
Abstract
The present article deals with the application of a new measurement method to determine the heat-transfer coefficient (HTC) and the heat flux density at the casting-die interface during high-pressure die casting (HPDC) and solidification of the magnesium AZ91D alloy. The main measurements during the trial included velocity and the position of the piston that delivers the metal into the die, the pressure in the die cavity and at the tip of the piston, the alloy surface temperature, and the die temperature at different depths from the surface of the die. The temperature data were analyzed using an inverse method to determine the HTC at the casting-die interface during solidification. This article examines in detail the influence of the piston velocity and in-cavity pressure on heat transfer at the casting-die interface during casting and solidification of the magnesium AZ91D alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-pressure die casting (HPDC) is the dominant manufacturing process for the production of a wide range of magnesium alloy components.[1] It is a mass-production process suitable for producing large numbers of near-net-shape complex, thin-walled components. The efficiency of the process and the formation of microstructure in cast components are highly dependent on the heat-transfer processes that take place during casting. In casting processes using metallic dies, such as HPDC, the production rate and the microstructural features are strongly dependent on the heat transfer through the casting-die interface during solidification of the casting.[2] In cold-chamber HPDC, the alloy is poured into a shot sleeve before a plunger pushes the alloy into the runner system of the steel die in at least a two-stage process. Initially, the piston moves slowly, bringing the metal to the gate position (first-stage velocity), and then the piston moves rapidly (second-stage velocity), with the alloy entering the die cavity at high velocity (∼50 ms−1 at the gates[3]). As soon as the cavity is filled, an intensification pressure is applied on the cavity and it is maintained as long as the molten alloy freezes in order to improve the quality of the produced casting. This pressure is applied to the cavity from a hydraulic system, through the piston.
In the HPDC process, a fine film of lubricant is applied to the die cavity surface before each shot to facilitate the removal of the casting after solidification. This is quite different from the situation of low-pressure die casting, where a thick graphite- or ceramic-based coating is applied to the die wall in order to prevent the premature solidification of the alloy to facilitate the complete filling of the die and easy removal of the solidified casting. For this reason, in HPDC the interfacial heat transfer is related less to the coating material itself and more to the surface quality of the die. With the thinner coatings (∼10 to 50 nm)[4] and high applied pressure, heat transfer is initially dominated by mold properties, the interface characteristics, and some of the process parameters (e.g., Reference 5).
During the last decade, the use of numerical simulation to predict the mold filling and solidification processes has become an important development in foundry technology and cast product developments. The effectiveness of the simulation is dependent on the accuracy of the heat-transfer data at the mold-metal boundary used.
While numerous investigations have taken place in the past two decades seeking to experimentally determine the Heat Transfer Coefficient (HTC) at the metal-mold interface during the solidification of light alloys for permanent mold casting,[2,6−14] there is very little literature concerning heat transfer in HPDC. The few published investigations report limited information. In fact, only single values of the HTC are reported for HPDC of AZ91B, Zinc (Zamak 5), and A380,[15–18] with an unknown level of accuracy. The poorness of the literature about heat transfer in HPDC as compared to permanent mold casting can be mainly related to the complex conditions associated with this type of casting and the fast solidification that takes place during HPDC. This makes it a very difficult task to apply the instrumentation to a HPDC die and machine and the related analysis of the measured quantities.
Evaluating the HTC at an interface is difficult because it belongs to the class of ill-posed problems because of the physical and technical limitations imposed by the configuration. In order to solve such a problem, inverse methods have been invented.[19] This inverse method involves measuring the volumic temperature histories at various positions in the die and casting and deducing the interfacial heat-transfer condition by a process of optimization. It is known that, in inverse heat conduction problems, small errors in the measured data can lead to large deviations in the estimated quantities.[20,21] Typically, the temperature measurements in the casting and die were performed with thermocouples in the previously referenced investigations. The lack of precision in the evaluated heat transfer at the casting-die interface is usually linked to the difficulty associated with estimating temperature measurement errors and to estimate the error propagation in the HTC evaluation.
In the case of HPDC two main problems can be identified while measuring temperatures with thermocouples: (1) accurate and reproducible measurements are almost impossible in the casting side due to the severe filling conditions, and (2) the fast solidification rate in HPDC means that the thermocouple response times, their positions and method of installation in the die need to be precisely known.[17,22,23] Recently, a pyrometric technique has been employed to measure the casting surface temperature. In parallel, an analysis of the effect of thermocouple dynamics, their assembly in the die, and their locations from the die surface on the accuracy of HTC has been reported.[5,24] Based on these analyses, accurate measurements of time varying heat flux and HTC at the casting-die interface have been reported for HPDC of aluminum alloys.[3,5] However, the authors of the present article have been unable to find in the published literature any reliable time-dependent heat-transfer data for high-pressure die casting of magnesium alloys and the data’s relationship to the process parameters, such as piston velocity and intensification pressure.
This investigation aims to experimentally determine both the heat flux and the HTC at the casting-die interface during HPDC of the magnesium alloy AZ91D and to determine the effect of piston velocity and in-cavity pressure on the heat-transfer data. The effect of the piston velocity on the transmission of pressure from the piston to the cavity and the heat-transfer properties has also been investigated.
2 Experimental Setup And Error Analysis
2.1 Experimental Setup
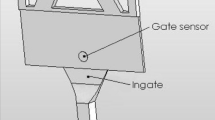
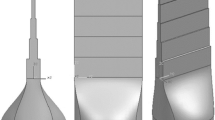
The heat-transfer measurements were performed on a commercial TOSHIBA 250-ton clamping force cold chamber HPDC machine (Tokyo, Japan). The die was made of X38CrMoV-5 (eq. AISI H11). The chemical composition of the die material is shown in Table I. The die has been modified to incorporate a series of in-cavity measurement devices. Piezo-electric quartz pressure transducers (Kistler type),[25] designed for use up to temperatures of 700 °C and pressures of 200 MPa (2000 bar), were used to measure the pressure within the die. These accurate pressure sensors have been used previously to determine the actual pressure within the casting and compare these readings to HPDC machine settings and to determine the relationship between in-cavity pressure and porosity in HPDCs.[26,27] The pressure sensors were calibrated before the experiments commenced. They are incorporated in the movable side in order to measure the in-cavity pressure at two different locations, the so-called “gate and rib,” as illustrated in Figure 1.

(a) Vertical cross section of the die, showing the HTC gage and pressure sensor. (b) Experimental casting, showing location of sensors. The plate region is slightly over 2-mm thick and the rib region is 5-mm thick. The pressure sensor locations are visible here, and the heat-flow sensors were located precisely opposite those. The pressure sensors were situated in the moving half of the die while the heat-transfer measurement configuration was placed in the fixed half of the die
In addition, precise measurements (resolution 1 μm) were made of the position of the piston tip that injects the molten metal into the cavity from which piston velocity was derived. The shot rod was also instrumented with an integrated force sensor that measured the actual pressure felt at the piston tip during the filling and intensification stages of the process.[28]
Heat-transfer measurements were obtained using a technique and a measurement device, the HTC gage, described in detail by Dour et al.[5,24] Two of these heat-transfer measurement devices were incorporated into the fixed side of the die. The heat-transfer and pressure sensors were located opposite each other so that measurements of both pressure and temperatures were obtained from opposite sides of the cast part at two mentioned locations (Figure 1).
Furthermore, HTC gages detect the arrival of the liquid alloy and measure its temperature with a pyrometric chain (light pipe + optical fiber + pyrometer). The pyrometers used here were improved over those described in Dour et al.,[5] having faster response times (2 ms). The gages also measure the temperatures in the die using an array of fine thermocouples (K-type with diameter 0.25 mm). For the HTC gage located at the gate position, the thermocouples were incorporated to be 0.5, 10, and 20 mm below the die surface and for those located at rib position they were 1.5, 10, and 20 mm below the die surface. All the collected information was analyzed with an inverse model (IM)[13] in order to determine the interfacial heat flux density, the die surface temperature, and finally the interfacial HTC.
The magnesium alloy was melted and delivered to the shot sleeve using a Rauch dosing furnace (ING RAUCH, Gmunden, Austria). The melt temperature in this furnace was maintained at 700 °C. The melt was protected with SF6/N2 cover gas. An automatic ladling and lubricant application system was used. Lubrication was performed with Lubrolene A-201X (100:1 mix ratio, Minato-ku, Tokyo, Japan). The die temperature was maintained using a dual-circuit Robamat oil heater (Robamat – Automatisierungstechnik Gesellschaft m.b.H, Gmunden, Austria) with a preset temperature of 160 °C. The nominal casting conditions are shown in Table II. The process parameters were then systematically changed in order to determine the effect of key process parameters on heat transfer. A set of 10 castings were produced for each set of process parameters. A total of 328 castings were produced with magnesium alloy AZ91, and this resulted in the creation of 328 data sets. The die casting process parameters that were varied during the trial included first-stage piston velocity (during the slow first stage), the position of the piston when the metal is accelerated into the die, the second-stage piston velocity (high speed), the intensification pressure, the amount of lubricant applied before filling the cavity, the biscuit thickness, and the molten alloy pouring temperature. For each set of process parameters, the die casting machine was operated for 10 cycles so that a steady state of operating temperatures was achieved. The data that were analyzed and reported in the present article were collected during steady-state conditions.
The filling process in HPDC consists of at least two well-defined stages. The first stage is characterized by the slow movement of the piston as the molten metal is moved from the shot sleeve up through the runner system to the gate position. When the metal reaches the gate, the second rapid cavity filling process commences (second stage). In this second stage the piston accelerates rapidly toward a target “second-stage velocity.” At the end of this second stage, the die cavity is full and the third and final stage of the process commences with the application of an intensification pressure as the alloy solidifies. The present article discusses only the effect of first- and second-stage velocity on the heat-transfer at the AZ91D alloy-die interface and on the in-cavity pressure.
2.2 Error Analysis of Heat-Transfer Evaluation
Evaluation of interfacial temperature and heat-transfer values from measurements that have a degree of uncertainty with a numerical method using property data that themselves contain a degree of uncertainty must necessarily also contain a degree of uncertainty. Unfortunately, no detailed analysis of uncertainty is provided in any of the available literature that is concerned with the determination of the HTC in permanent mold casting and HPDC. Recently, a comprehensive study on the correct procedures to be followed when evaluating heat transfer in environments of fast thermal transient phenomena has been reported.[24] In this work, the heat-transfer problems are normalized in order to fully establish the relationship between measurement, variable, and numerical method parameters and the evaluation of heat transfer. The following analysis of uncertainty emerges from this work and it can be considered complementary to it.
Uncertainties of our heat-transfer evaluations have three sources, as follows:
(1) limitations of the inverse method, (2) dynamics of thermocouples in transient heat transfer, and (3) deterministic uncertainties. It is well-known that results are not always obtainable using inverse methods (Reference 13 for more details on the Beck method coupled with Thermal Quadrupoles). A map of the quality of the IM evaluation was proposed by Dour et al.[24] The same map has been used in the present investigations and data obtained in this study have been plotted on this map for the two gages. The reader must be aware that the calculations for the two gages were performed eventually with different IM parameters. For instance, because the distances between surface and first thermocouple were different, different time steps and number of future instants (e.g., 0.005 and 5 seconds and 0.0075 and 7 seconds) were used in order to optimize the evaluations. Figure 2 summarizes the quality of our evaluations for nominal casting conditions in the map derived from Reference 24. It can be seen that the gate position gage is meant to give good quality results with our IM. Unfortunately, it is not the case with the rib gage, as the groups of points are situated in the “under- or overevaluation zone” of the map. As a consequence, the uncertainty of heat-transfer parameters at the rib position will be undetermined (possibly by up to ±20 pct, depending on the cooling conditions of the die). Nevertheless, the points for both gages are well distributed around a middle point. This is a strong indication that the evaluations have a high level of repeatability.

Map of relevance of the inverse method[24]
As for the effect of thermocouple dynamics, we again used the method reported in Reference 24. The normalized time response of the thermocouples (\( \tau ^{ + }_{{TC}} \)) for the gate gage was found to be around 50 pct of the duration of the heat flux, τ, which was found to be ∼35 ms. For the rib gage, \( \tau ^{ + }_{{TC}} \) was found to be about 30 pct of the duration of the heat flux, which was found to be ∼74 ms. This yields the value of ∼17 ms at the gate and 22 ms at the rib for the effective response time of the thermocouples (τ TC ) according to Eq. [1]. This compares well with commercial indications from thermocouple suppliers,[29,30] as 0.25-mm ungrounded thermocouples are provided with a 10-ms intrinsic response time.
This analysis was performed for all data collected and the results were found to be very comparable. This repeatability shows that the method proposed by Dour et al.[24] is robust. Furthermore, our estimation can be double-checked, by studying the transient response of thermocouples in the very early stages of the casting process. Figure 3 shows such an analysis: the thermocouple at 0.5 mm started to react around 20 ms after the pyrometer triggered the arrival of molten alloy. Taking into account the very short pyrometer response time (5 μs) and the time for heat to diffuse to the thermocouple position (6 ms for 0.5 mm), we obtain 14 ms, which compares again well with results from the normalization method.

Delayed response of the signal from the thermocouple (0.5 mm from the interface) as compared to the response of the pyrometers (response time 5 μs)
Following the normalization analysis, a large \( \tau ^{ + }_{{TC}} \) may have an impact on the precision of the IM results. Dour et al.[24] have proposed a method to evaluate the eventual error, but it depends on the location of points on the map (Figure 2). In the present investigations the curves reported in Reference 24 have been reevaluated using data obtained in these experiments. Figure 4 shows the curves obtained from the gate gage data. The normalized heat flux vs time for different \( \tau ^{ + }_{{TC}} \) has been plotted in Figure 4(b), knowing that the temperature used in the IM is the respective delayed normalized temperature curves found in Figure 4(a). As expected, the slower the thermocouple dynamics (\( \tau ^{ + }_{{TC}} \) close to 1), the less reliable is the precision of the evaluation of heat flux. As far as our data is concerned, the bold square curve (related to \( \tau ^{ + }_{{TC}} = 0.5 \)) shows that the heat flux density is necessarily 18 pct underestimated with our IM and casting conditions. The evaluation could be corrected if multiplied by a factor 1.22. Nevertheless, the results shows in the following will be uncorrected results.

Impact of the time response of the thermocouples on (a) temperature measurement history and (b) evaluated heat flux density obtained by the inverse method for the gate position illustrated in Fig. 2
As for deterministic uncertainties, Reference 24 relates them to (1) temperature measurements, (2) the thermal properties of the mold, and (3) the uncertainty in the location of the first thermocouple. The error in the heat flux density can be determined from Eq. [2]:
where the terms are defined as follows.
-
(a)
The variable T is the temperature of the die at any time. Its value is between 170 °C and 450 °C in our experimental trials (according to the IEC 584 norm, the tolerance of Class 1 K-type thermocouples is ±1.5 °C over the entire range of temperature measurements and the proposed error due to fitting the thermocouple in the gage is 10 °C).[24]
-
(b)
The variable λ is the thermal conductivity of the die taken to be constant at 29 W m−1 K−1 in the present inverse method calculations (according to measurements reported in Reference 31, an uncertainty in the order of ∼2 W m−1 K −1 should be noted).
-
(c)
The variable a is the thermal diffusivity of the die taken to be constant at 6.9 × 10−6 m2 s−1 during the present inverse method calculations (according to the measurement obtained in Reference 31 an error of order 0.1 × 10−6 m2 s−1 should be noted).
-
(d)
The variable q max is the peak value of the evaluated heat flux density (∼17.5 MW m−2).
-
(e)
The variable dz is the inaccuracy in the location of the thermocouple (based on the precision of the hole drilling operation given by the manufacturer, its tolerance is ±0.03 mm).
From the Newtonian heat-transfer equation, the stochastic uncertainty in HTC at the casting-die interface can be determined by Eq. [3]:
where \( dT_{{sd}} = dq/qT_{{sd}} \) according to Reference 24. The variable dT sc results from the difficulty in measuring temperature with a pyrometer and is estimated to be around 5 °C according to our calibration method,[32] and ΔT is found to be between 100 °C and 280 °C during the casting process.
The deterministic uncertainty of q and h varies with time, because ΔT and T vary with time. With the previous values and precisions of mentioned physical parameters, the deterministic uncertainty of maximum heat flux density was found to be 14 pct. Nevertheless, we have to remember that the heat flux density is systematically underestimated by the IM calculation. The true values of the measurand are most probably around 1.22 larger than we state in the article. Moreover, if the gate gage gives these types of precision, we also know that the IM introduces some more errors for the rib gage, for which we do not know the range.
In order to estimate the peak heat-transfer uncertainty, we used Eq. [2] with the current deterministic error for q. The inaccuracy for the peak value of h was found to be around 40 pct. Again, we must not forget that this value is systematically underevaluated, because q is underevaluated, and T sd is consequently underestimated as well. The propagation of the two underestimations gives rise to h needing to be multiplied by a correction factor of around 2.13.
Although these errors seem to be large, the repeatability of our measurement is very good. During the casting of many parts in the same nominal conditions, the standard deviations of our estimations were always below 8 pct for q, 15 pct for h, and 5 pct for T ds (Figures 8 through 15). The repeatability is much better than the actual accuracy. For us this means that the estimated values of the measurand are shifted, but by the same amount (because the reason for the shift is constant, \( \tau ^{ + }_{{TC}} \)). As a consequence, the method gives good reproducibility for our measurements. When varying the process parameters of the casting machine, if we observe a variation of our evaluations that is larger than the standard deviation, we will then consider that the actual characteristics should have about the same variation. Moreover, even if the accuracy of the rib sensor is not known precisely, the results still show good reproducibility.
3 Results
3.1 Typical Results
Figures 5 and 6 give a typical set of results obtained during a nominal casting cycle. The top curves contain the in-cavity pressure and piston velocity data. The metal is first delivered to the shot sleeve by the metal delivery system, after which a piston pushes the molten metal out of the shot sleeve through the die runner and gating system and into the die cavity. The movement of the piston during filling can be separated into at least three distinct stages (Figure 1). The first stage is often referred to as the first stage (approach stage) in which the piston slightly moves with slow speed (25 cm s−1) with the objective of pushing the molten metal up to the gate ready to progress into the die cavity. Moreover, the piston accelerates only when its position reaches the change over position (COP) value that was pre-set in the automat.

Temperature data recorded by both the light pipe pyrometric chain and thermocouples contained in the heat-transfer sensor. This figure also contains in-cavity pressure data. Each symbol represents only one data point in every 50 or 75 recorded. The initial melt temperature was 700 °C; second stage set velocity was 1.54 m/s; and intensification pressure was set to 80 MPa

Magnification of Fig. 5 at around filling stage. The pressure has been multiplied by 2 in order to improve the clarity of the diagram, so all indications of pressure must be divided by 2 by the readers
Once the metal has reached the gate, the speed of the piston increases dramatically up to 1.55 ms−1 signaling the onset of the second stage of the process in which the die cavity is filled. At that stage, pressure at the tip of the piston rises slightly due to the restriction in flow of metal through the gate region. When the cavity is full, the piston velocity drops sharply (Figure 6). At the same time, pressures at the tip of the piston, the rib, and the gate locations increase as a result of the impact caused by the deceleration of the injection piston pressing the molten alloy against the die cavity that remains closed due to the locking mechanism of the HPDC machine. The measured pressures of the tip, gate, and rib sensors reach 53, 45, and 45 MPa, respectively, during the impact. For these reasons, this first rise of pressure will be called impact pressure.[33] Soon after this impact occurs at the end of the filling cycle, the pressure decreases to around 25 MPa. This small period during which the pressure curves remain at this pressure, will be called the static pressure and corresponds to the time for the hydraulic control of the machine to switch over and apply the intensification pressure.
Upon application of the intensification pressure (third stage of the process), the piston velocity curve shows a small rise. In our experiments, the value of the pressure at the tip of the piston reaches 80 MPa. It then shows a damped oscillation around 70 MPa. This is often observed in the hydraulic pressure system of an HPDC machine not equipped with a “shot control” system. However, one can observe that the pressure curves at the rib and gate positions do not rise so high and they tend to decrease with time. Furthermore, the pressure curve obtained from the sensor at the gate increases to around 50 MPa, but the pressure at the rib does not see a significant rise. That is due to the partial solidification of the molten alloy at these locations, which can limit the transmission of pressure from the piston. As can be seen from the curve of alloy temperatures in Figure 1, the temperature of the molten alloy is around 570 °C and 504 °C, respectively, at the gate and rib positions when the intensification pressure is applied. The solid fractions at these temperatures are 0.45 and 0.73 respectively, according to Scheil–Gulliver calculations with Thermo-Calc software (www.thermocalc.se) and the magnesium alloy database V3 from Thermotech Ltd (www.thermotech.co.uk). At these solid fractions the apparent viscosity of the semi solid mush must be very high. That is the reason the pressure is only partially transmitted to the gate location and hardly transmitted at all to the rib location. The relationship between pressure and porosity in HPDC products has been studied by Dargusch et al.[27] in a previous article. If one combines their conclusions with our observations, that if the temperature of the AZ91 alloy is under 500 °C at the time when the intensification pressure is applied, the intensification pressure should not reduce the porosity in the solidified casting, because the pressure will not be transmitted to the die cavity. Therefore, for a given machine and die, there is a set of process parameters, including alloy superheat and initial die temperature, for which the transmission and this optimized condition correspond to a minimum level of porosity in the casting.
The bottom curves in Figures 5 and 6 contain the temperature data. The top two temperature curves labeled T (alloy) represent the temperature data from the surface of the casting at the near gate and rib locations. These temperatures have been measured with the pyrometric chains. A calibration has previously been performed according to a method described in Reference 32. The emissivity of the casting at the two wavelengths of the respective pyrometers had been estimated to be 0.3 and 0.26. The pyrometers give the maximum temperature at the beginning of the casting cycle as about 580 °C. That means that the molten alloy has decreased in temperature by approximately 120 °C in the ladle and the shot sleeve after leaving the dosing furnace. The alloy temperature curve at the rib position shows a much less regular evolution vs time than the alloy temperature curve at the early filling stage. This is a consequence of the very turbulent flow and the way this zone is filled. In fact, on some castings, evidence of turbulent flow in the form of flow lines visible on the surface of the casting was observed around the rib sensor. Changing the process parameters, such as second-stage piston velocity or even the slow first-stage piston velocity modified the nature of the filling of the cavity. Thus, the temperatures (and, hence, heat transfer) do not show a regular variation when process parameters are modified. For this reason, we will mainly focus on the gate location when studying the effect of slow- and high-ram velocities on heat transfer in the following analyses.
The lower temperatures correspond to the die temperature measurements, from thermocouples at 0.5 to 20 mm at the gate (and 1.5 to 20 mm at the rib) below the casting-die interface. When a thermocouple is further away from the interface, it has a slower response, consistent with expectations from transient heat conduction theory.
3.2 Heat-Transfer Coefficient at the Casting-Die Interface
Figure 7 Footnote 1 shows the data following analysis with the inverse model. The top curves are the interfacial heat flux density q and the heat-transfer coefficient h vs time. The lower set of curves are the die temperatures as measured and as recalculated using the q(t) data as a boundary condition. This analysis gives information about the die surface temperature and also about the reliability of our calculation.

Results derived from inverse modeling evaluations (same data as Fig)
The inverse method of calculation only uses the data from the first thermocouple and the thermocouple installed at 20 mm from the die surface (see Reference 13 for the detail of the inverse method used in the present article). The middle thermocouple (located at 10 mm from the die surface) is used to verify the soundness of the inverse method results. The recalculated temperatures are compared to those measured, especially that thermocouple located at 10 mm. As can be seen from Figure 7, there is a very good fit between measured and recalculated temperatures. For the thermocouples situated closest to the surface, the agreement is usually associated with a difference in calculated and measured temperature of less than 0.1 °C, which is a direct result of the optimization being performed to minimize the scatter with that particular measurement. For measurements at 20 mm, the scatter is always null, because that temperature is used as a boundary condition in the calculation. The scatter in the readings from the thermocouple situated at a depth of 10 mm is smaller than 2 °C and 2.5 °C at the gate and rib positions, respectively. This provides proof that our estimations are correct.
It is worth noting that the die surface temperatures can be as much as ∼100 °C and ∼150 °C more than the temperature measured at a depth of 0.5 mm at the gate and 1.5 mm at the rib. This is due to the extremely high heat flux density that forces the large temperature gradient expressed by Fourier’s law of heat conduction (Eq. [4]) with the die thermal conductivity, λ, around 30 W m−1 K−1. Table III summarizes the results in terms of peak values. As shown in the table, the die surface temperature never reaches 440 °C, heat flux densities are around 11 to 17.5 MW m−2, and the heat-transfer coefficient is close to 100 kW m−2 K−1 and 85 kW m−2 K−1, respectively, at gate and rib locations. As the heat flux density at the casting-die interface at the gate location is larger than the rib location, the die surface temperature is much higher near the gate compared to the rib, as seen in Figure 7.
In Figure 7, one can also observe that the time taken for the surface temperatures, the heat flux density, and the heat-transfer coefficient to decrease once their maximum has been reached is slower at the rib than at the gate. This is probably due to the fact that the thickness of the casting is 4 mm at that position, instead of 2 mm near the gate. The sharp drop in the HTC can be related to the fast degradation of contact between the casting and the die. As the casting is solidifying rapidly, the good liquid-solid contact at the time of die filling changes to the poor solid-solid contact at the small fraction of time. Consequently, the drop in the HTC is very sharp as expected.
3.3 Effect of First-Stage Velocity
Figures 8 through 10 show the relationship between the first-stage piston velocity, the heat flux densities at the casting-die interface, the maximum temperatures reached at the die and the casting surfaces, the HTC, and the impact pressure. The peak heat flux density q max at the gate position seems to be influenced by the piston (ram) velocity during the first stage of the HPDC process. At the rib position, changes to the first-stage piston velocity have little effect. One other difficulty in analyzing the evolution of heat flux (q) at the gate is that it can be masked by a temperature drift of die temperature, as shown in Figure 9. The observed increase in die temperature should gradually decrease q max if nothing else has changed. The HTC should not be affected by this drift. Figure 7 confirms a trend toward increasing peak values of the heat-transfer coefficient, h max, but limited to the velocities below 0.25 ms−1.

Variation of mean q max with first-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 170 °C ± 5 °C)
For both h max and q max, the evolution is most important for the lower velocities and tends to saturate above 0.25 ms−1. The large scatter in peak values for the lowest velocity (0.12 ms−1) indicates that such a value should be avoided in production to achieve a stable quality of casting and, hence, to reduce scrap.
Interpretations of the curves shown in Figures 8 through 10 have to take into account the fact that, during the first stage of the HPDC process, the molten alloy is in the shoot sleeve and it progresses slowly toward the gate (but should not pass the gate). The molten alloy loses some of its heat inside the shot sleeve during this stage.[34] As a consequence, the sensor readings are sensitive to the indirect consequence of that stay in the shot sleeve on phenomena that actually occur during the second stage. Our interpretation is based on the idea that the lower the first-stage velocity, the longer the first stage and the cooler the molten alloy is at the beginning of the second stage. This is why the temperatures in the die and at the casting surface increase with increasing first-stage velocity (Figure 9). The heat-transfer coefficient at the gate increases, in fact, as a result of the increase in impact pressure in this location, as illustrated in Figure 10. As a result, the HTC increases, which leads to the increase in the heat flux density (Figure 8). The tendency to saturate above 0.25 ms−1 can be explained by the fact that h max and the alloy surface temperature both reach steady values at that point. As a consequence the maximum surface temperature of the die also reaches a steady value.

Variation of mean T max alloy and T max die surface with first-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 170 °C ± 5 °C)

Variation of mean h max with first-stage velocity at near gate position. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 170 °C ± 5 °C)
3.4 Effect of Second-Stage Velocity
Figures 11 through 13 show the relationship between the second-stage piston velocity and the maximum heat flux densities q max, the maximum of the die and alloy surface temperature, the HTC h max, and the impact pressure. The peak heat flux at the gate position seems to be influenced by the ram velocity during its second stage, but q max at the rib position shows little dependence on velocity. It is only at the fastest velocities that the influence appears. As discussed previously, the heat transfer at rib position is mostly influenced by the flow pattern, which changed dramatically during our trials.

Variation of mean q max with second-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 173 °C ± 5 °C)
As noted for the case of first-stage velocity, the trends in q max are masked by the drift of die and alloy temperatures shown in Figure 12. Nevertheless, that temperature drift is relatively small considering how short the filling stage is (∼0.1 seconds). Not much heat conduction can occur in such a short while. The HTC should not be affected by this drift, and Figure 13 shows a more pronounced trend of increasing h max with piston velocity. Figure 13 also shows that the impact pressure increases nearly proportionally with h max. As discussed previously, the main reason for the impact pressure to change with a change of piston velocity is a pure kinetic effect: the increase of the kinetic energy of the piston leading to a larger impact at the end of the filling stage. The relationship between h max and impact pressure leads us to believe that the HTC is directly related to the impact pressure. This belief is confirmed by a model of thermal contact resistance between a solid and a melt[35] in which we show the influence of the pressure applied to the liquid. The question is, which pressure plays a role in heat transfer in HPDC? We proved in earlier articles that intensification pressure had no effect on the heat transfer.[3,5] As discussed in Reference 3 for the same experimental setup but with an aluminum alloy, the reason is that intensification occurs after the peak in heat transfer has passed (Figures 6 and 7). The only pressure that can play a role at the peak heat transfer is the impact pressure that occurs when the HTC is at its maximum.

Variation of mean T max alloy and T max die surface with second-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 173 °C ± 5 °C)

Variation of mean h max with second-stage velocity at near gate position. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 173 °C ± 5 °C)
3.5 Transmission of Intensification Pressure to the Cavity
It has been previously established that the effective application of intensification pressure during HPDC in aluminum alloys can substantially reduce porosity.[26,27] In the present investigations, in-cavity pressure has been directly correlated with interfacial heat-transfer data. At the end of the second filling stage in HPDC an intensification pressure is applied to the casting. This pressure is transmitted from the piston to the mushy melt once the cavity is full. In order for pressure exerted on the piston to be felt inside the die cavity (at the rib or gate positions), it is necessary for this pressure to be transmitted through the runners, the gate, and the lower parts of the casting. If the molten alloy is fully liquid, such a transmission should be easy and fast. However, when the molten alloy is partially solid (which is the case even during the second stage), the pressure in the cavity could be expected to be less than the pressure at the tip of the piston. From Figure 14, one can note that for the slow first-stage velocity (∼1.25 ms−1), the alloy temperature sensed by the HTC gage in the in-cavity is around 520 °C (solid fraction ∼0.85) and the pressure felt in the in-cavity is around 42 MPa (∼50 pct smaller than the real applied pressure that was sensed on the piston tip). When the slow ram velocity increases, the alloy temperature in the in-cavity increases to around 580 °C (solid fraction ∼0.61) because the heat lost in the shot sleeve decreases, as discussed previously. On the other hand, the in-cavity pressure increases to around 60 MPa in the in-cavity.

Variation of mean P max with first-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 170 °C ± 5 °C)
Figure 15 shows that for a constant first-stage velocity (0.25 ms−1), increasing second- stage velocity could also improve the pressure transmission from piston to the in-cavity, because the alloy surface temperature generally increases with second-stage velocity, as can be observed from the curve of alloy temperature. Nevertheless, the maximum in-cavity pressure at the tip and gate positions is always at least 15 MPa lower than the maximum pressure measured at the piston.

Variation of mean P max with second-stage velocity. The error bars show ±1 standard deviation for a set of over 10 cycles. (The alloy melt temperature is 700 °C, and the initial die temperature is 173 °C ± 5 °C)
The results presented in Figures 14 and 15 show that the more cooling there is in the shot sleeve (i.e., lower first-stage velocity), the poorer is the pressure transmission and the less rib and gate pressures. They also show that a critical solid fraction at around 0.6 enables a good transmission of pressure to the in-cavity. It is clear that solid fractions greater than 0.6 can worsen the transmission of pressure to the in-cavity and should be avoided.
4 Conclusions
The HTC at the casting-die interface has been determined from temperature measurements during the HPDC of the magnesium alloy AZ91D using a new nonintrusive HTC gage. The peak HTC was determined to be around 90 to 112 kW m−2 K−1.
The uncertainties in the evaluated heat transfer with an inverse method were analyzed. From this analysis, the following conclusions were made.
-
1.
For the very small casting thicknesses used in these investigations and the low latent heat of Mg alloys, placing a thermocouple at 1.5 mm from the casting-die interface makes the results of the IM evaluation doubtful. It would be better to install thermocouples closer to the interface. A sampling rate higher than 200 Hz may also be advisable.
-
2.
The effective response time of K-type sheathed thermocouples with a diameter of 0.25 mm was found to be ∼17 to 22 ms. Again, with such a narrow casting of a low latent heat alloy, this leads to an underestimation of 18 pct in the heat flux density evaluated with the inverse method.
-
3.
The deterministic uncertainties in the evaluated heat flux density and HTC were found to be 14 and 40 pct, respectively, at the gate position (i.e., where the IM works well).
In these investigations, both the repeatability and the reproducibility of the data have been thoroughly investigated, which has permitted the analysis of the effect of process parameters on heat transfer.
In-cavity pressure and first- and second-stage piston velocities have been correlated together with the HTC. The maximum of heat transfer during solidification was found to be strongly influenced by the first rise in in-cavity pressure known as impact pressure. This pressure was found to appear because of the impact caused by the deceleration of the piston pushing the molten alloy against the cavity of the die, which remains closed due to the locking mechanism of the HPDC machine.
Higher second-stage velocities during the filling process result in higher impact pressures, and these in turn result in higher values of both the HTC and the heat flux density. The transmission of pressure from the hydraulic system to the die cavity was found to be dependent on the alloy temperature (solid fraction) at the gate at the time when filling is complete.
Notes
The alloy surface temperature and the temperatures in the die at 20 mm from the surface are not shown in Figure 7 in order to simplify the figure and enable the different curves to be distinguished. They remain exactly as their measured values, as shown in Figure 5 and they are not involved in the inverse calculation.
Abbreviations
- a :
-
thermal diffusivity (m2 s−1)
- h, h max :
-
heat-transfer coefficient (W m−2 K−1)
- q, q max :
-
heat flux density and its peak value (Wm−2)
- ntf:
-
number of future instant (used in our inverse method) (—)
- T :
-
temperature (°C)
- T sd , T sc :
-
temperature of the surface of the die and of the casting (°C)
- dz :
-
inaccuracy in location of the thermocouple (m)
- λ :
-
thermal conductivity (W m−1 K−1)
- ΔT :
-
temperature difference at the casting-die interface (°C)
- \( \tau ^{ + }_{{TC}} \) :
-
normalized time response of the thermocouples (—)
- τ :
-
duration of the heat input at the surface of the die (s)
- τ TC :
-
time response of a thermocouple (s)
References
K.U. Kainer: Magnesium Alloys and Their Applications, Wiley-VCH, Weinheim, Germany, 2000
M. Prates, H. Biloni: Metall. Trans., 1972, vol. 3, pp. 1501–10
A. Hamasaiid, G. Dour, M. Dargusch, T. Loulou, C. Davidson, and G. Savage: in Modeling of Casting, Welding, and Advanced Solidification XI, TMS, Warrendale, PA, Opio, France, 2006, pp. 1213–16
S. Gulizia, M.Z. Jahedi, E.D. Doyle: Surf. Coat. Technol., 2001, vol. 140 (3), pp. 200–05
G. Dour, M. Dargusch, C. Davidson, A. Nef: J. Mater. Process. Technol., 2005, vol. 169 (2), pp. 223–33
V. Davies: Br. Foundryman, 1980, vol. 73 (12), pp. 331–34
K. Ho, R.D. Pehlke: AFS Trans., 1983, vol. 91 pp. 689–98
K. Ho, R.D. Pehlke: Metall. Mater. Trans. B, 1985, vol. 16B pp. 585–94
T.S.P. Kumar, K.N. Prabhu: Metall. Mater. Trans. B, 1991, vol. 22B, pp. 717–27
P. Schmidt: Ph.D. Thesis, Royal Institute of Technology, Stockholm, 1994
F. Michel, P.R. Louchez, F.H. Samuel: AFS Trans., 1995, vol. 103 pp. 275–83
W.D. Griffiths: Metall. Mater. Trans. B, 1999, vol. 30B, pp. 473–82
S. Broucaret, A. Michrafy, G. Dour: J. Mater. Process Technol., 2001, vol. 110, pp. 211–17
C.P. Hallam, W.D. Griffiths: Metall. Mater. Trans. B, 2004, vol. 35B pp. 721–33
C.W. Nelson: 6th SDCE Int. Die Casting Congr., Cleveland, OH, 1970, paper no. 63
C.W. Nelson: Giesserei-Praxis, 1972, vol. 19, pp. 341–49
S. Bounds, K. Davey, S. Hinduja: J. Manuf. Sci. E.-Trans. ASME, 2000, vol. 122, pp. 90–99
S. Hong, D.G. Backman, R. Mehrabian: Metall. Trans. B, 1979, vol. 10B pp. 299–301
J.V. Beck: Nucl. Eng. Des., 1968, vol. 7 pp. 170–78
T.D. Fadale, A.V. Nenarokomov, A.F. Emery: Int. J. Heat Mass Transfer, 1995, vol. 38 (3), pp. 511–18
J.R. Shenefelt, R. Luck, R.P. Taylor, J.T. Berry: Int. J. Heat Mass Transfer, 2002, vol. 45 (1), pp. 67–74
B. Bourouga, V. Goizet, J.-P. Bardon: Int. J. Therm. Sci., 2000, vol. 39 (1), pp. 96–109
T.D. Fadale, A.V. Nenarokomov, A.F. Emery: J. Heat Transfer, 1995, vol. 117 pp. 373–79
G. Dour, M. Dargusch, C. Davidson: Int. J. Heat Mass Transfer, 2006, vol. 49 (11–12), pp. 1773–89
Quartz Cavity Pressure Sensor (Aluminium), 6175a2, Kistler Instrument Corporation, Armhest, NY, Available at: http://www.intertechnology.com/Kistler/pdfs/Pressure_Model_6175A2.pdf
M.S. Dargusch, G. Wang, N. Schauer, C.M. Dinnis, G. Savage: Int. J. Cast Met. Res., 2005, vol. 18 (1), pp. 47–54
M.S. Dargusch, G. Dour, N. Schauer, C.M. Dinnis, G. Savage: J. Mater. Process. Technol., 2006, vol. 180 (1–3), pp. 37–43
K. Rogers and G. Savage: in North American Die Casting Association Congr., Cincinnati, OH, 2001, pp. T01–T92
The Temperature Handbook, Omega Ltd., 2002, Available at: http://www.omega.fr/pdf/temperature/Z/zsection.asp
Thermocoax: Quel Thermocouple Choisir?, Lyon, France, 2002, pp. 2–31
F. Medjedoub: PhD Thesis, École des Mines d’Albi-Carmaux, Albi, France, 2004
A. Hamasaiid, M.S. Dargusch, C. Davidson, R.S. Tovar, T. Loulou, F. Rezaï-Aria, G. Dour: Metall. Mater. Trans. A, 2007, vol. 38A, pp. 1303–16
G. Savage, M. Gershenzon, and K.J. Rogers: in North American Die Casting Association Congress, Cincinnati, OH, 2001, pp. T01–53
R. Helenius, O. Lohne, L. Arnberg, H.I. Laukli: Mater. Sci. Eng., A, 2005, vol. 413–414 pp. 52–55
A. Hamasaiid: Ph.D. Thesis, Université Paul Sabatier (France) and University of Queensland (Australia), Brisbane, Albi, 2007
Acknowledgments
The authors acknowledge the financial support of the CAST Cooperative Research Centre (CRC), Ferra Engineering, and the Ford Motor Company. The University of Queensland and CSIRO are core participants in the CAST CRC. This research is a collaboration between CAST and the Ecole des Mines d’Albi-Carmaux. The authors also thank Mr. Andy Yob and Ms. Maya Gershenzon for their assistance in performing the trial at the CSIRO.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 3, 2007.
Rights and permissions
About this article
Cite this article
Hamasaiid, A., Dour, G., Dargusch, M. et al. Heat-Transfer Coefficient and In-Cavity Pressure at the Casting-Die Interface during High-Pressure Die Casting of the Magnesium Alloy AZ91D. Metall Mater Trans A 39, 853–864 (2008). https://doi.org/10.1007/s11661-007-9452-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-007-9452-7