
Abstract
Three-dimensional microstructure observations, macro- to micro-scopic residual stress measurements by three methods and creviced bent beam SCC tests were performed for Inconel/low alloy steel (LAS) weld samples. The possible reasons for the suppression of SCC crack propagation near the weld interface found at a nuclear power plant were estimated to include the crack branching at the grain boundary (GB) parallel to the interface, i.e., Type II GB, compressive residual stresses in the LAS region and crack tip oxidation in the LAS at the interface. The formation mechanism of Type II GB and stress gradient in individual grains in the Inconel are also discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Stress corrosion cracking (SCC) has been a serious issue regarding safe operation of nuclear power plants.[1–4] Although a considerable number of studies has been reported, the underlying mechanism is still not well understood. As for boiling water reactors (BWR), in 1970s the SCC in austenitic stainless steel pipe welds and components made of nickel base alloys (so-called “Inconels”) became a serious generic problem for BWRs. After the worldwide extensive studies, the main materials factor for the SCC was widely recognized as sensitization (the formation of grain boundary Cr depletion). Various countermeasures for SCC of this type have been developed and implemented.[5,6]
However, recently SCC crack initiation and propagation in components such as core shroud support made of Inconels and primary loop recirculation piping and core shroud made of SCC resistant low carbon stainless steels have become a serious issue for BWR plants again and the phenomena have been intensively studied.[7] In 1999, at Tsuruga nuclear power plant unit 1 in Japan, a total of 228 SCC cracks were found to exist in the shroud support to the reactor pressure vessel weld line using Inconel 182 as weld filler.[8,9] Careful observations by repeated light grinding and dye penetrant test from the surface inwards, determined that all of these SCC cracks ceased to propagate at the welded interface between Inconel and low alloy steel (LAS).[8] Crack penetration through the steel pressure vessel may result in a serious accident. It is essential to clarify why SCC crack propagation stopped at the interface in the above case. Hence, round robin test samples were prepared for a project on SCC mechanism in 2008 to 2010 under the leadership of the corrosion center of the Japan Society of Corrosion Engineering. Some of the results have already been reported by other researchers.[10–15]
Model samples of LAS plates with Inconel welds that were prepared for the above-mentioned project were used in this study, and creviced bent beam (CBB) tests were carried out to induce SCC cracks in these samples. Since no SCC cracks were found by the conventional CBB test using flat specimens at 561 K (288 °C) for 980 hours (3528 ks) under dissolved oxygen of either 8 or 32 ppm with conductivity 1 µS/cm or lower than 0.1 µS/cm, respectively, V-notched specimens and severer water conditions were employed for acceleration of SCC in this study. The microstructures were observed using a serial sectioning three-dimensional (3D) method combined with field emission scanning electron microscopy (FE-SEM)/electron back scatter diffraction (EBSD) to elucidate 3D characteristics. Residual stress distributions were measured by X-ray diffraction, neutron diffraction and the EBSD/Wilkinson method. By these three methods, macro- and micro-scopic stress distribution on the surface and in an inner region of a sample can be revealed. Combining the obtained macroscopic and microscopic results, the possible reasons for SCC propagation suppression near the interface are discussed.
2 Experimental
2.1 Specimen Preparation
Samples used in this study were almost identical with those already reported in the Reference 9 through 11. The chemical compositions of the LAS and Inconel weld metal (alloy 182) are listed in Table I. Two steels were used in this study and their main difference was the sulfur (S) concentration, i.e., low sulfur content steel (0.001 mass pct: LS) and medium sulfur content steel (0.006 mass pct: MS). Two kinds of samples, Sample A and Sample B, were prepared using both of LS and MS steels. Sample A was a 250 mm × 120 mm × 100 mm (length × width × thickness) block into which an approximately 40 mm × 7.2 mm (depth × width) groove was introduced at the bottom. Then, 12 passes (four layers) of shielded metal arc welding (SMAW) were performed up to 7.2 mm height from the bottom using a 3.2 mm diameter Inconel rod (the first welding) followed by 39 passes (11 layers) up to the top of the groove using a 4.0 mm diameter Inconel rod (the second welding). The electric current, voltage, welding speed, and heat input were 105 A, 22 to 23 V, 11 cm/min, and 12.6 to 13.7 kJ/cm for the first welding and 140 A, 23 to 25 V, 15 cm/min, and 12.9 to 14.0 kJ/cm for the second welding, respectively. The sample block after welding was heat treated simulating a stress-relief annealing for reactor pressure vessels at 888 K (615 °C) for 90 ks followed by air cooling. Sectioned sample blocks with 25 mm in thickness, as illustrated in Figure 1, were tested. Another weld sample, sample B, was also made for the above-mentioned project by overlaying on a LAS (LS) plate (one layer welding), and was used to elucidate the microstructural evolution mechanism near the weld interface in Sample A.

Schematic illustration of a received model sample (Sample A), CBB specimen preparation and stress measuring points (Line 1, 2. 3 and 4): (a) whole sample view and (b) macrostructure of weld region. CBB specimen was cut from the framed region
2.2 Microstructure Observations and Relative Stress Distribution Evaluation using the Wilkinson Method
Microstructure and crystallography in the region near the weld interface were observed by means of FE-SEM/EBSD using a Hitachi 4300 scanning electron microscope equipped with a TSL EBSD measuring system operated at an accelerating voltage of 15 kV, a tilt angle of 70 deg, and a scanning step size of 0.1 µm. A fractured CBB specimen was embedded in resin, sectioned, polished for EBSD measurement, and the resin was removed. Then, the cross-section and fracture surfaces were simultaneously observed in order to reveal the relationship between the fracture surface and the microstructure, i.e., so-called “two-plane observation method”[16,17] (concerning the detailed procedure, see schematic illustration in Figure 5 of Reference 16). Additionally, 3D microstructure images were reconstructed using the Amira-5 software package (Visage Image Co.) from a series of micrographs obtained by the serial sectioning method.[18,19] The distributions of chemical constituents were measured by energy dispersive X-ray spectroscopy (EDX). Transmission electron microscopy (TEM) observations were performed using a JEM-2010 microscope operated at 200 kV.
To reveal stress/strain distributions inside individual grains, so-called Type 3 stress,[20,21] the EBSD/Wilkinson method[22] was employed using Cross Court 3.1 of BLG Vantage (TSL solutions, Japan), similar to that employed by Ojima et al.[23] As will be described later, macroscopic residual stress called Type 1[20,21] and that averaged in the family of 〈hkl〉 oriented grains or constituent phase called Type 2[20,21] were measured using diffraction methods. Here, at first, EBSD measurement was performed along Line 1 shown in Figure 1(a) to confirm whether the surface finishing was sufficiently well done by ascertaining the image quality (IQ) value. By taking the point in a grain that exhibits the minimum kernel averaged misorientation (KAM) value as a reference point, the relative elastic strains were evaluated from the observed shift of the Kikuchi pattern. Using these six determined strain-components, relative stresses can be calculated using Hooke’s law. However, these measured values are not absolute but relative within each individual grain; therefore, the strains or stresses between grains cannot be compared, and only the gradient within a particular grain can be evaluated. Next, the CBB specimen was sectioned into halves and the same observation was carried out along Line 3 in Figure 1(a).
2.3 Residual Stress Measurements
Type 1 stress measurements were carried out on the surface along Lines 1 and 2 drawn in Figure 1(a) using the MSF-3M, of Rigaku Co, X-ray stress measurement instrument with Cr-Kα radiation for the steel region and Cr-Kβ radiation for the Inconel region where both anodes were operated at 30 kV and 10 mA. The area exposed to radiation was 4 mm × 4 mm. The measurement surface region was slightly polished by electrolytic polishing. Following Japan Society of Material Science (JSMS) standards,[24] the conventional sin2Ψ method was employed to calculate stresses, where stress constants of −318 MPa/deg for LAS (211) and −366 for Inconel (311) were used.[24] This method is quite popular but only the surface information can be obtained.
Neutron diffraction stress measurements were performed in order to obtain stress distribution inside a specimen using the TAKUMI (BL19) engineering diffractometer at MLF/J-PARC[25,26] The gauge volume was adjusted to approximately 2 × 2 × 2 mm3 using a 2 mm collimator and slit. The sample shown in Figure 1(a) was positioned to rest 45 deg with respect to the incident beam, so that the diffraction profiles for the two orthogonal directions were simultaneously obtained at the north and south banks. The averaged lattice constants (a) were estimated from many diffraction peaks using the Z-Rietveld code[27] Rotating the sample by 90 deg, the elastic strains in the three orthogonal directions were determined by Eq. [1]
where \( \bar{a}_{0i} \) refers to the stress-free lattice constant which was determined from a coupon taken from a region sufficiently far enough apart from the weld region and the indices ii refer to the elastic strain in the i-direction owing to an applied stress in this direction. Stresses were calculated by the general Hooke’s law given in Eq. [2],[20,21] where Young modulus (E) was assumed to be 210 GPa for LAS and 214 GPa for Inconel and the Poisson ratio (ν) was assumed to be 0.28 for LAS and 0.30 for Inconel.
The other principal stress components (the principal stress/strain axes were assumed to be congruent with the axes given in Figure 1(a)), σ yy and σ zz, can be obtained by properly rotating the suffixes xx, yy, and zz in Eq. [2].
2.4 CBB Test
CBB specimens of dimensions 50 × 10 × 3 mm3 were prepared from the block in such a way that the sectional cross area consisted of 1 mm thick Inconel and 2 mm thick LAS (3 mm in total), as illustrated in Figures 1(b) and 2(a). The shape and dimensions of the V-notched CBB specimen with notch bottom radius curvature of 0.25 mm was shown in Figure 2(a) and the specimen setup in (b). The thickness of the present CBB specimen (3 mm) is the same with that used in Reference 9, 10 but thicker than that in Reference 11. The specimens were subsequently exposed to pressurized high temperature water in autoclaves at 561 K (288 °C) under two different water conditions, W1 and W2, for 500 to 980 hours (1800 to 3528 ks) at Hitachi Power Solutions Co., Ltd., where W1: dissolved oxygen of 8 ppm, conductivity 1.0 µS/cm with air bubbling and W2: 32 ppm, 0.1 µS/cm with pure oxygen gas bubbling. The water refresh loop for CBB test was presented in Figure 3. The stress intensity factor calculated from the J-integral value (K J) for a notched CBB test specimen was investigated by Itabashi et al.[28] According to their finite element method (FEM) calculations, the value of K J for notched CBB test specimens should be higher than that estimated for actual reactors[8] when SCC crack approached the interface.

Schematic illustration of CBB specimen assembly: (a) shape and dimensions of V-notched CBB specimen where yellow region is Inconel weld and (b) specimen assembly for CBB test. The radius of curvature of the V-shaped notch root in (a) was 0.25 mm

Experimental loop for CBB test
3 Experimental Results
3.1 Microstructural Characteristics of the Weld Zone
The distribution of alloy elements near the interface measured by EDX for sample B is shown in Figure 4. The mutual diffusion of Fe, Ni, and Cr are clearly recognizable. The width of the chemical composition gradient region seemed to be less than 20 µm both for Samples A and B, although it was slightly different from place to place. From the data, the so-called mixture zone is regarded to be approximately 20 µm in terms of Ni, Cr, and Fe distributions. Hardness distribution near the interface was examined and the obtained results were similar to those reported in Figure 5 of Reference 9, Figure 4 of Reference 10 and Figure 4 of Reference 11.

Changes in chemical compositions near the weld interface determined by EDX
The initial microstructure of the present LAS was heat-treated to be bainite. However, a martensite region was speculated to exist in the heat affected zone (HAZ) from optical microstructure observations. The microstructure of the LAS region near the interface was confirmed by TEM observations and examples are presented in Figure 5. The TEM foil was prepared from the interface region as shown in Figure 5(a). As seen in Figure 5(b) and more clearly in Figure 5(c) at a higher magnification, the morphology of cementite particles indicate that the microstructure of the LAS near the interface is very likely tempered martensite, not bainite.[29] The TEM microstructure observed at a place far from the interface was presented in Figure 5(d) for reference. This conclusion follows from the distribution of cementite particles in Figure 5(c): tempered martensite and (d): tempered bainite. It is, therefore, concluded that bainite once transformed to austenite when Inconel was welded and that austenite transformed to martensite upon cooling. Cementite seems to precipitate during stress-relief annealing. Differences in the microstructures of MS and LS steels were barely discernable except for the existence of spherical MnS particles scattered throughout the matrix of the MS steel.

TEM micrographs of Sample B (LS steel): (a) observed place (LAS: base metal) for (b) and (c), (b) near the weld interface with a low magnification, (c) high magnification of (b) and (d) the LAS far from the interface
Figure 6 shows a typical inverse pole figure (IPF) map obtained near the Inconel/LAS interface for Sample A (LS steel). As seen, grain boundaries indicated by arrows are nearly parallel to the interface, which has already been reported by Hou et al.[11] Such boundaries were first found by Nelson and named “Type II grain boundaries” in ferritic-austenitic dissimilar weld metals.[30, 31] As was pointed out by Hou et al.[11] and will be discussed later, these grain boundaries seem to be effective in retarding SCC crack propagation. Here, it should be noted that most of Inconle grain boundaries were discontinuous with prior austenite grain boundaries in LAS.

IPF map in the vicinity of weld interface for Sample A (multi-layer), where arrows indicate the Type II grain boundary
3.2 Residual Stress Distribution
The results of X-ray stress measurements in the LAS region of Sample A using the (211) diffraction peak are presented in Figure 7. The (211) peak was adopted because of less sensitivity to plastic strain and higher resolution of strain determination for angular dispersion X-ray diffraction method.[24] As is observed, the residual stress in the direction parallel to the interface is commonly compressive along both Lines 1 and 2, whereas the stress perpendicular to the interface is tensile. Even in the case of surface, the compressive residual stress measured in the LAS region is expected to suppress SCC crack propagation into the LAS region from the Inconel side. The residual stresses in the Inconel region were also examined, but the obtained results were not statistically reliable. This difficulty is mainly due to strong texture and coarse grains.

Residual stresses in the LAS region measured by the conventional X-ray stress measurement along Lines 1 and 2 in Fig. 1(a)
The residual stresses at interior positions of the plate have a significant impact on SCC crack propagation, and, hence, an attempt was made to measure these stresses using neutron diffraction. In the first trial conducted using the angular dispersion method with RESA at the JRR-3 reactor neutron source, JAEA, lattice strains in the Inconel region of Sample A were quite difficult to obtain because of the texture,[32] similar to the case of X-ray measurement. The second trial was attempted using the time of flight method with TAKUMI at MLF/J-PARC. Examples of diffraction profiles obtained from the Inconel region are shown in Figure 8. Because of the strong texture of the Inconel region, it is difficult to determine strains in the three orthogonal directions by selecting a certain (hkl) diffraction peak. Therefore, the lattice constants were estimated using Rietveld refinement and strain was determined by Eq. [1]. Here, to conserve beam time, the measurement time for each point was controlled by the total neutron count number, i.e., 1,250,000 counts for the Inconel region and 570,000 for the LAS region. The stresses determined are shown in Figure 9. As seen along Line 3 given in Figure 1(a), the residual stresses in the Inconel (weld) region are tensile whereas those in the steel (base metal) region are compressive. This must be caused by difference of thermal expansion coefficient between the Inconel and the LAS. The residual stresses formed during solidification might not be completely relaxed by the stress-relief heat treatment after welding. Both of them are postulated to yield tensile stress in the Inconel region. The trend observed in the LAS region is similar to the trend observed along Line 4 given in Figure 1(a). In the case of the LAS region, the texture is weak and lattice strains could be determined by single peak fitting to the data obtained by RESA.[32] The results obtained using the (110) diffraction peak were similar to those given in Figure 9. Therefore, on a macroscopic (millimeter) scale, SCC crack propagation is estimated to continue in the Inconel region with the help of tensile residual stress and to be suppressed in the LAS region by that of the compressive residual stress (note the superposition of the residual stress and tensile bending stress is speculated to be tensile even in the LAS region near the interface at CBB test, as will be discussed later).

Diffraction profiles of Inconel: (a) coupon, x-direction, (b) coupon, z-direction, (c) near the interface, x-direction and (d) near the interface, z-direction

Residual stresses measured by TOF neutron diffraction at the points along line 3 and 4 in Fig. 1(a)
To investigate the microstructural dependence of preferred crack propagation path, greater insight on the micro-scaled stress distribution is required. For this purpose, the EBSD/Wilkinson method was employed, though only the relative strains (or the strain trend) could be obtained for the residual stress distribution because no stress-free point could be prepared. Additionally, micro-beam X-ray stress measurements were attempted, but reliable data could not be obtained either. Therefore, only some of the results obtained by the Wilkinson method are reported here. One such result obtained by measurement of the relative stress (σ 22) on the polished surface is shown in Figure 10. Figure exhibits a large stress gradient in certain grains while exhibiting quite a small stress gradient in other grains. In Figure 10(a), as a reference in each grain, a point was taken to show the lowest KAM value. These reference points were not stress-free; therefore, it can be considered that the strain or stress distribution map within a certain grain only has relative meaning, i.e., the stress unit is arbitrary and only valid within individual grain and comparisons between grains cannot be made. Nevertheless, it can be noted that the overall trend involves a stress transition from compression to tension in the direction toward the interface, showing good agreement with Figure 9. The stress condition at interior points of the sample represents critical information that is still needed. However, this task is problematic, because the electron beam (or micro-beam X-ray) cannot penetrate deep inside the sample. Therefore, the samples must be cut for measurement and residual stress-relief cannot be avoided. Nevertheless, Figure 11 shows that the residual stress distribution of the sectioned specimen is a little strong compared with the surface case shown in Figure 10. As discussed later, SCC crack propagates by selecting high angle grain boundaries under the influence of a stress distribution. As such, it is necessary to evaluate the stress distribution on a micrometer scale like that shown in Figure 11 without sectioning the specimen. Unfortunately, such an experimental evaluation method is not existent yet. Thus, a multi-scale simulation including crystal plasticity FEM[33] simulations must be attempted, where some of the calculated results could be verified by the measurements using electron, X-ray and/or neutron beams.

Distribution of stress on the specimen surface determined by EBSD/Wilkinson method: (a) IPF map for the horizontal direction (x) where white solid circles refer to reference points and (b) relative stress in the vertical direction (y)

Distribution of stress on the sectioned plane determined by EBSD/Wilkinson method: (a) IPF map for the horizontal direction (x) where white solid circles refer to reference points and (b) relative stress map along the vertical direction (y)
3.3 Results of CBB Tests
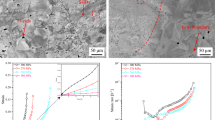
All of the V-notch CBB specimens examined (8 specimens in total: 4 for LS steel and another 4 for MS steel) exhibited SCC crack initiation and growth. The cross-sectional appearance of specimens after CBB test in water condition W1 or W2 was shown in Figure 12 (MS steel specimens were examined only in condition W2).

Cross-sectional appearance of specimens after CBB test at 561 K (288 °C) in water condition W1 or W2: (a) LS, W1, (b) LS, W2, (c) MS, W2, (d) LS, W1, (e) LS, W2 and (f) MS, W2, where the condition W1: 8 ppm oxygen, 1.0 μS/cm conductivity, air bubbling, 500 h (1800 ks) and W2: 32 ppm, 0.1 μS/cm, pure oxygen bubbling for 500 or 920 h (1800 or 3528 ks). Here, LS and MS refer to low S concentration and medium S, respectively. Arrows show Inconel/LAS interface
As seen, in all cases, crack initiated from the root of V-notch, propagated through Inconel to the LAS. Crack shape was a little different for six specimens from each other in Figure 12 and changed with polishing their surface, so that 3D observation was expected to be made.
Figure 13 shows SEM micrograph of Figure 12(a), its oxygen element map determined by EDX (b) and EBSD/IPF map around the interface (c). In the Inconel region, the SCC crack was found to propagate mainly along grain boundaries (mostly high angle grain boundaries judged from EBSD results) and occasionally through grain interior as shown in Figure 13(c), in which sub-crack was observed along Type II grain boundary. Oxygen was not detected in the Inconel in Figure 13(b). Hence, the SCC mechanism of the Inconel would be mainly active path corrosion along grain boundaries.[34]

Example of SCC crack in a CBB specimen tested at 561 K (288 °C) in a solution with 8 ppm in solute oxygen concentration, 1.0 ± 0.1 μS/cm in conductivity, air bubbling after 500 h (1800 ks): (a) SEM side view of the specimen, (b) oxygen map obtained by EPMA and (c) IPF map around the interface
In Figure 13(b), oxygen was detected in the LAS region along the crack and a void (tunnel along the interface as will be clarified by 3D observations, later) was observed in the steel region at the interface. This indicated that the crack once stopped there for some period forming a massive iron oxide as was already reported by other researchers.[10–12] This suggests that the LAS has a higher resistance to SCC crack growth than Inconel.[35] Such oxide formation was apparently seen in Figures 12(d) through (f). However, these results were a little different from the previous reports by Peng et al.[11] and Abe et al.,[12] in which SCC crack retardation at the interface and restart to LAS were more apparently observed. In the present study, the water condition and/or stress intensity factor of crack tip when the crack approached to the weld interface must be severer than their cases. Sakakibara et al. reported that SCC propagation into LAS was observed at K J > 75 MPam1/2 by CBB tests in sulfate-containing water[14] The present accelerating tests conditions whereby the crack continued to propagate into LAS region must be substantially different from the conditions reported for the actual reactor.[8,9]
Taking into consideration the above points and flat fracture plane seen in Figures 12 and 13 (as will be shown clearly by two-plane observations later), the SCC mechanism in the LAS region would be so-called tarnish rupture type cracking[34,36,37] The oxidation of the steel at the interface must first reduce the stress intensity factor at the crack tip, but with the growth of the oxide, the tensile stresses generated due to the volume expansion would cause the restart of crack propagation into the LAS region, in spite of the existence of compressive residual stress. The superposition of the pre-existed compressive residual stress and tensile stresses due to external bending and dilatation with oxide growth at the crack tip in the LAS region would result in tensile stresses to restart the crack propagation. Differences in the sulfur concentration of the MS and LS steels were found in the density of dispersed MnS particles but no apparent effect on crack propagation behavior was observed in this study although the sulfate atmosphere is suspected to accelerate the crack propagation[11,14,38] The crack observed in the LAS region is very flat and demonstrates little dependence on the microstructure in Figures 12 and 13. Hence, this SCC mechanism in the LAS region is likely to be tarnish rupture.
4 Discussion
4.1 Microstructure Evolution by Multi-layer Welding
In order to examine such characteristic microstructure in sample A, the microstructure near the weld interface in Sample B (LS steel) was observed for finding the first layer welding status. As presented in Figure 14, most of prior austenite grain boundaries appear to be continuous with Inconel grain boundaries through the interface from the LAS side to the Inconel weld, different from Figure 6. It is suggested that the adjacent Inconel grains and the prior austenite grains of LAS existed previously as a single grain at an elevated temperature (see arrows bridging such corresponding grains). Upon cooling after the welding, martensitic transformation takes place partially inside a grain depending on gradient of chemical compositions resulting in the formation of Inconel/LAS interface.

IPF map in the vicinity of weld interface for Sample B (single-layer), where arrows show the Type II grain boundary
Another feature observed here is the characteristic grain boundary labeled “Type II GB” which was already seen in Figure 6. The grain boundary vertical to the interface was called “Type I” by Nelson[30,31] Clearly, the characteristic microstructural features of Inconel are identical to that of Sample A, but the microstructure of the LAS side in Figure 14 is different from that in Figure 6. The continuity of the grain boundaries from LAS to Inconel was almost lost as the previous austenite grains became finer in Figure 6. This difference is most likely brought by the cyclic heating resulting from multi-layer welding. Martensite formed by the first welding layer near the interface reverses to austenite at the second layer welding. The grain size of austenite is then speculated to become smaller, leading to finer packet and block of martensite after cooling. In cases involving the welding of dissimilar materials, such temperature history would differ in every region, resulting in different microstructures[39]
To make clear the difference in LAS found in Figures 6 and 14, the crystal orientation relationship between Inconel and LAS was examined using EBSD data by a 100 pole figures comparison method.[40,41] In lath martensite, it has been reported the Kurdjumov–Sachs (KS) relationship[42] holds between austenite and martensite.[40,41] As example, IPF maps obtained from regions A and B in Figure 15(a) are presented in Figures 16(a) through (b), respectively. According to the 〈100〉 plots for austenite (a) and martensite (b) for transformation 24 variants, it is clear the KS relationship exists between regions A and B (more details, see Reference 39). Similarly for regions F and G, relevant 100 pole figures of Figures 16(d) through (e) show nearly the KS relationship. Such correspondence of the KS relationship was found for all adjacent pairs in Figure 14. It is, therefore, postulated that crystal growth takes place in an epitaxial manner at the first pass of welding and that an fcc-structured grain with a chemical composition gradient at the elevated temperature partially transformed to a martensite structure in a lower Ni concentration region within the grain during cooling. That is, the regions A and B or F and G were formerly single austenite (fcc) grain at elevated temperature. Hence grain boundaries are continuous through the interface in this case.

Crystallographic relationship between Inconel grains and LAS martensite at the interface: (a), (c) Sample B (single-layer), (b) re-heated to 1053 K (780 °C) and (d) 1173 K (900 °C: the details, see text)

Since the austenite reversion is dependent on chemical compositions and temperature, it is not surprising that Sample A shows different types of microstructure depending upon welding conditions. To make this analysis clear, small pieces of Sample B shown in Figures 15(a) through (c) were heated to various temperatures in vacuum followed by water quenching (simulation of multi-layer welding). When the specimen piece of Figure 15(a) was heated to 1053 K (780 °C: the ferrite–austenite two phase region), the KS relationship between Inconel grain A and LAS region B in Figure 15(a) was confirmed to hold before heating, but lost between C and D in Figure 15(b) after cooling. However, if we examine the crystal relationship between regions C and E in Figure 15(b), we still find the KS relationship. This implies that region D of higher Ni concentration reversed to austenite followed by martensitic transformation upon cooling. Since the newly precipitated austenite grains have a different crystal orientation from the previous one (region A in Figure 15(a)), the resultant martensite grains hold the KS relation with the new austenite grains rather than the previous structure. In region E, however, the reverse transformation can not occur due to the lower Ni concentration, as shown in Figure 4; therefore, the KS relationship holds with grain C (or A). Then, if another specimen piece of Figure 15(c) was heated to 1173 K (900 °C), the KS relationship observed between regions F and G were completely lost in regions H and I in Figure 16(f), indicating that the martensite region changed to fine austenite grains followed by martensitic transformation. Therefore, the temperature near the weld interface of Sample A is speculated mostly to be heated up above the Ac3 temperature by the second layer of welding. Contrary to the LAS side, the grain shape did not change in the Inconel side although grain growth probably occurred to a minor extent. Hence Type II grain boundaries are commonly found in both Samples A and B, which are important for SCC crack propagation suppression, as will be discussed later. It should be noted that molten Inconel solidified by epitaxial growth of the austenite grains with a slight chemical composition gradient, where the austenite crystal orientation was transferred to Inconel at the first layer welding.
4.2 Formation Mechanism of Characteristic Grain Boundaries Parallel to the Interface
As described above, characteristic grain boundaries parallel to the interface, Type II grain boundary, suppress crack propagation by reducing the stress intensity factor.[11] Although Nelson was studied on the formation mechanism of Type II grain boundary,[30,31] the observations were two-dimensional and then it was not clear enough. In this study, the formation of grains with Type II grain boundary was investigated using 3D observations in conjunction with the serial sectioning method. An example of 3D image re-construction is presented in Figure 17. Taking a close look at the IPF map for RD in Figure 17(a), Inconel grains adjacent to the LAS were roughly classified into two groups, i.e., 1st and 2nd. The 1st group is found much larger in size than the 2nd group. To be noted here is that the RD orientations of the 1st group grains are very close to 〈100〉 while those of the 2nd group are far from 〈100〉. This is more clearly confirmed by 3D image given in Figure 17(b). As seen, 〈100〉 oriented grains labeled (a) to (d) grew well and suppressed the growth of the 2nd group grains labeled (i) to (iii) which yielded the Type II grain boundaries. Because the preferential direction of grain growth with respect to the heat flow upon solidification is 〈100〉,[43] the orientation of well-grown grains is found to be located near 〈100〉. On the other hand, the growth of grains with crystal directions far from 〈100〉 is slow and then stopped by the rapidly grown 〈100〉 family grains. Such an orientation dependence of grain growth speed and epitaxial growth from austenite grains are believed to produce Type II grain boundaries. That is, the formation of Type II grain boundary depends on the orientation of grains of LAS (base metal). Therefore, if we control the texture of the LAS, we would be able to increase the population of Type II grain boundary because the crystal orientation of Inconel grain succeeds that of austenite grain of the LAS due to epitaxial grain growth.

Orientation dependence of grain growth and formation of grain boundaries parallel to the interface at welding: (a) IPF map and (b) 3D image
4.3 Effects of Grain Boundary Character on Crack Propagation
The specimen shown in Figure 12(a) was fractured by a tension tester to examine the fracture surface. Figure 18 shows the results of two-plane observation. First, the fracture surface and orthogonally sectioned-polished surface are simultaneously seen in (a). Second, the fracture surface and the IPF map of the sectioned-polished surface are presented in (b) and (c), respectively. As is observed in (b), a rough fracture surface with sub-cracks is found in the Inconel region while a relatively flat surface is observed in the LAS region. At the interface, a kind of tunnel is observed [see yellow arrows in (a) and (b)] suggesting the existence of oxides. Comparing Figures 18(b) with (c), the crack evidently propagated preferentially along Inconel grain boundaries, stopped at the interface, and then restarted in the LAS region probably after some retardation accompanying oxidization of the LAS [the correspondence between fracture surface (b) and Inconel grains (c) is indicated by white arrows]. The detailed IPF map near the interface is presented in Figure 18(d) where Type II grain boundaries were confirmed. The main crack was speculated to propagate along the Type II grain boundary and then reached to the interface through a certain Type I grain boundary toward the interface. That is, if a crack encountered a Type II grain boundary, it would deflect and propagate in a parallel direction with respect to the interface, resulting in a decrease in stress intensity at the crack tip. This kind of deflection and/or branching of SCC cracks is believed to be effective in suppressing crack propagation. This is more apparently observed for a sub-crack; an example to exhibit such behavior is presented in Figure 19, in which crack branching and propagation along Type II grain boundaries are observed (the main crack penetrated through the interface on the left hand side although not visible in this figure). It is clearly confirmed that the sub-crack stopped at points D, E, and F in Figure 19(a). In particular, it should be noted that crack propagation stopped at the interface at point E. The numerals inserted in Figure 19(b) mean the misorientation angle between two adjacent grains and hence crack was found to propagate through high angle grain boundaries, presumably influenced by stress distribution and microstructural topology.

Two-plane observations of fractured specimen: (a) fracture plane and polished plane, (b) fractography, (c) EBSD IPF map of the polished plane, and (d) higher magnification observation of (c)

Crack propagation through grain boundaries parallel to the interface (sub-crack) (a) SEM micrograph and (b) EBSD IPF map, in which numerals refer to misorientation angle indicating high angle grain boundary
To obtain greater insight into the process of microstructural preferred crack propagation path, 3D images were reconstructed by means of the serial sectioning method. A typical example corresponding to the crack shown in Figure 19 is presented in Figure 20. The 3D image does clearly reveal the crack propagation path and demonstrates that the crack preferentially grew through high angle grain boundaries. It has been reported for austenitic stainless steel that the grain boundary character affects SCC crack propagation and that coherent grain boundaries exhibit strong resistance to crack propagation.[44–47] This seems also to be the case for the Inconel; for example, the coincident grain boundary (Σ3) between pink and light blue colored grains in Figure 20(b) did not fracture. To be noted here is that the present 3D image observation is helpful for presenting an overview of crack propagation behavior. 3D observations of SCC in austenitic stainless steel have excellently been realized by computer tomography (CT) using synchrotron X-ray[48,49] and recently micro-focused laboratory X-ray.[50] In particular, diffraction tomography enables us to find the relationship between the crack propagation path and the microstructure including grain boundary character non-destructively.[48] However, the specimen size is limited to be small, for example, a 1-mm diameter needle-like specimen. On the other hand, the presently used serial sectioning method can be applied to a thick specimen for plane strain condition at a crack tip although the method is destructive. Hence, these two methods should be used complimentarily to reveal the underlying mechanism of SCC crack propagation.

Results of 3D observations corresponding to Fig. 19: (a) SCC sub-crack and (b) Inconel grains at the interface
4.4 Possible Mechanism of SCC Crack Arresting at the Interface
Different from the result of the observation at the BWR plant,[8] SCC crack did not stop at the interface in the present experiment. However, the possible reasons why SCC cracks did not propagate into the steel in the plant would be estimated from the microstructures, residual stresses, and sub-crack propagation behavior examined in this study. The following factors are believed to affect SCC crack propagation:
-
(1)
Microstructural effect on preferred crack propagation path (particularly Type II grain boundary) in the Inconel,
-
(2)
Compressive residual stress in the LAS region, and
-
(3)
Oxidization at the interface and less sensitivity for SCC of the LAS (The oxide wedging effect at the crack tip is considered not likely to be strong in the actual BWR plants because of much lower dissolved oxygen, ~0.2 ppm in reactor water, than that for the CBB tests in this study).
The effect of the stress distribution at a micrometer scale on crack propagation may be a crucial point. Clair et al. reported on the strain distribution in or nearby triple grain junctions using the EBSD method coupled with the biaxial nanogauge technique and claimed the importance of local quantification.[51] Although the relative stresses could be determined after sectioning the specimen, obtaining such a stress/strain map in situ, without sectioning, would offer an exceptionally fruitful technique for understanding the SCC mechanism. However, no such experimental method presently exists and hence a combination of possible experimental results with numerical multi-scaled simulation must be developed.
5 Conclusions
Possible mechanisms for SCC crack propagation suppression near the weld interface between Inconel and LAS were explored. The main results are summarized as follows:
-
1.
In the present accelerating test conditions, V-notched CBB specimens exhibited the crack propagation mainly along Inconel grain boundaries and then through the weld interface leaving oxides in the LAS at the interface. It was different from the observations in an actual plant in which all SCC cracks stopped at the interface. This must be caused by the severe conditions of stress and water chemistry employed in this study.
-
2.
SCC crack branching was found to occur at a grain boundary parallel to the interface (Type II grain boundary) in the Inconel region, resulting in a lower stress concentration at the crack tip. This is the confirmation of the previous report.[10]
-
3.
The 3D observations have made clear that the formation of Type II grain boundary is caused by the preferential epitaxial growth of 〈100〉 oriented grains of the Inconel phase at the weld; well grown 〈100〉 oriented grains hinder the growth of the other 〈hkl〉 oriented ones resulting in the formation of grain boundaries parallel to the interface.
-
4.
Upon cooling after the first layer welding, martensitic transformation takes place partially inside a grain depending on gradient of chemical compositions resulting in the formation of Inconel/LAS interface. The continuity of grain boundary through the interface observed after the first layer welding was mostly lost due to the precipitation of austenite grains when a sample was heated up above the Ac3 temperature by the second layer welding.
-
5.
Compressive residual stresses were measured in the LAS region whereas tensile residual stresses were measured in the Inconel region by neutron diffraction, and these conditions contributed to the cessation of crack propagation at the interface. These residual stresses are believed to be caused by difference in thermal expansion coefficients between the Inconel and the LAS and solidification shrinkage at the welding.
-
6.
A relative stress distribution within individual grains was found by the EBSD/Wilkinson method, suggesting that the stress distribution on a micrometer scale affects the preference of grain boundaries for crack propagation.
-
7.
The oxide formed at the tip of the SCC crack in the LAS region is estimated, first, to reduce the stress concentration, but second the expansion with the oxide growth assists the restart of crack propagation by overwhelming the initial compressive residual stress. This behavior must be strongly dependent on the shape and dimensions of the CBB specimen and water chemistry.
References
B.M. Gordon: JOM, 2013, vol. 65. pp. 1043–56.
S. Suzuki: Zairyo-to-Kankyo (Materials and Environments) 1999, vol. 48, pp. 753-762 (in Japanese).
F.P. Ford, B.M. Gordon, and R.M. Horn: in ASM Handbook, Vol. 13C, Corrosion: Environments and Industries, A.D. Cramer and B.S. Covino, eds., ASM, Materials Park, OH, 2006, p. 31.
F.P. Ford, B.M. Gordon, and R.M. Horn: in Nuclear Corrosion Science and Engineering, D. Feron, ed., Woodhead Publishing, Cambridge, U.K., 2012, p. 548.
T. Kojima: Proceedings: Seminar on Countermeasures for Pipe Cracking in BWRs, EPRI WS-79-174, 1980. Vol. 4, Paper No. 50.
K. Yamauchi, I. Hamada, T. Okazaki, T. Yokono and A. Nishioka: Proceedings; ASME 5th International Conference on Pressure Vessel Technology, 1984, Vol.II. pp. 599–16.
H. Yamashita, S. Ooki, Y. Tanaka, K. Takamori, K. Asano and S. Suzuki: Press. Vessel. Pip. 2008, vol. 85, pp. 582–592.
T. Aoki, S. Hattori, H. Anzai, and H. Sumimoto: Maintenology (Hozengaku, in Japanese), 2005, vol. 4, No. 1, pp. 34–41.
T. Aoki, S. Higuchi, H. Kobayashi and S. Shimizu: Maintenology (Hozengaku, in Japanese), 2005, vol. 4, No. 2, pp. 37–44.
J. Hou, Q. Peng, Y. Takeda, J. Kuniya and T. Shoji: Corrosion Science, 2010, vol. 52, pp.3949-3954.
Q. Peng, H. Xue, J. Hou, K. Sakaguchi, Y. Takeda, J.Kuniya and T.Shoji: Corrosion Science, 2011, vol. 53, pp. 4309-4311.
H. Abe, M. Ishizawa, and Y. Watanabe: 15th Int. Conf. Environmental Degradation, TMS, 2011, pp. 791–802.
Y. Sakakibara, G. Nakayama, and T. Hirano: Zairyo-to-Kankyo (Materials and Environments) 2012, vol. 61, pp. 171-176.
Y. Sakakibara, Y. Itabashi, T. Takanashi, G. Nakayama, T. Fujii, Y. Shimamura, and K. Togo: Zairyo-to-Kankyo (Materials and Environments) 2012, vol. 61, pp. 177-181.
A. Sato, M. T. Iwabuchi, and S. Tsujikawa, Zairyo-to-Kankyo (Materials and Environments), 2014, vol. 63, pp. 25-31.
Y. Tomota, Y. Xia, and K. Inoue: Acta Mater., 1998, vol. 46, pp.1577-1587.
M. Ojima, Y. Adachi, Y. Tomota, K. Ikeda and Y. Katada: J. Jpn. Inst. Metals (in Japanese), 2009, vol. 73, pp. 283-289.
Business & Technology Daily News (in Japanese), 2011.3.15, No. 023:24.
N. Sato, Y, Adachi, H. Kawata, and K. Kaneko: ISIJ Int, 2012, vol. 52, pp. 1362-1365.
T. Lorentzen: in Analysis of Residual Stress by Diffraction using Neutron and Synchrotron Radiation, M.E. Fizpatrick and A. Lodini, eds., Taylor & Francis, 2003, pp. 114–30.
M.T. Huchings, P.J. Withers, T.M. Holden, and T. Lorentzen: Introduction to the Characterization of Residual Stress by Neutron Diffraction, CRC Press, Taylor & Francis, 2005, pp. 149–202.
A.J. Wilkinson, G.B. Meaden, and D.J. Dingley: Mater. Sci. Technol. 2006, vol. 22, pp. 1271-1278.
M. Ojima, Y. Adachi, S. Suzuki, and Y. Tomota: Acta Mater., 2011, vol. 59, pp. 4177-4185.
JSMS-SD-5-02: Standard for X-ray Stress Measurements (Steel), 2002. Japan Soc. Materials Science, pp. 17–20.
T. Ito, T. Nagatani, S. Harjo, H. Arima, J. Abe, K. Aizawa and A. Moriai: Mater. Sci. Forum, 2010, vol. 652, pp. 238-241.
S. Harjo, T. Ito, K. Aizawa, H. Arima, J. Abe, A. Moriai, T. Iwahashi, and T. Kamiyama: Mater. Sci. Forum, 2011, vol. 681, pp. 443-446.
R. Oishi, M. Yonemura, Y. Nishimaki, S. Torii, A. Hoshikawa, T. Ishigaki, T. Morishima, K. Mori, and T. Kamiyama: Nucl. Instrum. Methods Phys. Res. A, 2009, vol. 600, pp. 94–97.
S. Itahashi, M. Takanashi, Y. Sakakibara, G. Nakayama, and T. Hirano: Zairyo-to-Kankyo (Materials and Environments), 2012, vol. 61, pp. 101-104.
H.K.D.H. Bhadeshia: Bainite in Steel, The Institute of Materials, 1992, pp. 61–69.
T.W. Nelson, J.C.Lippold, and M.J. Mills: Weld. J., 1999, pp. 329s–37s.
T.W. Nelson, J.C.Lippold, and M.J. Mills: Weld. J., 2000, pp. 277s–277s.
Y. Tomota and H. Suzuki: unpublished research at JAEA (2009).
Y. Mikami, R. Uraguchi, K. Sogabe, M. Mochizuki, and S. Fujimoto: Preprints of National Meeting of Japan Welding Society, 2009, vol. 84, pp. 36–39 (in Japanese).
S. Gulbrandsen: Overview of Stress Corrosion Cracking in Stainless Steel: Electronic Enclosures in Extreme Environment Conditions, www.dfrsolutions.com (down loaded in June 2014); in which the corresponding table was cited from A.J. Sedricks and R.H. Jones, ed.: Stress-Corrosion Cracking Materials Performance and Evaluation, 1992, pp. 1–40.
F.P. Ford: Stress Corrosion Cracking of Carbon and Low Alloy Steels, B-135-B157, http://pbadupws.nrc.gov/docs/ML0707/ML070710260.pdf, June, 2014.
R.W. Staehie: Predicting Failure Which Have Not Yet Been Observed, B211-http://pbadupws.nrc.gov/docs/ML0707/ML070710260.pdf, June, 2014.
X.S. Du, Y.J. Su, C. Zhang, J.X. Li, L.J. Qiao, W.Y. Chu, W.G. Chen, Q.S. Zhang, D.X. Liu: Corrosion Science, 2013, vol. 69, pp. 302–310.
J. Slewart and D.E. Williams: Corrosion Science, 1992, vol. 33, pp. 457–463.
M. Hamada: J.Jpn Welding Society. 2002, vol. 71, pp. 510-515.
G. Miyamoto, N. Iwata, N. Takayama and T. Furuhara: Acta mater., 2010, vol.58, pp. 6393-6430.
W. Gong, Y. Tomota, Y. Adachi, A.M. Paradowska, J.F. Kelleher and S.Y. Zhang: Acta mater., 2013, vol. 61, pp. 4142-4154.
G. Kurdjumov and G.Z. Sachs: Z. Phys., 1930, vol. 64, pp. 325–343.
K. Nakane: J. Jpn. Weld. Soc. 1967, vol. 36, pp. 962–966.
VY. Gertman, and K. Tangri: Acta Mater, 1997, vol. 45, pp. 4107-4116.
VY. Gertsman, and SM. Bruemmer: Acta Mater., 2001, vol. 49, pp. 1589-1598.
M. Shimada, H. Kokawa, Z.J. Wang, Y.S. Sato, and I. Karibe: Acta Mater., 2002, vol. 50, pp. 2331–2341.
L. Tan, TR. Allen, and JT. Busby: J. Nucl. Mater., 2013, vol. 441, pp. 661-666.
A. King, G. Johnson, D. Engelberg, W. Ludwig, and J. Marrow: Science, 2008, vol. 321, pp. 382-385.
L. Babout, M. Janaszewski, T.J. Marrow, and P.J. Withers: Scripta. Mater., 2011, vol. 65, pp. 131–34.
J. Kawakita, T. Shinohara, M. Watanabe, and Y. Adachi: Zairyo-to-Kankyo (Materials and Environments), 2013, vol. 62, pp. 111-113 (in Japanese).
A. Clair, M. Foucault, O. Calonne, Y. Lacroute, L. Markey, M. Salazar, V. Vignal, and E. Finot: Acta Mater., 2011, vol. 59, pp. 3116-3123.
Acknowledgments
We would like to thank Mr. S. Numata and Mr. T. Itagaki, students of Ibaraki University and Dr. M. Ojima of University of Tokyo for their experimental help, as well as Mr. T. Yokosuka and Mr. T. Tomatsuri of Hitachi Power Solutions Co., Ltd. for the CBB tests. We are grateful to Emeritus Prof. S. Tsujikawa of the University of Tokyo for his helpful advice. Financial support by the SCCM Project (2002 to 2003) through the corrosion center supported by seven electric power companies in Japan and JSPS KAKENHI Grant Number 24360286 was highly appreciated.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted February 13, 2014.
Rights and permissions
About this article

Cite this article
Tomota, Y., Daikuhara, S., Nagayama, S. et al. Stress Corrosion Cracking Behavior at Inconel and Low Alloy Steel Weld Interfaces. Metall Mater Trans A 45, 6103–6117 (2014). https://doi.org/10.1007/s11661-014-2560-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-014-2560-2