was employed to observe grain morphology of AZ31 magnesium alloys. The samples were taken out at a distance of 50 mm of the bending products, and the length of the samples was 10 mm. The grain morphology of samples perpendicular to the ED was observed. The samples for OM were ground with 1500-grit SiC paper, and then, mechanical polishing with 0.25-μm diamond polishing agent was carried out. The samples were etched in a solution of 1 mL acetic acid, 1 mL nitric acid, 1 g oxalic acid and 150 mL water.
Electron backscattered diffraction (EBSD) was conducted for observing microstructure. The samples were placed in a Quanta 200F field-emission scanning electron microscope with working distance of 13 mm, step length of 1.2 μm and step area of 250 μm × 250 μm for electron backscatter diffraction (EBSD) experiments, and experimental data were analyzed by OIM Analysis TSL 6 software. EBSD was performed at 30 kV and 70° tilt on the plane consisting of the ED and transverse direction (TD). EBSD samples were electrolytically polished at room temperature with electrolyte solution consisting of phosphoric acid and ethyl alcohol (volume ratio 3:5) after careful metallurgical polishing at current of 0.5 A for 3 min then 0.2 A for 4 min.
Transmission electron microscope (TEM) experiment was performed at an accelerating voltage of 200 kV on the TD-ED, which used a JEOL JEM-2100. The surface of samples perpendicular to the ED were ground to a thickness between 30 and 40 μm using a polishing machine, following which the samples were thinned using an ion thinning device with Ar as protective gas.
Results and Discussion
Metal Flow Behavior
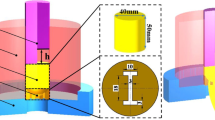
The regularity of metal flow of AZ31 magnesium alloy bending products during the SE process has been investigated. The punch with a step-like structure was used to trigger change in the flow behavior in SE. The velocity field of AZ31 magnesium alloy during the SE process was simulated by finite element software Deform-2D. In this paper, the influence of the punch structure on the flow of metal was investigated, wherein the downward distance of the punch during SE was expresses by L.
The metal velocity fields of AZ31 magnesium alloys during the SE process are shown as Fig. 3. The punch moves downward until it contacts with the billet in the initial stage of traditional forward extrusion, where the billet is in the upsetting mode, as shown in Fig. 3(a). The flow velocity of AZ31 magnesium alloys at the center axis is faster than the other regions, AZ31 magnesium alloys near die wall flow slower relatively. The velocity field of AZ31 is symmetrical distribution as shown in Fig. 3(a).

Comparison of metal flow behavior, (a) h = 0 mm, L = 8 mm, (b) h = 8 mm, L < 8 mm, (c) h = 8 mm, and L ≥ 8 mm
The flow behavior of AZ31 magnesium alloys during the SE process is complicated. The initial flow behavior of AZ31 at h = 8 mm is shown as Fig. 3(b). The step-like structure of punches causes the plastic deformation of billet first where contacts with the convex part of punches. The cavity surrounded by the punch and the container is filled with billet simultaneously when billet flows into die exit. There is a steady-state stage of the SE process when billet is extruded from die exit completely, as shown in Fig. 3(c).
Sixteen points were marked on the die exit equidistantly, and the velocities of the bending products along the TD were measured to obtain Fig. 4. The velocity distribution along the TD at the die exit is symmetrical at h = 0 mm, and the flow velocities of AZ31 products at different L are in a steady state, as shown in Fig. 4(a). The flow velocities of billets in different L at h = 8 mm and h = 16 mm, respectively, are shown in Fig. 4(b) and (c). The velocity distribution along the TD is asymmetrical, and it can be seen as a linear change, as shown in Fig. 4(b) and (c). Compared with traditional forward extrusion, the nonuniform flow velocity of the bending products along the TD at die exit is due to deformation conditions and different contact order between punch and billet. The convex part of punches is contacted with billet first which results in that flow velocity is faster. And the flow velocity along the TD decreases as shown in Fig. 4(b) and (c). This is one of the most important reasons for the bending characteristics imparted to the extruded products during the initial stage of SE.

Velocity distribution of billets along the TD with different h, (a) h = 0 mm, (b) h = 8 mm, and (c) h = 16 mm
The value of h is a key to cause a linear change of velocity distribution along the TD when billet is extruded by the SE process. The advantages of SE are that the bending height of the bending products can be controlled by a pre-setting h.
Bending Height
In order to further analyze the feasibility of the SE process, the bending heights of bending products with h = 8 mm and h = 16 mm were measured, respectively. Two bending products with equal distance between two end points were measured, and a straight line was obtained by attaching one end point to another The Y-axis value of the two end points of each bending product was set to 0 mm, and the bending products were divided into 8 equal distances through 7 points. A line chart was generated by measuring bending height of each point.
In the initial stage of SE, because of the simultaneous entry of the billet into container and at the die exit, the metal flow behavior was unsteady. The bending characteristics of the bending products appear in this stage. The trend of the bending characteristics was defined when the punch came into complete contact with the billet. And the backward extrusion was stopped.
Continuous loading of punches provide energy for bending products to keep bending characteristics. With increasing h, the bending height of products tended to increase and the bending radius decreased, as shown in Fig. 5. The maximum bending height is 20.32 mm at h = 8 mm, and the maximum bending height is 28.19 mm at h = 16 mm.

The distribution of bending height
Grain Morphology
The metallographic structures of AZ31 magnesium alloys perpendicular to the ED are shown as Fig. 6. The location of the samples used for observing microstructure is as shown in Fig. 6(a). Figure 6(b) shows grain morphology of as-cast AZ31 magnesium alloy before annealing. As-cast microstructure is consisted of a-Mg matrix and a few fine Mg17Al12 particles. Figure 6(c) shows the grain morphology of as-cast AZ31 magnesium alloy after homogenization annealing at 673 K for 12 h. The average grain size is calculated by a linear intercept method. After annealing, the average grain size of AZ31 magnesium alloy increases to 62.15 μm. There are many second phases dissolve in a-Mg matrix, which provides a uniform structure and a good basis for subsequent experiments.

Microstructure perpendicular to the ED, (a) the location of samples, (b) as-casting AZ31 magnesium alloy, (c) annealed AZ31 magnesium alloy, (d) h = 0 mm, (e) h = 8 mm and (f) h = 16 mm
The average grain sizes of h = 0 mm, h = 8 mm and h = 16 mm are 11.44, 9.27 and 8.81 μm, respectively, as shown in Fig. 6(d)-(f). The grain refinement is remarkable after the SE process, and the average grain size is smaller than traditional forward extrusion (h = 0 mm). The grain refinement rates of h = 8 mm and h = 16 mm are 20.79 and 25.19%, respectively.
Figure 7 shows the grain morphology and grain sizes with different h. The location of the samples used for EBSD is as shown in Fig. 7(a), the plane of the samples is parallel to the ED. To improve the accuracy of results, the grains less than 2 μm are cleaned up and the grain tolerance angle is 5°. The grain morphology maps after the SE process are obtained under h = 0 mm, h = 8 mm, and h = 16 mm, respectively, as shown in Fig. 7(b)-(d). There are many large grains that surrounded with fine grains after the SE process. Some original grains are elongated along the ED and strip-like grains appeared, as shown in Fig. 7(d). Compared with h = 0 mm, the microstructure of bending products obtained by h = 8 mm and h = 16 mm are refinement. The fine grains appear in local areas, and the number of fine grains increases obviously, which results in average grain size decreases. It is beneficial to improve the properties of AZ31 magnesium alloys. The grain size curves at h = 0 mm, h = 8 mm and h = 16 mm are summarized in Fig. 7(e). With increasing h, the average grain size decreases significantly. The SE process can manufacture bending products with certain bending characteristics by adjusting the value of h, and it can refine the grains of bending products.

Microstructure parallel to the ED under different h, (a) schematic diagram of the samples, (b) h = 0 mm, (c) h = 8 mm, (d) h = 16 mm and (e) grain size
Recrystallization
Dynamic recrystallization (DRX) is an important approach for refining grains. DRX phenomenon of AZ31 magnesium alloys occurs during hot deformation. The external force and temperature provide high deformation activation energy for magnesium alloy, which is beneficial for DRX. In this paper, the DRX structure was produced during SE is investigated.
Misorientation angle (MA) between grains has a great effect on the migration of grain boundaries. High angle grain boundaries (HAGBs) can improve the migration speed of grain boundaries. Dynamic recrystallized grains have HAGBs, and the migration of HAGBs is an important factor for grain growth (Ref 20). Analyzing MA of the bending products is helpful to understand DRX of grains.
Figure 8 shows MA distribution maps and MA histograms of bending products obtained by the SE process. The MA distribution maps under the conditions of h = 0 mm, h = 8 mm and h = 16 mm are shown in Fig. 8(a)-(c), respectively. Each color on the figures indicates a crystallographic orientation, and red represents the grains that are parallel to the basal surface. Figure 8(d)-(f) shows the MA histograms at h = 0 mm, h = 8 mm and h = 16 mm, respectively. Most grain boundaries in the bending products by the SE process are HAGBs (> 15°). According to calculation results, the average MA of the three bending products are 45.96°, 47.54° and 42.27°, respectively. The grain boundary energy and diffusion coefficient both are increased with the number of HAGBs increasing. The migration speed of grain boundaries increases rapidly, which accelerates the nucleation and growth of recrystallized grains.

The misorientation angle pictures: (a) h = 0 mm, (b) h = 8 mm, (c) h = 16 mm, and misorientation angle histograms: (d) h = 0 mm, (e) h = 8 mm, and (f) h = 16 mm
Figure 9 shows the distribution of recrystallized structure under the conditions of h = 0 mm, h = 8 mm and h = 16 mm, respectively. Grain morphology is an important criterion for judging the degree of recrystallization. Generally, the recrystallized grains are equiaxed, so the grain shape aspect ratio (GSAR) can be used to distinguish deformed grains and recrystallized grains. GSAR is the ratio of the shortest axis to the longest axis in grains. In this paper, the GSAR > 0.5 is taken as the recrystallized grains (marked as colorful area), and the GSAR < 0.5 is taken as the deformed grains (marked as black area). Most grains in the three bending products have GSAR > 0.5 after the SE process, as shown in Fig. 9. The appearance of equiaxed grains proves that DRX of AZ31 magnesium alloy bending products occurs during the SE process.

The distribution of dynamic recrystallized structure: (a) h = 0 mm, (b) h = 8 mm and (c) h = 16 mm
TEM Analysis
TEM pictures of h = 8 mm and h = 6 mm are shown as Fig. 10. The arrows in Fig. 10(b) and (d) points to the areas with high dislocation density in TEM pictures. The grain morphology of bending product obtained by h = 8 mm is shown in Fig. 10(a). DRX occurs during SE, and grains grow up gradually by absorbing dislocations. After water quenching, the morphology of recrystallized grains were fixed, which provided evidence for dynamic recrystallized grains formed after the SE process, as shown in Fig. 10(a). It is found from Fig. 10(b) that dislocation density in bending product is very high and dislocations have different directions. The dislocation tangle forms dislocation networks. The reason for above phenomena is that strong shear force is applied to AZ31 magnesium alloy during the SE process. There are fine grains that were refined through DRX in bending products obtained by SE, as shown in Fig. 10(b). In the plastic deformation stage of AZ31, with the increase in deformation, the internal storage energy of AZ31 increased, DRX occurred in AZ31 magnesium alloy, and the grain boundaries migrated.

TEM pictures: (a) morphology of recrystallized grains when h = 8 mm, (b) dislocation in grains when h = 8 mm, (c) morphology of recrystallized grains when h = 16 mm, (d) dislocation in grains when h = 16 mm
The dislocation density at the grain boundaries is very high and anisotropic, as shown in Fig. 10(d). The grain boundaries absorb dislocation continuously for growing up and form a stable state with triple grain boundary which exhibits an angle of 120° in two-dimensional coordinates. The grain boundaries have a tendency to transform into HAGBs through absorbing dislocation, which is advantageous for DRX of the grains.
Conclusion
-
1.
With increase in the staggered distance, the bending height of the bending products gradually increased. When h = 8 mm and h = 16 mm, the bending heights reached 20.32 mm and 28.19 mm, respectively. Asymmetrical force was exerted on the billet during SE, resulting in nonuniform metal flow behavior of the billet at the die exit. It is the internal reason for the observed bending characteristic of the bending products formed by SE.
-
2.
Microstructure investigation of the bending products showed that the grains underwent DRX during SE. HAGBs in bending products can promote the nucleation and growth of recrystallized grains. Following SE, the grains were refined and equiaxed grains were obtained. When h = 8 mm and h = 16 mm, the average grain sizes parallel to the ED were 10.28 μm and 9.11 μm, respectively. Compared with those at h = 0 mm, the grain sizes were smaller.
-
3.
The SE process proposed in this paper is novel and can integrate extrusion and bending. SE solves the bottlenecks of the conventional cold bending process, such as large equipment, low production efficiency, low material utilization rate and difficult quality control. SE has the advantages of simple structure, short process and good flexibility in process. However, there are many basic theories and key technologies that need to be further studied in the future.
References
H.H. Yu, C.Z. Li, Y.C. Xin, A. Chapuis, X.X. Huang, and Q. Liu, The Mechanism for the High Dependence of the Hall–Petch Slope for Twinning/Slip on Texture in Mg Alloys, Acta Mater., 2017, 128, p 313–326
X. Han, S. Zhang, Z. Rong, and D. Lu, Springback Characteristics of AZ31 Magnesium Alloy As-Extruded Profile in Warm Tension–Rotation Bending Process, Trans. Nonferr. Met. Soc. China, 2012, 22(SP2), p 416–421
H. Zhang and Y. Liu, An Innovative PVC Mandrel for Controlling the Cross-Sectional Deformation of Double-Ridged Rectangular Tube in Rotary Draw Bending, Int. J. Adv. Manuf. Technol., 2018, 95(1–4), p 1303–1313
S. Gao, J. Liang, Y. Li, Z. Hao, Q. Li, Y. Fan, and Y.L. Sun, Precision Forming of the 3D Curved Structure Parts in Flexible Multi-points 3D Stretch-Bending Process, Int. J. Adv. Manuf. Technol., 2018, 95(1–4), p 1205–1213
Y. Yu, W. Haibo, and W. Min, Prediction of Fracture in Press Bend Forming of Aluminum Alloy High-Stiffener Integral Panels, Comput. Mater. Sci., 2011, 50(7), p 2232–2244
I.Y. Oh, S.W. Han, Y.Y. Woo, J.H. Ra, and Y.H. Moon, Tubular Blank Design to Fabricate an Elbow Tube by a Push-Bending Process, J. Mater. Process. Technol., 2018, 260, p 112–122
W. Liu and K. Huang, Research on the Three-Roll-Push-Bending Forming Rules for Improving Processing Precision, Int. J. Adv. Manuf. Technol., 2017, 90(1–4), p 763–773
H. Li, J. Ma, B.Y. Liu, R.J. Gu, and G.J. Li, An Insight into Neutral Layer Shifting in Tube Bending, Int. J. Mach. Tools Manuf, 2018, 126, p 51–70
M. Shiraishi, M. Nikawa, and M. Yamaguchi, Flexible Extrusion with Inclined Dies to Control Metal Flow, J. Jpn. Soc. Technol. Plast., 1999, 40, p 683–685
M. Nikawa, M. Shiraishi, Y. Miyajima, H. Horibe, and Y. Goto, Production of Shaped Tubes with Various Curvatures Using Extrusion Process through Inclined Die Aperture, J. Jpn. Soc. Technol. Plast., 2002, 43, p 80–82
M. Shiraishi, M. Nikawa, and Y. Goto, An Investigation of the Curvature of Bars and Tubes Extruded through Inclined Dies, Int. J. Mach. Tools Manuf, 2003, 43(15), p 1571–1578
M. Shiraishi, M. Nikawa, H. Horibe, K. Matsuo, and Y. Goto, Flexible Extrusion System with Control of Die Inclination Angle for Producing Elongated Parts with Successively Varied Curvatures, J. Jpn. Soc. Technol. Plast., 2005, 46, p 874–878
K.M. Buntoro, K.B. Müller, Investigation of the Material Flow during the Concurrent Bending and Extrusion Process of Al-Profiles, in Proceeding of the Sixth ESAFORM Conference on Material Forming. Salerno, Italy (2003), p. 279–282.
K.B. Müller, Bending of Extruded Profiles During Extrusion Process, Int. J. Mach. Tools Manuf, 2006, 46(11), p 1238–1242
W. Zhou, J. Lin, T.A. Dean, and L. Wang, Analysis and Modelling of a Novel Process for Extruding Curved Metal Alloy Profiles, Int. J. Mech. Sci., 2018, 138, p 524–536
L.I. Luo-xing, Z.H.O.U. Jia, and Z.H.A.N.G. Hui, Advanced Extrusion Technology and Application of Aluminium, Magnesium Alloy for Vehicle Body, J. Mech. Eng., 2012, 48(18), p 35–42 ((in Chinese))
F. Li, G.N. Chu, and S.L. Feng, Effect of Die Aperture Offset on Flow Behaviour in an Extrusion Process with Aluminium Alloy, Proc. Inst. Mech. Eng. B JEM, 2010, 224(9), p 1425–1430
H. Zhang, M. Yang, M. Hou, L. Wang et al., Effect of Pre-existing \(10\bar{1}2\) Extension Twins on Mechanical Properties, Microstructure Evolution and Dynamic Recrystallization of AZ31 Mg Alloy During Uniaxial Compression, Mater. Sci. Eng., A, 2019, 744, p 456–470
H. Zhang, Y. Zhao et al., Microstructure Evolution and Mechanical Properties of Mg Matrix Composites Reinforced with Al and Nano SiC Particles Using Spark Plasma Sintering Followed by Hot Extrusion, J. Alloys Compd., 2017, 725, p 652–664
T. Al-Samman, X. Li, and S.G. Chowdhury, Orientation Dependent Slip and Twinning during Compression and Tension of Strongly Textured Magnesium AZ31 Alloy, Mater. Sci. Eng., A, 2010, 527(15), p 3450–3463
Acknowledgments
This work was supported by the National Natural Science Foundation of China (51675143) and the Fundamental Research Foundation for Universities of Heilongjiang Province (LGYC2018JQ011) and the Natural Science Foundation of Heilongjiang Province (LH2019E056).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, Y.P., Li, F., Shi, W.Y. et al. Dynamic Recrystallization and Metal Flow Behavior of AZ31 Magnesium Alloy Bending Products Processed by Staggered Extrusion. J. of Materi Eng and Perform 28, 3551–3559 (2019). https://doi.org/10.1007/s11665-019-04133-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-019-04133-9