
Abstract
The effects of thermal pretreatment on the leaching of Yunnan ilmenite ores were investigated from two aspects: the dissolution of iron and titanium, and the proportion of fine precipitations. The results indicate that high-temperature reduction or oxidization produces phase and structure transformations on ilmenite that facilitate the dissolution of iron, reduce the dissolution of titanium, and facilitate the hydrolysis of dissolved titanium. The results further indicate that oxidation at temperatures ranging from 1023 K (750 °C) to 1273 K (1000 °C) can significantly decrease the proportion of fine products. It is believed that the structure of oxidized ilmenite played an important role in minimizing the proportion of fine materials.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ilmenite accounts for 90 pct of the world demand for titanium minerals, mainly for the production of titanium dioxide pigment. Titanium dioxide pigment is produced industrially by the sulfate and chloride processes. The chloride process generally enjoys more favorable economics and generates less waste. However, the chloride process needs natural rutile, synthetic rutile, or high-grade titanium slag as raw materials. The shortage of natural rutile has encouraged research efforts to convert ilmenite into synthetic rutile to meet the raw material requirements of the chloride pigment manufactures.[1–3]
Hydrochloric acid leaching of ilmenite is used in the so-called Benilite process to manufacture synthetic rutile. It is also used in the Austpac process, which is still at the pilot stage.[4] Many leaching studies of ilmenite by hydrochloric acid were performed in order to obtain optimum conditions for upgrading the ilmenite into synthetic rutile. The leaching rate of iron and the recovery of titanium are affected by the acid concentration, temperature, acid to ilmenite mole ratio, particle size, and additives.[2,5–7] Furthermore, the reactivity toward hydrochloric acid also depends on the nature of the mineral, whether it has been altered or not.[2]
In order to enhance the leaching rate of iron, a reduction is necessary to convert the ferric into ferrous which is more soluble in hydrochloric acid.[8] It has also been found that oxidation prior to reduction of ilmenite can enhance the rate of reduction and leaching.[9] The high-temperature oxidation process can remove the organic components, which limit the leaching rate. Furthermore, the heating process can produce cracks permitting faster penetration of acid solution into the ore grain. The oxidation treatment also converts the titanium in ilmenite to rutile, which is less soluble in hydrochloric acid, and a high recovery of titanium is obtained.[10,11] However, some investigators observed that oxidation before leaching has no advantages in the manufacture of synthetic rutile.[12] It is possible that the nature of the mineral was different in that study.
The quality of synthetic rutile is mainly influenced by two factors. Namely, the percentage of titanium content and the particle size of the material. Generally speaking, the higher content of titanium and the less impurities, the better synthetic rutile is as raw material for the chloride process. In order to meet the chlorination fluid bed requirements, the particle size of synthetic rutile must be in the range of −10 and +200 US mesh (i.e., between 74 and 2000 μm).[7]
One of the most important factors in the production of synthetic rutile is the control of its fines content. Several studies have been performed in order to reduce the percentage of the TiO2 hydrate fines and the dissolution of titanium in the mother liquor. In one process with two-step leaching of ilmenite with hydrochloric acid, the percentage of fines can be minimized when using a mixed acid solution for the first leaching step.[13] The fines or slime formation in the mother liquor also can be minimized when a small amount of sulfate ions is added to the hydrochloric acid.[7] Heating the ilmenite ores and hydrochloric acid reactants to an elevated temperature prior to admixing in the leaching operation, and heating to a leaching temperature from about 383 K (110 °C) to about 423 K (150 °C) at a faster rate can reduce fines or slimes formation.[14] Agitation has also an obvious impact on the formation of fines. Fluidization leaching has advantages to rotary and agitated leaching in minimizing the formation of TiO2 fines. Large particles are broken into smaller ones by the stirring paddles or by friction against each other.
In this study, the structure of untreated, reduced, and oxidized Yunnan ilmenite concentration was investigated. Furthermore, the leaching behavior of iron and titanium in hydrochloric acid solution (8 mol/L) at 381 K (108 °C) was studied. It was expected that this investigation would help establish the best possible route for the production of synthetic rutile from Yunnan ilmenite.
Experimental
Materials
The ilmenite concentrate utilized in this investigation was acquired from Yunnan Xinli Nonferrous Metals Co., Ltd. in China. The X-ray pattern (Figure 1a) showed that the major crystalline phase in the ilmenite concentrate is FeTiO3. It can be seen from Figures 2(a) and (b) that the untreated ilmenite ore has a dense texture and is smooth in appearance. The materials were analyzed by the same methods used by other researchers.[15] Results of chemical analysis are shown in Table I (untreated ilmenite). The particle size distribution of the samples was measured with sieve analysis. As shown in Table II, all particles were finer than 425 μm (20 US mesh).

XRD pattern of raw materials (a) untreated ilmenite, (b) reduced ilmenite

SEM images of ilmenite ore (a, b) untreated, (c, d) reduced at 1173 K (900 °C), (e, f) oxidized at 1073 K (800 °C)
Thermal Pretreatment
Reduction tests were performed in a horizontal tubular furnace. CO and N2 were used as reduction and protection gas, respectively. Samples were placed in an alumina crucible and introduced inside the furnace once the temperature had reached 1173 K (900 °C). The reduction lasted for 60 minutes. The X-ray pattern (Figure 1b) showed that the major crystalline phase in reduced ilmenite is FeTiO3, with a low amount of rutile (TiO2). The chemical analysis presented in Table I (reduced ilmenite), shows an 8 pct drop in Fe2O3 after reduction. The surface of the reduced ilmenite is badly shattered, and with a large amount of cracks and crevasses, as shown in Figures 2(c) and (d). Furthermore, the surface of the reduced ilmenite is covered with numerous small needle crystals with an average length of about 1 μm. These crystals could be identified as rutile by EDX and XRD measurements.
Oxidation experiments were performed in a laboratory open muffle furnace. The oxidation was conducted at temperatures of 923 K (650 °C), 1023 K (750 °C), 1073 K (800 °C), 1173 K (900 °C), and 1273 K (1000 °C) for 60 minutes.
Leaching
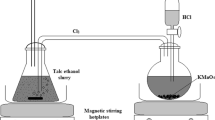
Leaching experiments were performed at 381 K (108 °C) for periods of up to 7 hours in HCl solution. A four-necked round-bottomed flask equipped with a water condenser, a mechanical stirrer, a thermocouple, and a thermometer was used. The HCl gas that escaped from water condenser, would be absorbed by water, then neutralized by a solution of sodium hydroxide. During leaching, 50 g ilmenite sample was mixed with 500 mL of acid solution. In all cases, 400 rpm rotating speed was necessary for good mixing. During leaching, 5 mL of solution was siphoned from the flask at regular time intervals and analyzed to determine the amount of iron and titanium dissolved. The fraction of iron and titanium dioxide dissolved was calculated based on the amount of iron and titanium dioxide contained in the raw materials.
Results and Discussion
Leaching Behavior of Different Treated Ilmenite Ores
In this part, a series of comparisons among untreated ilmenite, reduced ilmenite, and oxidized ilmenite (oxidized at 1073 K (800 °C) for 60 minutes) were observed.
Figure 3 shows the fraction of iron and titanium dissolved after 7 hours of leaching at three different acid concentrations of HCl. From the results shown in Figure 3, it can be observed that the fraction of iron dissolved dramatically increased by increasing the hydrochloric acid concentration. When utilizing 18 pct HCl solution, the fraction of iron dissolved only 40, 67, and 72 pct for untreated ilmenite, oxidized ilmenite, and reduced ilmenite, respectively. When the concentration of HCl solution was raised to 26 pct, the fraction of iron dissolved reached about 71.8 pct for untreated ilmenite, 93.4 pct for oxidized ilmenite, and 94 pct for reduced ilmenite. The fraction of titanium dissolved in solution for untreated ilmenite is much higher than reduced ilmenite and oxidized ilmenite. This may be caused by the low dissolution rate of ilmenite and delay the hydrolyzation of dissolved titanium. The fraction of titanium dissolved in solution for reduced ilmenite is very similar with oxidized ilmenite, only about 4 pct under 26 pct HCl solution.

Effect of acid concentration on leaching efficiency of ilmenite
Figure 4 shows the leaching behaviors of iron and titanium when utilizing 26 pct HCl solution. As Figure 4 illustrates, the dissolution rate of iron is very fast at the initial stages of leaching and decreases with time. From the results obtained, it is clear that the fraction of iron dissolved increased slowly with the time for untreated ilmenite. The fraction of iron dissolved increased dramatically when utilizing reduced or oxidized ilmenite. The extraction behavior of iron in oxidized ilmenite is very similar with reduced ilmenite. Compared with reduced ilmenite, the extent of iron dissolved is a little lower in oxidized ilmenite. After 7 hours of leaching, the fraction of iron dissolved in solution reached about 80 pct for untreated ilmenite, nearly 93 pct for reduced, and about 92.5 pct for oxidized. The fraction of TiO2 dissolved was also significantly influenced by the thermal pretreatment. In all cases, the fraction of TiO2 dissolved reached to a maximum value (about 38 pct for untreated ilmenite, 22 pct for reduced, and about 18 pct for oxidized) and then decreased with time. The downward trend can be explained by the hydrolysis of the dissolved titanium dioxide, which has been reported by other investigators.[15,16] The inflection point for untreated ilmenite did not appear until 4 hours of leaching. Then the fraction of TiO2 dissolved dropped down slowly, there was still about 18 pct TiO2 dissolved in solution after 7 hours leaching. Compared with untreated ilmenite, the fraction of TiO2 dissolved reached a high value in 1 hour, then dropped down dramatically, finally reached a relatively low value after 3 hours (about 5 pct).

Effect of time on leaching efficiency of ilmenite
The particle size distribution of the leaching residue which acquired at 381 K (108 °C) after 7 hours reaction time is presented in Table II. The leaching residue from untreated or reduced ilmenite presented a large percentage of fines (−74 μm), about 21 pct for untreated and 37 pct for reduced. Almost 75 pct of the residue is finer than 150 μm for untreated ilmenite and 70 pct for reduced ilmenite. On the other hand, the leaching residue produced from oxidized ilmenite [1073 K (800 °C)] had a better (more coarse) particle size, as shown in Table II. Only 48.8 pct is smaller than 150 μm. The amount of fines (−74 μm) in the residue did not exceed 4 pct.
In short, untreated ilmenite exhibits low reactivity with hydrochloric acid, while reduced or oxidized ilmenite are more reactive. Utilizing thermal oxidation, by contrast, has obvious advantages for Yunnan ilmenite, with high leaching efficiency of iron and relatively low production of fines.
Effects of Preoxidation Temperature
In order to explore the influence of different oxidization temperatures on the leaching residues, a series of oxidization experiments was conducted. As listed in Table II, when roasting at 923 K (650 °C), the amount of fines was the highest after leaching, with about 65 pct—150 μm and 19 pct—74 μm. There is no significant influence on the amount of fines when the roasting temperature is increased from 1023 K (750 °C) to 1273 K (1000 °C), with 52 pct smaller than 150 μm, and 4 pct smaller than 74 μm.
As shown in Figure 5, when oxidized at 923 K (650 °C), the main phase in the ilmenite is still FeTiO3. When the oxidation temperature is raised to 1023 K (750 °C), the intensity of ilmenite (FeTiO3) peaks is significantly reduced, and peaks of hematite (Fe2O3) and rutile (TiO2) appear as a result of the reaction:
The ilmenite phase (FeTiO3) no longer exists after oxidation at 1073 K (800 °C). A small amount of pseudobrookite (Fe2TiO5) occurred as a new phase. Hematite (Fe2O3) and rutile (TiO2) are the dominant phase. The formation of pseudobrookite (Fe2TiO5) could be represented by the reaction
When the oxidation temperature is raised to 1173 K (900 °C), the hematite (Fe2O3) and rutile (TiO2) peaks are significantly reduced or disappear, and the pseudobrookite (Fe2TiO5) diffraction peaks increased. This can be explained by the reaction
When the temperature is further increased to 1273 K (1000 °C), there is no remarkable difference in diffraction peaks obtained by oxidation at 1173 K (900 °C).

XRD pattern of ilmenite oxidation at different temperatures
When roasting at 1073 K (800 °C) for 60 minutes, the major crystalline phase in the ore is hematite (Fe2O3) and rutile (TiO2). As observed in Figures 2(e) and (f), the morphology of oxidized ilmenite is rough and multilayered. Unlike reduced ilmenite, the surface of oxidized ilmenite is covered with an interlaced crystal structure. That interlaced crystal structure was defined as hematite (Fe2O3) by other investigators.[11]
Characteristics of the Leaching Residues
The produced residue at the optimum conditions was washed, dried at 383 K (110 °C), and calcined at 1173 K (900 °C) for 1 hour. X-ray powder diffraction spectra of the leaching product produced by oxidized ilmenite (1073 K (800 °C)) are shown in Figure 6. The main phase is rutile. The chemical composition is shown in Table I. The leaching residue produced from untreated ilmenite contained about 84 wt. pct TiO2 and 6 wt. pct FeO. The leaching residue produced from reduced or oxidized ilmenite contained about 92.5 wt. pct TiO2 and only about 0.5 wt. pct FeO. The total amount of CaO and MgO in the material produced from reduced or oxidized ilmenite does not exceed 0.25 wt. pct.

XRD pattern of leaching product (produced from oxidized ilmenite)
After acid leaching of reduced ilmenite (Figures 7(a) and (b)), the residue is much smaller in size when compared with raw materials. Moreover, the surface of the residue is covered with many more needle crystals than that of reduced ilmenite ore. Figures 7(c) and (d) shows that, the surface of the leaching residual made by oxidized ilmenite is covered with large amounts of granular titanium dioxide crystals.

SEM images of leaching residual (a, b) reduced at 1173 K (900 °C), (c, d): oxidized at 1073 K (800 °C)
Conclusions
This study revealed that thermal pretreatment is required for hydrochloric acid leaching of Yunnan ilmenite to produce synthetic rutile. The leaching fraction is very low for untreated ilmenite. Both reduction and oxidization can enhance the dissolution of iron, and facilitate the hydrolysis of dissolved titanium. Prereduction cannot reduce the amount of fines, while preoxidization can. After preoxidization, especially oxidized higher than 1023 K (750 °C), the particle size of products was much smaller than that of untreated or reduced ilmenite. The synthetic rutile is produced from oxidized ilmenite containing about 92.5 wt. pct TiO2, 0.5 wt. pct FeO as well as combined CaO and MgO of 0.25 wt. pct. The results could provide a theoretical guidance for optimization of the utilization of Yunnan ilmenite in the manufacture of synthetic rutile with a hydrochloric acid leaching process.
References
[1] Tsuchida H, Narita E, Takeuchi H, Adachi M, and Okabe T: Bull. Chem. Soc. Jpn, 1982, vol. 55, pp. 1934-1938.
Olanipekun E: Hydrometallurgy, 1999, vol. 53, pp. 1-10.
Zhu Z, Zhang W and Cheng CY: Hydrometallurgy, 2011, Vol. 105, no. 3, pp. 304-313.
Filippou D, Hudon G: JOM, 2009, Vol. 61, no. 10, pp. 36-42.
Mackey TS, Ind. Eng. Chem. Prod. Res. Dev., 1974, 13(1), pp. 9-18.
Imahashi M and Takamatsu N: Bull. Chem. Soc. Jpn, 1976, vol. 49, no. 6, pp. 1549-1553.
Gireesh V S, Vinod V P, Nair S K and Nian G: JAIR, 2013, vol. 2, pp. 402-404.
Zhang L, Hu H, Liao Z, Chen Q and Tan J: Hydrometallurgy, 2011, vol. 107, pp. 40-47.
Sarker MK, Rashid A, Kurny ASW, Int. J. Miner. Process., 2006, 80(2), pp. 223-228.
Zhang G and Ostrovski O, Int. J. Miner. Process., 2002, 64(4), pp. 201–218.
Vásquez R and Molina A: Minerals Engineering, 2012, vol. 39, pp. 99-105.
Janssen A and Putnis A: Hydrometallurgy, 2011, vol. 109, pp. 194-201.
C.-L. Lo, and T.S. Mackey : US Patent, 3193376, 1965.
P.S. Edgel, and W. David: US Patent, 4321236, 1982.
Mahmoud M H H, Afifi A A I and Ibrahim I A: Hydrometallurgy, 2004, vol. 73, no.1, pp. 99.
Sasikumar C, Rao D S, Srikanth S, Mukhopadhyay N. K and Mehrotra, S. P: Hydrometallurgy, 2007, vol. 88, no.1, pp. 154-169.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 27, 2015.
Rights and permissions
About this article

Cite this article
Liu, SL., Xiang, JY. The Effects of Thermal Pretreatment on Leaching of Yunnan Ilmenite with Hydrochloric Acid. Metall Mater Trans B 47, 1334–1339 (2016). https://doi.org/10.1007/s11663-015-0539-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-015-0539-z