
Abstract
The thermodynamic stability of precipitated phases at the steel-Ni-Mg alloy interface during laser brazing of Ni-plated steel to AZ31B magnesium sheet using AZ92 magnesium alloy filler wire has been evaluated using FactSage thermochemical software. Assuming local chemical equilibrium at the interface, the chemical activity–temperature–composition relationships of intermetallic compounds that might form in the steel-Ni interlayer-AZ92 magnesium alloy system in the temperature range of 873 K to 1373 K (600 °C to 1100 °C) were estimated using the Equilib module of FactSage. The results provided better understanding of the phases that might form at the interface of the dissimilar metal joints during the laser brazing process. The addition of a Ni interlayer between the steel and the Mg brazing alloy was predicted to result in the formation of the AlNi, Mg2Ni, and Al3Ni2 intermetallic compounds at the interface, depending on the local maximum temperature. This was confirmed experimentally by laser brazing of Ni electro-plated steel to AZ31B-H24 magnesium alloy using AZ92 magnesium alloy filler wire. As predicted, the formation of just AlNi and Mg2Ni from a monotectic and eutectic reaction, respectively, was observed near the interface.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Magnesium and its alloys are currently under intense investigation for use in many applications in the automotive industry.[1,2] As steel sheet is still the most commonly used material for fabrication of auto body structures, the ability to make hybrid structures of magnesium alloy and steel sheet would be desirable for many applications. This would allow the overall weight of the autobody to be reduced, resulting in better fuel efficiency and lower environmental impact. Therefore, there is increasing interest in identifying and developing new techniques and processes that can be used to make dissimilar joints between magnesium alloys and steel sheet.[2–7]
It is well known that it is difficult to join magnesium alloys to steel by conventional fusion welding technologies.[2] This can be attributed to the large difference in their melting temperatures and the nearly zero solubility of magnesium and iron.[2] The melting point of steel [≈1823 K (1550 °C)] is well above the boiling point of magnesium [1380 K (1107 °C)], and this can cause catastrophic vaporization of the molten magnesium during a fusion welding process. In addition, the maximum solid solubility of Fe in Mg is only 0.00041 at. pct Fe.[2] There is also clear evidence that magnesium and steel do not react with each other and do not mix in the liquid state at ambient pressure.[2] Thus, metallurgical bonding between these two metals will only be possible provided another element that can interact and bond with both of them can be applied between the Mg and Fe and act as an intermediate interlayer element.
The feasibility and benefits of using Cu, Sn, and Ni interlayers to join Mg and steel by various fusion welding processes have been investigated experimentally with varying degrees of success.[5–7] More recently, Nasiri et al.[8,9] have studied the use of Al and Ni interlayers when laser brazing these dissimilar metals using a Mg-Al alloy filler wire. However, identifying and evaluating an appropriate interlayer between steel and Mg alloys experimentally can be costly and time consuming. This process can be shortened with the use of computational thermodynamics, which provides a convenient way for predicting the phases most likely to form in complex multi-element alloy systems at the interface as a function of alloy composition and temperature with greater accuracy than is possible using the binary or ternary phase diagrams of the constituent elements. Prior knowledge of these phases can be beneficial as they can affect the mechanical properties, the temperature of the joint interface, the wettability of the steel by the magnesium alloy, and the overall brazeability of the joint.
In the last decade, several different commercial thermochemical codes have become available for the calculation of the phase stability in multi-component systems.[10–13] These codes can be used to predict the free energy of competing phases as a function of temperature, pressure and composition, and the phases and their compositions that lead to the minimum free energy (i.e., phase equilibrium). The key to all of these computational tools is the database that contains all relevant thermodynamic model parameters required to describe the functional behavior of the Gibbs free energy of all phases, including solutions. The unique feature of these computational thermodynamics tools is that phase equilibrium and thermodynamic properties of multi-component systems corresponding to real commercial alloys with ten or more components can be readily modeled and assessed with reasonable accuracy.
Predicting early stage phase formation along a steel-interlayer-Mg alloy interface can be used to choose the appropriate interlayer between the steel and magnesium alloy. Simulation of the phase formation and thermodynamic properties of the phases during different joining processes, such as laser brazing, can be important tools when developing high temperature joining processes. In this study, computational thermodynamics was used to examine the effect of using a 5-μm-thick Ni interlayer between steel and AZ31B Mg alloy sheet on the phases formed along the steel-fusion zone interface during a laser brazing process using AZ92 Mg brazing alloy.
2 Experimental Procedures
In order to validate the thermodynamic predictions for the steel-Ni-AZ92 system, laser brazing experiments with single-flare bevel lap joints between a 1-mm-thick low alloy plain carbon steel sheet (AISI 1008) with a 5-μm-thick Ni electro-deposited layer and a 2-mm-thick commercial grade twin-roll strip cast AZ31B-H24 magnesium alloy sheet were carried out.[9] The chemical compositions of the base materials are given in Tables I and II. Figure 1(a) shows the SEM micrograph of a cross section of the nickel-coated steel. The white layer on top of the steel is the Ni coating layer. The coating was of uniform thickness with a void-free interface. EDS analysis of the electro-deposited layer on the steel showed a pure Ni coating layer. A 2.4-mm-diameter TiBraze Mg 600 filler wire (Mg-Al-Zn alloy) with solidus and liquidus temperatures of 718 K and 873 K (445 °C and 600 °C), respectively, was chosen for this study. The commercial flux used in the experiments was Superior No. 21 manufactured by Superior Flux and Mfg. Company. This powder flux was composed of LiCl (35 to 40 wt pct), KCl (30 to 35 wt pct), NaF (10 to 25 wt pct), NaCl (8 to 13 wt pct), and ZnCl2 (6 to 10 wt pct).[14]

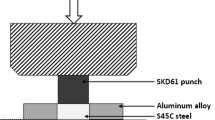
(a) Transverse section of the Ni electro-deposited layer on the steel substrate and (b) schematic of the laser brazing system used for joining AZ31 Mg and Ni electro-plated steel sheets in the single-flare bevel lap joint configuration showing the position of two thermocouples used for temperature measurements
A diagram of the laser brazing apparatus used is shown in Figure 1(b). A Nuvonyx diode laser system with a maximum power of 4.0 kW and a 0.5 × 12 mm laser beam power density distribution was used as a heat source. The beam was focused on top of the filler wire. Laser head manipulation was performed using an integrated Panasonic 6-axis robot. In order to limit oxidation, helium shielding gas was provided in front of the molten pool with a flow rate of 30 L/min from a 6-mm-diameter soft copper feeding tube. The process parameters were laser power, travel speed, and beam position.
After laser brazing, transverse cross sections of the brazed specimens were cut and mounted in epoxy resin. The microstructure and composition of different zones of the joint cross sections were determined using an optical metallurgical microscope and a JEOL JSM-6460 scanning electron microscope (JEOL Ltd., Tokyo, Japan) equipped with an Oxford ultrathin window detector energy dispersive X-ray spectrometer (EDS). These experiments and results are described in greater detail in Reference 9.
3 The Thermochemical Model
It is well known that welding conditions are far from equilibrium conditions. However, useful estimations can be obtained from thermodynamic models provided that one looks at “local equilibrium.” This assumption is supported by the fact that a liquid state, with high rates of mass transfer, is present in most welding processes. In this study, prediction of early stage phase formation along the steel-Ni-Mg alloy interface was done in two steps. In the first step, with the assumption of full local equilibrium during cooling after the local maximum temperature had been reached, all phases that could possibly form in the steel-Ni-Mg alloy system for a range of temperature and composition were predicted. It was assumed that the time is very short due to a fast heating and cooling rate during the laser brazing process, so mass transfer is constrained to short distances. In the second step, among all the phases that could possibly form, the phase most likely to precipitate first from the liquid at one specific temperature and composition was identified by finding which phase has the highest driving force to form from the liquid phase.
A schematic diagram of the thermochemical model domain that includes the interface between the Ni-plated steel sheet and the AZ92 Mg brazing alloy is shown in Figure 2(a). In order to find the phases that might form in this steel-Ni-Mg alloy system at different temperatures during laser brazing, a ternary system consisting of the steel alloy, Ni interlayer, and Mg alloy (filler metal composition) was defined and its composition field is presented on a Gibbs triangle in Figure 2(b). Since the temperature of the laser brazing process is less than the melting temperature of the steel,[8] the steel stays in the solid state during this process. Therefore, it was assumed that if the steel participates in any reaction by dissolving into the fusion zone close to the interface, the maximum content of the steel in this system will be low. Thus, the maximum content of the steel alloy in the steel-Ni-Mg alloy system was assumed to be about 10 wt pct as indicated by the dotted tie line in Figure 2(b). In practice, the assumption is that the entire Ni layer can potentially react with the molten AZ92 filler, and the mass of potentially reacting steel components is estimated to be equal to 10 pct of the mass of the Ni layer. The sensitivity of the predicted results to this assumed value was evaluated by performing the same analysis using a lower value of 5 wt pct steel. The results confirmed that in this range, the assumed percentage of steel does not change the predicted results as very similar phase stability maps were generated.

(a) Schematic of the interface between the Ni-plated steel sheet and the AZ92 Mg brazing alloy and (b) the steel-Ni-Mg alloy ternary system defined in this study
In the laser brazing process, melting of the filler metal by the laser beam occurs initially since the laser is focused on the filler metal. Following this, partial or full dissolution of the Ni interlayer may occur, but very little of the steel components (Fe-C-Mn) should dissolve as their solubility in Mg-Al-Zn is small. Therefore, immediately after melting of the filler metal and before dissolution of the Ni interlayer into the fusion zone, the steel is not in contact with the fusion zone (see Figure 2(a)). However, point B on the steel-Ni-Mg alloy ternary system (Figure 2(b)) shows that steel and the AZ92 Mg filler metal (FZ) can be in contact with each other. For this reason, point B was moved to the top corner of the ternary system. Therefore, instead of the dotted line in Figure 2(b), the dashed line was considered as a tie line corresponding to a (10 wt pct Steel-Ni)-Mg alloy pseudo-binary system during the laser brazing process.
4 Thermochemical Analysis Procedure
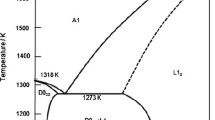
The Phase Diagram module of the commercial thermochemical analysis code FactSage[10] was used first to generate ternary isothermal sections (in wt pct) in the steel-Ni-Mg alloy system at different temperatures from 873 K to 1373 K (600 °C to 1100 °C). The results are shown in Figures 3(a) through (f). The zero-phase fraction lines for AlNi(s), Al3Ni5(s), and Mg2Ni(s) are shown. The position of the dashed line in the phase diagrams of Figures 3(a) through (f) shows which phases are predicted to form under local equilibrium conditions during laser brazing at one specific temperature. For example, at 873 K and 973 K (600 °C and 700 °C), Al3Ni2, AlNi, Mg2Ni, and Al3Ni5 are predicted to form. However, from 1073 K to 1373 K (800 °C to 1100 °C), AlNi is the only intermetallic compound that is predicted to form and all other phases are no longer stable.


Predicted steel-Ni-AZ92 Mg alloy ternary system at (a) 873 K (600 °C), (b) 973 K (700 °C), (c) 1073 K (800 °C), (d) 1173 K (900 °C), (e) 1273 K (1000 °C), and (f) 1373 K (1100 °C)
Since each dashed line in Figures 3(a) through (f) is a mass constrain between the AZ92 filler metal and the Ni0.9Steel0.1 compositions at a specific temperature, the phases predicted to exist along this line over the temperature range of 873 K to 1373 K (600 °C to 1100 °C) can be used to construct a pseudo-binary system between the AZ92 and the Ni0.9Steel0.1 vs temperature as shown in Figure 4. Figure 4 is the calculated isoplethal section (T vs wt pct) along the dashed line in Figures 3(a) through (f). This diagram was used to identify the phases that might form along the steel-Ni-Mg alloy interface at different temperatures during laser brazing. These phases are Al3Ni, Al3Ni2, AlNi, Mg2Ni, and Al3Ni5. All of these phases are binary phases, but may include some minor solubility of a third element. In the next step, the procedure used for finding the first phase most likely to precipitate from the liquid at a specific temperature and composition is explained.

Predicted AZ92 (filler metal)-Ni0.9Steel0.1 binary phase diagram showing the phases that might form along the steel-Ni-Mg alloy interface
By expressing the composition of a solid phase in the form of a binary compound A x B y , the possible reaction for formation of this compound from the liquid in the steel-interlayer (Ni)-Mg alloy system in the laser brazing temperature range can be given as follows:
In order to evaluate the stability of the possible precipitated phases, it is important to have a reliable calculation for the change of Gibbs free energy, ∆G, of the reaction shown in Eq. [1]. A negative ∆G indicates that the reaction will proceed spontaneously to the right, whereas a positive ∆G indicates that the reaction shown in Eq. [1] will proceed spontaneously from right to left.
The standard Gibbs free energy change with the formation of a solid phase from the pure liquid components (given as [A] and [B]) (\( \Updelta G^\circ \)) indicated in Eq. [1] can be determined using[15]
where R is the Universal Gas constant, T is the absolute temperature (K), and a is the chemical activity of each phase. For 1 mol of the elements, we have
and, therefore,
After local fusion of the “system,” for a given local temperature and local composition, which fixes the chemical activity of [A] and [B] in the liquid state, the chemical activity of A x B y(s) can be computed when \( \Updelta G_{{({\text{T}})}}^{ \circ } \) is known (from the databases). At equilibrium, if [a(A x B y )]1/x+y > 1, then A x B y should form spontaneously. The stability and driving force for formation of the phase increase with increasing activity. Therefore, the first precipitated phase from the liquid at a specific temperature and composition will be the phase with the maximum activity value, but only if this activity is greater than unity. This concept can be used when there are many possible phases predicated and we are not really sure which, if any, will form. Considering the phases that might form along the steel-Ni-Mg alloy interface, for 1 mol of the system, the following reactions and net change in free energy are possible:
with a change of Gibbs free energy of
Similarly,
with a change of Gibbs free energy of
with a change of Gibbs free energy of
with a change of Gibbs free energy of
and
with a change of free energy of
The component activities were evaluated using the Equilib module of FactSage[10] at different laser brazing temperatures. The activity-composition diagrams for Al3Ni, Al3Ni2, AlNi, Mg2Ni, and Al3Ni5 from 873 K to 1373 K (600 °C to 1100 °C) are shown in Figure 5. At 873 K and 973 K (600 °C to 700 °C), Al3Ni2, AlNi, and Mg2Ni are predicted to be the first precipitated phases from the liquid at different composition ranges (mass fraction of Ni0.9Steel0.1). Note that the composition here should be seen as an approximated position between the filler (x = 0) and an initial position within the steel just next to the Ni-steel interface (x = 1), where the mass ratio of Ni to steel is roughly 10 to 1. In the temperature range of 1073 K to 1373 K (800 °C to 1100 °C), AlNi is predicted to be the first and only precipitated phase from the liquid. Using this calculation procedure, a phase stability map, shown in Figure 6, was plotted indicating the first precipitated phases from the liquid at different temperatures and compositions during the laser brazing process. This stability map suggests that at temperatures higher than 873 K (600 °C), immediately adjacent to the Ni0.9Steel0.1 (i.e., when x → 1, on the steel side), there will likely be a layer of liquid very rich in Ni0.9Steel0.1 at most temperatures. When the temperature of this liquid drops below about 998 K (725 °C), Mg2Ni will likely form between the Ni0.9Steel0.1 and the AlNi. When the Ni0.9Steel0.1 composition of the AZ92 liquid drops below about 0.72 mass fraction, AlNi will likely form over a large composition range (0.02 to 0.72 mass fraction of Ni0.9Steel0.1). At temperatures higher than 1048 K (775 °C), when the mass fraction of Ni0.9Steel0.1 in the liquid drops below 0.02 to 0.15 further away from the interface, the liquid will be mostly AZ92. When the temperature drops below about 1048 K (775 °C), there may be a thin band of Al3Ni2 formed between the AlNi and the AZ92 filler metal. Note that on Figures 5(a) and (b), the chemical activity of Al3Ni2 is barely greater than the one of AlNi, suggesting a very small difference of driving forces for forming these phases from the liquid solution.

The activity-composition diagrams for AlNi, Al3Ni2, Al3Ni5, Al3Ni, and Mg2Ni at (a) 873 K (600 °C), (b) 973 K (700 °C), (c) 1073 K (800 °C), (d) 1173 K (900 °C), (e) 1273 K (1000 °C), and (f) 1373 K (1100 °C)

Phase stability map showing the first precipitated phases from the liquid at different temperatures and compositions during the laser brazing process
5 Comparison with Experimental Results
In order to validate the thermodynamic predictions for the steel-Ni-AZ92 system, laser brazing experiments with single-flare bevel lap joints between a plain low carbon steel sheet with a 5-μm-thick Ni electro-deposited layer and AZ31B-H24 magnesium alloy sheet were performed.[9] Figure 7 shows the microstructure at different locations at the steel-FZ interface. A detailed description of the microstructures in the fusion zone and the AZ31B Mg-H24 alloy sheet may be found in Reference 8. The Ni coating was not detected as a separate layer along the interface after laser brazing. This suggests that it had entirely melted and gone into the solution in the liquid immediately adjacent to the interface. It was observed that the microstructure of the FZ-steel interface changed significantly across the FZ-steel interface from the bottom (position A, Figure 7(b)) to the top (position C, Figure 7(d)) side of the joint. In order to help explain this change of microstructure during the laser brazing process, the temperature distribution across the interface vs time was measured during laser brazing using two thermocouples, one attached to the top side and the other to the bottom side of the steel sheet (see Figure 1(b)). According to the measured temperature profiles shown in Figure 8, the steel sheet experienced maximum temperatures of 1424 K and 926 K (1151 °C and 653 °C) on the top and the bottom side, respectively. Therefore, a 773 K (500 °C) temperature gradient was measured between the top and the bottom side of the steel sheet during the laser brazing process. This was because the laser beam was focused on the top of the filler wire as shown in Figure 1(b).[9] This temperature difference and gradient across the joint interface during the laser brazing process is believed to be the main reason for the prominent change of microstructure across the FZ-steel interface.

SEM images of the laser-brazed specimen in different positions of the steel-FZ interface shown in (a): (b) position A, (c) position B, and (d) position C

Typical temperature vs time profiles measured during laser brazing at the top and bottom side of the joint
As shown in Figure 7(b), at the bottom of the interface at A, a few diamond-shaped bright phases were formed near the steel-FZ interface. According to an EDS analysis of the diamond-shaped bright phases shown in Figure 7(b), the composition of the particles was 49.6 ± 1.3 at. pct Ni, 45.4 ± 4.7 at. pct Al, and 5.0 ± 2.5 at. pct Mg, thus confirming that the diamond-shaped particles were mainly composed of AlNi intermetallic compound (IMC). These results were confirmed by XRD and also Selected Area Diffraction Pattern (SADP) analysis and STEM EDS results.[9] Closer to the interface, the AlNi has grown with a facetted dendritic morphology. Also at A, some gray lamellar phases, as shown in Figure 7(b), were observed between the AlNi IMC layer and the steel. According to our previous study,[9] this region contained lamellar phases including white lamellae corresponding to “α-Mg eutectic” and dark lamellae containing 27.6 ± 7.2 at. pct Ni and 72.3 ± 7.3 at. pct Mg representing the Mg2Ni stoichiometric intermetallic compound confirmed by the SADP analysis. These two phases next to each other are the α-Mg-Mg2Ni lamellar eutectic.[9] Finally, the darkest round phase between the eutectic and the AlNi dendrites consists of particles of the primary α-Mg phase.[9]
It was observed that upon moving from the bottom to the middle of the interface (region B in Figure 7(a)), which was associated with increasing temperature, the morphology of the IMC phase along the interface changed from the diamond-shaped AlNi to a faceted dendritic-shaped phase (see Figure 7(c)). EDS analysis results indicated this dendritic phase contained 43.0 ± 1.6 at. pct Ni, 52.1 ± 2.0 at. pct Al, and 4.9 ± 0.5 at. pct Mg. This composition again corresponded with the AlNi IMC phase.[9] In this area, the first precipitated phase from the liquid was AlNi IMC, the same as at the bottom of the joint. This phase grew steadily in a faceted dendritic shape. As the interface temperature increased with moving from position A to position B in Figure 7(a), the growth morphology of AlNi changed from diamond shaped to a dendritic shape, as demonstrated in Figure 7(c). Continuous growth of the AlNi was observed in this area with some dendrites having long secondary dendrite arms (see Figure 7(c)).
At the top side of the joint (position C in Figure 7(a)), the morphology of the interfacial phase changed further and a high volume fraction of a nodular phase with the composition of 48.4 ± 1.4 at. pct Ni, 50.1 ± 1.2 at. pct Al, and 1.5 ± 0.4 at. pct Mg was detected (Figure 7(d)). This phase was also found to be the AlNi IMC phase.[9] Detailed microstructural analysis of the fusion zone-steel interface after the laser brazing process has been reported in our previous investigation.[9]
These experimental results have confirmed the formation of dendritic AlNi IMC and also α-Mg + Mg2Ni phases along the interface at the bottom of the joint (Figure 7(b)), where measured temperatures during the process were close to 973 K (700 °C), and just a dendritic AlNi phase along the interface at the middle and top side of the joint (Figures 7(c) and (d)), where the measured temperatures were more than 1073 K (800 °C). These experimental results are in agreement with the predicted phase stability map shown in Figure 6 at 973 K (700 °C) and more than 1073 K (800 °C).
The Al3Ni2 IMC that was predicted to form by the thermochemical analysis was not detected along the steel/FZ interface after the laser brazing process. According to the Al-Ni binary phase diagram, Al3Ni2 forms after formation of AlNi as a result of a peritectic reaction. Since this reaction proceeds much more slowly than monotectic reactions (formation of AlNi) or eutectic reactions (formation of α-Mg + Mg2Ni),[16] the very fast cooling rates experienced during the laser brazing process must prevent the formation of this phase. Therefore, some additional features must be taken into account when attempting to predict phase formation in a complex system based on such thermochemical calculations. While useful estimations and predictions can be obtained from thermodynamic models based on the assumption of local equilibrium, when dealing with welding and brazing processes, the high cooling rates and solute microsegregation that take place during solidification can lead to many non-equilibrium effects. For instance, some phases that are not stable in the equilibrium condition may become stable as a result of solute enrichment during solidification. Second, the calculations do not consider phase transformation kinetics. When trying to predict the microstructure or possible formed phases, the kinetic considerations should be taken into account. Some kinetic calculations based on diffusion-controlled mechanisms tied in with the computational thermodynamic approach are possible with available software.[17]
6 Conclusions
In the present work, a computational thermodynamic analysis using FactSage thermochemical software was performed to predict the phases most likely to form along the interface between Ni electro-plated steel and AZ92 Mg alloy (filler metal composition) sheets during the laser brazing process. Calculations were done over a wide temperature and composition range. It was concluded that the addition of the Ni interlayer between the steel and the AZ92 Mg alloy may lead to the formation of the AlNi, Mg2Ni, and Al3Ni2 intermetallic compounds along the steel/fusion zone interface, where the AlNi and Mg2Ni are most likely to form under non-equilibrium conditions present during laser brazing. Experimental results have confirmed these predictions.
References
J. Yan, Z. Xu, Z. Li, L. Li, and S. Yang: Scripta Mater., 2005, vol. 53, pp. 585-89.
L. Liu (Ed.): Welding and Joining of Magnesium Alloys. Woodhead Publishing Ltd., Cambridge, 2010.
L. Liu, L. Xiao, J. Feng, L. Li, S. Esmaeili, and Y. Zhou: Scripta Mater., 2011, vol. 65, pp. 982-85.
X. Zhao, G. Song, and L. Liu: Trans. Chin. Weld. Inst., 2006, vol. 27, pp. 56-62.
X. Qi and G. Song: Mater. Des., 2010, vol. 31, pp. 605-09.
L. Liu, X. Qi, and Z. Wu: Mater. Lett., 2010, vol. 64, pp. 89-92.
L.M. Liu and X. Qi: J. Mater. Sci., 2009, vol. 44, pp. 5725-31.
A.M. Nasiri, L. Li, S.H. Kim, Y. Zhou, D.C. Weckman, and T.C. Nguyen: Weld. J., 2011, vol. 90, no. 11, pp. 211–19.
A.M. Nasiri, D.C. Weckman, and Y. Zhou: Weld. J., 2013, vol. 92 (1), p. 1.
C.W. Bale, E. Bélisle, P. Chartrand, S.A. Decterov, G. Eriksson, K. Hack, I.H. Jung, Y.B. Kang, J. Melançon, A.D. Pelton, C. Robelin, and S. Petersen: CALPHAD, 2009, vol. 33, pp. 295-311.
N. Saunders, X. Li, A.P. Miodownik, and J.P. Schille: in Computer Modelling of Materials Properties, J.C. Zhao, M. Fahrmann, and T. Pollock, eds., TMS, Warrendale, PA, 2001, pp. 185–97.
R.H. Davies, A.T. Dinsdale, J.A. Gisby, J.A.J. Robinson, and S.M. Martin: CALPHAD, 2002, vol. 26, pp. 229-71.
S.L. Chen, S. Daniel, F. Zhang, Y.A. Chang, X.Y. Yan, F.Y. Xie, R. Schmid Fetzer, and W.A. Oates: CALPHAD, 2002, vol. 26, pp. 175-88.
Material Safety Data Sheet: Superior Flux & Mfg. Co., 2003, p. 1.
D.R. Gaskell: Introduction to Metallurgical Thermodynamics, 2nd ed., Hemisphere Publishing Corp., New York, 1981.
M.C. Flemings: Solidification Processing, pp. 157-60, McGraw-Hill, New York, 1974.
J.O. Andersson, T. Helander, L. Hogland, P. Shi, and B. Sundman: CALPHAD, 2002, vol. 26, pp. 273-312.
Acknowledgments
The authors wish to acknowledge support from the American Welding Society (AWS) Graduate Fellowship program, the Natural Sciences and Engineering Research Council of Canada (NSERC), and the Magnesium Network of Canada (MagNET) for sponsoring this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted July 23, 2012.
Rights and permissions
About this article
Cite this article
Nasiri, A.M., Chartrand, P., Weckman, D.C. et al. Thermochemical Analysis of Phases Formed at the Interface of a Mg alloy-Ni-plated Steel Joint during Laser Brazing. Metall Mater Trans A 44, 1937–1946 (2013). https://doi.org/10.1007/s11661-012-1520-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-012-1520-y