
Abstract
The compressive deformation behavior in the thickness direction of a kinetic-sprayed pure-aluminum layer whose thickness is ~15 mm was investigated. The yield strength of coating material was 200 MPa, and a unique strain softening phenomenon occurred even at room temperature. Due to the initial severely deformed structure of the kinetic-sprayed coating material based on the results of microstructure analysis, the production of high-strength metal bulk materials using kinetic spray processes was deemed possible.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Kinetic spraying (cold spraying) is the process through which powder is deformed and deposited using high impact velocities (300 to 1200 m s−1) of metal powder particles at relatively low temperatures to form coating layers. Through the process, coating layers show superior properties such as high density, low oxide content, high bond strength, and high hardness.[1]
The mechanical properties of kinetic-sprayed coating layers are mainly assessed using methods such as hardness, nanoindentation,[2] and bending tests.[3] Nonetheless, all the aforementioned methods are designed to assess the mechanical properties of local regions of coating layers made to have relatively thin thickness; they have limitations in showing the representative mechanical properties of coating layers. In particular, in the case of kinetic spraying that forms coating layers through high-speed particle deformation, the coating layers are likely to have the anisotropy of mechanical properties. Hall et al.[4] and Gartner et al.[5] manufactured kinetic-sprayed coating layers and reported the tensile properties of the coating layer in directions perpendicular (along the surface) to those of spraying. As a result of this, they showed the possibility of bulk materials forming by using the kinetic spray process. But the mechanical properties of kinetic-sprayed layers in their thickness directions are considered more important in applying kinetic spray processes as bulk forming processes. The results of related studies have yet to be reported for any material.
Therefore, this study sought to manufacture a thick, pure aluminum coating layer through the kinetic spray process to evaluate the compressive properties of the coating layer in the thickness direction and to investigate related deformation behavior. The possibility was considered as a promising process for processing bulk materials.
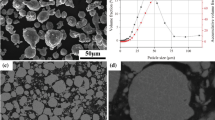
In this study, coating layers were made using powder manufactured by Kojundo Chemical Laboratory Co. (Saitama, Japan) The powder stock consisted of around 3- to 5-μm-sized grains with average size of 18.74 μm and irregular oval shapes made of 99.9 wt pct Al. A kinetic spraying system (Kinetics 3000, Cold Gas Technology GmbH, Ampfing, Germany) was utilized for manufacturing the coating layer. A de Laval-type converging-diverging MOC nozzle with a round outlet was used with distance of 30 mm from the point of the nozzle to the substrate. During the kinetic spray coating, helium was used as carrier gas, the gas temperature was 623 K (350 °C), the gas pressure was 1.1MPa (11 bar), the gun speed was 20 mm/s, and the powder was deposited onto Cu substrates (room temperature). The kinetic-sprayed coating layer was used to conduct the compressive tests in thickness directions at room temperature. The coating layer was secondarily machined for tests (wire cutting, central part of the coating), and the resultant specimens used were cylindrical, measuring Φ5 mm and 7 mm in height. Compressive tests were conducted using Instron 4485 (Instron Corporation, Norwood, MA) at a strain rate of 1 × 10−3 s−1 (friction effects were compensated using graphite sheets and lubricant). After the tests, the deformed structures of the coating layer were examined through electron backscatter diffraction (EBSD) and transmission electron microscopy (TEM) observations following deformation. as the as-sprayed and deformed coating layers were hot mounted using carbon fillers. These coating layers were mirror polished using diamond paste and then polished using a 0.04 to 0.05-μm colloidal silica (CS) suspension to obtain clearly the patterns occurring in several dozen nm thicknesses from the surfaces. The EBSD mapping data were corrected using a threshold angle of 5 deg to make the data more accurate; this was performed only once to prevent severe data distortion. Specimens for TEM observation were obtained from an as-sprayed and deformed coating layer having a diameter of 3 mm. Disks measuring approximately 200 μm were mechanically polished by dimpling equipment to a thickness of approximately 20 μm. Final thinning to electron transparency was realized by the ion milling method. TEM observations were performed using a Hitachi H-7650 (Hitachi, Ltd., Tokyo, Japan) microscope operating at 100 kV.
As a result, a pure-Al coating layer with dimensions of 50 mm long, 20 mm wide, and 15 mm thick could be obtained (Figure 1(a)). The 15-mm-thick coating layer as shown in the figure has not been reported in previous studies. The microstructure of the as-sprayed pure-Al layer is shown in Figure 1(b). The Al particle was deformed to be elongated perpendicularly to the direction of powder spraying; the porosity of the coating was found to be very low at 0.08 pct, and few defects such as oxide were detected.

Macroimage of kinetic-sprayed thick pure-Al coating layer (a) and microstructure (b) of the layer (OM)
Figure 2 shows the observation result of the microstructure of the as-sprayed Al coating layer using EBSD and TEM. Based on the results of the EBSD analyses (Figure 2(a)), the manufactured coating layers showed distributions of particles and grains of irregular sizes and shapes (bimodally grained). Particles appearing in large sizes were elongated such that their sizes were similar to the initial average powder size. In addition, relatively small grains (that had never been detected in the initial powder) were observed in the surroundings of those large particles. Assadi et al.[1] and Bae et al.[6] suggested that in kinetic spray processes, when particles flying at high speeds collide with the substrate or other particles, thermal boost-up zones (TBZ) will be formed on the particle/substrate or particle/particle interfaces due to adiabatic shear instability (ASI), thus resulting in bonded interfaces. The very small grains as mentioned above are deemed to appear because TBZs are formed in interparticle areas as a result of collisions between powder particles when kinetic-sprayed coating layers are formed. In other words, the Al particles deformed due to a high-speed impact get thermal energy so that the grain refinement phenomenon occurs.[2,7,8] The results of TEM observation in interparticle areas showed approximately 200-nm-sized grains (black arrows in Figure 2(b)). By observing the grain boundary shapes of these fine grains (white arrow), a polygonization mechanism that can occur in severely deformed structures due to thermal energy could be seen as published by McQueen.[9] Meanwhile, intertwined, high-density deformation dislocations (white circle) could be identified in the TEM observation of the insides of particles that are not greatly affected by thermal energy during deposition (Figure 2(b)). The aforementioned results are similar to those observed when metals such as pure Al are deformed due to high speeds at room temperature.[10,11]

EBSD analysis (a) and TEM observation (b) results of kinetic-sprayed pure-Al coating layer
Figure 3 shows the thickness directional compressive deformation curve of the pure-Al coating layer manufactured through the kinetic spray process. The kinetic-sprayed coating material showed a yield strength of 200 MPa, which is very high considering the fact that the yield strength of general bulk Al is around 60 MPa to 80 MPa. This value is also higher compared to pure-Al materials (170 MPa to 185 MPa) having nanosized or submicrosized grains made using equal-channel angular pressing (ECAP), which is one of the severe plastic deformation processes.[12,13] Severe plastic deformation processes are generally applied to strengthen metals. The ECAP process reportedly causes relatively uniform plastic deformation throughout subject specimens.[13] On the other hand, coating materials made through kinetic sprays are considered advantageous because severe plastic deformation may occur on every small particle at very high-speed impact. Accordingly, although the microstructures of kinetic-sprayed coating materials are irregular (nanosized grains and higher-dislocation density in every particle as shown in Figure 2), they can show stronger plastic-deformed structures compared to the ECAP process. Given the aforementioned results, the manufacture of bulk materials using the kinetic spray process is considered to have high potential as a new process to make high-strength metal materials.

Compressive deformation curve of kinetic-sprayed pure-Al layer with strain rate of 10−3/s and macrographs of the initial and the deformed sample
Another unique behavior observed in the kinetic-sprayed pure-Al material compressive curve (Figure 3) is the sustained occurrence of a strain softening phenomenon following some initial strain hardening after the yield point. Occurring at room temperature, such a strain softening phenomenon is not observed in general for Al materials, although it has been reported in some ECAP materials that have been subjected to severe plastic deformation processes.[12] Figure 4 shows the observation result of deformed microstructures of kinetic-sprayed coating materials after compressive tests. In comparing the results of EBSD analysis after deformation (Figure 4(a)) with that of as-sprayed coating materials before deformation (Figure 2(a)), the grain sizes were found to have become more even and smaller in general through compressive deformation. The average sizes of the grains after deformation were around ~500 nm, which is similar to or slightly larger than the sizes of the fine grains observed in the interparticle areas prior to deformation. The microstructures after deformation were examined using TEM (Figure 4(b)). Dislocation densities were observed to have decreased remarkably throughout the specimens. When the boundaries of the grains that were formed after deformation were examined more carefully (Figure 4(b)), the grain boundaries were found to be smooth unlike those observed in the as-sprayed state.

EBSD analysis (a) and TEM observation (b) results of compressively deformed Al coating material
The softening phenomenon occurring during the deformation of metals is generally known to be due mainly to the dynamic recrystallization or dynamic recovery of the materials. Because the compressive tests were conducted at room temperature, the sizes (~500 nm) of grains observed through EBSD or TEM are considered too large to be the result of recrystallization. And the grains cannot easily grow additionally at room temperature. The strain softening phenomenon occurring in this study is considered to be attributable mainly to dynamic recovery. In relation to this, as shown in Figure 4(a), some grains were found to be elongated, too, albeit slightly. Inoue et al.[14] suggested that the aforementioned slightly elongated fine grains described above could appear if the initial deformation of grains and a dynamic recovery phenomenon occurred simultaneously in pure Al during compression.[14]
The particles experience severe plastic deformation while kinetic spray coating layers are being manufactured. In this case, plastic deformation occurs very fast because of the characteristics of the kinetic spray process. Even if recovery occurs in interparticle areas, it may do so in a relatively short time; hence, it induces the irregular shapes in the observed fine grain boundaries of the kinetic-sprayed coating layer. On the other hand, if kinetic-sprayed coating materials are additionally compressed at low deformation rates, stable dynamic recovery is considered to occur for a relatively long time, and smooth grain boundaries as shown in Figure 4(b) may appear.
This study was aimed to manufacture a thick aluminum coating layer by using a kinetic spray process and investigated its mechanical properties along the thickness direction. Kinetic-sprayed pure aluminum (thickness of ~15 mm) showed superior compressive strength (~200 MPa) than that of ECAP (severe plastic deformation process) material. According to the results above, this study confirmed that it was possible to manufacture metal bulk materials using the kinetic spray process, showing higher strength than the existing severe plastic processed materials. Moreover, a unique strain softening phenomenon was observed for the deformation of kinetically-sprayed coating materials. It was determined that the manufacture of bulk materials using the kinetic spray process is considered to have high potential as a new process to make high-strength metal materials.
References
H. Assadi, F. Gartner, T. Stoltenhoff, and H. Kreye: Acta Mater., 2003, vol. 51, pp. 4379-94.
G. Bae, J. Jang, and C. Lee: Acta Mater., 2012, vol. 60, pp. 3524-35.
K. Ogawa, K. Ito, K. Ichimura, Y. Ichikawa, S. Ohno, and N. Onda: J. Therm. Spray Technol., 2008, vol. 17, pp. 728-35.
A.C. Hall, D.J. Cook, R.A. Neiser, T.J. Roemer, and D.A. Hirschfeld: J. Therm. Spray Technol., 2006, vol. 15, pp. 233-38.
F. Gartner, T. Stoltenhoff, J. Voyer, H. Kreye, S.R. Riekehr, and M. Kocak: Surf. Coat. Technol., 2006, vol. 200, pp. 6770-82.
G. Bae, S. Kumar, S. Yoon, K. Kang, H. Na, H.J. Kim, and C. Lee: Acta Mater., 2009, vol. 57, pp. 5654-66.
K. Balani, A. Agarwal, S. Seal, and J. Karthikeyan: Scripta Mater., 2005, vol. 53, pp. 845-50.
P.C. King, S.H. Zahiri, and M. Jahedi: Metall. Mater. Trans. A, 2009, vol. 40A, pp. 2115-23.
H.J. McQueen: Metall. Trans. A, 1977, vol. 8A, pp. 807-24.
P.L. Sun, E.K. Cerreta, G.T. Gray III, and J.F. Bingert: Metall. Mater. Trans. A, 2006, vol. 37A, pp. 2983-94.
N. Tsuji, T. Toyoda, Y. Minamino, Y. Koizumi, T. Yamane, M. Komatsu, and M. Kiritani: Mater. Sci. Eng. A, 2003, vol. 350, pp. 108-16.
C.Y. Yu, P.L. Sun, P.W. Kao, and C.P. Chang: Scripta Mater., 2005, vol. 52, pp. 359-63.
M. Kawasaki, Z. Horita, and T.G. Langdon: Mater. Sci. Eng. A, 2009, vol. 524, pp. 143-50.
T. Inoue, Z. Horita, H. Somekawa, and K. Ogawa: Acta Mater., 2008, vol. 56, pp. 6291-303.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted January 30, 2013.
Rights and permissions
About this article
Cite this article
Kim, KS., Yu, JS., Won, J. et al. Manufacturing and Compressive Deformation Behavior of High-Strength Aluminum Coating Material Fabricated by Kinetic Spray Process. Metall Mater Trans A 44, 4876–4879 (2013). https://doi.org/10.1007/s11661-013-1970-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-013-1970-x