
Abstract
Purpose
Thin film copper indium gallium (di)selenide (CIGS) photovoltaic (PV) modules show promise for significant growth. The Photovoltaics Manufacturing Consortium (PVMC) is leading research and development of CIGS in New York State. This study presents the results of a life cycle assessment (LCA) study of CIGS technology, currently being advanced by PVMC, and compares the environmental performance of several emerging alternative materials and processes. The results provide manufacturers with an understanding of how to produce CIGS sustainably.
Methods
The cradle-to-gate LCA study followed the International Standards Organization (ISO) 14040 series. In addition to analyzing CIGS cells, the study evaluated zinc oxysulfide (Zn(O,S)) as an alternative for cadmium sulfide (CdS) for the junction partner, and an integrated cell interconnect (ICI) system as an alternative for the screen printing and stringer. Life cycle inventory data for the CIGS cell and alternatives were obtained from PVMC for the product manufacturing stage. Global Solar Energy, Inc. (GSE), a PVMC member and CIGS manufacturer, provided data for the ICI alternative. This data was supplemented by secondary data, from thinkstep, and modeled in GaBi6. The end-of-life stage was not modeled due to limited inventory data.
Results and discussion
The results identified the following key drivers of environmental and toxicity impacts from the manufacture of CIGS photovoltaic cells: (i) silver used in the stringer and screen printing processes, (ii) metals comprising the CIGS layer, (iii) surface washing of the stainless steel substrate, and (iv) copper in the cable for the balance of system. In addition, the study found that the zinc oxysulfide alternative had lower overall impacts compared to cadmium sulfide. Substitution of the ICI system also reduced impacts of the CIGS system, by decreasing the silver needed. Finally, comparison of the overall life cycle impact results to similar systems in literature, which focused primarily on greenhouse gas emissions, found that the CIGS system fell in the lower end of the range of estimated global warming impacts.
Conclusions
PVMC’s CIGS module impacts are likely lower than those made by other manufacturers due to their use of a stainless steel versus glass substrate and reliance on a relatively clean energy mix in New York State. To further reduce impacts, PVMC may wish to substitute the ICI component for the stringer and screen printing processes, recycle additional waste materials, substitute recycled metals for virgin materials, and substitute the cadmium sulfide with the zinc oxysulfide alternative.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
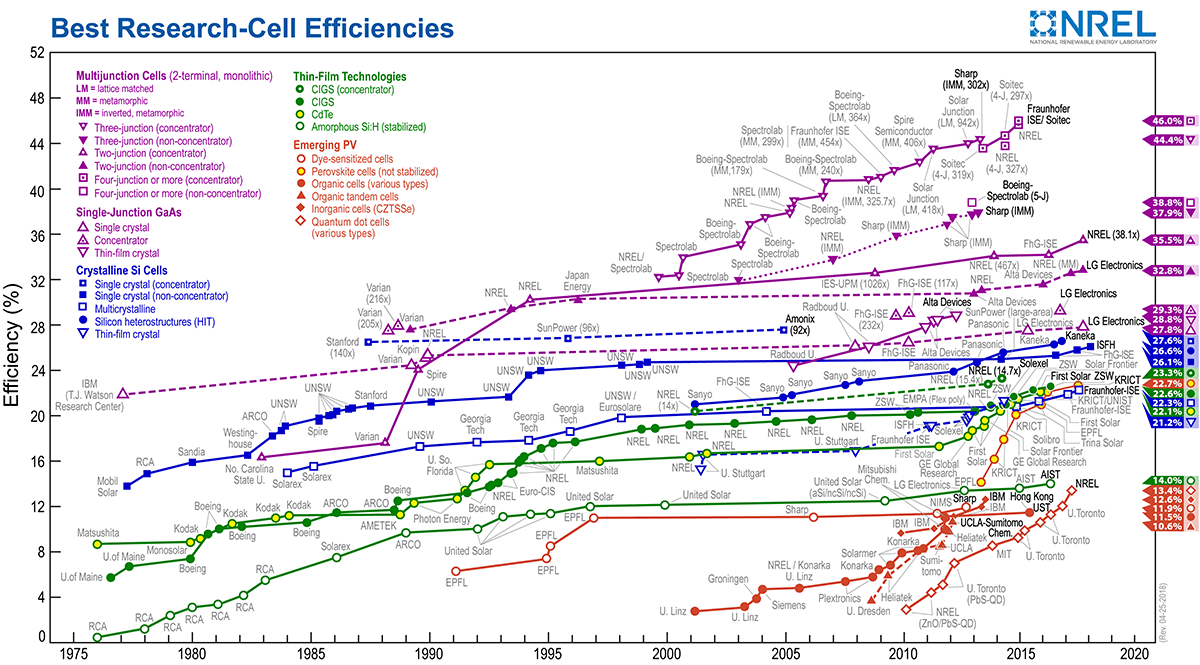
As the world continues to move toward a renewable energy future, thin film copper indium gallium (di)selenide (CIGS) photovoltaic (PV) modules are showing promise for significant growth. CIGS technology is appealing because of its competitive cell efficiencies and performance under a variety of environments compared to traditional silicon-based technologies. For example, a 143-MWp PV plant recently built in the Mojave Desert used CIGS modules due to their ability to handle temperature and climate extremes with strong performance and efficiency (North American Clean Energy 2015). Furthermore, although current efficiencies for CIGS cells are averaging 14%, technological advancements such as sodium fluoride deposition (Paetel 2016), introduction of zinc-manganese oxides, and integrated cell interconnects (PVMC 2017) are contributing to increased cell efficiencies with records up to 23% (NREL 2017), making CIGS potentially very competitive with current silicone-based cells.
Currently, manufacturing of CIGS is occurring in the USA, Japan, and China by companies including Solar Frontier, SoloPower Systems, Global Solar, Miasole, and Sunflare. The Photovoltaics Manufacturing Consortium (PVMC), based in New York State (NYS), is leading the research and development of CIGS cells in the USA. PVMC is consortium of industry, university, and government stakeholders working to advance next generation PV cells (PVMC 2014). To this end, they have been active with numerous CIGS companies in multiple areas including module design, module testing, prototype installations, and thin film deposition equipment evaluation.
The need for this study stemmed from the anticipated significant growth of CIGS cells coupled with a limited understanding of potential impacts of these cells on human health and the environment throughout the life cycle of the product. The goal of the study, therefore, is to facilitate CIGS manufacturing improvements by identifying which materials or processes within the product’s life cycle are likely to pose the greatest impacts or potential risks to public health or the environment. In addition, PVMC has been researching alternative material choices, including zinc oxysulfide (Zn(O,S)) as an alternative for cadmium sulfide (CdS) for the junction partner. Since decisions on alternative materials had largely been based on performance and cost, this study also assessed the environmental and toxicity impacts of these alternative materials to further inform PVMC’s material selection decisions as the technology evolves and grows.
The LCA study was conducted consistent with the International Standards Organization (ISO) 14040 series and follows the Methodology Guidelines on Life Cycle Assessment of Photovoltaic Electricity developed by International Energy Agency (ISO, 2006; Fthenakis, 2011a).
1.1 Prior research
Thousands of life cycle assessment (LCA) studies on PV technologies have been published since their emergence with wide-ranging results (NREL 2017). These studies have primarily assessed traditional silicon-based technology, which was the first type of PV technology to emerge. Although this technology continues to dominate the market, thin film PV systems are gaining traction due to lower capital costs and better performance (Kim et al. 2012). Thin film PV systems include amorphous silicon (a-Si), cadmium telluride (CdTe), and copper indium gallium (di)selenide (CIGS or CIS).
The PV LCA studies have focused primarily on greenhouse gas (GHG) emissions from the raw material extraction to the manufacturing and use stage. Results from these studies, however, vary significantly due to different boundary conditions, modeling assumptions, and data sources. The following key parameters were identified that affect the energy output of the solar cells and LCA results:
-
Solar irradiation (kWh/(m2·year)) is the amount of solar energy incident upon a unit area of collector in the solar field during 1 year. NREL (2013) found that the solar irradiation assumption for LCA studies of PV cells varied from 900 to 2143 kWh/(m2·year).
-
Operating lifetime (years) is the useful life of operating systems assumed in LCA studies, which varied from 20 to 30 years for the CIGS cells (Kim et al. 2012).
-
Module conversion efficiency (%) is the ratio of the annual electrical output of a solar cell to the input (solar irradiation). For CIGS PV cells, Kim et al. (2012) found the module efficiencies ranged from 9 to 11.5%.
-
Performance ratio (%) is the ratio between the actual and theoretical energy outputs. The performance ratio for CIGS cells ranged from 75 to 91.2% (Kim et al. 2012).
-
Installation type is either roof or ground mounted, which impacts the balance of system (BOS) and frame and materials needed to mount the cells (Kim et al. 2012).
Kim et al. (2012) found that of the LCA studies completed on thin film technology, most focused on silicon and CdTe systems, as they have been in development longer than CIGS and other thin film technology. Of the 109 thin film LCA studies screened, 21 studies reviewed CIGS. Of these, only two met the screening requirements for data quality, relevance, and completeness. The first study by Raugei et al. (2007) relied upon “prototype batch production” data of copper indium (di)selenide (CIS) cells and “standard production data” of CdTe cells from 2004. The second study, a European Commission (EC) project titled Sustainability Evaluation of Solar Energy Systems (SENSE 2008), assessed three types of thin film PV technologies (CIGS, a-Si, and CdTe). The data for the CIGS cells were based on production data from Wurth Solar from 2003 to 2006. The study also considered impacts from recycling of the cells based on laboratory experiments of different recycling strategies.
A more recent study by Leccisi, Raugei, and Fthenakis compared the life cycle impacts of various PV technologies including ground-mounted single-crystalline Si, multi-crystalline Si, CdTe, and CIGS. The study included the manufacture of the entire PV panel, balance-of-system, and operations and maintenance for fixed-tilt ground-mounted photovoltaic systems. Unlike PVMC’s CIGS technology, the study assumes glass substrates for the technologies. CdTe was found to have the lowest impacts and CIGS was found to have the second lowest impacts in global warming potential and other impact categories studied (Leccisi et al. 2016).
Given the useful life of the PV systems (about 20 to 40 years), limited data have been available to assess the end-of life stage—especially of thin film PV modules (NREL 2013; SENSE 2008; Kim et al. 2012). CIGS modules are currently in the early stages of development and hold a 2% market share (Solarbuzz 2014). As a result, there is currently minimal recycling of CIGS modules taking place. However, CIGS recycling processes are being piloted and researched as the volume of CIGS cells that reach the end-of-life is anticipated to grow. In addition, the semiconductor materials and other materials used in the modules are considered valuable for use in other products (McDonald and Pearce 2010).
As described above, most prior LCA studies on CIGS modules are based on dated pilot production data from Europe or secondary data sources. Limited data are also available to assess impacts from recycling and disposal of the modules, but this will become increasingly important as the PV modules reach the end of their useful life. Accordingly, this study was designed to help fill this research gap by using primary data from manufacturers and suppliers from PVMC. In addition, most prior LCA studies have focused on GHG emissions instead of also considering human health and other environmental impacts, which were evaluated for this study.
1.2 Product system
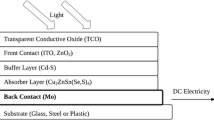
CIGS solar cells consist of nanometer to micrometer thick layers of materials, combining to create a semiconductor that converts light to energy (Einsenberg et al., 2013). As shown in Fig. 1, CIGS cells generally consist of several layers including (from bottom to top) the following: stainless steel or glass substrate, barrier layer, back metal contact, p-type absorber, buffer layer (junction partner), and n-type window. The thickness and type of material used in each layer may vary, resulting in multiple configurations of CIGS cells. Figure 1 lists the materials used by PVMC as well as the range in thickness in micrometers.

Cross-section of CIGS PV cell
Once the discreet CIGS cells are formed, they are wired and glued together to form a solar module. The number of cells wired together depends on the end-use application. The solar module is then laminated together with a top and bottom sheet of polymer (to maintain flexibility) and encapsulant composed of ethylene vinyl acetate (that serves as the glue). A solar edge tape, composed of a desiccant (absorber), is also wrapped around the module. The polymer and solar edge tape serves to protect the module from weather and water damage (Bekkelund 2013).
Next, a junction box is attached to the module, which is composed of plastic and other electronic material. The module is then tested and installed using a mounting structure, cables, and an inverter—referred to as the BOS. The BOS differs based how and where the modules are mounted for the consumer (use stage) (Bekkelund 2013).
2 Methods
2.1 Functional unit
The service provided by solar panels in the use phase is energy. Therefore, and to be consistent with previous LCA studies, we applied a functional unit based on kilowatt-hours.
To derive the inventory amounts and impacts on a per kilowatt-hour basis, we estimated the total lifetime output (kWh) of the CIGS cell from 1 m2 using the following equation:
Where,
-
SI = solar irradiation level (kWh/(m2·year));
-
PR = performance ratio (%): ratio of the actual and theoretically possible energy output;
-
E = efficiency (%): percent of incoming solar irradiation converted into electricity;
-
A = area of module (m2).
-
LT = lifetime (years);
-
n = number of years the solar panel has been in operation; and
-
DF = annual degradation rate as a percentage of the previous year’s energy output.
Table 1 presents the values assumed for each variable identified in the equation, which are based on the design of the CIGS cells by PVMC and assumes a rooftop installation in NYS.
2.2 System boundaries and assumptions
Figure 2 illustrates the process flow diagram of the CIGS cells manufactured by PVMC throughout the life cycle. Below we describe key assessment boundaries and assumptions applied in this study:

Process flow diagram of CIGS cells manufactured by PVMC
-
Zinc oxysulfide alternative. Because PVMC is researching different material and process choices for CIGS cells, the LCA study evaluated Zn(O,S) as an alternative for CdS for the junction partner using a wet chemical bath deposition process. Although cadmium is the most common material used in a junction partner for CIGS cells, due to potential toxicity concerns in the manufacturing and end-of-life stages, alternative materials are being researched and used in CIGS cells (Einsenberg et al. 2013; Fthenakis 2009). In fact, Solar Frontier (located in Japan) currently manufactures CIGS PV cells using a zinc alternative (Solar Frontier 2014).
-
Balance of system. Consistent with prior studies, this study includes the BOS, including the rooftop mounting structure, cabling, inverters, and other components needed to produce electricity from the PV modules. Due to limited resources, inventory data were not obtained on all of the BOS components, including the thermoplastic, printed circuit board, and transformer, so these components were excluded from the study. In addition, PVMC’s manufacturing processes have very limited influence on the BOS inventory with the exception of the rooftop mounting structure for which PVMC provided inventory data.
-
Use stage application. Although the study did not assess impacts from the use stage, assumptions for the mounting structure needed for the BOS were based on a typical rooftop installation in NYS and based on data provided by PVMC. A lifetime of 25 years was assumed.
-
End-of-life stage. Due to the lack of inventory data for the end-of-life stages, this stage was not modeled and assessed in the study. Recycling processes and options to recover the metals and hazardous materials in PV cells are still being piloted and investigated (Marwede et al. 2013).
-
Transportation. This study focused on the manufacturing and use of these PV cells in NYS by PVMC. The study considered transportation distances to PVMC’s manufacturing facility located in Halfmoon, NY (just outside Albany, NY) for 98.2% (by mass) of the primary and ancillary materials used in the BOS and module (Google, 2015; Searates.com, 2015). Upstream resource locations were determined by choosing locations with the highest yearly production in 2014, based primarily on U.S. Geological Survey data (USGS 2015). Transportation to the installation site was not included.
-
Temporal boundaries. Parameters that may change with time (e.g., availability of landfill space, recycling rates, recycling technologies) were assumed to be similar to current conditions and remain constant throughout the lifetime of the product system.
-
General exclusions. Impacts from the infrastructure needed to support the manufacturing facilities (e.g., general maintenance of manufacturing plants and lighting) were beyond the scope of this study.
2.3 Data sources
LCI data were collected for materials included in the bill of materials (BOM) of the CIGS product system. The CIGS module uses approximately 150 kg of material per square meter. Of this, 98.6% is used as ancillary material, which primarily includes deionized water for the surface washing step (of the stainless steel substrate) and junction partner layer. Outside of the ancillary materials, the key materials by mass used in the CIGS module include the stainless steel (20%), ethylene vinyl acetate (EVA) (46%), and polyethylene terephthalate (PET) (11.6%). The stainless steel, used for the substrate, is the first layer of the CIGS cell. The EVA and other plastics (PET and ETFE) in the layup process, where the components of the module are stacked together before lamination, are used to protect the cells from weather and other elements once installed.
LCI data for the study were obtained from both primary and secondary data sources. Primary data were obtained from PVMC’s Research and Development (R&D) facility for the manufacture of the CIGS cell and module. PVMC’s R&D facility is led by the Colleges of Nanoscale Science and Engineering (CNSE) of SUNY Polytechnic Institute. The facility is used to develop prototypes, conduct testing, and pilot different CIGS thin film and PV manufacturing technologies (PVMC 2014). Primary data were also obtained for an integrated cell interconnect (ICI) system as an alternative for the screen printing and stringer from Global Solar Energy, Inc. (GSE). Located in Tucson, AZ, GSE has been manufacturing flexible CIGS modules since 1996 and has a current capacity of 40 MW per year.
Secondary data were obtained for the upstream processes and materials from the GaBi6 LCA software tool and published literature. The GaBi software tool stores and organizes LCI data and calculates life cycle impacts for a product profile. It is designed to allow flexibility in conducting life cycle design and life cycle assessment functions, and provides the means to organize the inventory data, investigate alternative scenarios, evaluate impacts, and assess data quality (thinkstep 2015). In some cases, proxy datasets and assumptions were applied for materials if the exact secondary dataset was not available or if costs for the dataset were outside the budget of this study. Table 2 provides a summary of the materials and processes for which proxy data were applied.
LCI data for the BOS was obtained both from PVMC as well as a study by Fthenakis et al. (2011b). For a rooftop installation, the BOS typically includes inverters, wire management hardware, cables, and connectors. Fthenakis et al. (2011b) includes LCI data for the electrical cabling for rooftop installations and a 2500-W AC inverter. Based on data from PVMC regarding the number of inverters per CIGS module, we applied a factor of 6% to the LCI data for the inventor, which assumes that approximately one inverter is needed for about 16.7 m2 of module area. The mass of wire management hardware, composed of extruded aluminum tubes, was also obtained from PVMC (340 g/m2).
Because PVMC’s facility is located in NYS, the study assumed an average NYS-based grid mix. The NYS grid mix data are based on 2012 electricity production data from the U.S. EPA’s Emissions and Generation Resource Integrated Database (eGRID), and accordingly does not account for electricity imports into or exports out of the region. As shown in Table 3, the NYS grid mix compared to the average US grid mix, relies on approximately 37% less hard coal and 22% more hydropower.
2.4 Allocation procedures
Allocation procedures are typically required when multiple products or co-products are produced using the same process. Currently, PVMC manufactures only CIGS cells in its manufacturing development facility. Accordingly, allocation of the flows was not needed for the manufacturing stage. However, the study also uses many metals which are derived as co-products of other metals. For example, cadmium and indium are produced from further processing and refining of zinc mining residues. Consistent with ISO standards, it is important to allocate the burdens of mining and processing metals co-products through mass or economic allocation. Using only mass allocation methods, however, may underestimate impacts especially when some metals are mined for their high-value co-products. Using only an economic allocation method instead also brings uncertainty given the volatility of metals prices. Following the zinc co-product example, although the concentration of the output from zinc mining is 53% zinc and 0.011% indium by mass, the values are $2.57/kg and $692.60/kg, respectively (based on average 2006–2010 prices). Accordingly, the Nuss et al. (2014) study incorporates economic allocation of impacts of metals using a 5-year average market price to smooth out price variances. Drs. Nuss and Eckleman provided the study team with impact results for the CIGS metals, including indium, gallium, and selenium on a per mass basis based on the economic allocation method described in their study. These impacts were added to our total study results and converted to a per kilowatt-hour basis.
2.5 Limitations
Although LCI data for most of the components and processes were identified through primary or secondary data sources, some data were not available, including the following:
-
Cells and modules that do not pass testing and quality control.
-
Thiourea (for the junction partner), and bismuth and tin (for the stringer), which comprise approximately 1.2% of the input materials (not including ancillary materials).
-
Granulated activated carbon (GAC) and resin filter materials or impacts from treating the filters once disposed due to limited data availability and resources.
-
Recovery of metals was limited. Some metals were sent for recovery by PVMC, including indium, aluminum zinc oxide (Al:ZnO) and intrinsic zinc oxide (i-ZnO), and silver. Accordingly, for these metals, we assumed metal landfilling using the GaBi6 dataset as a conservative assumption.
-
Recovery of the PET in the layup process was not available. Similar to the metals, we assumed landfilling of PET in a plastics landfill as a conservative assumption.
-
The model did not include energy resources needed to manufacture the Al:ZnO and Intrinsic ZnO.
-
For the balance of system, data were not available for the thermoplastic polyurethane granules (TPU) for the cable and circuit board and transformer for the inverter.
3 Results
3.1 Life cycle inventory results
Upstream material and primary energy inputs are key drivers of the environmental and human health impacts. As a result, below we first present a summary of the energy and material input flows. Results are presented primarily on a functional unit basis (kWh) and where appropriate include results on a per square meter basis.
“Primary” energy represents the system inputs from both raw fuels and other forms of energy. In other words, it is not the measure of energy “from the plug” at a plant, but rather the energy used originally to produce electricity for the grid. Table 4 presents a summary of the primary energy use from the upstream to manufacturing stages by key component of the PVMC CIGS technology.
Results indicate that the primary energy needed for the EVA and PET in the layup process and silver for the stringer process, which connects the individual cells together to form a module, consume significant amounts of energy. The CIGS layer and lamination processes are also key drivers of impacts due to the high temperature for these processes. In addition, the energy needed to run the treatment plant to address cadmium and other contaminants from the junction partner was also a large contributor to primary energy use for this process.
The energy payback time (EPBT), or “period required for a renewable energy system to generate the same amount of energy (in terms of primary energy equivalent) that was used to produce the system itself” (Frischknecht et al. 2016), is approximately 1.91 years. This is based on the benchmark efficiency, performance, lifetime, and solar irradiation levels assumed (see Table 1).
Table 5 presents a breakdown of the largest material input flows to the CIGS PV system from the upstream extraction, processing, and manufacturing stages. As presented in the table, water is the largest mass input. Not only does it comprise approximately 97% of the total material inputs, it is also used as a key energy source. Specifically, the NYS grid mix modeled in the study, which is based on eGRID2012 data (U.S. EPA, 2012) , assumes nearly 30% of energy is derived from hydropower. Accordingly, those processes that consume large quantities of energy (e.g., lamination process) also consume large quantities of water. Surrounding air is also a key material input primarily used for the treatment of water following surface washing of the stainless steel substrate.
After water and air, the stringer process contributes significantly to the consumption of inert rock, crude oil, hard coal, limestone, quartz, zinc, and several other inputs. This is primarily due to the extraction and processing of silver, which comprises over 40% of the total mass input in the stringer process.
3.2 Life cycle impact results
This study applies the Tool for the Reduction and Assessment of Chemical and other environmental Impacts (TRACI) to estimate impacts. TRACI, developed by the U.S. Environmental Protection Agency (EPA), was originally developed in 2003 for application within the USA. The TRACI characterization factors have recently been updated (version 2.1), and these updated factors are used in this study (Ryberg et al. 2013).
Table 6 presents a summary of the LCIA results by impact category based on the TRACI 2.1 characterization factors. The results reflect PVMC’s current process, which uses cadmium sulfide for the junction partner. Figure 3 presents the impact results by key component. Key drivers of impacts based on the LCIA results include the following:

Summary of life cycle impact results of CIGS cells by component (per kWh). Note: The mounting structure was treated separately from BOS for this figure
-
Silver in stinger and screen printing. The stringer is a key driver across most impact categories, including global warming, acidification, particular matter, and human toxicity (cancer and non-cancer). This is primarily due to impacts from the extraction and processing of silver used in the stringer, including high primary energy use. The screen printing processes also uses silver paste, although in a lower quantity than the stringer. The extraction and processing of silver is associated with the release of heavy metals including arsenic, lead, and mercury which have high toxicity potential in regards to both cancer and non-cancer effects (U.S. EPA 1998; U.S. EPA 2004; U.S. EPA 1995). These heavy metals likely contribute to the stringer and screen printing driving the human toxicity potential.
-
Metals in CIGS layer. The impacts associated with the mining of copper, indium, gallium, and selenium contribute to high impacts for the ecotoxicity, human health (cancer and non-cancer), eutrophication, and ozone depletion. The mining and processing of these metals contributes to these impacts. Although selenium, gallium, and indium are not considered toxic metals, they are manufactured as co-products in copper refining and lead and zinc production, which have a large contribution to toxicity impacts. Of the metals used in CIGS cells, copper exhibits the highest toxicity impacts, including aquatic toxicity (U.S. EPA 2011). Specifically, the mining of copper can lead to exposure of radioactive materials such as uranium, thorium, and radium, which contributes to human health toxicity potential (U.S. EPA 2014). Eutrophication and ozone depletion impacts are also attributable not only to the energy needed for the metal processing, but also the high-temperature co-evaporation process needed for to manufacture the CIGS layer.
-
Surface washing of stainless steel substrate. The manufacture of the stainless steel substrate is a large contributor to ozone depletion potential. In addition, the treatment of water used to wash the substrate is a significant contributor to eutrophication impacts, as a result of emissions to freshwater.
-
Copper in balance of system. Across most impact categories, the BOS, including the aluminum wire management system, does not contribute significantly to impacts. The exception is the copper used in cabling, which contributes to ecotoxicity potential and human health toxicity. As explained previously, the mining and processing of copper is highly toxic to aquatic organisms and contributes to human health impacts (U.S. EPA 2011; U.S. EPA 2014).
Other notable drivers of impacts include the treatment plant for the junction partner process and EVA and PET used in the layup process, which contributes to global warming impacts, and PTFE in the layup process, which contributes to ozone depletion potential impacts.
3.3 Sensitivity analysis
In order to assess the impact results on a per kilowatt hour basis (functional unit), the study assumed a total lifetime energy output based on the performance parameters provided by PVMC of the product system. However, because these parameters may vary depending on external factors, such as weather and other conditions, PVMC provided a range of best and worst case scenarios (see Table 7).
Based on the range in performance parameters, a sensitivity analysis was conducted to determine the range in potential impacts of the PVMC CIGS technology. Overall, the impacts decreased by 60% under the best case scenario and increased by 166% under the worst case scenario across all impact categories. Figure 4 illustrates this range for global warming potential.

Summary of best and worst case scenario for global warming potential
Given the high energy needed to manufacture the CIGS cells and reliance on eGRID2012 data, it was also important to assess the grid mix assumptions. Table 8 presents a summary of the life cycle impacts for an average US-based versus NYS grid mix. As noted above, the NY grid mix relies more upon renewable energy sources, such as hydropower versus coal. Accordingly, the production of PVMC’s CIGS cells in NYS presents significant benefits across most of the impact categories. For example, global warming potential is reduced by 36% by production in NYS compared to a typical US grid mix. However, for ozone depletion, slightly higher impacts are observed due to higher emissions of halogenated compounds like R11 and R12, from the NY grid which is more dependent on renewable energy sources.
3.4 ICI alternative
Given the significant contribution of silver to overall life cycle impacts, the study assessed impacts from replacing the screen printing and stringer process, where the majority of silver is found. Based on PVMC’s recommendations, the study evaluated an ICI system, manufactured by Global Solar, as an alternative to the screen printing and stringer process. The ICI system essentially performs the same function—to wire the cells together using a polymer film with patterned metallic conductors. The analysis assumed that the ICI system would be manufactured in NY State. In addition, although the ICI system has been found to increase the efficiency of CIGS cells, the study assumed the properties of the CIGS module (including the efficiency) would remain the same.
As presented in Table 9, substituting the ICI system results in a significant reduction in impacts across most impact categories. When comparing impacts between screen printing and stringer process and the ICI system only, we found impacts reduced from between 90 and 99%. This is due to the fact that the amount of silver is reduced by over 99%. In addition, the ICI system uses approximately 20% less copper than the stringer system. A review of total life cycle impact reductions found reductions ranging from 1 to 94% depending on silvers contribution to a specific impact category. Specifically, human health impacts are significantly reduced due to the reduction in release of heavy metals associated with silver.
3.5 Cadmium sulfide versus zinc oxysulfide alternative
PVMC is currently researching zinc oxysulfide as an alternative to the cadmium sulfide currently used in the junction partner layer. Cadmium is known to have a higher toxicity than zinc, particularly in the end-of-life stage, raising concerns about the use of cadmium in CIGS and CdTe PV technologies. The cadmium sulfide is derived from a cadmium sulfate (CdSO4) input material and the zinc oxysulfide is derived from a zinc sulfate (ZnSO4) input material. Figure 5 presents the impacts of producing both input materials (from upstream extraction to processing) on a per area of CIGS cell (sqm) basis and per mass (kg) basis.

Production impacts of cadmium sulfate versus zinc sulfate materials
When comparing the baseline cadmium sulfide technology to the zinc oxysulfide alternative on a per mass basis (right of the figure), the production impacts favor either cadmium sulfate or zinc sulfate depending on the impact category. However, PVMC uses nearly nine times more cadmium sulfate for the cadmium sulfide technology versus zinc sulfate for the zinc oxysulfide alternative on a per square meter basis, resulting in significantly higher impacts for the cadmium sulfide option across all impact categories. However, in comparing the total life cycle impacts of PV production using the cadmium sulfide versus zinc oxysulfide alternatives, no significant differences were identified even though cadmium is known to have higher toxicity impacts. This is primarily due to the smaller quantity of these materials used compared to the total product system inputs (0.07% of non-ancillary inputs for cadmium and 0.008% of non-ancillary inputs for zinc). In addition, due to the lack of data, the study did not include impacts from (a) the disposal of the filters that captured the cadmium residues in the junction partner process and (b) end-of-life disposition of the cells.
4 Discussion
As noted previously, there is a range in impacts of thin film PV cells from prior studies due largely to differences in the product system (CIGS technology) and different assumptions regarding performance parameters. Accordingly, several studies have sought to harmonize the study results against a consistent set of parameters so the results are more comparable (e.g., Peng et al. (2013) and Kim et al. (2012)). We carried out a similar harmonization of global warming impacts based on CIGS LCA studies, with a focus on rooftop installations. We applied the parameters provided by PVMC (see Table 6), namely a solar irradiation of 1409.7 kWh/(m2·year), performance ratio of 89%, efficiency of 14%, and lifetime of 25 years. Table 10 presents the results of this harmonization.
As shown in Fig. 6, the non-harmonized LCA results range from approximately 10 to over 90 g CO2/kWh, with a median value of approximately 39 g CO2/kWh. Once harmonized using the parameters applied in this study, the range narrows to approximately 12 to 64 g CO2/kWh, with a median value of approximately 34 g CO2/kWh. In addition, the EPBT for CIGS cells of 1.91 years was in the range of 1.45 to 2.2 years reported in another harmonization study by Peng et al. (2013). The EPBT of PVMC CIGS technology is comparable to other technologies ranging from 1.5 to 3.5 years for silicon-based cells (e.g., a-Si, mono-Si, and multi-Si), and 0.75 to 2.1 years for CdTe systems (Peng et al. 2013).

Summary of harmonized and non-harmonized LCA literature values. Note: Statistics are displayed by minimum (lower outlier), 2nd quartile (dark), median (center line), 3rd quartile (light) and maximum (upper outlier)
As illustrated in Fig. 6, the results from the LCA study of PVMC’s CIGS cells fall in the lower end of the range of published impacts. Key reasons for this may include differences in the materials used, grid mix assumptions, as well as data limitations and assumptions. Specifically, most studies use a glass substrate, which comprises approximately 16 kg/m2 of a PV cell (Fthenakis et al. 2011b; de Wild-Scholten 2013; Jungbluth et al. 2012). PVMC uses a very thin stainless steel substrate accounting for only 0.387 kg/m2. Although glass has a lower GWP than stainless steel (1.13 versus 5.07 kg CO2-eq/kg), the glass requires a much thicker layer, resulting in a GWP of 11 kg CO2-eq/m2 of solar cell compared to 2 kg CO2-eq/m2 for stainless steel. This LCA study also assumed that the module will be protected using various polymers, including EVA, PET, and PTFE, while other studies assume glass will be used instead to protect the modules. The use of these lighter weight materials in turn reduces the amount of mounting structure needed to secure the modules in place, also lowering the overall life cycle impacts. Finally, as described in the sensitivity analysis, differences in grid mix assumptions (depending on the location of the manufacturing facility and upstream suppliers) also significantly impact results. Finally, the fact that PVMC’s manufacturing facility is located in NY State, which benefits from a cleaner energy mix, contributes to lower impacts.
5 Conclusions
The objective of this LCA study was to assess CIGS PV systems manufactured by PVMC. Specifically, the study sought to identify opportunities to reduce human health and environmental impacts of the product system throughout the life cycle, to support the development of a more sustainable product system before it is produced on a larger scale. Below we summarize the key results and conclusions from the study, including additional research and next steps to consider.
Overall, the study found that in comparison to prior LCA studies of thin film cells, which focused on global warming impacts, the CIGS PV cells produced by PVMC fall in the lower end of the range of published data compared to the published results on other types of thin film cells. After harmonizing the results of the prior studies to reflect the use-stage parameters provided by PVMC (solar irradiation of 1409.7 kWh/(m2·year), performance ratio of 89%, efficiency of 14%, and lifetime of 25 years), PVMC’s CIGS cells are estimated to produce 12.6 g of CO2-eq/kWh compared to a range of approximately 12 to 64 g CO2-eq/kWh reported in the published studies reviewed. In addition, the EPBT for CIGS cells of 1.91 years is in the range of 1.45 to 2.2 years reported in another harmonization study by Peng et al. (2013). Key factors that likely contribute to PVMC’s CIGS lower global warming impacts compared to other CIGS systems include the following:
-
Use of stainless steel substrate. One likely factor is the very thin stainless steel substrate used as the base layer of the cells by PVMC versus a glass substrate used in many of the other product systems assessed in prior studies. In addition, this study assumed high-tech plastics, including EVA, PET, and PTFE, are used in place of glass for the outside protective layer. The use of these lighter weight materials also reduces the amount of mounting structure needed to mount the CIGS PV system for rooftop installations, further reducing impacts.
-
Reliance on cleaner energy mix. Another key factor that may contribute to lower global warming impacts includes differences in the grid mix assumptions. The fact that PVMC’s manufacturing facility is located in NY State, which relies more on clean energy sources, including nuclear power and hydropower versus coal, contributes to lower global warming impacts. In fact, a sensitivity analysis indicates that global warming is reduced by 36% when assuming a NY-based grid versus US grid mix.
The study also identifies other key contributors across all impact categories, including ecotoxicity, human health, ozone depletion potential, eutrophication, and others. Specifically, the silver used in the stringer and screen printing processes contributes significantly across most impact categories, including global warming, acidification, particular matter, and human toxicity (cancer and non-cancer). This is primarily due to impacts from the extraction and processing of silver used in the stringer, including high primary energy use. Other metals used in the CIGS layer, including the copper, indium, gallium, and selenium in the CIGS layer and copper used in the cabling for the balance of system, also contribute strongly to ecotoxicity, human health (cancer and non-cancer), eutrophication, and ozone depletion mainly due to the mining processes associated with these metals. In addition, the manufacture of the stainless steel substrate and treatment of water used to wash the substrate contribute significantly to ozone depletion and eutrophication impacts, respectively.
An assessment of an alternative to the stringer and screen printing process—the ICI system manufactured by Global Solar, found significantly reduced impacts as a result of the reducing in silver used in the process.
Although the use of cadmium sulfide did not appear to be a key contributor to total life cycle impacts of the product system, this was primarily due to the small quantity used in PVMC’s CIGS cells (.07% of non-ancillary inputs). Closer examination reveals, however, that compared to the zinc oxysulfide, alternative cadmium sulfide has higher impacts across all impact categories on a per square meter basis. This is primarily due to the fact that PVMC uses nearly nine times more cadmium sulfate for the cadmium sulfide alternative versus zinc sulfate for the zinc oxysulfide alternative on a per square meter basis, and cadmium has higher overall impacts versus zinc. However, as described below, we recommend additional research to better assess life cycle impacts of these alternatives.
A number of opportunities for improving the environmental profile of the CIGS PV system are identified based on the results of the study. Figure 7 summarizes these potential opportunities for improvement in order of the key components/layers of the CIGS manufacturing process.

Summary of opportunities for improvement by layer/process
Finally, given some of the limitations of the study, we propose further areas of research that may serve to inform the results and identify additional opportunities for improvement, as follows:
-
Conduct additional research on the cadmium sulfide versus zinc oxysulfide alternative.Although minimal differences were observed in comparing the cadmium sulfide versus zinc oxysulfide alternatives, further research should be conducted to more fully assess impacts. For example, the study did not address impacts from the disposal of the filters that captured the cadmium residues in the junction partner process. Further study of impacts of using cadmium versus zinc for the end-of-life stage, including a better understanding of the upstream and downstream impacts of the filter materials would inform the study results.
-
Conduct further research on alternatives to silver in the stringer and screen printing process. While the ICI system shows promise for reducing impacts, a more detailed review should be conducted of the ICI system as well as other alternatives to the use of silver in the stringer and screen printing process.
-
Include life cycle inventory data from transformers, which is a component of the inverter located in the BOS. A study by de Wild-Scholten (2013) found inverter impacts on rooftop, glass CIGS were 3.17 g CO2-eq/kWh (11% of PV System) with the total BOS accounting for 5.24 g CO2-eq/kWh (or 19% of the PV System). While our study assumed a steel substrate and higher cell efficiency, requiring less materials for the BOS and resulting in lower impacts (only 6% of CO2-eq/kWh), including the transformer component would provide more accurate impact results.
-
Conduct impact assessment of end-of-life stage for CIGS cells.Currently there is little available data on end-of-life impacts for photovoltaics as few large-scale arrays have aged past their useful lifetime and a recycling market has not yet developed.
-
Conduct a life cycle costing of CIGS cells produced by PVMC.Although many materials have been identified as drivers of impacts, material selection decisions are often influenced by cost. For example, although ETFE and a vapor barrier layer may be preferable as a top sheet instead of glass, these materials are also more expensive. A study conducted by Fthenakis (2009) emphasized the importance of investigating cost, resource availability, and environmental impacts of thin film solar cells to ensure long-term sustainability of the technology.
As noted above, there are many opportunities for further research on the potential impacts of CIGS PV systems, especially given that it is an emerging and growing technology. This study provides a benchmark for future research of this technology, and for identifying additional opportunities for reducing environmental and human health impacts throughout the life cycle of the PV system.
References
Bekkelund K (2013) A comparative life cycle assessment of PV solar systems. Master Thesis, Norwegian University of Science and Technology, August 2013
Cucchiella F, D’Adamo I (2012) Estimation of the energetic and environmental impacts of a roof-mounted building-integrated photovoltaic systems. Renew Sust Energ Rev 16:5245–5259
de Wild-Scholten M (2013) Energy payback time and carbon footprint of commercial photovoltaic systems. Sol Energy Mater Sol Cells 119:296–305
Dominquez-Ramos A, Held M, Aldaco R, Fischer M, Irabien A (2010) Prospective CO2 emissions from energy supplying systems: photovoltaic systems and conventional grid within Spanish frame conditions. Int J Life Cycle Asses 15:557–566
Einsenberg DA, Yu M, Lam CW, Ogunseitan OA, Schoenung JM (2013) Comparative alternative materials assessment to screen toxicity hazards in the life cycle of CIGS thin film photovoltaics. J Hazard Mater 260:534–542
Frankl P, Corrado A, Lombardelli S (2004) Photovoltaic (PV) systems: final report. Ambiente Italia, Rome
Frischknecht R, Heath G, Raugei M, Sinha P, de Wild-Scholten M et al. (2016) Methodology guidelines on life cycle assessment of photovoltaic electricity, 3rd edition. International Energy Agency (IEA) PVPS Task 12, Report T12–08:2016. Available at http://www.iea-pvps.org
Fthenakis V (2009) Sustainability of photovoltaics: the case for thin-film solar cells. Renew Sust Energ Rev 13:2746–2750
Fthenakis V, Frischknecht R, Raugei M, Kim H, Alsema E, Held M, de Wild-Scholten M (2011a) Methodology guidelines on life cycle assessment of photovoltaic electricity, 2nd edition. International Energy Agency Photovoltaic Power Systems Programme. Report T12–03:2011
Fthenakis V, Kim HC, Frischknecht R, Raugei M, Sinha P, Stucki M (2011b) Life cycle inventories and life cycle assessment of photovoltaic systems, International energy Agency (IEA) PVPS task 12. Report T12-02:2011
Google (2015) Google Maps. Accessed April, 2015 via https://www.google.com/maps
Ito M, Kato K, Komoto K, Kichimi T, Kurokawa K (2008) A comparative study on cost and life-cycle analysis for 100 MW very large-scale PV (VLS-PV) systems in deserts using m-Si, a-Si, CdTe, and CIS modules. Prog Photovolt Res Appl 16(1):17–30
Ito M, Komoto K, Kurokawa K (2009) A comparative LCA study on potential of very-large scale PV systems in Gobi desert. Presented at the 34th IEEE Photovoltaic Specialists Conference (PVSC), 7–12 June 2009, Philadelphia, PA, USA
Ito M, Komoto K, Kurokawa K (2010) Life-cycle analyses of very-large scale PV systems using six types of PV modules. Curr Appl Phys 10:S271–S273
Jungbluth N, Stucki M, Flury K, Frischknecht R, Busser S (2012) Life cycle inventories of photovoltaics. ESU-services and Swiss Federal Office of Energy. Version 174-LCI-Photovoltaics-2012_v1.1, 05/09/2012 11.23.00
Kim HC, Fthenakis V, Choi J, Turney DE (2012) Life cycle greenhouse gas emissions of thin-film photovoltaic electricity generation; systematic review and harmonization. J Ind Ecol 16, Number S1
Leccisi E, Raugei M, Fthenakis V (2016) The energy and environmental performance of ground-mounted photovoltaic systems—a timely update. Energies 9(8):622
Marwede M, Berger W, Schlummer M, Maurer A, Reller A (2013) Recycling paths for thin-film chalcogenide photovoltaic waste—current feasible processes. Renew Energ 55:220–229
McDonald NC, Pearce JM (2010) Producer responsibility and recycling solar photovoltaic modules. Energy Policy 38:7041–7047
North American Clean Energy (2015) “Flagship Catalina Solar Project—Part of a greater hybrid renewable story,” 13 Jul 2015 (http://www.nacleanenergy.com/articles/20662/flagship-catalina-solar-project-part-of-a-greater-hybrid-renewable-story)
NREL (National Renewable Energy Lab (2013) Life cycle greenhouse gas emissions from electricity generation. NREL/FS-6A20–57187, January 2013
NREL (National Renewable Energy Lab) (2017) Best research-cell efficiencies. Accessed April, 2017 via https://www.nrel.gov/pv/assets/images/efficiency-chart.png.
Nuss P, Eckelman J (2014) Life cycle assessment of metals: a scientific synthesis. PLoS One 9(7):e101298
Nuss P, Eckelman J (2015) CIGS impact assessment using economic allocation and TRACI 2.1, TRACILCIA_Cu_Ga_In_Se.xls. Received by email, May 15th, 2015
Paetel S (2016) Roadmap CIGS towards 25% efficiency. 7th International Workshop on CIGS Solar Cell Technology. June 23rd, 2016, Munich. Available at https://www.photovoltaic-conference.com/images/2016/2_Programme/parallel_events/7thInternationalWorkshopCIGS/Stefan_PAETEL.pdf
Peng J, Lu L, Yang H (2013) Review on life cycle assessment of energy payback and greenhouse gas emission of solar photovoltaic systems. Renew Sust Energ Rev 19:255–274
PVMC (2014) U.S. Photovoltaic Manufacturing Consortium website. Accessed on June 4, 2015 via http://www.uspvmc.org/about_PVMC_logicalPartnership.html and http://www.uspvmc.org/mission_PVMC.html
PVMC (2017) Email communications with U.S. Photovoltaic Manufacturing Consortium. Received 2014–2017
Raugei M, Bargigli S, Ulgiati S (2007) Life cycle assessment and energy pay-back time of advanced photovoltaic modules: CdTe and CIS compared to poly-Si. Energy 32:1310–1318
Ryberg M, Vieira MDM, Zgola M, Bare J, Rosenbaum R (2013) Updated U.S. and Canadian normalization factors for TRACI 2.1, Clean Technology Environmental Policy, May 20, 2013
SeaRates.com. (2015) Distances and time tool. Accessed April, 2015 via http://www.searates.com/reference/portdistance/
SENSE (Sustainability Evaluation of Solar Energy Systems) (2008) LCA analysis. Funded by the European Community under the 5th Framework Programme. Revised Version 06/2008
Solarbuzz (2014) PV Equipment Quarterly 2014. Figure 1: 2014 Solar PV Module Production by Technology
Solar Frontier (2014) Light soaking effect: highest yields—and how you reap added benefits. Accessed June, 2015 via http://www.solar-frontier.eu/en/cis-technology/light-soaking-effect/
Thinkstep (2015). GaBi Software (Version 6). Leinfelden-Echterdingen, Germany. Available at http://www.gabi-software.com/
U.S. EPA (1998) Arsenic, inorganic Quickview (CASRN 7440–38-2). Integrated Risk Information System (IRIS). Accessed June, 2015 via http://cfpub.epa.gov/ncea/iris/index.cfm?fuseaction=iris.showQuickView&substance_nmbr=0278#carc
U.S. EPA (1995) Mercury, elemental (CASRN 7439-97-6). Integrated Risk Information System (IRIS). Accessed June, 2015 via http://www.epa.gov/iris/subst/0370.htm
U.S. EPA (2004) Lead and compounds (inorganic) (CASRN 7439-92-1). Integrated Risk Information System (IRIS). Accessed June, 2015 via http://www.epa.gov/iris/subst/0277.htm
U.S. EPA (2011) Ecological toxicity information—copper. Region 5 Superfund. Accessed June, 2015 via http://www.epa.gov/R5Super/ecology/toxprofiles.htm#cu
U.S. EPA (2014) Copper mining and production wastes. Radiation Protection. Accessed June, 2015 via http://www.epa.gov/radiation/tenorm/copper.html
U.S. EPA (2012). Emissions and Generation Resource Integrated Database 2012 (eGRID2012). Accessed April, 2015 via http://www.epa.gov/cleanenergy/energy-resources/egrid/
USETox (2010) User manual. Retrieved April, 2015 from http://www.usetox.org/sites/default/files/support-tutorials/user_manual_usetox.pdf
U.S. Geological Survey (USGS) (2015) Minerals yearbook Volume I. Metals and minerals. Accessed April, 2015 via http://minerals.usgs.gov/minerals/pubs/commodity/myb/
Acknowledgements
Shanika Amarakoon and Cyril Vallet of Abt Associates, Inc., Dr. Mary Ann Curran, and PVMC supported this life cycle assessment (LCA) under contract to the New York State Energy and Research Development Authority (NYSERDA). The authors gratefully acknowledge the outstanding contributions of the following individuals for their assistance in providing technical support, data, and guidance that was important for the successful completion of the report:
• Urs Schoop and Kyle Justice of Global Solar Energy (GSE) for providing data on the ICI system alternative;
• Judy Jarnefeld and Sandy Meier, the NYSERDA Project Managers, for providing technical review and guidance; and
• Dr. Phillip Nuss of Yale University and Dr. Mathew Eckelman of Northeastern University. Their assistance in providing impact results several metals based on the economic allocation method described in their study was greatly appreciated.
The authors would also like to acknowledge the contributions of the Abt Associates staff who assisted the authors, including the following: Jonathan Dorn and David Cooley provided research and support related to the NY State grid mix based on their support of eGRID data for EPA. In addition, Lauren Brown provided review and guidance related to toxicity impacts for several materials in the CIGS system.
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Yi Yan
Rights and permissions
About this article

{kind=link}
Cite this article
Amarakoon, S., Vallet, C., Curran, M.A. et al. Life cycle assessment of photovoltaic manufacturing consortium (PVMC) copper indium gallium (di)selenide (CIGS) modules. Int J Life Cycle Assess 23, 851–866 (2018). https://doi.org/10.1007/s11367-017-1345-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11367-017-1345-4