
Abstract
This study investigates the microstructural evolution and phase transformation of laser-cladded AISI 420 martensitic stainless steel. The microstructural morphologies of the laser-cladded sample were examined using optical microscopy, scanning electron microscopy, and transmission electron microscopy (TEM) equipped with energy-dispersive spectroscopy. The three regions of bead zone, dilution zone, and an interface were investigated. The TEM study revealed various morphologies of martensitic phase in each region. The bead zone consisted of plate and lenticular martensite with internal twins, while lath and thin plate martensite and internal twins were presented in the dilution zone. Large lath martensite was observed in the interface zone the boundary between the dilution and heat-affected zones. The selected area electron diffraction identified those forms of martensite as the ά-martensite in three zones. Other microstructural features such as nano-carbide precipitates and high density of dislocations were also observed in each zone. The martensitic transformation with various morphologies provided crucial information about the development of residual stress throughout the three zones. It was concluded that due to the high cooling rate, the martensitic phase transformation first occurred in the bead zone with the formation of plate-like martensite. Combination of the plate and lath-like martensite formed subsequently in the dilution zone created high compressive stress in this zone and high tensile stress in the bead zone.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
AISI 420 martensitic stainless steel (SS) has excellent mechanical properties such as high tensile strength and moderate corrosion resistance. Properties of this steel grade can be altered by post-heat treatment.[1] AISI 420 SS is used in many diverse industrial applications, such as pressure vessels, mixer blades, cutting tools and medical components.[2] This stainless steel is considered to be one of the potential alloys for additive manufacturing of functional components using laser-cladding process.
Laser cladding (LC), or direct energy deposition, is one of the additive manufacturing (AM) processes that utilizes laser power to melt the coaxial metallic powders (or wire) to coat part of a substrate or make a functional component using a layer-stacking strategy. LC is a complex metallurgical process that involves transient heat transfer and highly non-equilibrium solidification.[3] As the laser beam reaches the substrate, a significant amount of its energy is directly absorbed by the substrate and the powder particles, which then creates a melt pool on the substrate. The additional powder helps in conducting the heat from the melt-pool.[4,5] Moreover, the surface tension gradient drives the fluid flow within the melt pool and penetrates into the substrate causing the energy transfer through a mass convection mechanism. During this process, the melted powder particles are swiftly mixed in the melt pool which combines three governing processes: (i) heat conduction, (ii) continuity, and (iii) momentum.[4,5] All three processes happen within a fraction of time so that the temperature and high-velocity fields in the melts create a highly non-equilibrium state during the rapid solidification. This can generate a very high cooling rate, up to 103–5 °C/s, due to (i) its controlled heat input, (ii) small- and thin-layer melt pool, and (iii) heat conduction to the bulk substrate.[6] Therefore, the microstructure generated in the laser-cladded coating is greatly influenced by the super-high cooling rate. Solid-state phase transformation, metastable phases or extended solid solutions are the characteristics of such rapid solidification.[7] Coatings with such microstructures generally cannot be achieved by the conventional process. Hence, the use of laser cladding with 420 SS has been increasing recently for both coating and surface engineering applications in the pipeline as well as in the tool and die industries due to its excellent resistance to wear, corrosion, and high-temperature oxidation properties.
Several studies[6,8,9,10,11] reported microstructural characterizations for laser-cladded iron-based materials. Chen et al.[6] studied the laser consolidated AISI 420 stainless steel (420 SS) and observed a fine dendritic microstructure in a directionally solidified nature with duplex austenite (A) and martensite (M) phases. They also reported 53.9 vol pct of retained austenite in their findings, which remained even after post-heat treatment at 1008 °C for 30 minutes followed by tempering at 477 °C. In other studies, Alam et al.,[12] Baghjari et al.[2] and Köse et al.[13] reported the presence of eutectic-delta ferrite as the second phase along with the martensite and traces of retained austenite in the laser cladding/welding of 420 SS.
Sun et al.[9] found martensite within the fine austenite dendrites due to rapid cooling rates in the laser deposited AISI 4340 clad layer. They reported that the microhardness of the clad was 30 to 40 pct higher than the base material, which was explained by the martensite formation. Hemmati et al.[10] investigated laser deposited AISI 431 martensitic SS coatings and speculated that the austenite dendrite boundaries worked as effective obstacles against the growth of martensite lathes and stopped the martensitic transformation in various locations.
Wu[11] examined the powder cladding of Fe, Cr, W, Ni, and C with a weight ratio of 10:5:1:1:1. It was found that the surface layer microstructure consisted of the primary phase as γ-austenite with interdendritic lamellar eutectic, γ + (γ + M7C3), where γ-austenite was a non-equilibrium phase with an extended solid solution of alloying elements. TEM observation and X-ray diffraction also revealed a high-density of dislocations, stacking faults, and twins, in both the primary and the eutectic γ-austenite. However, no martensite was reported in the as-cladded microstructure.
In the authors’ earlier studies[1,12] substantial variations in the hardness and residual stress depth-profile of a single bead laser-cladded 420 SS was observed. To understand those results, the present study investigates the microstructures in the main three regions of the bead zone, dilution zone, and interface zone using electron microscopy techniques. The analytical investigation of microstructures presented in this work was not found in the previous studies to the best of our knowledge. Identifying and understanding of the microstructural evolutions is a crucial step towards the future development of the LC processes and will provide a guideline for industrial applications.
2 Experimental Methodologies
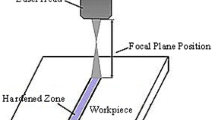
The 420 SS laser cladding was performed using a 4 kW fiber-connected diode laser coupled to an articulated robotic arm as shown in Figure 1(a). A coaxial deposition head (Figure 1(b)) was employed to clad powder material onto a 10-mm thick flat bar of medium carbon steel substrate. The powder grain sizes were between 53 and 180 µm with a powder density of 4.37 g/cm3. The chemical composition of the powder is shown in Table I.

Laser cladding process with (a) robotic arm, (b) coaxial powder deposition head
A 2.5 kW high power laser beam was focused on the substrate steel bar to generate a molten pool with the 420 SS metallic powders injected simultaneously at the rate of 20 g/min into the focal area of laser (using the process parameters shown in Table II) with coaxially flowing argon gas as a shield to protect the molten pool from oxidation. A series of single beads were deposited by the robot movement onto the substrate.
A 2.5 kW power laser at a speed of 10 mm/s with a spot diameter of 4.3 mm generates 17.22 J/mm3 laser energy density. It is to be noted that the laser energy density was calculated using a formula of (laser power, watt)/(spot area, mm2) (laser speed, mm/s).[14]
For cross-sectional investigation of the microstructures, the samples were cut transversely by wire EDM and then mounted in epoxy powder using a Buehler hot mounting press. The metallography sample preparation was done using a series of grinding and polishing solutions as per Struers’ application note (stainless steel)[15] for a cross-sectional view. Murakami reagent and Kelling’s reagent were used as chemical etchants.
TEM thin-foil samples were prepared from three different zones of the laser-cladded 420 stainless steel sample as shown in Figure 2. The thin-foil samples were prepared using focused ion beam (FIB) milling in a dual beam Zeiss NVision 40 workstation equipped with a Schottky field emission gun (FEG) filament scanning electron microscope (SEM).

Cross-sectional SEM image with the locations of TEM samples
TEM imaging was done using the JEOL 2010F equipped with a large solid angle for high X-ray throughput and a Gatan Imaging Filter for energy-filtered imaging. The instrument was fitted with a field emission gun X-FEG Schottky emitter and a monochromator that lowered the energy spread of the electrons below 0.25 eV. FIB and TEM imaging was done at the Canadian Centre for Electron at McMaster University.
3 Results
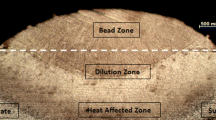
Figure 3(a) shows a cross-sectional OM image of the single bead laser-cladded 420 SS sample that revealed the bead zone, dilution zone, and interface zone, while Figure 3(b) shows the enclosed area in Figure 3(a) at a higher magnification. Bead zone is defined as the region above the horizontal line of the substrate and the region below the horizontal line defined as the dilution zone (Figure 3(a)). Generally, the dilution zone is an inter-diffusion zone between the cladding and the substrate materials. Though there is no distinct line between the bead zone and the dilution zone, the root of the bead that goes inside the substrate where the molten substrate and the liquid cladded materials diffuse together is considered as the dilution zone. The dilution zone has two parts: the upper part which mingled with the bead zone and the lower part that has a clear interface with the heat-affected zone of the substrate. For this reason, our study was extended to an interface zone. Apparently, the bead zone and the dilution zone look continuous and similar in the optical microscopy (OM) image (Figure 3(b)). However, our TEM study revealed different microstructural features as discussed in the later sections.

(a) OM image shows cross-sectional view of (a) laser-cladded 420 stainless steel single bead sample (b) higher magnification view from the enclosed areas at (a) shows bead zone: mainly equiaxed grain; dilution zone: a combination of equiaxed and columnar grain; interface zone: mainly columnar grain; (Etchant: Murakami reagent)
Figure 3(b) shows mainly equiaxed grains in the bead zone and a combination of both equiaxed and columnar grains in the dilution zone, while only columnar grains in the interface zone. Similar patterns were commonly observed in the non-equilibrium solidification of laser welding.[14]
Figure 4(a) is a secondary electron SEM image showing the ion-milled cross-section of the bead zone. Figure 4(b) shows a similar image from the cross-section of the interface zone between the dilution and HAZ, where the eutectic delta ferrite appeared as a second phase in the martensitic matrix. The volume percentage of delta ferrite in the bead zone was estimated at 6.06 pct (vol) using “Image Pro-plus” image analysis software. A similar amount of delta ferrite (6.23 vol pct) was observed in the dilution zone. This amount was in agreement with the calculated delta ferrite (up to 5 pct) from the Schaeffler and Balmforth diagram[12,16] based on the respective chromium equivalent 13.1 and nickel equivalent 8.1 in the alloy.

Back-scattered SEM images showing the ion milled cross-sections of (a) bead zone, (b) interface zone between the dilution and heat-affected zone (HAZ) (Etchant: Kallings’ reagent)
Figure 5 shows back-scattered SEM images from the ion milled cross-section of the bead zone, dilution zone, and interface zone. Plate-like martensite with internal twins was revealed at different orientations in the bead zone (Figure 5(a)). Lath-like martensite and twins were observed at the dilution zone (Figure 5(b)). Figure 5(c) shows lath martensite as well in the interface zone. The lath martensite in the interface zones are larger than those observed in the dilution zones.

Back-scattered SEM images showing the ion-milled cross-section of (a) bead zone with internal twins in the plate-like martensite, (b) dilution zone with twins and lath-like martensite, and (c) interface zone with lath-like martensite
The detailed TEM results for each zone are presented in the following sections.
3.1 Bead Zone
Figure 6(a) is a bright-field scanning transmission electron microscopy (STEM) image of the bead zone. This Figure 6(a) shows plate-like martensite that seems to be a packet of martensite that consisted of thin plate and lenticular plate martensite. Other microstructural features such as a high density of dislocations, internal twins, and nano-carbide precipitates were also observed in this plate-like martensite. Different morphologies were identified by the following definitions where the lenticular martensite is one kind of plate martensite having midrib structure. Martensite/austenite (M/A) interface of lenticular martensite is smoothly curved compared to a planer M/A interface of thin plate martensite.[17] On the other hand, lath martensite was parallelly oriented with each other and have a planer interface. The martensite plates were not aligned with each other and oriented at a different angle. The enclosed areas (b, c, and d) in Figure 6(a) were shown at higher magnification in Figures 6(b) through (d) identifying these features. The width of the thin-plate martensite (Figure 6b) was around 0.13 μm while the lenticular martensite (Figure 6(c)) was between 0.1 and 0.15 μm. The carbide precipitates in Figure 6(d) were identified as M23C6, mainly Cr23C6 phase using XRD analysis with 10 to 20 nm in width and 30 to 50 nm in length. Figure 6(e) reveals region with a high density of dislocations. Figure 6(f) represents a bright field TEM image of the bead zone with the respective selected area electron diffraction (SAED) patterns on the insert. Plate martensites in the image was identified to be ά-martensite and formed on the zone axis of [111]. Internal twins were clearly visible in the large martensite plate (Figure 6(f)).

Bright field STEM image reveals (a) plate martensite with internal twins. The encircled area (b, c, and d) in (a) were shown at higher magnification in (b) through (d). (c) Lenticular plate martensite, (b) thin plate martensite, and (d) carbide precipitates, (e) dislocation networks and dislocation forest, (f) SAED pattern with internal twins in the bead zone
3.2 Dilution Zone
Figure 7 represents TEM and STEM bright field and dark field images of the dilution zone. Figure 7(a) shows a combination of plate and lath martensite morphologies formed on the zone axis of [120] in this zone. The respective SAED patterns confirmed that all martensite morphologies belonged to ά-martensite. Figure 7(b) shows a STEM bright field image while Figure 7(c) shows the same in a dark field image. Both images reveal lath martensite in the dilution zone. The width of lath martensite is 0.1 to 0.2 μm compared to the adjacent martensite plate of 0.4 to 0.6 μm.

(a) TEM bright field image of lath martensite with SAED pattern, (b) STEM bright field image, (c) STEM dark field image with lath martensite in the dilution zone
Figure 8 reveals more bright field STEM images of the dilution zone showing parallel twins (Figures 8(a) and (b)), carbide precipitates (Figure 8(b)) and another type of precipitates with tangled dislocation (Figure 8(c)) in the dilution zone. Various sizes of twins were observed in this zone that varied in width and length. The large size twins were 75 to 128 nm in width and 2.1 to 2.9 μm in length, while the medium size twins were 33–44 nm in width and 500–600 nm in length. Small sizes of 20 nm width and 390 nm length of twins were also observed in this zone. These twins are known as the primary sources of martensitic transformation.[18,19]

(a) STEM bright field images of twins, (b) carbide precipitates, (c) typical precipitates with tangled dislocations in the dilution zone
The carbide phases observed (Figure 8(b)) in this zone were approximately 10–20 nm in width and 120–160 nm in length, which is slightly larger than those found in the bead zone. They were found embedded in the martensite plate. These are M23C6 types carbide mainly Cr23C6 phase as per X-ray diffraction results shown in Figure 12 in the discussion section. Apart from the carbide phases, another nano-sized distinct precipitate approximately 25 nm in width and 90 nm in length (Figure 8(c)) was observed in this zone that was mainly found within the tangled dislocations, where energy-dispersive spectroscopy (EDS) analyses showed a higher percentage of carbon.
3.3 Interface Zone
Figure 9(a) is a TEM bright field image that reveals lath martensite in the interface zone between the dilution and HAZ. The respective SAED pattern in Figure 9(a) confirmed that these lath martensite morphologies were belonged to ά-martensite and formed on the zone axis of [111]. Figure 9(b) shows STEM Bright field images of large lath martensite. The width of lath martensite found in the interface area was between 1 and 0.9 μm, which was bigger than the width found in the dilution zone (between 0.4 and 0.6 μm). In Figure 9(c), TEM dark field image reveals a very thin film of retained austenite (identified as the illuminated phases in dark field images) in the interface zone. This parent phase was leftover during the sudden diffusionless military transformation with the synchronized movement of atoms to the product martensite. The retained austenite was identified in a similar way by Bhadeshia[20] on the martensitic transformation in AISI 4340 type steel.

(a) TEM bright field image of lath martensite morphology with respective SAED pattern; (b) STEM bright field images of lath martensite; (c) TEM dark field image of retained austenite in the interface zone
4 Discussions
The OM/SEM studies provided an overall mapping of the solidification pattern and microstructural evolutions in the three clad regions of bead zone, dilution zone and the interface zone (between the dilution and the HAZ) for a single bead laser cladding of 420 SS. The overall solidification pattern varied from the planer to columnar and to the equiaxed grains as shown in Figure 3. The solidification parameters, e.g., temperature gradient (G), the solid/liquid interface growth rate (R), and the G/R ratio can explain the grain morphology.[21] Figure 10 shows the variation of G, R, and G/R ratio in the bead zone, dilution zone, and interface with the HAZ. These parameters were calculated from the authors’ earlier study to correlate with the grain morphology observed in this study.[22] As shown in Figure 10, the G decreased from a high value (6647 °C/cm) in the interface zone to a low value (5623 °C/cm) at the top of the bead zone, while R value increased in those respective zones from 1.7 to 2.6 cm/s. The value of G/R ratio also decreased with the increasing value of R in those zones.

Data are adopted from the authors’ earlier work[22]
Variation of the temperature gradient (G), solid/liquid interface growth rate (R), and G/R ratio in the bead zone, dilution zone, and interface with the HAZ
An inversed relationship was revealed between the G and R as well as the G/R and R, which showed a significant effect on the grain morphologies. As can be seen in Figures 3(b) and 10, comparatively a higher G value corresponding to a lower R in the interface zone resulted in mostly columnar grains, while a lower G value with a higher value of R in the bead zone leads to equiaxed grain. Similarly, the G/R ratio indicated a very strong linear relationship with the R and showed an important impact on the grain morphologies. As observed in Figures 3 and 10, a higher value of G/R in the interface zone (3896 °C.s/cm2) leads to mainly columnar grain while a lower value of G/R at the top of the bead zone (2154 °C.s/m2) leads to equiaxed grain. Since the dilution zone was located in between the interface and bead zone with a G/R value of 3499 °C.s/cm2, it consisted of both columnar and equiaxed grain. Zhang et al.[23] reported a similar trend indicating that G was higher in the interface zone near the substrate (bottom of the molten pool) and lower at the top of the bead zone. They also found an inverse relationship between the G and R as R was higher at the top of the bead zone and lower at the interface zone with a value close to zero. Kou[21] studied the effect of G and R on the microstructure resulting from welding (Figure 11). This investigation concluded that the grain structure changed from planer to columnar and to equiaxed or dendrites as the ratio of G/R decreased. It is important to note that the G/R ratio determines the solidification mode; however, the G·R product controls the scale of the solidified structure. If the G/R ratio reduces below a critical value as it happens in the laser-cladding process, then a transition from columnar to equiaxed grain occurs.[10,24] At the same time, the higher the G·R product, the higher the cooling rate, which results in a finer grain structure.

Reprinted with permission from Ref. [21]
Effect of solidification parameters (e.g., G and R) on the grain structures.
The XRD analysis as shown in Figure 12, has confirmed the major metallurgical phases such as martensite and delta ferrite, along with other minor phases in their respective crystallographic planes.[1] The presence of these nonequilibrium phases was a direct consequence of the rapid solid-state phase transformation from the primary delta ferrite to austenite upon rapid cooling of melt-pool below the temperature of 1100 °C.

Data are adopted from the authors’ earlier work[1]
X-ray diffraction pattern of laser-cladded 420 stainless steel single bead sample.
Upon rapid solidification, the austenite transformed to martensite when the temperature dropped below the martensite start temperature (Ms). The regular diffusive solid-state transformations were suppressed due to the super high cooling rate and the high degree of undercooling observed in the laser cladding.[16,25,26,27] The volume fraction of martensite increased rapidly upon the completion of martensitic transformation at martensite finish temperature (Mf). However, some delta ferrites (enriched in ferrite-promoting element, e.g., Cr) that did not transform to austenite on further cooling were found as residuals along the grain boundary or sub-grain boundary at the end of solidification, as observed in Figure 4.
The detailed TEM study and the SAED pattern shown in the results section (Figures 6 through 9) revealed ά-martensite in all three zones. Generally, ά-martensite has a body-centered tetragonal (BCT) structure. Due to the relatively low carbon content and a low percentage of interstitials, this type of martensite is introduced here as BCC rather than BCT.[28] Four types of morphology of ά-martensite substructure were revealed in this study, namely, plate martensite, thin plate martensite, lenticular martensite, and lath martensite throughout the bead zone, dilution zone and in the interface zone between dilution and the HAZ.
The bead zone showed plate martensite packet composed of thin plate, and lenticular martensite morphologies (Figure 6). The dilution zone shows a combination of plate and lath martensite morphologies (Figure 7), while the interface zone possessed only the lath morphology (Figure 9). However, observing several martensite types indicated that a high cooling rate and undercooling had occurred in those three zones. In the authors’ earlier study[22] of the simulation of laser cladding for the same alloy, an abrupt variation of temperature distribution with time was observed (Figure 13(a)) that subsequently generated a high variation of cooling rates (Figure 13(b)) in those zones. These rates will vary differently with different alloy and different process parameters.

Data are adopted from the authors’ earlier work[22]
(a) Variation of temperature and (b) cooling rate with time in the bead zone, dilution zone and interface zone between the dilution and heat affected zone (HAZ).
The martensitic phase transformation was occurred at a high cooling rate of 14,680 °C/s presented in Figure 13(b) resulting in plate martensite in the bead zone for this type of steel. The dilution and interface zone showed a comparatively lower cooling rate of 12,580 and 11,340 °C/s, respectively, resulting a combination of both plate and lath martensite in the dilution as well as large-sized lath in the interface zone. These cooling rates were much higher than the conventional water quenching (150 °C/s) of medium or high carbon steel.[29] However, a sharp drop in cooling rate to an extreme negative value as shown in Figure 13(b) indicated the occurrence of a high degree of supercooling during the solidification stage of laser cladding. This contributes to the formation of metastable and nonequilibrium phases, such as twins, high density of dislocation and nano-sized carbide phases of M23C6 observed in microstructure (Figures 6 through 9). The density of dislocations observed in the bead zone (Figure 6(e)) was apparently higher than the dilution zone (Figure 8(c)). The nano-sized carbide particles (mainly Cr23C6) observed in the bead and dilution zones (Figures 6(d) and 8(b)) were free from interacting with dislocations and the size of the carbide particles increased in the dilution zone. Dislocation activities can be observed clearly in Figure 8(c) as well as precipitates highlighted in the figure. EDS analyses showed that this precipitate to be rich in (Fe.Cr)C. XRD analysis (Figure 12) confirmed the existence of a Cr1.5Fe5.5C3 phase. These nanoscale metastable precipitates were expected to be Cr1.5Fe5.5C3 and might be formed during the martensitic transformation. Easterling and Swann[30] reported interactions between a similar kind of precipitates and dislocations. When the precipitate encircled with two parallel dislocations, the martensite discs was formed which eventually transformed the precipitates into martensite and acted as a source of martensite nucleation. Several other investigations[31,32,33,34,35,36,37,38,39] have also reported the nature of interactions between dislocations and precipitates through experiments, analytical modeling and computer simulations. In all cases, those nanoscale precipitates were found with tangled dislocations and the effect of those precipitates were correlated with the precipitation hardening leading to an increase of yield strength. Apart from the above discussions on precipitates, internal twins were largely observed in the plate martensite found in the bead zone (Figure 6). Kelly and Nutting[40] observed internal structure of parallel twins each about 0.1 μm thick within martensite plates. Gular et al.[41] had a similar observation about the internal twins and plate martensite. These internal twins were believed to be one of the main characteristics of plate martensite. Generally, plate martensite was found in the high carbon-quenched steel.[42] It was unusual to see the plate martensite in this low-carbon stainless steel. However, having a high cooling rate in the bead zone and the dilution zone resulted this martensitic transformation. In addition, various sizes parallel twins were observed in the dilution zone (Figure 8). These parallel twins were the primary sources of martensite. Hence, a solid-state martensitic transformation had occurred in the laser cladding of 420 SS. This transformation is found to be related to the formation of twinning. Christian[18,19] and Nishiyama[43,44] also reported twinning as the initial stage of martensitic transformation. All the above-mentioned microstructural features have contributed significantly towards the high hardness reported in Figure 14. The transformation from plate to lath martensite, increase in lath size, increase in carbide length and decrease in area fraction of high dislocation density regions explained the decrease in hardness in the dilution zone.

Data are adopted from the authors’ earlier work[1]
Microhardness and residual stress profile in the bead zone and dilution zone.
Figure 14 also shows that the bead zone has a very high tensile stress (486 MPa) at the top, which is almost equivalent to the yield strength of this alloy. This stress gradually decreases throughout most of the bead zone until it transforms to compressive stress (up to 275 MPa) in the bottom of the bead zone. This compressive stress sharply increased in the dilution zone from 280 to 1002 MPa and showed an inflection point at the dilution zone interface where it then transformed to tensile stress in the HAZ.
The variation in the residual stress can be explained by martensitic transformation in those respective zones. The martensitic transformation first occurred in the bead zone due to the high rate of cooling as was confirmed by the formation of plate-like martensite. Subsequently, phase transformation happened in the dilution and interface zone accompanied with an increase in volume. The volume expansion in the dilution and interface zone was constrained by the bead zone that had already transformed into rigid plate-like martensite. Hence this restraint resulted in residual compressive stress in the dilution and interface zone while creating tensile stress in the bead zone. Thus, the anisotropic volume change during the martensitic transformation caused the residual stress in those three zones.[45,46] Similar observations were reported by Oliveira et al. in Co-based laser clad layers.[47]
Thus, the martensitic transformation with various morphologies provided crucial information about the development of residual stress throughout the bead and dilution zone as well as in the interface between the dilution and heat-affected zone. However, the microhardness additionally is affected by the other factors such as nano carbide-precipitations, dislocation density, and distribution of chemical composition.
5 Summary and Conclusion
The comprehensive microstructural analysis was performed on three distinct zones of bead zone, dilution zone and interface zone for a laser-cladded AISI 420 SS single clad bead. The results are highlighted as follows:
-
1.
The microstructural solidification pattern was varied from the columnar grains in the interface and dilution zone to the equiaxed grains in the bead zone as the value of G/R decreased with an increasing value of R in those respective regions.
-
2.
Formation of plate-like martensite in 420 SS was attributed to the high rate of cooling in the bead zone.
-
3.
The martensitic matrix showed various morphologies of ά-martensite, namely, plate martensite, thin plate martensite and lenticular martensite in the bead zone; plate and lath martensite in the dilution zone, while large lath martensite in the interface zone.
-
4.
Twinning may be considered as the primary sources of martensitic transformation due to substantial number of twins observed in the dilution zone
-
5.
The morphological differences of ά-martensite and presence of various metastable phases observed in each zone have significantly contributed to the variation of hardness.
-
6.
Extremely high cooling rate caused the martensitic phase transformation during the laser cladding of 420 SS. The first martensitic transformation occurred in the bead zone with the formation of plate-like martensite. Subsequently, the second phase transformation occurred in the dilution and interface zone with the formation of both plate and lath-like martensite that created high compressive stress in these zones and high tensile stress in the bead zone.
References
M.K. Alam, A. Edrisy, J. Urbanic, and J. Pineault: J. Mater. Eng. Perform., 2017, vol. 26, pp. 1076–84.
S.H. Baghjari and S.A.A.A. Mousavi: Mater. Des., 2013, vol. 43, pp. 1–9.
D. Lepski, F. Bruckner (2009). In: J. Dowden, ed., The Theory of Laser Materials Processing, vol. 119. Springer, Dordrecht. pp. 235–79.
S. K. Mishra (2013). In: S. Zhang and D. Zhao, eds., Aerospace materials handbook. CRC Press, New York.
Toyserkani E, Khajepour A, Corbin SF: Laser cladding. CRC Press, New York, 2005.
J. Chen, L. Xue, and S. Wang: in Materials Science and Technology (MS&T) 2008, Pittsburgh, Pennsylvania, 2008, pp. 1388–96.
M. Zhong and W. Liu (2010) Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci., 224, pp. 1041–60.
8 S. Bhattacharya, G.P. Dinda, A.K. Dasgupta, and J. Mazumder: Mater. Sci. Eng. A, 2011, vol. 528, pp. 2309–18.
S. Da Sun, Q. Liu, M. Brandt, M. Janardhana, and G. Clark: in 28th international congress of the aeronautical sciences (ICAS), 2012, pp. 1–9.
10 I. Hemmati, V. Ocelík, and J.T.M. De Hosson: J. Mater. Sci., 2011, vol. 46, pp. 3405–14.
X. Wu: Surf. Coatings Technol., 1999, vol. 115, pp. 153–62.
M.K. Alam, J. Urbanic, S.M. Saqib, and A. Edrisy: in Materials science and technology conference proceedings (MS&T15), October 4–8, Columbus, OH, USA, 2015, pp. 35–54.
C. Köse and R. Kaçar: Mater. Des., 2014, vol. 64, pp. 221–6.
M.M.A. Khan, L. Romoli, R. Ishak, M. Fiaschi, G. Dini, and M. De Sanctis: Opt. Laser Technol., 2012, vol. 44, pp. 1611–9.
E. Weidmann: Struers Application Notes - Metallographic Preparation of Stainless Steel, Struers A/S, Copenhagen, 2005.
J. Lippold and D. Kotecki: Welding Metallurgy and Weldability of Stainless Steels, Wiley-Interscience, New Jersey, 2005, pp 56-86.
A. Shibata, T. Murakami, S. Morito, T. Furuhara, and T. Maki: Mater. Trans. Japan Inst. Met., 2008, vol. 49, pp. 1242–8.
J.W. Christian: J. Phys. Colloq., 1974, vol. 35, pp. C7-64.
J.W. Christian: in Physical properties of martensite and bainite, [Special Report] 93, The Iron and Steel Institute, 1965, pp. 1–25.
H.K.D.H. Bhadeshia and D.V. Edmonds: in International conference on martensitic transformation, Boston, USA, 1979, p. IV-9-13.
S. Kou: Welding Metallurgy, 2nd Ed., John Wiley & Sons, NJ, USA, 2003, pp 136-166.
N. Nazemi, J. Urbanic, and M.K. Alam: Int. J. Adv. Manuf. Technol., 2017, vol. 93, pp. 3485–3503.
Z. Zhang, P. Farahmand, and R. Kovacevic: Mater. Des., 2016, vol. 109, pp. 686–99.
W. Kurz, C. Bezençon, and M. Gäumann: Sci. Technol. Adv. Mater., 2001, vol. 2, pp. 185–91.
25 M.McGuire: Stainless Steels For Design Engineers, First Ed., ASM International, Material Park, Ohio, 2008, pp 123-36.
P.K.S.E. Klar: Powder metallurgy stainless steels: processing, microstructures, and properties, ASM International, Material Park, 2007, pp 5–22.
27 L. Costa, R. Vilar, T. Reti, R. Colaco, A.M. Deus, and I. Felde: Mater. Sci. Test. Informatics Ii, 2005, vol. 473–474, pp. 315–20.
R. Naraghi: Royal Institute of Technology, Stockholm, Sweden, 2009.
H.J. French and Z. Klopsch: Initial temperature and mass effects in quenching, technologic papers of the bureau of standards, US Government, V19, T-295, 1922.
K.E. Easterling and P.R. Swann: in Mechanism of phase transformation, 1968, pp. 152–55.
31 D.J. Bacon, Y.N. Osetsky, and D. Rodney: Dislocations in Solids, 2009, vol. 15, pp. 1–90.
32 A. Dutta, M. Bhattacharya, and P. Barat: J. Appl. Phys., 2014, vol.116, pp. 143510-1-9 https://doi.org/10.1063/1.4897657.
A. Keyhani and R. Roumina: arXiv:1711.01556, 2017, pp. 1–20.
34 W. Bin, L. Zhenyu, Z. Xiaoguang, W. Guodong, and R.D.K. Misra: Mater. Sci. Eng. A, 2013, vol. 575, pp. 189–98.
35 A. Ramar and R. Schäublin: J. Nucl. Mater., 2013, vol. 432, pp. 323–33.
J. Fu, G. Li, X. Mao, K. Fang: Metall. Mater. Trans. A, 2011, vol. 42, pp. 3797–3812.
37 B.A. Bilby: Proc. Phys. Soc. Sect. A, 1950, vol. 63, pp. 191–200.
38 E. Clouet, S. Garruchet, H. Nguyen, and M. Perez: Acta Mater., 2008, vol. 56, pp. 3450–60.
39 A. Lehtinen, L. Laurson, F. Granberg, K. Nordlund, and M.J. Alava: Sci. Rep., 2018, vol. 8, pp. 1–12.
P.M. Kelly and J. Nutting: in Physical properties of martensite and bainite [Special Report] 93, The Iron and Steel Institute, 1965.
41 E. Güler, T. Kirindi, and H. Aktas: J. Alloys Compd., 2007, vol. 440, pp. 168–72.
42 G. Krauss and A.R. Marder: Metall. Trans., 1971, vol. 2, pp. 2343–57.
43 Z. Nishiyama: Martensitic Transformations, Academic Press Inc., New York, 1978.
44 Z. Nisrayama and K. Shimizu: J. Electronmicrosc., 1963, vol. 12, pp. 28–36.
45 A. Weise and G. Fritsche: Mater. Manuf. Process., 1997, vol. 12, pp. 125–35.
Z. Hu and J. Zhao: Mater. Res. Express, 2018, vol. 5, p 096528.
U. de Oliveira, V. Ocelík, and J.T.M. De Hosson: Surf. Coatings Technol., 2006, vol. 201, pp. 533–42.
Acknowledgments
This research is partially funded by the Natural Sciences and Engineering Research Council of Canada through the Discovery Grant. The authors would like to thank the laser cladding industry sponsor for the materials and experimental support it has provided for this research project. The authors acknowledge Professor Derek O. Northwood for reading the manuscript and providing his valuable comments. The authors also acknowledge Dr. Navid Nazemi (CAManufacturing Solutions Inc), Dr. Travis Casagrande, and Dr. Carmen Andrei (Canadian Centre for Electron Microscopy) for their help in providing simulation data, FIB and TEM imaging respectively.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Manuscript submitted January 11, 2018.
Rights and permissions
About this article

Cite this article
Alam, M.K., Edrisy, A. & Urbanic, J. Microstructural Analysis of the Laser-Cladded AISI 420 Martensitic Stainless Steel. Metall Mater Trans A 50, 2495–2506 (2019). https://doi.org/10.1007/s11661-019-05156-6
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-019-05156-6