
Abstract
The purpose of this study was to determine the acceptability of nonpenetrating, key-locked inserts in 2099 aluminum-lithium. The tests conducted to make this assessment were: (1) microscopic examination for thread damage and delaminations after key installation, (2) pull-out load at 21 °C (70 °F) and −179 °C (−290 °F), and (3) mechanical cycling tests at room temperature and −179 °C (−290 °F). The test results indicated that for the three sizes evaluated, key-locked inserts in 2099-T6 and 2099-T8 were acceptable and although delaminations did occur on some T6 temper specimens, it was only as a failure mode at ultimate load and such behavior was judged to be acceptable.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Aerospace engineers use nonpenetrating, key-locked inserts for both pressurized and unpressurized structures. The inserts are threaded into a blind hole and used for applications where through-penetrations of pressurized structures are avoided or prohibited. They are also commonly used to eliminate the need for back surface access for unpressurized structures. Such inserts have a successful service history for a broad range of aluminum alloys (and other metals not addressed in this paper) used in aerospace applications. A discussion of inserts in general can be found in Ref 1, 2. For a new alloy such as 2099 aluminum-lithium (Al-Li) addressed in the studies described herein, the acceptability and design limits are needed to be established.
Al-Li alloys are attractive for aerospace applications because of their good to high strength, lower density than the 2000 and 7000 series aluminum alloys, higher modulus, and alloys 2195 Al-Li and 2099 Al-Li are suitable for use at cryogenic temperatures. The alloy 2099 Al-Li was selected because it was a candidate for several production applications. Among current Al-Li alloys, 2099 Al-Li has the highest modulus and lowest density with good strengths.
Key-locked inserts are commonly installed with the axis in the short transverse (ST) direction of a plate or forging. For a lid of a pressurized structure attached with bolts into inserts, the inserts would create a shear load in the ST direction of the base material when the structure is pressurized. Loading in the ST direction of Al-Li alloys has been an issue with earlier Al-Li alloys. ST toughness and manufacturing problems were encountered with earlier Al-Li alloys such as 2090 because of their tendency to delaminate in a plane parallel to the surface of the plate. Such delaminations were observed in 2090 in engineering tests (Ref 3) and in manufacturing with interference-fit fasteners, rivets, and unsupported drilling of sheet (Ref 4, 5). Successful manufacturing procedures were established and components installed in production hardware with subsequent excellent service records. The alloy 2099 was specifically developed to minimize this delamination tendency among other reasons. The alloy 2099 Al-Li has a higher threshold than 2090 Al-Li before delaminations occur with standard manufacturing operations (Ref 6). Since the lithium content of 2099 is nominally 1.8%, the tendency to delaminate is somewhat greater than alloys with lithium content around 1% (such as 2195 Al-Li). It was decided that delamination characteristics (if any) associated with key-locked inserts needed to be studied for 2099 Al-Li to establish that either delaminations were not an issue or design allowables where delaminations would not occur.
The concerns and tasks addressed in the efforts described were as follows:
-
Will installation of keys damage the 2099 alloy or create delaminations and hence reduce the pull-out strength of the insert?
-
The installation tool drives/forces locking keys into position, shearing a portion of the thread as they are inserted. As the loads are in the ST direction, there was concern that this operation could lead to delaminations and hence lower pull-out loads or lower cyclic life.
-
-
Will the insert shear out at acceptable pull-out loads or will the pull-out loads be lower, particularly at cryogenic temperatures?
-
A prior study conducted on 2099-T8 alloy compact tension specimens showed that the number and size of delaminations after fracture were greater for tests conducted at cryogenic temperatures than at room temperature.
-
-
Will delaminations develop under low-mechanical cyclic loading where the load experienced is at or below the design loads?
-
Measure the shear strength and pull-out strengths to validate that the estimated shear strength and pull-out loads used for a specific design are conservative.
-
A component was designed before shear strengths or insert pull-out test results were available. Estimates were made of the pull-out loads based on the relationship: Shear Strength = UTS/ \( {\sqrt 3 } \), a standard stress analysis practice when the shear strength is not available. These shear strengths and the shear areas listed in MIL-I-45914 (Ref 7) were used to estimate the pull-out loads listed in Table 2 in conjunction with the room temperature ultimate tensile strength values: UTS (T6) = 441 MPa (64 ksi) and UTS (T8) = 496 MPa (72 ksi).
-
For 2099 to gain acceptance for using nonpenetrating, key-locked inserts in aerospace designs, adequate technical results were required to address these concerns. Several programs were planned and conducted, including one at Loyola Marymount University conducted by a team composed of the co-authors and several engineers and scientists from the Boeing test laboratory.
Approach
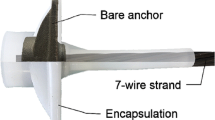
A standard commercial key-locked insert (shown in Fig. 1) was selected for this study, with variations in size, surface coating, and type—standard or heavy duty. For testing the pull-out loads of the insert, high-strength fasteners were used. Since A286 inserts and fasteners were required for the cryogenic portion of the test program, they were also used at ambient temperature for consistency.

Key locked insert with external and internal threads
Cryogenic test temperatures of −179 °C (−290 °F) (lowest temperature possible for the test chamber used for pull-out tests) and −196 °C (−320 °F) (liquid nitrogen for shear tests) were selected. Oxygen, one of the cryogenic liquids of interest, becomes a liquid at −183 °C (−297 °F). The differences in material behavior in the range of −179 °C (−290 °F) to −196 °C (−320 °F) are considered small. Although the tensile strength of Al-Li alloys increase at cryogenic temperatures, it was not known whether the pull-out loads of key-locked inserts would increase or decrease because of the greater tendency for delamination at cryogenic temperatures.
Extensive in house studies have shown that standard drilling, reaming, and threading operations do not introduce cracks in aluminum and more limited studies have shown this to be the case for 2099 Al-Li provided that good machining practices are used. It was thought that the cyclic life might be influenced by setting the keys if mechanical damage or delaminations were created.
Test Material
2099 Plate
Properties: A 6.1 cm (2.4 in.) thick plate was procured in the F and T3 temper and subsequently heat treated as described below. The chemistries and acceptance data for these plates are listed in Table 1. The data are from three chemistries. The ultimate and yield strengths for any given orientation were within 20.7 MPa (3 ksi).
Heat Treatment: There is no specification for aging of 2099 for either temper. The following heat treat parameters were used:
-
Solution heat treat at 549 °C (1020 °F) for the time specified in AMS 2770 for the thicknesses used and quench into water. Soak time started when the furnace reached 543 °C (1010 °F).
-
T8 aging—48 h at 96 °C (205 °F), followed by 24 h at 149 °C (300 °F).
-
T6 aging—24 h at 121 °C (250 °F), followed by 72 h at 163 °C 325 °F.
The two-step aging was previously developed to increase the in-plane (L-LT or LT-L) cryogenic toughness over that obtained at room temperature.
2219-T851 (Control and Reference)
2219-T851 plate was used as a control reference for pullout and shear tests. The properties listed in MMPDS for 2099-T8 for plate up to 5.08 cm (2 in.) thick was met.
Key-Locked Inserts
One generic type of key-locked insert selected for this study is shown in Fig. 1. Sizes of 0.635 cm (0.250 in.), 0.9525 cm (0.375 in.), and 1.11125 cm (0.4375 in.) diameter (bolt size to be used with the insert) were selected for evaluation. Both standard and heavy duty inserts were included in the study. Inserts were procured with two types of surface coatings, a standard solid-film lubricant and the other silver plated. These coatings were applied by the manufacturer of the insert. The solid-film lubricants commonly used for aerospace applications are not compatible with liquid oxygen because of the organic binder used, while those with silver plating can be used with liquid oxygen. Inserts made from A286 stainless steel were required for cryogenic tests and were also used for room-temperature tests. An initial study showed that there was no significant difference in the pull-out loads of inserts with silver and solid-film lubricants. Solid film coated inserts were used for most of the tests because of their availability and procurement ease.
National Aerospace Standard (NAS) designations are used herein. The designation codes applicable to the inserts used in this effort are listed below. Additional details are available in the NAS standards.
NAS1394CA7LS or NAS1395CA4L Insert
-
1394—lightweight or standard inserts (MIL-I-45914A designation is MS51830), Ref 8.
-
1395—heavy duty inserts (MIL-I-45914A designation is MS51831), Ref 9.
-
CA—286 steel.
-
Number after CA indicates size: 4 = 0.635 cm (0.250 in.), 6 = 0.9525 cm (0.375 in.), and 7 = 1.1113 cm (0.4375 in.).
-
L—designates self-locking bolts for which the insert is swaged at the center to produce friction locking of the bolt. This swaging requires the removal of one thread on the outside of the insert reducing the shear contact area and hence lowering the pull-out load capability compared to a non-locked insert. A solid film lubricant is used for self-locking inserts unless the “N” suffix is attached.
-
S—designates silver plated.
All the inserts used in this study were key-locked inserts.
Specimen Preparation and Test Procedure: An initial evaluation was conducted to determine whether setting the keys would damage the threads or introduce delaminations. Standard installation procedure is to press or hammer in the keys, which shear the threads locally as they are inserted. Several 2099 specimens were sectioned after setting the keys and compared to nonlithium-aluminum alloys. Sectioned inserts showed that there was some smearing and adherence of the 2099 Al-Li onto the keys, but no significant thread damage and no delaminations were evident. Subsequent examination of many specimens for other reasons had the same results.
Test blocks for the room temperature tests were made approximately 4.45 cm (1.75 in.) thick (test direction) × 5.00 cm (1.97 in.) × 5.00 cm (1.97 in.). The top and bottom surfaces of the 4.45 cm (1.75 in.) thick section were machined parallel within 0.0051 cm (0.002 in.) to ensure alignment during test. For the cryogenic tests, specimens were 2.03 cm (0.80 in.) thick × 5.00 cm (1.97 in.) × 5.00 cm (1.97 in.) to allow cooling in the test fixture from the bottom of the test specimen. Holes were drilled in the specimens with the drill axis corresponding to the ST direction, the 2.03 cm (0.80 in.) and 4.45 cm (1.75 in.) directions. The required threads were tapped into the holes with special attention given to ensure alignment to provide a uniform thread height around the circumference. For the 4.45 cm (1.75 in.) thick test blocks, two tests were conducted, one on each side of the specimen.
There were many details that needed to be addressed to ensure meaningful and repeatable test results. For example, if the tap was not centered, the low-thread height on one side would result in low-pull-out loads. Also, it was found that drilling through the block resulted in a larger and variable hole size at one end. The larger diameter resulted in a lower and variable thread engagement area resulting in unacceptable variation in the pull-out loads. The procedure was modified with the hole produced from each side that eliminated the problem.
The test fixture used for this effort is shown in Fig. 2. For the cryogenic tests, the entire fixture was placed in an insulated chamber and the test specimen cooled to −179 °C (−290 °F). The 2.03 cm (0.80 in.) thick specimens allowed direct impingement of liquid nitrogen on the bottom of the specimen, helping to achieve and maintain the required test temperature of the test specimen. The test fixture in the chamber did not reach the test temperature because of its large mass.

Test arrangement for cryogenic pull-out tests (left photo) and room temperature tests (right photo). (10.8 in. = 2.032 cm; 1.97 in. = 5.004 cm)
A load-time curve was generated for each test with failure indicated by a drop in load. After test, examination of the specimen usually showed the insert to be slightly above the surface of the block; the insert is installed flush or below the surface.
Test plans were created to address each of the issues and concerns previously identified, the parts tested, and the results analyzed.
Results and Discussion
Failure Mode
The failure mode of inserts installed in 2099-T8 was by shearing of the threads, which is typical of nonlithium-containing alloys. Upon failure at maximum load, the 2099-T6 emitted an audible sound. Post-test examination showed a combination of sheared threads and delamination of the 2099-T6 in the top region of the insert (shown in Fig. 3). For the T8 temper, the threads sheared with no evidence of delaminations based on sectioning and microscopic examination of a number of specimens. The two failure modes are shown in Fig. 4.

Typical failure pattern of 2099-T6

Contrasting failure modes for 2099-T6 and T8
There was no indication, based on load-drop or sound emissions, that any delaminations occurred before maximum load. Further investigation was required before one could state with greater certainty that no delaminations occurred before maximum load. This question was addressed in cycle tests (described later), where specimens were mechanically cycled below the ultimate load at −179 °C (−290 °F), then sectioned and metallographically examined for delaminations.
There were mixed failure modes for pull-out tests conducted on 2099-T6 at −179 °C (−290 °F). In one group of three specimens, two failed completely by thread shear and one failed by thread shear and delamination near the top of the insert. In the 2099, the failure mode at room temperature was always a combination of sheared threads and delaminations near the top of the insert. The change in failure mode at −179 °C (−290 °F) for some of the specimens was unexpected. The pull-out loads were higher at −179 °C (−290 °F) than at room temperature, as would be expected based on the increase in shear strength at cryogenic temperature (as presented later).
The allowable pull-out load is used in design. The failure mode only becomes important if it results in low-pull-out loads or large failure load variation. As this was not the case, the judgment was made that if no delaminations occur before maximum load, then the difference in failure modes was not relevant to the design of key-locked inserts.
Comparison of 2219-T87 and 2099-T8 Pull-out Loads
A comparison of the pull-out loads was made for all the sizes. Figure 5 shows the variation in pull-out loads for a 1.1113 cm (0.4375 in.) insert NAS1394CA7L at room temperature. The designations such as CA7LS and CA4L following the NAS1394 and NAS1395 are codes indicating things such as coatings, etc. which is spelled out in each spec.

Comparison of pull-out loads of 7/16 NAS 1394CA7L Inserts in 2219-T87 and 2099-T8 (19,300 lbs = 85,846 N; 17,042 lbs. = 75,803 N)
The A-basis allowable shear strength for 2219-T87 is listed as 255 MPa (37 ksi) for plate to 2.54 cm (1 in.) thick. The minimum shear area listed in MIL-I-45914A for the 1.1113 cm (0.4375 in.) insert NAS1394CA7L is 2.97 cm2 (0.4606 in.2). These values result in a predicted minimum pull-out load of 75,803 N (17,042 lbs). As evident in Fig. 5, all the pull-out loads exceed this value.
In a separate test effort, the nominal shear strength of 2099-T8 was 317 MPa (46 ksi), which was considerably higher than had been estimated from the relationship of UTS/\( {\sqrt 3} \) = 64/1.732 = 255 MPa (37 ksi), which had been used for the design of a specific component. The 441 MPa (64 ksi) ultimate strength is in the 45-deg orientation with respect to the rolling direction; the L and LT values are around 41 MPa (6 ksi) higher for 2.54 cm (1 in.) thick plate. The pull out loads ranged from around 88,070 N (19,800 lbs) to 94,742 N (21,300 lbs), which is in the range of the expected value of 46,000 (nominal shear strength) × 0.4606 (minimum thread shear area) = 94,253 N (21,190 lbs). The allowable shear strength may be around 290 MPa (42 ksi), which would result in a minimum pull-out load of 85,846 N (19,300 lbs). The average pull-out load for 2099-T8 for NAS1394CA7 was 92,518 N (20,800 lbs). Using this value and the minimum contact area, the average shear strength would be 310 MPa (45 ksi), very close to the shear strength determined from shear tests.
Room Temperature Pull-Out Loads for Different Sizes and Types of Inserts
A comparison of the pull-out loads for different sizes and types of inserts (heavy duty and standard) is listed in Table 2. Table 3 compares the pull-out loads estimated from the average shear strength of 296 MPa (43 ksi) for 2099-T6 and 317 MPa (46 ksi) for 2099-T8. The comparison shows that the average measured pull-out loads were for some cases lower than the pull-out loads estimated from the average shear strengths and the minimum areas specified in MIL-I-45914A. A-basis pull-out allowables are most often determined from the A-basis shear strength allowables and the minimum contact area and not from pull-out tests. Using this approach would not always be conservative for design for the alloy 2099. The difference in pull-out loads was largest for the 1.1113 cm (0.4375 in.) NAS1395CA7. Since a safety factor of two is used in the design of such inserts, the difference in the actual and predicted pull-out loads are within acceptable limits. It would be possible to refine the estimate of the average by conducting additional pull-out tests with post-test evaluation to define thread engagement area and the measured pull-out values could be used for establishing design allowables.
For existing hardware where a change from the currently used aluminum alloy to 2099 is being considered, the design optimization process normally does not change local regions so the same size and type of inserts would be used for both alloys. The shear strength of the high-strength 7000 series alloys such as 7075-T73 [A-basis allowables 262/269 MPA (38/39 ksi)] would not require any geometric change, while in the case of 7050-T7651 [A-basis allowables 303/310 MPa (44/45 ksi)], a design analysis would be required to determine if a change in geometry was required. If the insert sizes are not changed when 2099 is substituted for 2219, higher margins would be obtained because of the higher pull-out strengths of 2099.
Cryogenic Pull-Out Tests
Cryogenic pull-out tests were conducted using the T6 temper. The T6 temper is more prone to delaminations as evidenced in the room temperature pull-out tests and was viewed as more severe than testing the T8 temper. Three specimens with a T6 temper were tested at room temperature and three at −179 °C (−290 °F). The results in Table 4 show an average increase in pull-out load for 0.635 cm (0.250 in.) NAS1394CA4L inserts from 37,764 N (8,490 lbs) at room temperature to 45,725 N (10,280 lbs) or a 21% increase. The increase in the shear strength of 19% agreed well with the increase obtained in the pull-out tests. The failure mode changed at cryogenic temperature from sheared threads and delaminations to (1) specimens where only the thread was sheared and (2) sheared threads and delaminations as seen at room temperature.
Ambient and Cryogenic Cyclic Tests
NAS1394CA4 key-locked inserts were loaded 30 times from 0 to target load and unloaded where the target load was 50, 60, 70, or 80% of the average pull-out load for that temperature. One specimen group was tested at room temperature and another group was load cycled at −179 °C (−290 °F). The first load cycle of all test specimens was a proof load at room temperature of 1.1 × maximum expected service load. The specimens were then cycled at one load level and one temperature at 50, 60, 70, 80, or 90% of the average pull-out load for that temperature. Load-time curves were recorded and after the cycling was completed the specimens were sectioned, polished, and examined under magnification for delaminations.
The load-time curves were uniform for all the specimens tested, i.e., there was no drop-off in loads that would suggest the development of delaminations. No delaminations were observed in the post-test sectioned and polished specimens load cycled to 90% of the average pull-out load. Delaminations had been previously seen on compact tension fracture toughness specimens loaded to a percentage of the ultimate strength; such specimens contain a purposely introduced crack, which is associated with the development of delaminations. For aerospace applications, plates are ultrasonically inspected at the mill providing a high confidence that preexisting cracks do not exist.
Shear Strength
The shear direction or shear load of relevance to key-locked fasteners is a load applied parallel to the ST axis with the specimens parallel to the plane of the plate. Specimens were taken in the L, LT, and 45 deg to the L-LT directions. As specimens were extracted from the approximately 5.08 × 5.08-cm (2 × 2-in.) key-locked insert test blocks, the specimens were short. An evaluation was made comparing double shear and short single shear for the reference aluminum 2219. The results showed that single shear provided the same results as the double shear, so single shear was used for all the tests.
The shear test results showed that the anisotropy evident in tensile coupons was not evident in the shear test results. For 2099-T6, the shear strengths for specimens whose axis was in the L direction were 297.9 MPa (43.2 ksi) and 288.2 MPa (41.8 ksi), for specimens in the LT direction 298.6 MPa (43.3 ksi) and 299.2 MPa (43.4 ksi), and for specimens in the 45-deg orientation to the L and LT directions 289.6 MPa (42.0 ksi) and 291.0 MPa (42.2 ksi). The average of the specimens for the three different orientations grouped together was 294.4 MPa (42.7 ksi). The test scatter was also small at −196 °C (−320 °F). The average shear strength of 2099-T6 increased from 296.5 MPa (43.0 ksi) at 21 °C (70 °F) to 351.6 MPa (51.0 ksi) at −196 °C (−320 °F). 2099-T8 was 317.2 MPa (46.0 ksi) at 21 °C (70 °F); −196 °C (−320 °F) was not conducted for the T8 temper.
Design Considerations
There are several ways in which the allowable loads can be determined:
-
Based on the minimum insert contact area listed in MIL-I-45914A and with the A-basis allowable shear strength of the material defined, the minimum pull-out loads are calculated.
-
When the shear strength allowables have not been defined, but the tensile properties have been characterized, the allowable shear strength is estimated from F tu/\( {\sqrt 3 } \). This approach was used before the development of the shear properties and resulted in an estimate of the shear strength for 2099-T6 of 255 MPa (37 ksi). With the average measured value, one could expect that the allowable would be around 276 MPa (40 ksi).
The design approach commonly used for key-locked inserts provides high margins. Such inserts are normally designed with sufficient strength margins that no insert pull-out tests are required. This approach, called a no-test-factor, requires that the allowable design loads be half of the allowable pull-out loads. For pressurized structures, which are normally proof tested, the proof test would produce the maximum load the inserts would experience and is typically 5% or 10% higher than maximum design load well below the maximum pull-out load.
Summary and Conclusions
-
1.
No cracking or delaminations were produced as a result of driving key-locked inserts into 2099-T6 or 2099-T8.
-
2.
Pull-out loads for 2099-T6 and 2099-T8 were as expected based on design estimates, calculations based on shear strength listed in MIL HDBK-5, and minimum thread contact areas listed in MIL-I-45914.
-
3.
Pull-out tests of 2099-T8 key-locked insert failed by thread shear and no delaminations were produced. Pull-out tests of 2099-T6 key-locked insert failed by a combination of thread shear and delaminations.
-
4.
There was no evidence of delaminations in any mechanically cycled inserts, for both room temperature and cryogenic, −179 °C (−290 °F), temperature, for 30 cycles at up to 90% of the ultimate pullout strength. Tests herein suggest delaminations are a failure mode only and do not occur prior to failure loads.
-
5.
The pull-out strength determined from the shear strength and minimum contact area in MIL-I-45914A was in a number of cases higher than the actual pull-out loads.
It was concluded that key-locked inserts can be used for either pressurized or unpressurized structure constructed from 2099-T6 or 2099-T8. Design values based on shear strength and minimum contact area in MIL-I-45914A need to be verified by pull-out tests.
References
R. Dunton, Threaded Inserts for Solving Assembly Problems, Assembly Eng. 23(4) 1980, 30–36
D.P. Viscio, How Inserts Help Lightweight Structures, Mach. Des. 47(14) 1975, 113–116
K.T.V. Rao, R. Ritchie, Mechanisms Influencing the Cryogenic Fracture-Toughness Behavior of Al-Li Alloys, Acta Metall. Mater. 38(11) 2309–2326, 1990
S.G. Keener, “Mechanical Joining Characteristics of Al-Li (2090) in a Production Environment”, SAE Technical Paper 912640, Aerofast 91, Nashville, Tennessee, Nov. 5–6, 1991
D. Roubinet, D.M. Shoe, and G. Moon, “Aluminum Lithium (Alloy 2090) Fastening Evaluation for the 777”, SAE Paper 941844 in the Proceeding of the Aerofast Symposium, Presented October 1994
M. Tarkanian, unpublished Boeing investigation on Drilling and Coining of 2099, May 2002
Military Handbook: Metallic Materials and Elements for Aerospace vehicle Structures. December 1998
NAS1394, National Aerospace Standard 21 August 1995 “Insert-Threaded Metal, Lightweight, Self-Locking, and Non Self-Locking”
NAS1395, National Aerospace Standard 21 August 1995 “Insert-Threaded Metal, Heavy Duty, Self-Locking, and Non Self-Locking”
Acknowledgments
The authors gratefully acknowledge the National Science Foundation and Their Research Experiences for Undergraduates program (Grant No. EEC-0353668). Ms. Esther Bolding is the program manager.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Babel, H., Gibson, J., Tarkanian, M. et al. 2099 Aluminum-Lithium with Key-Locked Inserts for Aerospace Applications. J. of Materi Eng and Perform 16, 584–591 (2007). https://doi.org/10.1007/s11665-007-9096-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-007-9096-1