
Abstract
In the present work, the influence of taking into consideration the strain rate-dependent nature of steel S355 during a calculation of the welding residual stresses through a finite element simulation is investigated. The Perzyna material model is calibrated using experimental values found in the literature and is introduced to a validated weld simulation model, where the strain rate dependency had not been taken into consideration before this study. The calculated profiles of the welding residual stresses, for strain rate-dependent and independent behavior, are then compared with experimentally measured profiles. The results of this first-step analysis show that taking into consideration strain rate dependency during a welding simulation of the investigated S355 has non-negligible influence on the calculated welding residual stresses.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The present study reports on the influence of strain rate (\( \dot{\varepsilon } \)) on finite element (FE) analysis of welding residual stresses (WRS). The strain rate dependency of steel’s yield strength has to be taken into consideration during analyses, where high strain rates are investigated. Classical examples are penetration modeling of ballistic tests or deformation analysis of car crashes (\( \dot{\varepsilon } \gg 100 \)). During welding simulation, the strain rate dependency of yield strength is usually neglected. Nevertheless, although during welding procedure this rate is significantly lower than that in the above-mentioned cases, it still deviates from the static case (\( \dot{\varepsilon } \to 0 \)). Lindgren (Ref 1) proposed that during weld simulation, when very high accuracy is required, the strain rate dependency should be taken into consideration, without providing however any information regarding the order of magnitude of the influence on calculated WRS. Observing the evolution of temperature within a welding thermal cycle of an arbitrary node, which lies on the interface between the heat affected zone (HAZ) and the fusion zone (FZ) of the weld, during a preliminary simulation of a 3-pass butt-weld carried out by the authors of the present paper, a heating rate of up to 500 K/s is found (see Fig. 1a). At the same time, the first principal total strain of the component in the HAZ is approaching a value of 0.122 (see Fig. 1b). This level of strain is reached in less than 1 s (\( \dot{\varepsilon } > 0.1 \)).

Heating and strain rates in a 3-pass weld. (a) Temperature history of a node on the interface of HAZ and FZ. A heating rate of 500 K/s is observed. (b) Contour of the first principal total strain of the solid part of a component 3 s after the beginning of welding
Strain rate was introduced quite early into the formulation of finite element equations for modeling the thermomechanical welding process. Argyris et al. proposed in 1984 a viscoplastic material model, wherewith the strain rate dependency of the yield behavior is taken into account (Ref 2). However, although a general interest in strain rate behavior had been there for even longer, it was not until 1982, when Johnson and Cook presented their study on the strain rate dependency of the yielding and hardening behavior of various metals (Ref 3). In their work, the sensitivity of each investigated alloy differed from the others, but was significant in any case. Nevertheless, the tests, which were presented by Johnson and Cook, did not display clearly if there is an interaction between strain rate dependency and temperature, or if they both influence σ-ε, independently from each other. In more recent work and due to the evolution of testing techniques, the influence of temperature on strain rate sensitivity (SRS, usually denoted as m), however, has been investigated by many authors and regarding various alloys. At each investigated temperature level, m is usually calculated according to Eq 1
where \( \dot{\varepsilon } \), \( \dot{\varepsilon }_{ 0} \), \( \dot{\sigma } \) and \( \dot{\sigma }_{ 0} \) are the investigated strain rate, the static strain rate (approaching 0), the yield limit at the investigated strain rate \( \dot{\varepsilon } \) and the static yield limit at the static strain rate \( \dot{\varepsilon }_{ 0} \) respectively, all measured at the present investigated temperature level.
Comparing results from three different papers from May et al. (Ref 4), Magee and Ladani (Ref 5) and Gupta et al. (Ref 6), where three different alloys, an Al-Mg alloy, a pure 99.5% Al alloy (denoted as Al 99.5) and AISI 403 stainless steel, were investigated, respectively, it can be safely concluded that SRS is profoundly influenced by temperature and the modus of the influence differs for each alloy. As it is presented in Fig. 2, ultrafine grained (UFG) Al 99.5 displays an almost linear increase in SRS with increased temperature (Fig. 2a), while the SRS AISI 403 drops down significantly in the temperature range between 200 and 500 °C, with a minimum peak at 300 °C (Fig. 2b). Although the authors of Ref 6 have used a different definition of m (\( m = \Delta \sigma /\Delta (\ln {\text{d}}\varepsilon /{\text{d}}t) \)), this qualitative comparison remains valid and precise quantitative comparison can be carried out with deduction of the original data. Significant discrepancies are observed as well, between the two batches of AL 99.5 with different grain sizes, the UFG and the conventional grained (CG) (Fig. 2a). CG exhibits lower strain rate sensitivity overall, and in the temperature range from 20 °C up to 100 °C it appears to be temperature independent. Therefore, no adoption based on behavior of another metallic material is safe, when the strain rate of an alloy is investigated. In the present work, an earlier validated model for simulation of welds is applied (Ref 7), in order to quantify the influence of taking into consideration the strain rate dependency of a material on the calculation of WRS through FE analysis. The current paper is part of a series of simulations (see Ref 8, 9), which constitute a sensitivity analysis regarding the input parameters of weld simulation.

Theoretical Background
The method, which was applied in the present study for modeling the welding process with the FE method, is thoroughly described in Ref 7. The general idea of the method is to maximize the preciseness of an engineering approach, but preserve its straightforwardness, by taking into account only those effects that have a clear influence on the macroscopic thermal and mechanical behavior of the weld and have in extension a clear effect on the calculated WRS and strains of a simulation. The effects of a welding procedure in general can be categorized into three general fields: the thermal, the microstructural and the mechanical (see Fig. 3). These three fields interact with each other bidirectionally. Due to the above-stated principle regarding the balance of preciseness to straightforwardness, the backward influence of the mechanical and the microstructural fields to microstructural and thermal fields are neglected with negligible influence on the final results (Ref 7).

Fields of the weld simulation and interactions taken into consideration—TRIP stands for transformation-induced plasticity
The method consists of a transient thermal and a quasi-static structural analysis, both implicit, which are coupled through the transfer of the thermal history of the nodes, from the first one to the second, and application of the temperature gradients as structural nodal loads. During the transient thermal analysis, the thermal problems, i.e., modeling of the moving weld heat source, the heat transfer inside the component and the heat losses due convention and radiation, are solved. For modeling the moving weld heat source, the state-of-the-art Goldak model is applied (Ref 10). In between the thermal and the structural analysis, microstructural modeling takes place, whereby the microstructural changes inside the thermal cycle are predicted based on the thermal history. Different material models are created and are applied as input in the microstructural part, for modeling the different areas of the weld component based on defined parameters of the weld cycle (maximum temperature, austenitization time and cooling time). Practically, the component is divided into areas of elements displaying similar values of these parameters. Nevertheless, each element is assigned to its new material behavior due to microstructural changes only when it reaches the respective time during the structural solution. Temperature-dependent mechanical material parameters are applied, and all special material aspects that may influence the final results, such as hardening behavior, thermal expansion, are taken into account. In this way, the evolution of strains and stresses into the component is modeled with precision during the quasi-static structural analysis. Special caution should be given of course as well, when modeling of the mechanical boundary conditions takes place, as they can significantly influence the calculated WRS (Ref 9).
In the present study, for modeling the strain rate dependency of the yield strength of steel during the structural analysis, the model, which was proposed by Perzyna (Ref 11) (see Eq 2), is applied.
where \( \dot{\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\frown}$}}{\varepsilon } }_{\text{pl}} \) is the equivalent plastic strain rate, \( \sigma \) the yield stress at the investigated strain rate, \( \sigma_{0} \) the static yield stress and \( \gamma \) and \( m \) coefficients with no direct physical meaning, characterizing, however, the strain rate hardening of each material. This model is analogous to the Cowper–Symonds model (see Eq 3), as it is presented elsewhere (Ref 12)
where \( \dot{\varepsilon }_{\text{pl}} \) is the uniaxial plastic strain rate, \( \sigma \) the yield stress at the investigated strain rate, \( \sigma_{0} \) the static yield stress and D and q coefficients, as well with no direct physical meaning. It is obvious that for the uniaxial loading case, the two models are becoming equivalent as \( \dot{\overset{\lower0.5em\hbox{$\smash{\scriptscriptstyle\frown}$}}{\varepsilon } }_{\text{pl}} = \dot{\varepsilon }_{\text{pl}} \) and therefore the coefficients \( \gamma \), 1/m and D, q become, respectively, equal.
Investigated Cases
In the present study, a single-pass butt-weld of structural steel S355 was modeled, in order to investigate the influence of strain rate dependency of steel on the calculated WRS. The calculated WRS from the present study were compared to the measured WRS from the work of Caron et al., as the dimensions of the component and the welding parameters were identical with the component presented there (Ref 13). The weld section with the respective element mesh and the component dimensions are presented in Fig. 4 and 5, respectively. The applied temperature-dependent material parameters, as given elsewhere (Ref 9), are presented in Table 1. The microstructural transformations were predicted based on the results of the transient analysis with the help of the CCT diagram, which was found elsewhere (Ref 13) (see Fig. 6). The mechanical behavior of the transformed microstructure was calculated based on respective material properties of the individual microstructural steel phases according to the method, which is described in detail elsewhere (Ref 7).

Weld section and the applied FE mesh

Investigated component—dimensions are given in (mm)

CCT diagram of steel S355 based on Gleeble experiment (Ref 13)
Two different cases, VA_TM1 and VA_TM2, were investigated in the present paper, regarding the strain rate dependency of the yield strength of S355 and were both compared with the modeling case BC where rate-independent plasticity only is taken into consideration. In the first one, values for the coefficients of the Cowper–Symonds model, which were found elsewhere (Ref 12) are applied for a solution using the Perzyna model. The second one was selected as it is incorporated in the applied FE software ANSYS (Ref 14) and is available as well for implicit solutions, in contrast to the Cowper–Symonds model. The adoption of the coefficients of the Cowper–Symonds model for the Perzyna equation is valid, as the experimental values were acquired for uniaxial tension, a case where the two models are equivalent as mentioned above. Nevertheless, the values for the coefficients of the strain rate hardening provided by Jones (Ref 12) are given for high-strength steels in general and, therefore, their validity should be checked for each specific investigated material individually. This argument has increased validity, when the above-described deviating strain-dependent behavior of the various alloys is considered. For this reason, during the second investigated case VA_TM2, the Perzyna model was calibrated specifically for the investigated structural steel S355 based on experimental results at higher strain rates and higher temperatures found in the literature (Ref 15,16,17). All these three papers report on the same batch of steel S355, allowing a direct interpretation. A calibration of the strain rate hardening coefficients took place for the case VA_TM2 at different temperature levels, using the statistics toolbox of MATLAB (Ref 18). An overview of the investigated cases is presented in Table 2. The temperature-dependent calculated coefficients of the Perzyna model for the investigated case VA_TM2 are presented in Table 3.
Results and Discussion
In Fig. 7, the curves of the Perzyna model, fitted to the provided experimental data at different temperature levels, are presented. It is obvious that the agreement between the fitted curve and the experimental results is satisfying. This is statistically verified by the high values of R2, which are approaching unity during the correlation of the model with the experimental data.

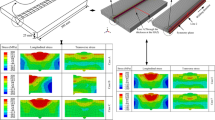
The calculated longitudinal and transverse WRS of the above-presented investigated cases are presented in Fig. 8 and 9 respectively. The rate-independent investigated case BC exhibits good agreement with the measured WRS. A significant deviation is observed only inside the weld section, a region where the robustness of measured WRS is questionable, due to technical reasons. Compressive welding residual stresses are observed in the weld section due to low-temperature transformation. The effect is described thoroughly elsewhere (Ref 19,20,21). The magnitude of the residual stresses (− 700 MPa) is significantly higher than the yield strength of the material (454 MPa in the FZ), and it seems to be influenced by localized numerical effects (nearby symmetry conditions). Nevertheless, this effect has a negligible influence on the preciseness of the model, as good agreement is observed overall, especially in the HAZ, where the influence of WRS on fatigue is predominant and high preciseness is required. The profiles from both rate-dependent investigated cases are almost identical with each other but deviate significantly from the BC case, i.e., the rate-independent model. Regarding the profiles of the longitudinal WRS, deviations from 50 MPa up to 150 MPa between the strain rate-independent and the strain rate-dependent cases are observed at the region outside the weld section. Inside the weld section, the difference between the rate-dependent and independent cases is almost negligible. Nevertheless, the rate-independent model seems to exhibit slightly better agreement with the measured WRS, which in the region away from the boundaries of the weld, mostly lie between the curves of the calculated WRS from the rate-independent and dependent cases. In the case of the transverse WRS, a significant difference between rate-independent and dependent cases is observed overall, with the largest deviation to be seen at the weld toe, with a difference of 140 MPa. The rate-independent model BC exhibits in this case an overall clearly better agreement with the measured WRS than the rate-dependent models.

Calculated and experimentally measured longitudinal WRS (measured WRS found in Ref 13)—vertical broken line shows the limits of the weld area

Calculated and experimentally measured transverse WRS (measured WRS found in Ref 13)—vertical broken line shows the limits of the weld area
Finally, the strain rate sensitivity of steel S355 as a function of temperature, for different strain rates, is presented in Fig. 10, as it was calculated in the present study, based on the experimental results from Ref 15,16,17. The strain rate sensitivity of S355 was calculated according to Eq 1 at three temperature levels above ambient temperature (400, 550, 700 °C) for three different strain rates (300, 500, 850 s−1) and is presented in Fig. 10. Ambient temperature T0 and static strain rate \( \dot{\varepsilon }_{\text{o}} \) were equal to 20 °C and 0.000016 s−1 respectively. A linear behavior was assumed between the calculated points. Similar behavior, qualitatively and quantitatively, is observed at all strain rates along the investigated temperature range, with the SRS being slightly higher around 400 °C for strain rates of 500 and 850 s−1. Moreover, comparing the SRS diagram of S355 (Fig. 10) with the respective diagrams of Al 99.5 and steel AISI 403 (Fig. 2), it is obvious that each alloy exhibits its unique rate-dependent behavior. For example, S355 exhibits higher SRS at room temperature compared to the two batches of Al 99.5, UFG and CG (Fig. 2a). Nevertheless, for temperatures above 150 °C, UFG exhibits higher sensitivity than S355, while the SRS curve of CG lies below the respective of S355 overall in the investigated temperature range (between room temperature and 250 °C). SRS of AISI 403 (Fig. 2b) can only be qualitatively compared with the rest of the alloys due to the different definition (\( m = \Delta \sigma /\Delta (\ln {\text{d}}\varepsilon /{\text{d}}t) \)) applied. The different behavior of AISI 403 is obvious however, as between 250 °C and 440 °C, the respective curve of SRS exhibits negative values, and therefore, the effect of strain rate on the yield strength of this alloy in this temperature range is reversed.

Conclusions
The necessity of taking into consideration the strain rate dependency of steel S355 during a weld simulation was investigated in the present study. The Perzyna model was applied for the introduction of strain rate sensitivity to a validated weld simulation model, which was until now rate-independent. Two different cases were investigated, one where values for the Perzyna model were applied and no influence of temperature was taken into consideration, and one where a temperature-dependent calibration of the model has taken place, based on experimental data from the literature. In all cases, it was assumed that the different microstructural phases of steel display the same rate-dependency. The following conclusions were drawn:
-
Literature research has shown that various alloys can display quite different strain rate sensitivity at higher temperature levels. If the diagram presented in Fig. 10 is compared with the respective diagrams from other materials found in the literature (see Fig. 2), it is obvious that the strain rate sensitivity of S355 exhibits different behavior in the investigated temperature range.
-
Applying strain rate-dependent material models during a weld simulation produces significant deviation in the profiles of calculated WRS in comparison with the classical static material models. A deviation of up to 150 MPa was observed in the present case between rate-independent and dependent cases. Therefore, strain rate dependency cannot be neglected during weld simulation when high accuracy is required.
-
The fact that the two different strain rate-dependent cases, one being temperature independent and one dependent, were almost identical with each other could mean that neglecting the temperature dependence of strain rate sensitivity in case of S355 is possible and causes negligible changes in the calculated WRS profile.
-
The strain rate-dependent material modeling lies closer to physical reality and therefore should provide better agreement with the measured WRS. The better agreement of the strain rate-independent case BC with the measured WRS constitutes the conduction of further investigation necessary.
Future Work
Investigation of the necessity of rate-dependent material models should be extended as well to other materials, which display higher sensitivity, than the presently investigated S355. Welding simulation of aluminum components has already been a subject of investigation and therefore an extension of the existing models (Ref 22) including strain rate dependency would be possible.
References
L.E. Lindgren, Computational Welding Mechanics—Thermomechanical and Microstructural Simulations, 1st ed., Woodhead Publishing Limited, Cambridge, 2007
J.H. Argyris, J. Sjimmat, and K.J. Willam, Computational Aspects of Welding Stress Analysis, Comput. Methods Appl. Mech. Eng., 1982, 33(1–3), p 635–665
G.R. Johnson, W.H. Cook, A Constitutive Model and Data for Metals Subjected to Larger Strains, High Strain Rated and High Temperatures, Proceedings of the 7th International Symposium on Ballistics, 1982, p 541–547
J. May, H.W. Höppel, and M. Göken, Strain Rate Sensitivity of Ultrafine-Grained Aluminium Processed by Severe Plastic Deformation, Scr. Mater., 2005, 53, p 189–194
A.C. Magee and L. Ladani, Temperature Dependency of Mechanical Behavior and Strain Rate Sensitivity of an Al-Mg Alloy with Bimodal Grain Size, Mater. Sci. Eng. A, 2013, 582, p 276–283
C. Gupta, J.K. Chakravartty, S.L. Wadekar, and J.S. Dubey, Effect of Serrated Flow on Deformation Behaviour of AISI, 403 Stainless Steel, MaterZ. Sci. Eng. A, 2000, 292, p 49–55
P. Knoedel, S. Gkatzogiannis, and T. Ummenhofer, Practical Aspects of Welding Residual Stress Simulation, J. Constr. Steel Res., 2017, 132, p 83–96
S. Gkatzogiannis, P. Knoedel, T. Ummenhofer, Influence of Welding Parameters on the Welding Residual Stresses, Proceedings of the VII International Conference on Coupled Problems in Science and Engineering, Rhodes Island, Greece, June 12–14, 2017, p 767–778
S. Gkatzogiannis, P. Knoedel, T. Ummenhofer, FE Welding Residual Stress Simulation—Influence of Boundary Conditions and Material Models, EUROSTEEL 2017, September 13–15, 2017, Copenhagen, Denmark, Ernst & Sohn Verlag für Architektur und technische Wissenschaften GmbH & Co. KG, Berlin CE/papers, 2017
J.A. Goldak, A. Chakravarti, and M. Bibby, A New Finite Element Model for Welding Heat Sources, Metall. Trans. B, 1984, 15, p 299–305
P. Perzyna, Fundamental Problems in Viscoplasticity, Adv. Appl. Mech., 1966, 9, p 243–377
N. Jones, Structural Impact, 2nd ed., Cambridge University Press, New York, 2012
J. Caron, C. Heinze, C. Schwenk, M. Rethmeier, S.S. Babu, and J. Lippold, Effect of Continuous Cooling Transformation Variations on Numerical Calculation of Welding-Induced Residual Stresses, Weld. J., 2010, 89, p 151–160
ANSYS® Academic Research, Release 18.1, Help System, ANSYS, Inc., 2017
D. Forni, B. Chiaia, and E. Cadoni, Strain Rate Behaviour in Tension of S355 Steel: Base for Progressive Collapse Analysis, Eng. Struct., 2016, 119, p 167–173
M. Knobloch, J. Pauli, and M. Fontana, Influence of the Strain Rate on the Mechanical Properties of Mild Carbon Steel at Elevated Temperatures, Mater. Des., 2013, 49, p 553–565
D. Forni, B. Chiaia, and E. Cadoni, High Strain Rate Response of S355 at High Temperatures, Mater. Des., 2016, 94, p 467–478
MATLAB and Statistics Toolbox Release R2015a, The MathWorks, Natick, Massachusetts, USA, 2015
W. Jiang, W. Chen, W. Woo, S.T. Tu, X.C. Zhang, and V. Em, Effects of Low-Temperature Transformation and Transformation-Induced Plasticity on Weld Residual Stresses: Numerical Study and Neutron Diffraction Measurement, Mater. Des., 2018, 147, p 65–79
H. Dai, J.A. Francis, H.J. Stone, H.K.D.H. Bhadeshia, and P.J. Withers, Characterizing Phase Transformations and Their Effects on Ferritic Weld Residual Stresses with X-rays and Neutrons, Metall. Mater. Trans. A, 2008, 39A, p 3070–3078
N. Kubota, Y. Mikami, M. Mochizuki, and H. Kazuo, Numerical Simulation of the Effect of Low-Temperature Transformation Expansion on Residual Stress in Cold Cracking Test Specimens of Different Restraint Factors, J. Phys: Conf. Ser., 2012, 379, p 012054
P. Knoedel, S. Gkatzogiannis, T. Ummenhofer, FE Simulation of Residual Welding Stresses: Aluminum and Steel Structural Components, Selected, Peer Reviewed Papers from the 13th International Aluminium Conference INALCO 2016, September 21–23, 2016, Naples, Italy. Key Engineering Materials, Vol. 710, p 268–274, Trans Tech Publications, Pfaffikon, Switzerland, 2016
S. Gkatzogiannis, Ph.D. thesis (in progress), KIT, Karlsruhe Institute of Technology, Steel and Lightweight Structures, 2018
Acknowledgment
The above-presented work was carried out as a part of the framework of a PhD programme at Karlsruhe Institute of Technology (Ref 23).
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited submission to JMEP selected from presentations at the Symposium “Joining,” belonging to the Topic “Processing” at the European Congress and Exhibition on Advanced Materials and Processes (EUROMAT 2017), held September 17-22, 2017, in Thessaloniki, Greece, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Gkatzogiannis, S., Knoedel, P. & Ummenhofer, T. Strain Rate Dependency of Simulated Welding Residual Stresses. J. of Materi Eng and Perform 27, 5079–5085 (2018). https://doi.org/10.1007/s11665-018-3418-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-018-3418-3