
Abstract
The effect of homogenization and aging treatments on the strength and the stress-corrosion-cracking (SCC) resistance of the 7050 aluminum alloy has been investigated and compared with those of the same-series 7075 alloy. The recrystallized structure and the quench sensitivity are found to be significantly affected by the dispersoid distribution, depending on the homogenization conditions. The finest and densest dispersoid distribution, generated by the step-homogenization (Step-H) treatment, can effectively inhibit recrystallization to obtain the smallest fraction of recrystallized structure. Such a characteristic lowers considerably the quench sensitivity of the 7050 alloy, but it produces the reverse in the 7075 alloy. For the 7050 alloy, Step-H always exhibits the highest strength among all the aging conditions, and the proposed step-quench and aging (SQA) treatment is confirmed to achieve an optimum strength and coarsened and wide-spaced grain-boundary precipitates (GBP), which have been found to improve the resistance of the SCC by the slow-strain-rate test (SSRT). Therefore, the attainment of both optimum strength and SCC resistance is possible for the 7050 alloy via the Step-H and SQA treatment. However, such treatment is not applicable to the 7075 alloy because of its inborn high quench sensitivity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-strength 7000-series aluminum alloys have been widely used in aircraft structures because of their high strength/density ratio. This series of alloys provides high strength in the T6 temper but is susceptible to stress-corrosion cracking (SCC).[1,2] It is known that the resistance of SCC can be improved by overaging in the T73 temper. Unfortunately, however, as compared with the T6 temper, the strength is reduced by 10 to 15 pct. To satisfy the strength requirement in engineering applications, the size of the alloy parts must be enlarged. Therefore, it is essential to increase both the strength and the SCC resistance simultaneously in order to achieve more efficient and economic aircraft designs.
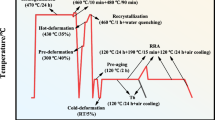
Heat treatments for improving both the strength and the SCC resistance of 7000-series aluminum alloys have been studied. Cina[3,4] proposed a heat treatment known as retrogression and re-aging (RRA), in order to obtain an SCC resistance equivalent to that of the T73 temper combined with the same strength level of the T6. This RRA treatment is applied to the alloy in the T6 condition and involves a short period of heating (i.e., retrogression) at a specified temperature among approximately 200 °C to 280 °C, followed by a re-aging using conditions similar to those used for the original T6 aging. In the case of the research of Cina,[3,4] the time required to reach the minimum hardness on the retrogression stage was in the range of approximately 5 to 60 seconds and varied with the temperature of retrogression. These characteristics restrict the application of the treatment to thin sheets only. Afterward, Wallace et al.[5,6,7] developed a modified heat treatment using a lower retrogression temperature (160 °C to 200 °C) and a longer retrogression time (5 to 60 minutes), which allowed thicker components to also be treated, in comparison with the thin sheets investigated by Cina. Although the above RRA treatment can obtain a high SCC resistance similar to the T73 condition and a high strength similar to that of the T6 temper (i.e., without sacrificing their strength), the entire heat-treating time, including solution and aging, is actually much longer than that of conventional T6. The longer time may limit the use of such a treatment in industry. Therefore, developing a novel and practical process for improving both the strength and SCC resistance is important.
Aging sequences of the 7000-series Al-Zn-Mg-(Cu) alloy[8] can be generalized as follows: supersaturated solute solution α sss → coherent Guinier-Preston (GP) zones → semi-coherent intermediate η′ (MgZn2) phase → incoherent stable η (MgZn2) phase. The addition of copper can stabilize the GP zones, promote the development of η′ from GP zones, and enhance the age-hardening response.[9] The microstructural characteristics of this series of alloys play a significant role in the SCC susceptibility. The major microstructural features are focused on the precipitate-free zone (PFZ), matrix precipitates, and grain-boundary precipitates (GBP).[10–14] Adler and Poulose[12,13] claimed that SCC resistance could be improved by increasing the size and spacing of the GBP and by widening the PFZ. Green et al.[15] indicated that Zn and Mg elements may accumulate at the PFZ, resulting in the increase in SCC susceptibility. However, other scholars regarded the influence of the PFZ on SCC as not noticeable.[16,17] In the investigation of Cornish et al., [18,19] they also found that a slow quench rate could improve SCC resistance, but the strength was considerably sacrificed due to severe quench sensitivity.
Since grain refinement is often used for strengthening materials, most high-strength aluminum alloys contain transition elements such as Cr, Mn and Zr, for forming intermetallic compounds, called dispersoids, which precipitate during ingot homogenization. The dispersoids serve to retard recrystallization and grain growth during processing and heat treatment. According to the previous investigations,[20,21] the type and distribution of dispersoids were regarded as significantly affecting the microstructure and the behavior of precipitation. Alloys with a higher volume fraction of dispersoids and a small average radius were believed to obtain a fine-grain microstructure following fabrication and heat treatment. In this article, a specially designed step-homogenization (Step-H) is used to form the finest and densest distribution of dispersoids in alloys. The purpose of the first isothermal heating stage at 250 °C is to nucleate fine and dense dispersoids in the matrix. Afterward, such dispersoids grow stably during a higher-temperature secondary heating stage. The denser and finer distribution of dispersoids, therefore, can be obtained, resulting in a fine-grain microstructure, which increases its strength.
In addition to the Step-H just mentioned, a novel step-quench and aging (SQA) treatment for improving SCC resistance is also proposed in this investigation. There is considerable evidence showing that SCC resistance could be improved by increasing the size and spacing of GBP.[6,10–13,22–24] Since the larger precipitates of η in the grain boundary act as trapping sites for atomic hydrogen to nucleate hydrogen bubbles, the hydrogen concentration can be reduced below a critical value, therefore retarding the hydrogen embrittlement and improving the SCC resistance. For the alloy with large-spacing GBP, the coalescence of cracks is retarded due to the larger individual segment of crack; therefore, the propagation rate of crack can be effectively reduced and, thus, the SCC resistance is increased. The RRA treatment consists of a double-stage thermal cycle (i.e., retrogression and re-aging) applied to the alloy in the T6 temper. In the first stage, the less stable precipitates (i.e., the GP zones and the fine particles of η′) inside grains are dissolved, while the GBP grow and become well spaced. The subsequent re-aging promotes the re-precipitation of η′, while its pre-existing particles are growing, and the GBP continues to coarsen, resulting a larger separated spacing. Finally, the interior of the grains reveals a microstructure similar to that of T6 but more stable in nature, yielding a strength at the same level as that of T6. Moreover, the characteristic large size and spacing of the GBP in RRA is similar to that in the T73 temper, resulting in a higher SCC resistance. It can be said that RRA combines the advantages of T6 and T73, i.e., high strength and good SCC resistance, at the same time.
For the SQA treatment in this article, the concept and logic behind the design of a microstructure combining the advantages of T6 and T73 simultaneously is the same as that considered in the RRA mentioned earlier. However, the methods used in the process of obtaining such a microstructure are inherently different. The SQA treatment used a simple step-quenching stage (only 10 to 30 seconds) during the solution instead of in the retrogression stage after T6, which allowed the RRA treatment to cause the stable and coarse phases precipitating heterogeneously on the grain boundary. The choice of both the step-quenching temperature and the dwelling time in the SQA is of great significance and should refer to the precipitating characteristic of the alloy in order to attain the coarsened GBP and avoid the homogeneous precipitation in the matrix. Therefore, a higher supersaturation of solute can be kept, resulting in a precipitating microstructure in matrix similar to that of the T6 following artificial aging; thus, the alloys with a higher strength can be obtained. According to this viewpoint, the attainment of both optimum strength and SCC resistance can be expected simultaneously by a desirable combination of matrix and grain-boundary structure via controlling the quenching temperature and dwelling time appropriately.
In this investigation, the type and distribution of dispersoids related to the recrystallization, precipitation behavior, mechanical properties, and quench sensitivity of the 7050 alloy are evaluated and compared with those of the same-series 7075 alloy. Furthermore, the SCC evaluation and the microstructure and mechanism for attaining both optimum strength and SCC resistance in the SQA-tempered 7050 alloy is also discussed here.
Experimental Procedures
Material Processing and Heat Treatments
The materials used for this experiment are re-casting AA7050 and AA7075 thick, wrought-aluminum plates made by the Alcoa Co., USA [http://www.alcoa.com]. Their chemical compositions are listed in Table I. Specimens are treated in the following sequences: (1) casting, (2) processing with four different homogenization conditions, (3) hot rolling, i.e., the 30-mm thick material was annealed at 400 °C for 1 hour and then hot-rolled down to 2 mm at 400 °C, with a reduction rate of 1 mm per path, and (4) solution treatment at 470 °C for 1 hour and five various aging treatments applied thereafter. The entire procedure is depicted in Figure 1, where the dashed line is employed to emphasize the homogenization and solution/aging treatments.

Schematic diagram of manufacture processing for the materials investigated
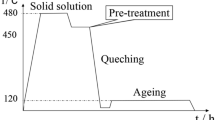
The four homogenization conditions proposed in this article are depicted in Figure 2. They all have the same heating rate of 60 °C/h and various holding temperatures, and are followed by a furnace cooling to room temperature. The holding temperatures are 450 °C, 470 °C, and 490 °C for 24 hours, as shown in Figures 2(a), (b), and (c), respectively. The specially designed condition shown in Figure 2(d) is called Step-H. In this process, materials are heated to 250 °C for 24 hours at the rate of 60 °C/h, and heated again to 470 °C for 24 hours using the same heating rate applied previously, then finally subjected to furnace cooling. The four conditions, (a), (b), (c) and (d), shown in Figure 2 are denoted by H450, H470, H490, and Step-H, respectively, where the “H” expresses homogenization and the number that follows indicates the holding temperature used.

Schematic diagrams of four homogenization treatments denoted by (a) H450, (b) H470, (c) H490, and (d) Step-H
The five types of solution/aging treatments described in Table II are applied to the experimental alloys after rolling. They include three conventional treatments, T6, T73, and RRA, and two proposed SQA treatments, i.e., SQA-1 and SQA-2. The SQA treatments involve step-quenching the solution-treated material to 220 °C for a short period of time (10 or 30 seconds), followed by the same water-quenching and aging as with the T6.
Tensile Testing
Tensile tests of longitudinal specimens (2 mm in thickness) with a gage length of 50 mm and a width of 12.5 mm were performed under the ASTM-B557M-84 specifications, in order to obtain the ultimate tensile strength (UTS), yield strength and elongation. A minimum of three specimens was tested for each fabrication condition.
Evaluation of SCC Resistance
The SCC resistances were evaluated using a slow-strain-rate test (SSRT). The SSRT specimens with a gage length of 15 mm and a width of 3 mm were tested at a strain rate of 6.7 × 10−6 s−1 in the environment of an aqueous 3.5 pct NaCl solution. The pH value of the NaCl solution was controlled at 12 by adding an NaOH aqueous solution into it using the dropper. For each temper condition, a minimum of three specimens was tested.
Observation and Analysis of Microstructure and Fractographs
Optical microscopy (OM) and transmission electron microscopy (TEM) were employed to observe the microstructure of each condition. The samples for OM were ground, polished, and chemically etched in the Keller’s Reagent. Thin foils for TEM were made by twin-jet electropolishing, using an HNO3:ethanol = 1:4 solution cooled to –5 °C and at 10 V. The TEM observations and energy-dispersive spectrometer (EDS) microanalysis were performed using a JEOLFootnote 1-JEM-2010 transmission electron microscope. Microstructural characteristics such as recrystallized fractions and dispersoid distribution parameters were quantified by using image processing. The fractured surfaces of SSRT specimens were examined by scanning-electron microscopy (SEM).
Results and Discussion
Effect of Homogenization on Distribution of Dispersoids
The dispersoid distributions of the 7075 and 7050 alloys in four homogenization conditions are shown in Figures 3 and 4, respectively. For the 7075 alloy, as shown in Figure 3, the distribution of E-phase dispersoids (Al18Cr2Mg3)[21] in H490 is the coarsest and most scattered among the four conditions. A finer and denser distribution can be found in H470 and H450 in sequence, and the dispersoids in Step-H are, in particular, the finest and densest. These results are in agreement with the diffusion-limited kinetic[25] and Gibbs-Thomson effect,[26] in which at the same holding time the higher homogenization temperature can increase the diffusion rate of the solute to cause a coarser and more scattered distribution of dispersoids. The finest and densest distribution of dispersoids in 7075 Step-H alloy causes the incoherent η phases to precipitate densely in the matrix during the initial heating at 250 °C for 24 hours. Therefore, the E-phase dispersoids can heterogeneously and densely nucleate at the interfaces of η in subsequent heating.[21] Consequently, the finest and densest distribution of the E-phase dispersoids can be obtained during the subsequent heating at 470 °C for 24 hours.

TEM micrographs showing the distribution of dispersoids in the 7075 alloy after homogenization treatment: (a) H450, (b) H470, (c) H490 and (d) Step-H

TEM micrographs showing the distribution of dispersoids in the 7050 alloy after homogenization treatment: (a) H450, (b) H470, (c) H490 and (d) Step-H
In the case of the 7050 alloy, which is shown in Figure 4, the effect of homogenization on the distribution of dispersoids shows the same tendency as that just discussed. However, it is important to note that the Al3Zr dispersoids of the 7050 alloy are coherent with the matrix; therefore, they cannot nucleate at the interfaces of the η phase heterogeneously. The reason for the formation of the finest and densest distribution of dispersoids in Step-H in the 7050 alloy is not the same as that for the 7075 alloy. Since the nucleation temperature of the Al3Zr dispersoids in the 7050 alloy is around 250 °C, the Al3Zr nuclei, the size of which is larger than the critical size of the stable nucleus, can precipitate densely during the initial heating (250 °C × 24 h). Hence, the finest and densest distribution of dispersoids can be achieved during the subsequent heating (470 °C × 24 h).
Effect of Dispersoid Distribution on Recrystallization
Because dispersoids can retard recrystallization[20,25] and residual strain energy exists, partially recrystallized structures of the hot-rolling experimental alloys can be obtained after solution treatment. Figures 5 and 6 show the partially recrystallized structures, with elongated recrystallized grains (light regions) aligned along the rolling direction of the 7075 and 7050 alloys subjected to various homogenization conditions. The recrystallized fractions of the 7075 and 7050 alloys as the function of homogenization conditions are shown in Figure 7. Both of them exhibit the same tendency, i.e., H490 > H470 > H450 > Step-H. The higher the homogenizing temperature, the larger the recrystallized fraction that can be obtained. Among these homogenization conditions, the lowest recrystallized fraction is obtained in Step-H.

OM photographs showing the partially recrystallized structure of the solution-treated 7075 alloy processed by (a) H450, (b) H470, (c) H490, and (d) Step-H

OM photographs showing the partially recrystallized structure of the solution-treated 7050 alloy processed by (a) H450, (b) H470, (c) H490, and (d) Step-H

Recrystallized fraction of 7075 and 7050 alloys as a function of homogenization conditions
The correlation between the recrystallization and the distribution of dispersoids can be expressed in terms of the drag force Z (Zener drag) when the dispersoids pass the grain boundaries, which is expressed in[25]
where f and r are the volume fraction and the average radius of dispersoids, respectively, γ is the interfacial energy of the grain boundary being passed, and k is a constant related to coherency. Equation [1] indicates that the drag force retarding the boundary migration is proportional to the value of f/r; that is, the denser the dispersoid distribution (high f/r), the greater the ability to retard recrystallization.
The distribution characteristics of the dispersoids for the homogenized 7075 and 7050 alloys is quantitatively analyzed by image processing. The results are summarized in Table III, where f A is the area fraction of the dispersoids. In this case, we replace f/r with f A /r in Eq. [1] to evaluate the ability in retarding recrystallization. For both alloys, the order of the f A /r ratio that is expressed as the degree of difficulty in recrystallization has the same tendency, i.e., Step-H > H450 > H470 > H490. Alloys with a larger f A /r ratio can retard recrystallization more effectively, resulting in a lower recrystallized fraction. The recrystallized fraction is thus the reverse of the f A /r ratio, as shown in Figure 8. These experimental results are in agreement with the theory mentioned earlier.

Recrystallized fraction of 7075 and 7050 alloys as a function of the dispersoids distribution in term of the f A /r ratio
Effect of Homogenization and Aging Treatments on Mechanical Properties
The UTSs of the 7075 and 7050 alloys treated with various combinations of homogenization (H450, H470, H490, and Step-H) and aging (T6, T73, RRA, and SQA) are shown in Figures 9(a) and (b), respectively. In spite of the different homogenization conditions in these two kinds of alloys, the UTSs in the T73 and the two SQA (SQA-1 and SQA-2) tempers are lower than those in the T6 and RRA tempers, and the UTSs in the RRA and T6 tempers are found to be at of the same level. However, the degree of decrease in the UTSs in the SQA tempers as compared with the UTSs in the T6 tempers for the 7075 alloy is larger than that for the 7050 alloy, which can be seen by comparing Figures 9(a) and (b). The low UTS in the T73 temper is recognized as being related to the over-aging effect. However, the low UTSs in the SQA tempers is attributed to the slow quenching rate during the step-quenching process, in which the heterogeneous precipitation is prone to occur on the grain boundaries and the interfaces of incoherent dispersoids. Since the supersaturation of the solutes (Mg and Zn) is reduced by heterogeneous precipitation caused by step-quenching after solution treatment, the strengths of both alloys in the SQA tempers are lower than those in the T6 temper. Owing to the longer overall quenching time, caused by an intermediate 30-second holding time in SQA-2 as compared with a 10-second holding time in SQA-1 during step-quenching, it is clearly observed that the SQA-2 temper always attains a lower strength than the SQA-1 temper for both alloys. Additionally, when comparing the decrease in UTS from the T6 to the SQA in both alloys, the SQA-2 temper in the 7075 alloy leads to the largest decrease in strength among all of the alloys.

Tensile strength of (a) 7075 and (b) 7050 alloys in various combinations of homogenization and aging treatments
When considering the effects of homogenization, the UTSs of the 7075 alloy with H470 and Step-H are found to be higher than those with H450 and H490 in the T6, T73, and RRA tempers. Otherwise, the UTS of the 7075 alloy with the combination of Step-H and SQA treatments is found to be the lowest, as shown in Figure 9(a). In the case of the 7050 alloy, its UTSs always exhibit the same tendency, i.e., Step-H > H450 > H470 > H490, regardless of the aging tempers. When comparing the T73 and the two SQA tempers in Figure 9(b), the UTSs of the two SQA tempers are always higher than those of the T73 temper under the same homogenization conditions, with the exception of the H490 homogenization.
It is noted that the Al3Zr dispersoids in the 7050 alloy are originally coherent with the matrix in the as-homogenized condition, but they become incoherent when grain boundaries pass through them during recrystallization.[27,28] Consequently, the Al3Zr dispersoids become incoherent with the matrix in the recrystallized region. In the lower right region of Figure 10(a), i.e., the recrystallized region, the heterogeneous precipitation η phase is found to occur at the interfaces of the incoherent Al3Zr dispersoids, due to high interfacial energy.[28] Figure 10(b) also shows that this phenomenon evidently occurred inside the recrystallized grains. On the contrary, the Al3Zr dispersoids are still coherent in the unrecrystallized region, so their interfaces cannot serve as heterogeneous nucleation sites, due to low interfacial energy. Therefore, the unrecrystallized region located at the upper left region of Figure 10(a) exhibits no heterogeneous precipitate at the interfaces of the coherent Al3Zr dispersoids. The magnification of this region is shown in Figure 10(c), where it reveals only the dark Al3Zr dispersoids in the matrix, without any η phase around their interfaces.

For the SQA-tempered 7050 alloy, the heterogeneous precipitation η phase occurs at the interface of Al3Zr in the recrystallized region, as can be observed in the lower right region of (a). The more detailed observation inside the recrystallized grain is shown in (b). Contrarily, no heterogeneous precipitate exists on the interfaces of Al3Zr in an unrecrystallized region, as observed in (c) and the upper left region of (a)
In addition, high-angle grain boundaries are particularly effective nucleation sites for incoherent precipitates. The larger number of incoherent Al3Zr dispersoids and high-angle grain boundaries that exist in the 7050 specimen, which has a higher recrystallized fraction, is more likely to cause severe heterogeneous precipitation resulting in a decrease in strength after age-hardening. Consequently, the UTSs of the 7050 alloy are dependent on the recrystallized fraction; that is, the higher the recrystallized fraction, the lower the UTS, as depicted in Figure 11. However, the recrystallized fraction is related to the distribution of dispersoids, which is significantly dependent on the homogenization conditions, as mentioned earlier. This is the reason the order of the UTSs for the 7050 alloy always shows the same tendency (i.e., Step-H > H450 > H470 > H490) in all aged tempers.

The relationship between the tensile strength and the recrystallized fraction of the 7050 alloy
For the 7075 alloy, the E-phase dispersoids are originally incoherent with the matrix, and this incoherence will not be altered after recrystallization occurs in the solution treatment. Therefore, the recrystallized fraction has no significant influence on the UTS of specimens after various age-hardening, as can be seen in Figure 12. Unfortunately, the SQA-tempered alloys always have a considerably lower UTS, even when compared with the T73-tempered alloy. The heterogeneous precipitation on the interfaces of incoherent E-phase dispersoids is more severe due to the slower quenching rate in the step-quenched condition during SQA treatments. Longer holding times during step-quenching lead to larger amounts of heterogeneous precipitation, resulting in a lower strength in SQA-2 tempers as compared with that in SQA-1 tempers. Figures 13(a) and (b) show that the incoherent η phases are precipitated heterogeneously on the interfaces of the E-phase dispersoids in the SQA-2 tempers. Figures 13(c) and (d) are the typical EDS microanalysis of the E-phase and the incoherent η phase, respectively.

The relationship between the tensile strength and the recrystallized fraction of the 7075 alloy

Heterogeneous precipitates in the SQA-2 tempered 7075 alloy treated with (a) H490 and (b) Step-H (open arrows indicate E-phase and solid arrows indicate η phase). Typical EDS microanalyses of the E-phase and the incoherent η phase are shown in (c) and (d), respectively
The quench sensitivity is hereby defined as the difference in UTS between the T6 and the SQA tempers divided by the UTS of the T6 temper. This index is employed to evaluate the influence of SQA, i.e., the step-quench effect on the UTS during solution treatment. Figure 14 shows that quench sensitivity increases with the increase in the f A /r ratio of dispersoids in the 7075 alloy. It can be realized that a denser and finer distribution of dispersoids (i.e., the higher f A /r ratio in Step-H) increases quench sensitivity. However, such the relationship is opposite in the 7050 alloy. For both kinds of alloys, the SQA-2 temper always exhibits a higher quench sensitivity than does the SQA-1 temper, owing to a larger overall quenching time caused by a longer holding time. That the 7075 alloy containing Cr always has a higher quench sensitivity than the 7050 alloy containing Zr[29] can also be observed in this figure.

Quench sensitivity of the 7075 and 7050 alloys as a function of the f A /r ratio of dispersoids distribution
Effect of SQA Treatment on Microstructure of Matrix and Grain Boundary
The strength and SCC resistance of the 7000-series alloys are significantly related to their microstructure. It is desirable to obtain material that is not susceptible to SCC, but has the optimum strength. The fine and dense GP zones and η′ phases precipitating in the matrix obviously increase the strength.[1,2] However, the larger size and spacing of the GBP is helpful in resisting the SCC.[10–13,22–24] Therefore, attainment of both optimum strength and SCC resistance may be possible by controlling the morphology of both the GBP and the precipitates in the matrix.
The proposed SQA treatment applied to the 7050 alloy, as described previously, is designed to control the characteristics of microstructures mentioned here. Improving SCC resistance is possible by step-quenching the material to an appropriate temperature, at which the stable η phases can precipitate heterogeneously on the grain boundaries and coarsen during the holding period and then subsequent aging. Optimum strength can be attained by precipitating dense GP zones with intermediate η′ phases in the matrix after artificial aging. As seen in the results, this treatment would obtain both the optimum strength and the expected SCC resistance simultaneously.
In the case of the 7050 alloy, Figures 15(a) through (d) show the coarse GBP together with the large interparticle spacing and wide PFZs of the SQA-1 tempered alloy in various homogenization conditions. For comparison purposes, the GBP structure of the T6-, T73-, and RRA-tempered alloy with the same H470 homogenization condition, is also shown in Figures 16(a) through (c), respectively. It can be seen that the GBP of the T73 are larger than that of RRA and T6, and the SQA-1 has the coarsest GBP among these four tempered specimens. This implies that the SQA treatment can effectively improve SCC resistance in the 7050 alloy via controlling the expected GBP microstructure, as reported in earlier studies.[12,13,22–24]

TEM micrographs showing the GBP of the SQA-1-tempered 7050 alloy in (a) H450, (b) H470, (c) H490, and (d) Step-H conditions

TEM micrographs showing the GBP of the 7050 alloy in the same homogenization as H470, together with (a) T6, (b) RRA, and (c) T73 tempers
For the 7075 alloy, although the SQA decreases the UTS seriously, as just mentioned, the GBP act upon it in a way similar to that in the 7050 alloy. Figures 17(a) through (d) show the coarse GBP together with the large interparticle spacing and wide PFZs of the SQA-1 tempered alloy in various homogenization conditions, as have been seen in the 7050 alloy. Figures 18(a) through (c) show the GBP structure of the T6-, T73-, and RRA-tempered 7075 alloy with the same H470 homogenization. Among the four tempered alloys, the size of the GBP is in the following sequence, i.e., SQA-1 > T73 > RRA > T6.

TEM micrographs showing the GBP of the SQA-1-tempered 7075 alloy in (a) H450, (b) H470, (c) H490, and (d) Step-H conditions

TEM micrographs showing the GBP of the 7075 alloy in the same homogenization as the H470, together with the (a) T6, (b) RRA, and (c) T73 tempers
Evaluating SCC Susceptibility of 7050 Alloy
As described previously, the proposed SQA treatment for controlling a microstructure to attain an optimum strength and the expected SCC resistance simultaneously is only effective for the 7050 alloy. Therefore, only the SCC susceptibility of the 7050 alloy is evaluated in this section. Figure 19 shows the SSRT result of the 7050 alloy via various homogenization and aging conditions. In general, the larger displacement before failure in the SSRT indicates that the SCC resistance of the alloy is better. An analysis of Figures 9(b) and 19 for the 7050 alloy reveals that the T6 temper attains high strength, but has the worst SCC life. The T73 temper can effectively increase the SCC life, but has lower strength. The RRA temper also has high strength, like the T6 temper, and has a SCC resistance between the T73 and the T6 tempers. Note that the SQA-1 temper can significantly improve the SCC, even more than the T73 temper can. For convenient comparison, the time to failure (TTF) of the SCC life, defined as the period of time that starts from loading to the ending of specimen fracture, is employed to evaluate the SCC susceptibility. Figure 20 reveals that the highest TTF presents in the SQA-1 temper, which leads to the lowest SCC susceptibility and the best corresponding SCC resistance among all of the tempered alloys. Furthermore, TTF is also affected by homogenizations. The homogenizations reveal the same tendency, i.e., Step-H > H450 > H470 > H490, regardless of the temper conditions. Note that the characteristic of the smallest recrystallized fraction in Step-H specimens always yields the lowest SCC susceptibility.

SSRT results of the 7050 alloy via (a) H450, (b) H470, (c) H490, and (d) Step-H and various aging treatments in terms of stress-displacement curves

TTF of SCC life of the 7050 alloy via various homogenization and aging treatments (data expressed in the average with error bar)
Figure 21 represents the typical fractographs of the SSRT specimens for the 7050 alloy. The fractured surfaces of the T6 specimens exhibit mostly intergranular failure with severe corrosion, which is typical of brittle fracture and SCC attack, as shown in Figure 21(a). The RRA specimen displays a semi-intergranular failure mode with cleavage-like features, as shown in Figure 21(b). Figures 21(c) and (d) show the predominantly ductile transgranular failure on T73 and SQA-1 specimens with a large number of dimples and only a few indefinite intergranular regions inside. According to the fractograph observations, it can be concluded that the present SQA treatment definitely improves the SCC resistance of the 7050 alloy.

SEM fractographs of the SSRT specimens of the 7050 alloy via H470 homogenization and various aging treatments: (a) T6, (b) RRA, (c) T73, and (d) SQA-1
As seen in these discussions, the proposed SQA treatment can effectively improve the SCC resistance and attain optimum strength for the 7050 alloy through control of the microstructures, i.e., the coarse and widely spaced GBP and a matrix of GP zones with η′ phases. Furthermore, the finest and densest dispersoid distribution can be obtained by Step-H homogenization, resulting in the smallest recrystallized fraction together with the smallest amount of incoherent Al3Zr dispersoids after solution treatment. Such a microstructure not only decreases the quench sensitivity but also reduces the SCC susceptibility. Providing that a the recrystallized fraction is less than 65 pct, it can be confirmed that the UTSs in the SQA-1 temper are always higher than those in the conventional T73 temper, which is popularly used in the industry. While considering the attainment of both optimum strength and SCC resistance simultaneously for the 7050 alloy, the proposed Step-H homogenization combined with the SQA-1 treatment will be an applicable method. However, owing to the inborn high quench sensitivity during step-quenching in solution treatment, the SQA treatment is not suitable for the 7075 alloy.
Conclusions
-
1.
Increasing the homogenization temperature causes a coarser and more scattered distribution of dispersoids in both 7075 and 7050 alloys. In particular, the proposed Step-H homogenization can attain the finest and densest distribution, which contributes to the retarding of recrystallization during solution treatment, resulting in the smallest recrystallized fraction.
-
2.
For the 7075 alloy, the E-phase dispersoids are originally incoherent with the matrix, and this incoherence will not be altered after recrystallization. Therefore, the recrystallized fraction, depending on the homogenization condition, has no significant influence on the UTS of specimens after various tempers. Unfortunately, owing to the inborn higher quench sensitivity, the slower quenching rate in the SQA temper leads to a serious decrease in the UTS of this alloy, even when compared with the T73 temper.
-
3.
On the contrary, the Al3Zr dispersoids in the 7050 alloy are originally coherent under the as-homogenized condition, but they become incoherent when the grain boundary passes through them during recrystallization occurring in solution treatment. These incoherent dispersoids contribute to the heterogeneous precipitation of η, resulting in a decrease in UTS after aging. Consequently, the UTS of the 7050 alloy is dependent on the recrystallized fraction related to the homogenization condition, and the Step-H specimen always achieves the highest UTS regardless of the tempers. When comparing the T73 and the two SQA tempers, the UTSs of the two SQA tempers are always higher than those of the T73 temper popularly used in industry under the same homogenization conditions (with the exception of H490).
-
4.
Under the same homogenizing condition, the SQA-tempered 7050 alloy reveals a higher TTF of SCC life together with a ductile transgranular fracture mode, which correlates with a lower SCC susceptibility. The combination of the Step-H homogenization and the SQA-1 temper yields the specimen with the highest TTF. The controlling of both the GBP and the recrystallized fraction can improve the SCC resistance in this alloy.
-
5.
The proposed SQA treatment can effectively improve the SCC resistance and attain an optimum strength in the 7050 alloy, simultaneously. By applying the Step-H homogenization and the following SQA-1 temper, a microstructure with the smallest recrystallized fraction, with larger and more widely spaced GBP, and a matrix with densely fine GP zones and η′ strengthening phases can be obtained, further resulting in the highest strength and the best SCC resistance, at the same time, among all of the SQA-tempered specimens in this study. Therefore, the combination of the Step-H homogenization and the SQA-1 temper has good potential for application in industry, for attaining both optimum strength and good SCC resistance in the 7050 alloy.
Notes
JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
References
M.O. Speidel: Metall. Trans. A, 1975, vol. 6A, pp. 631–42
W. Gruhl: Z. Metallkd., 1984, vol. 75, pp. 819–26
B.M. Cina: United States Patent No. 3856584, Dec. 24, 1974.
M. Talianker, B. Cina: Metall. Trans. A, 1989, vol. 20A, pp. 2087–92
W. Wallace, J.C. Beddoes, M.C. deMalherbe: Can. Aeronaut. Space J., 1981, vol. 27(3), pp. 222–32
K. Rajan, W. Wallace, J.C. Beddoes: J. Mater. Sci., 1982, vol. 17, pp. 2817–24
N.C. Danh, K. Rajan, W. Wallace: Metall. Trans. A, 1983, vol. 14A, pp. 1843–50
K. Kazuhiko Asano, Ken-Ichi Hirano: Trans. JIM, 1989, vol. 9, pp. 24–34
T.H. Sanders Jr., E.A. Starke Jr.: Metall. Trans. A, 1979, vol. 7A, pp. 1407–12
J.K. Park: Mater. Sci. Eng., 1988, vol. A103, pp. 223–31
L. Christodoulou, H.M. Flower: Acta Metall., 1980, vol. 28, pp. 481–87
P.N. Adler, R. DeIASI, G. Geschwind: Metall. Trans., 1972, vol. 3, pp. 3191–3200
P.K. Poulose, J.E. Morral, A.J. McEvily: Metall. Trans., 1974, vol. 5, pp. 1393–1400
M.S. Rahman, I. Polmear: Z. Metallkd., 1982, vol. 73, pp. 589–93
J.A.S. Green, W.G. Montague: Corr.-NACE, 1975, vol. 31, pp. 209–13
A.J. De Ardo Jr., R.D. Townsend: Metall. Trans.,1970, vol. 1, pp. 2573–81
P. Doig, J.W. Edington: Corr.-NACE, 1975, vol. 31, pp. 347–52
A.J. Cornish, M.K.B. Day: J. Inst. Met., 1971, vol. 99, pp. 377–84
K.G. Kent: J. Inst. Met., 1969, vol. 97, pp. 127–28
I.J. Polmear: Light Alloys, 2nd ed., Edward Arnold, London, 1989, pp. 54–68
G. Itoh, H. Saitoh, B.-L. Ou, H. Suzuki: J. Jpn. Inst. Light Met., 1986, vol. 36, pp. 485–90
D. Nguyen, A.W. Thompson, I.M. Bernstein: Acta Metall., 1987, vol. 35, pp. 2417–25
S.P. Lynch: Mater. Sci. Forum, 1986, vol. 46, pp. 1–24
G.M. Scamans: J. Mater. Sci., 1978, vol. 13, pp. 27–36
R.D. Doherty: Mater. Sci., 1982, vol. 16, pp. 1–13
D.A. Porter, K.E. Easterling: Phase Transformations in Metals and Alloys, Chapman & Hall, London, 1993, pp. 314–17
Motohiro Kanno, Bin-Lung Ou: Mater. Trans., JIM, 1991, vol. 32, pp. 445–50
M. Conserva, E. Di Russo, O. Caloni: Metall. Trans., 1971, vol. 2, pp. 1227–32
D.J. Lloyd, M.C. Chaturvedi: J. Mater. Sci., 1982, vol. 17, pp. 1819–24
Acknowledgments
The authors are grateful to the support of the Chung Shan Institute of Science and Technology of the Republic of China, under Contract No. CS86-0210-D-008-002.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted June 27, 2005.
Rights and permissions
About this article
Cite this article
Ou, BL., Yang, JG. & Wei, MY. Effect of Homogenization and Aging Treatment on Mechanical Properties and Stress-Corrosion Cracking of 7050 Alloys. Metall Mater Trans A 38, 1760–1773 (2007). https://doi.org/10.1007/s11661-007-9200-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11661-007-9200-z