
Abstract
During last decades, there has been a growing interest of decreasing the environmental impact generated by humans. This situation has been approached from different perspectives being the integral use of raw materials as one of the best alternatives. It was estimated that 3.7 × 109 tonnes of agricultural residues are produced annually worldwide. Then, the integral use of feedstocks has been studied through the biorefinery concept. A biorefinery can be a promissory option for processing feedstocks in rural zones aiming to boost the techno-economic and social growth. However, many plants produced at small scale in rural zones without high industrial use contribute with residues usually not studied as raw materials for other processes. Cocoyam (Xanthosoma sagittifolium) is a plant grown extensively in tropical regions. Nigeria, China, and Ghana are the main producers with 1.3, 1.18, and 0.9 million tonnes/year, respectively. In Colombia, there are no technified crops, but it is used where it is grown mainly as animal feed. This plant consists of leaves, stem, and a tuber but the use is generally limited to the leaves, discarding the other parts. These discarded parts have great potential (lignocellulose and starch). This work proposes different processing schemes using the parts of the plant to obtain value-added products, and their techno-economic and environmental assessment. The simulation was performed with Aspen Plus and the economic package was used for the economic assessment. For the environmental assessment, Waste Algorithm Reduction of the U.S. EPA was implemented. The obtained results showed that the integral use of plants under a biorefinery scheme allows obtaining better techno-economic and environmental performance and that small-scale biorefineries can be a promissory option for boosting rural zones.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
To decrease the environmental impact that the human race has generated, different perspectives have been approached: producing renewable fuels, decreasing the emission of greenhouse gases, creating alternative routes for producing chemicals normally obtained from oil, and designing processes that use renewable raw materials with the less possible production of residues, among others. Agricultural production chains are one of the main sources of residues with great availability generated mainly during the growing, harvesting, and processing stages (Hernández Escalante et al. 2014). These residues are characterized by high rates of production that are being discarded without any technical direction, turning them into a source of environmental contamination. With this new approach, all residues started being considered as possible feedstocks to be used within transformation processes, decreasing the production of residues.
It was estimated that almost 3.7 × 109 tonnes of agricultural residues are produced annually worldwide in agricultural industries (Bentsen et al. 2014), which demonstrates the potential of wastes as a raw material to obtain many products with high added value. Some of these residues are rice husk, bagasse from sugar cane, coffee cut stems, mesocarp palm shells, and others from different tropical fruits, etc. The integral use of feedstocks has been studied through the concept of biorefineries, which are the equivalent of oil refineries but with a renewable raw material, through which multiple products are obtained from a single raw material (Kamm et al. 2010; Huang et al. 2008; Delgado et al. 2011; Daza Serna et al. 2016; Aristizábal et al. 2015; García et al. 2015; Mussatto et al. 2013; Cerón-Salazar and Cardona-Alzate 2011; Arora et al. 2016). The most used method for designing biorefineries is the knowledge-based approach, which considers factors such as the composition of the raw material, available technologies, stage affecting the most the process and heat, and mass integrations within the process. Some biorefineries have been proposed for sugarcane (Moncada et al. 2013), berries (Dávila et al. 2016), cassava (Zhang et al. 2016), castor bean (Moncada et al. 2015), olive (Romero-García et al. 2014; Borrero-López et al. 2017), mustard plant (Trivedi et al. 2016), and oil palm (Raman and Gnansounou 2015), among others. A biorefinery can be a promissory option for processing feedstocks in rural zones, given that they can be located in places far from urban centers and boost the economic, social, and technical growth (Daza Serna et al. 2016; Serna Loaiza et al. 2017; Andres Quintero et al. 2012).
Cocoyam (Xanthosoma sagittifolium (L.) Schott), is a plant original from Central America and grown extensively in tropical regions (Giacometti and León 1992). Nigeria, China, and Ghana are the main producers with more than 1.3, 1.18, and 0.9 million tonnes/year, respectively (Food and Agriculture Organization of the United Nations 1998; Onwueme and Charles 1994). In Colombia, there are no technified crops of this plant and it is used where it grows mainly as animal feed (approx. 200 tonnes/year) and a small share is used for human consumption/agribusiness (20 tonnes/year) (Gómez and Acero Duarte 2002). This plant consists of leaves, stem, and a tuber but the use is generally limited to the leaves, while the other parts are discarded. This generates environmental and inefficiency problems. These discarded parts have great potential. The stem is mainly composed of lignocellulose and the tuber has a considerable percentage of starch. The average starch content in the cocoyam is 25% w/w (Giacometti and León 1992), which can be considered as a high value compared with other starchy crops as potatoes (15%) (United States Potato Board 2014) and cassava (18%) (Rivera and Alejandra 2012).
This work proposes some processing schemes using the different parts of the plant for the production of value-added products, and the respective technical, economic, and environmental assessment. Three scenarios were proposed: (i) base case, considering only the use of leaves as animal feed and discarding the rest of the plant; (ii) use of leaves for animal feed, stem for ethanol production, and remaining solids for the animal feed and discarding the tuber; (iii) use of stem for ethanol production, tuber for the production of starch, and the remaining solids together with the leaves for the animal feed. The simulation was performed with the process simulation software Aspen Plus (Aspen Technology, Inc., EE.UU.) and the economic package of the software was used for the economic assessment. For the environmental assessment, Waste Algorithm Reduction (WAR) software of the U.S. Environmental Protection Agency was implemented (Young and Cabezas 1999; EPA 2016; United States Environmental Protection Agency 2014). The obtained results showed that as the used share of the plant increases, the economic performance of the process improves and the environmental impact decreases. Two main results were obtained: first, that the integral use of plants and their residues under a biorefinery scheme allows obtaining better technical, economic, and environmental performance; second, that small-scale biorefineries can be a promissory option for boosting rural zones.
Methods
This work consisted of two stages: experimental and simulation. The experimental stage consisted in the obtainment of the raw material and its respective characterization in terms of the content of lignocellulosics and starch. This information is used in the second stage as the start point of the simulation.
Experimental stage: raw material characterization
The raw material was obtained in the municipality of Chinchiná, Caldas, Colombia at 4° 58′ North 75° 39′ West at 1381 m above sea level. The three parts of the plant were separated (leaves, stem, and tuber) and chopped separately. Then, they were dried in a convective dryer at 45 °C during 48 h until achieving a constant weight. Then, the dry material was milled using a mill blade (Thomas Model 4 Wiley® Mill) until an approximate particle diameter of 0.4 mm (Mesh 40). Fig. 1 shows the cocoyam plant and its parts.

Cocoyam plant. a Plant. b Part of the stem (left) and tuber (right). c Underground tuber. Taken from the authors’ own file
The physicochemical characterization was performed with three replicates. The compounds determined for each part of the raw material were cellulose, hemicellulose, lignin, extractives, ash, and starch. Hollocellulose (cellulose + hemicellulose) and lignin content were determined by the chlorination method and sulfuric acid method, respectively, according to the ASTM D1104 (Han and Rowell 1996). Cellulose was determined then from holocellulose and hemicellulose as the difference between holocellulose and cellulose. Extractives were determined with a water-ethanol mixture according to the methodology reported by the National Renewable Energy Laboratories (NREL) NREL/TP-510-42619 (Sluiter et al. 2008b) and ash content was determined by the total ignition of the samples according to the NREL/TP-510-42622 (Sluiter et al. 2008a). Considering the proposed use of the leaves, the content of protein, fiber, and lipids were determined to identify the nutritional value of the same. Protein was determined with the Kjeldahl method (Han and Rowell 1996) and dietary fiber and lipids were determined with the official methods of the Association of Official Analytical Chemistry (AOAC) (Association of Official Agricultural Chemists (AOAC) 2016).
Simulation stage: description of the scenarios
For the simulation, the main simulation tool used was the commercial software Aspen Plus (Aspen Technology, Inc., EE.UU.). With the simulation, it is possible to determine the requirements of raw materials, utilities, and energy needs of the process. The software offers several thermodynamic models and equations of state to describe the behavior of vapor and liquid phases and the selection of the models to be used must fit the behavior of the molecules in the process. In this case, considering that this process does not include electrolytes and operates below 10 bars, the Non-Random Two Liquids (NRTL) model was chosen. The properties used to simulate the components of biomass were taken from the NREL/MP-425-20685 “Development of an ASPEN PLUS Physical Property Database for Biofuels Components” (Wooley and Putsche 1996).
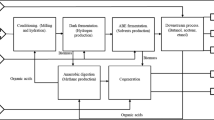
For the evaluation of the integral use of cocoyam, three scenarios were proposed. Each scenario proposes a processing scheme using the different parts of the plant for the production of value-added products considering the current use of the plant and the composition of it. The products are an additive for animal feed, ethanol (and gypsum as by-product), and starch for human consumption. Considering that currently there are no extensive or technified crops of cocoyam and that this process is aimed for small scales and rural zones, the raw material feed was 200 kg per hour. In this case, the consideration of small scale is done with respect to the processing scale. Table 1 describes the three scenarios, the technologies used, the discarded parts of the plant and the obtained products. Three scenarios were proposed: (i) base case, considering only the use of leaves as animal feed and discarding the rest of the plant; (ii) use of leaves for animal feed, stem for ethanol production and remaining solids for the animal feed and discarding the tuber; (iii) use of stem for ethanol production, tuber for the production of starch and the remaining solids together with the leaves for the animal feed. These three scenarios were used to compare the influence of the use of the current residues generated by the plant crop in the techno-economic and environmental performance of the proposed processes. Fig. 2 shows the block diagram for the three scenarios.

Block diagram corresponding to the proposed scenarios
Simulation stage: process description
The three simulated scenarios comprise four main sections to convert the cocoyam into the desired products: feed additive production, sugars extraction, ethanol production, and starch production. For the simulation stage, some models and processes reported and validated in the literature were chosen. Table 2 summarizes the kinetic models/processes used in each section of the simulated scenarios. Each section will be described and detailed as follows.
Additive production
The first simulated section aims to obtain a product to feed farm animals given its content of fiber and protein (34 and 16.6%wt, respectively) (Gómez and Acero Duarte 2002; Owusu-Darko et al. 2014). In this work, the current use of the leaves will be maintained, but it is necessary to process it for preservation purposes. The solids entering the section (whether the leaves or solid fractions from other sections) are first dried until decreasing the moisture content below 8%wt. Then, the solids are milled until a particle size of approximately 0.6 mm and pelletized.
Sugars extraction
The simulated extraction of the sugars comprises three stages. The first stage consists in reducing the particle size of the feedstock, in order to increase the surface area and the accessibility of the components of the lignocellulosic matrix. After this, biomass is submitted to a dilute acid hydrolysis with 2% v/v sulfuric acid at 100 °C, according to the kinetic expression reported by (Jin et al. 2011). This kinetic expression was used because it describes integrally the different reactions happening during the acid hydrolysis. Two fractions are obtained from this stage. The liquid fraction consists mainly in a pentose-rich stream that undergoes a detoxification stage with calcium hydroxide to eliminate the sulfuric acid. This stream is filtered and gypsum is obtained as by-product. The pentose-rich stream goes to the fermentation stage for ethanol production. The solid fraction (cellulose and lignin) undergoes an enzymatic hydrolysis at 35 °C based on the kinetic expression reported by (Morales-Rodriguez et al. 2011). This kinetic expression is widely used in multiple works to describe enzymatic hydrolysis for the production of glucose from cellulose. The stream is filtered and the solid fraction, mainly composed of lignin, goes to the additive production section and the hexose-rich liquor is mixed with the pentose-rich stream. The sugar-rich stream is submitted to a detoxification process (Solange Inês Mussatto and Roberto 2004), in which the furfural and the hydroxymethylfurfural are eliminated given that they are inhibitors for the fermentation stage.
Ethanol production
For this simulation, the fermenting microorganism considered for ethanol production was Zymomonas mobilis. The sugar-rich stream is sterilized in an autoclave at 121 °C to neutralize the biological activity. Then, the fermentation is carried out at 30 °C based on the kinetic model reported by (Leksawasdi et al. 2001). This kinetic model suits for ethanolic fermentations that have a substrate composed of glucose/xylose mixtures. According to different authors, when Z. mobilis is used for fermentations with both sugars as substrates, a yield of 0.41 g of ethanol per gram of substrate (xylose and glucose) can be obtained (Leksawasdi et al. 2001; Andrés and Suárez 2011). After the fermentation, the biomass is separated from the broth with a drum filter and the liquid stream containing a concentration between 7 and 12%wt of alcohol enters the purification stage. The purification consists in a distillation column in which ethanol is concentrated up to 50–55%wt, the subsequent rectification in which ethanol reaches the azeotropic composition (96%wt) and a final dehydration with molecular sieves. The final concentration of ethanol is 99.6%wt.
Starch production
This simulated section aims to obtain a product for human consumption. The process consists in extracting, purifying, and preserving the starch of the tuber. The production process bases on the wet milling scheme for the production of starch from other starchy raw materials as cassava and potatoes (Aristizábal and Sánchez 2007; Owusu-Darko et al. 2014; Grace 1997). The first stage consists in rating and grinding the tuber in order to break the cell walls and liberate the starch. Then, the mixture is filtered and the solid pulp is directed to the animal feed section. The liquid fraction containing the starch is vacuum filtered while adding water to simultaneously wash and separate the starch. Finally, the starch is dried/dehydrated until a final moisture below 10%wt.
Economic assessment
The software used for the economic assessment was Aspen Process Economic Analyzer (Aspen Technology, Inc., EE.UU.). This software calculates the costs of raw materials, equipment, operational costs and utilities based on the mass and energy balances obtained in the simulation. The analysis is performed in US dollars at economic typical conditions of Colombia (annual interest raw of 17%, income tax of 25%) for a 10-year period, using the straight-line depreciation method. Table 3 presents the raw materials and utilities costs used in the economic assessment.
The economic indicator used to determine the performance of the scenarios was the gross income margin of the process (Eq. 1). This indicator compares the total gross income obtained with each of the products and by-products of the process and compares it with the total cost calculated for the process with the software. The commercial sales price of the products of the biorefinery used for the calculation of the Gross Income Margin were 0.86 USD/kg for ethanol (ICIS 2017), 1.42 USD/kg for starch (Alibaba 2017c), 0.3 USD per kilogram for the gypsum (Alibaba 2017a) and 1.00 USD/kg for the animal feed (Alibaba 2017a). The commercial sales price of the animal feed was assumed as that of an animal feed with similar composition of the one produced in this work.
- P s :
-
Product sales price
- PUP:
-
Unitary cost of the product
Environmental assessment
Normally, the environmental assessment performed to processes is performed using default models that have standard environmental impact factors for a given process. However, in this case, the specific simulation of the process considering the raw material, the scales, and the design of the equipment allows having more accurate information about the environmental impact of the proposed process. In addition to the simulation software Aspen Plus, the Waste Algorithm Reduction (WAR) of the United States Environmental Protection Agency was used to perform the environmental assessment of each scenario (Young and Cabezas 1999; EPA 2016; United States Environmental Protection Agency 2014). It proposes three main impact categories: human toxicity, environmental toxicity, and global warming. These main categories are subdivided into eight indexes, which are calculated depending on each of the components of the inlet and outlet streams of the process. Finally, the eight indexes are correlated in the Potential Environmental Impact (PEI). These indexes are human toxicity per ingestion (HTPI), human toxicity per dermal exposition or inhaling (HTPE), terrestrial toxicity potential (TTP), aquatic toxicity potential (ATP), global warming potential (GWP), ozone depletion potential (ODP), photochemical oxidation potential (PCOP), and acidification potential (AP). The software calculates both the outlet impact (only considering the outlet streams) and the generated impact (the difference between the impact of outlet and inlet streams), for which a negative value indicates that the environmental impact of the given index has been decreased.
Results
Raw material characterization
Table 4 shows the chemical composition of the three parts of the cocoyam plant obtained experimentally. The values are expressed on a dry basis. On a dry basis, the part with the highest share of the plant is the tuber, accounting for 60%wt of the plant while leaves only account for 10%wt. For the leaf and the stem, the most representative compounds are cellulose, hemicellulose, and lignin. For the tuber, cellulose and starch are the most representative compounds. This is an excellent result considering the proposed uses for the parts of the plant. Table 5 shows the characterization of the plant in terms of protein, fiber, and lipids. Regarding the tuber, the starch composition is considerable compared with the contents of other starchy crops such as potatoes (15%) (United States Potato Board 2014) and cassava (18%) (Rivera and Alejandra 2012) and the remaining solids will allow obtaining hexoses and pentoses together with the steam.
For an animal feed, the fiber and protein content are very important because they provide the nutritional value. Compared to the other reported characterizations for this compounds in cocoyam, the obtained results have slight differences but are still similar. Compared to other tubers of similar use in the Andean region, cocoyam presents a better composition with considerable higher values of protein and fiber, which corroborates its potential use for animal feed. These results in the characterization confirm the potential of this entire plant, not only because of its protein content for animal feed, but to be entirely used under a biorefinery concept in which different products are obtained taking advantage of the composition of the three parts of the plant and integrating the different sections of the process to decrease the production of residues and increasing as much as possible the use of the raw material.
Technical assessment
After performing the respective simulation for each of the scenarios, it was possible to calculate the production yields for the product(s) and the total yield of the raw material. The total yield of raw material is calculated as the total mass of obtained products compared to the feedstock flow. Table 6 shows the respective information for the three proposed scenarios.
As expected, with the increase of the use of plant parts, different products appear and the products obtained in the previous scenario increases its production yield. This happens because the proposed scenarios not only consider the addition of new standalone processing lines, but to integrate the use of each part as a biorefinery. Therefore, outlet streams of a given section with a potential use in another section is then fed to the respective other section (e.g., remaining solids of sugar production from the stem can be used in the animal feed section). In addition, according to the sequencing in the design of the scenarios, in scenario 3 the solid residual fraction from the starch production section is first fed to the sugar production section in order to increase the available substrate for ethanol production and the total remaining solids from these sections go to the animal feed. With this scheme, each scenario not only improves the individual production yield for each product but also the additional obtained value-added products and the total yield of the raw material as well. The total yield of raw material increases with each scenario showing that the amount of products obtained per kilogram of feedstock is increasing. However, it is important to mention that the usage of raw material is 10, 40, and 100%wt for scenario 1, 2, and 3, respectively, achieving to use the total amount of feedstock and hence decreasing the solid waste associated to it. Other studies have considered the use of cocoyam for animal feeding (Régnier et al. 2013), for the extraction of the starch for human consumption (Adedeji and Oluwalana 2014; Okpala and Egwu 2015), and analyzing the properties of the starch for further uses (gelling agent, paste, etc.) (Shiraishi et al. 1995; Falade and Okafor 2013). However, the proposed studies consider only the use of a given part of the plant instead of the total use of the plant, as the one studied in scenario 3 in this paper, where the usage of 100% of the plant allows producing a product for animal feed, ethanol, and starch.
Regarding energy consumption, the total energy consumption (either for heating or cooling) is 273,00, 3.463,62 and 8.120,61 MJ per hour, for scenarios 1, 2 and 3, respectively. This behavior in the required energy is expected, given that each scenario increases the processing lines and the implied technologies, hence increasing the required energy. Table 7 shows the total energy consumption for each scenario and the share that each of the sections of the proposed process represents from the total. It can be observed that as each scenario also considers the mass integration from one stage to another, aiming specially on the production of fermentable sugars, the increase in energy consumption increases considerably from one scenario to another. In addition, the production of fermentable sugars is the most energy-consuming stage and as it can be observed in both scenario 2 and scenario 3. For this reason, as the final scenario considers the integration of the solid residues for the production of fermentable sugars, the flows entering the section of reactants increases and so does the energy consumption.
Economic assessment
After performing the respective economic assessment, it was found that the most representative feature contributing to the cost is the raw materials, followed by the operational costs. These costs were calculated for a working period of 8000 h per year. The total cost for scenarios 1, 2, and 3 is 0.56, 0.88, and 1.2 million dollars, respectively. Generally for industrial processes, especially at small scale, raw materials account for more than 50% of the production cost (Aristizábal et al. 2015). Fig. 3 shows the distribution of costs for the three scenarios. It can be observed that for the base case, the most significant cost is the raw materials, followed by the operational costs, and finally the cost of utilities. Operational costs represent the cost associated to the operation (workforce), maintenance, operative charges, general and administration costs, and the plant overhead. This behavior is the same for the three scenarios; however, as the production processes include more stages to obtain other products, the operational costs and required utilities increase, decreasing the share of the raw material. Despite this, raw materials costs remain the most significant share. The inclusion of sugar obtainment and ethanol production sections imply the use of more utilities as well as operational costs associated to distillation and hydrolysis. This explains that the biggest difference can be observed between scenario 1 and 2, while scenario 3 incorporates few equipment, and hence, the difference is not that notorious.

Distribution of costs for the proposed scenarios using cocoyam as feedstock for a plant processing 200 kg/h of raw material
Regarding the gross income margin, Table 8 shows the calculated total gross income for the three scenarios. It is clear to observe that as more parts of the plant are used, the economic performance of the process improves. This is directly associated to taking advantage of the different platforms present in cocoyam to obtain different value-added products and to the integral use of the plant. Scenarios 1 and 2 present a negative value for the gross income margin, which means that with the current proposed schemes, the costs are considerably higher than the incomes. On the other hand, the third scenario presented a positive income margin, which shows not only that the proposed process shows a good economic performance, but that the integral use of the cocoyam under a biorefinery concept allows that the obtained by-products improve the economic performance and therefore creating a feasible process.
Another element worth to mention is that scenario 3 proposes a biorefinery that not only uses a plant to obtain biofuels but also to obtain both animal feed and a compound for human consumption. This way, this biorefinery not only addresses the production of a renewable energy source but also to ensuring food security. In addition, the sugars platform that can be obtained from cocoyam allows the biorefinery to have certain versatility in terms of the products that can be obtained. Other sugar- and fermentative-based products that have been studied from hydrolyzates from biomass are lactic acid (Neu et al. 2016), polymers as PHB (Naranjo et al. 2014), and butanol (Jesse et al. 2002) or even using the sugars as platform to obtain furans and converting them into more added-value products (Aristizábal et al. 2015). These products have a higher commercial sales price than ethanol and their market as bio-based products is gaining strength. Moreover, the characterization of the leaves showed a high content of extractive compounds, which are phenolic compounds that might have certain potential application to be extracted. However, the inclusion of other value-added products requires further research, but the current positive results encourage further research on this raw material.
Other similar residues obtained from starchy raw materials as cassava and plantain have been used for similar purposes. Different authors report the use of these residues for starch production, as dietary fiber, ethanol production, as energy source for thermochemical processes, as organic substrate for biogas production, among others (Veiga et al. 2016; Wei et al. 2015; Agama-Acevedo et al. 2016; Ilori et al. 2007; Itelima et al. 2013; Hernández-Carmona et al. 2017; Daza Serna et al. 2016). These researches corroborate the uses proposed for cocoyam in this work and increase the possible products to other options as bioenergy and biogas. However, it is important to highlight that given the compositional diversity of the cocoyam, it allows obtaining multiple products instead of a single-feedstock single product as the case of some of other residues.
Environmental assessment
Figure 4 shows the results for the calculation of the Potential Environmental Impact both leaving the system (a) and generated by the system (b) for the proposed scenarios. Fig. 4a shows the factors that impacts the most the PEI. For scenario 1, all the indexes except for Human Toxicity per Exposition (HTPE), Oxygen Depletion Potential (ODP), and Acidification Potential (AP) show considerable impact. Human toxicity and environment toxicity factors can be associated to the extractives, which are phenolic compounds that may be liberated to the environment if the feedstock is disposed. Global warming factors are directly associated to the decomposition of biomass. For scenarios 2 and 3, the indexes showing more impact are the Human Toxicity per Ingestion (HTPI), Terrestrial Toxicity Potential (TTP), and Photochemical Oxidation Potential (PCOP). HTPI and TTP indexes can be associated to the compounds liberated when the stem and tuber are discarded, especially the extractives that might be released to the environment. However, the indexes decrease from scenario 2 to 3, because of the use of the entire plant. The PCOP index can be explained by the remaining ethanol that goes out from the process in the wastes streams because volatile organic compounds, such as ethanol, can form smog in the presence of NOX gases and UV light (Ziegel 2015).

Potential Environmental Impact (PEI) calculated for the proposed scenarios. a PEI leaving (outlet) the system. b PEI generated (outlet–inlet) by the system, for a plant processing 200 kg/h of raw material. *For scale purposes, values for scenario 1 had to be multiplied by a factor of 10−1. **For scale purposes, values for scenario 1 had to be multiplied by a factor of 10−2
Regarding Fig. 4b, this information shows the results of comparing the environmental impact of the outlet streams with that of the inlet streams. It is clear to observe that scenario 1 is the only case in which the outlet streams generate an environmental impact instead of diminishing it. Scenario 2 and scenario 3 show that the proposed processes decrease the environmental impact when the solid residues are used. The difference between the total PEI for scenario 1 compared to that of scenarios 2 and 3 is at least 100 times bigger. This information corroborates that the biorefinery scheme proposed for the integral use of the plant allows decreasing the environmental impact associated to the solid wastes.
Conclusions
This work demonstrated that it is technically possible, economically feasible, and environmentally friendly to use cocoyam to produce animal feed, ethanol, and starch for human consumption. Another important conclusion is that the integral use of plants and their residues under a biorefinery scheme allows achieving better economic performance and decreasing considerably the environmental impact. Addressing the problem of the production of agroindustrial residues through the biorefinery scheme allows reducing the environmental impact, for the specific case of cocoyam, but it allows also to promote further research for other agroindustrial residues. In addition, considering that this is a small-scale biorefinery that showed a good performance in technical, economic, and environmental terms, a small-scale biorefinery can be a promissory option for boosting rural zones. These results promote further research in the field of biorefineries and especially considering that it is possible to obtain products related to feed, food, and biofuels, aiming not only to the production of renewable energy sources but to ensure food security.
References
Adedeji TO, Oluwalana IB (2014) Development and quality evaluation of a non-alcoholic beverage from cocoyam (Xanthosoma sagittifolium and Colocasia esculenta). Niger Food J 32(1). Elsevier):10–20. https://doi.org/10.1016/S0189-7241(15)30091-6
Agama-Acevedo E, Sañudo-Barajas JA, Vélez De La Rocha R, González-Aguilar GA, Bello-Peréz LA (2016) Potential of plantain peels flour ( Musa Paradisiaca L.) as a source of dietary fiber and antioxidant compound. CyTA – J Food 14(1):117–123. https://doi.org/10.1080/19476337.2015.1055306
Alibaba (2017a) Alibaba - Chemicals. http://www.alibaba.com/Chemicals_p8?spm=a2700.7848340.1998821658.384.VEmQdy
Alibaba (2017b) Calcium Hydroxide. https://www.alibaba.com/product-detail/Calcium-Hydroxide-Price_60534205666.html?s=p
Alibaba (2017c) Starch. https://www.alibaba.com/product-detail/starch_273879551.html?s=p
Andres Quintero J, Felix ER, Rincón LE, Crisspón M, Baca JF, Khwaja Y, Cardona CA (2012) Social and techno-economical analysis of biodiesel production in Peru. Energy Policy 43:427–435. https://doi.org/10.1016/j.enpol.2012.01.029
Andrés J, Suárez Q (2011) Design and Evaluation of Fuel Alcohol Production from Lignocellulosic Raw Materials. Universidad Nacional de Colombia. Departamento de Ingeniería Eléctrica, Electrónica y Computación. Ph.D. Thesis
Aristizábal J, Sánchez T (2007) Guía Técnica Para La Producción Y Análisis de Almidón de Yuca (Spanish). Boletín de Servicios Agrícolas de La FAO. Vol. 163. Rome. http://www.fao.org/docrep/010/a1028s/a1028s00.HTM
Aristizábal MV, Gómez PA, Cardona ACA (2015) Biorefineries based on coffee cut-stems and sugarcane bagasse: furan-based compounds and alkanes as interesting products. Bioresour Technol 196:480–489. https://doi.org/10.1016/j.biortech.2015.07.057
Arora N, Patel A, Sartaj K, Pruthi PA, Pruthi V (2016) Bioremediation of domestic and industrial wastewaters integrated with enhanced biodiesel production using novel oleaginous microalgae. Environ Sci Pollut Res 23(20):20997–20997. https://doi.org/10.1007/s11356-016-7320-y
Association of Official Agricultural Chemists (AOAC) (2016) AOAC 985.29 - Total Dietary Fiber in Foods. In: George W. Jr. Latimer (ed) The Official Methods of Analysis of AOAC INTERNATIONAL, 20th ed. Association of Official Agricultural Chemists (AOAC)
Bentsen NS, Felby C, Thorsen BJ (2014) Agricultural residue production and potentials for energy and materials services. Prog Energy Combust Sci 40(1). Elsevier Ltd):59–73. https://doi.org/10.1016/j.pecs.2013.09.003
Borrero-López AM, Fierro V, Jeder A, Ouederni A, Masson E, Celzard A (2017) High added-value products from the hydrothermal carbonisation of olive stones. Environ Sci Pollut Res 24(11):9859–9869. https://doi.org/10.1007/s11356-016-7807-6
Cerón-Salazar I, Cardona-Alzate C (2011) Evaluación Del Proceso Integral Para La Obtención de Aceite Esencial Y Pectina a Partir de La Cáscara de Naranja. Ingeniería Y Ciencia 7(13):65–86 http://publicaciones.eafit.edu.co/index.php/ingciencia/article/view/401
Dávila JA, Rosenberg M, Cardona CA (2016) A biorefinery for efficient processing and utilization of spent pulp of Colombian Andes berry (Rubus Glaucus Benth): experimental, techno-economic and environmental assessment. Bioresour Technol. Elsevier Ltd 223:227–236. https://doi.org/10.1016/j.biortech.2016.10.050
Daza Serna LV, Solarte Toro JC, Serna Loaiza S, Chacón Perez Y, Cardona Alzate CA (2016) Agricultural waste management through energy producing biorefineries: the Colombian case. Waste Biomass Valoriz 7(4):789–798. https://doi.org/10.1007/s12649-016-9576-3
Delgado G, Darío Á, Kafarov V. (2011) Microalgae Based Biorefinery: Issues to Consider. A review.CT & F-Cienc. Tecnol. Futuro 4 (4):5–22. http://www.scielo.org.co/scielo.php?script=sci_arttext&pid=S0122-53832011000200001
EPA (2016) Chemical process simulation for waste reduction: WAR algorithm. https://www.epa.gov/chemical-research/waste-reduction-algorithm-chemical-process-simulation-waste-reduction
Falade KO, Okafor CA (2013) Physicochemical properties of five cocoyam (Colocasia Esculenta and Xanthosoma Sagittifolium) starches. Food Hydrocoll 30(1). Elsevier Ltd):173–181. https://doi.org/10.1016/j.foodhyd.2012.05.006
Food and Agriculture Organization of the United Nations (1998) Roots, tubers, plantains and bananas in human nutrition. FAO Corporate Document Repository, Rome
García CA, Betancourt R, Cardona CA (2015) Stand-alone and biorefinery pathways to produce hydrogen through gasification and dark fermentation using Pinus Patula. J Environ Manag Elsevier Ltd 203:695–703. https://doi.org/10.1016/j.jenvman.2016.04.001
Giacometti D, León J (1992) La Agricultura Amazónica Caribeña (Spanish). In: J. E. Hernández Bermejo and J. León (eds) Cultivos Marginados: Otra Perspectiva de 1492. Food and Agriculture Organization of the United Nations Documents: Rome. http://www.fao.org/docrep/018/t0646s/t0646s.pdf
Gómez M, LE Acero Duarte (2002) Guía Para El Cultivo Y Aprovechamiento Del Bore Alocasia Macrorrhiza (Linneo) Schott (Spanish). Convenio Andrés Bello. 43p. - il (Serie Ciencia y Tecnología; No. 101).
Grace MR (1997) Cassava Processing. FAO Plant Production and Protection Series No. 3. http://www.fao.org/docrep/x5032e/x5032E00.htm#Contents
Han JS, Rowell JS (1996) Chemical composition of fibers. In: Rowell RM, Young RA, Rowell JK (eds) Paper and Composites from Agro-Based Resources. CRC Press, New York
Hernández Escalante H, Prada JO, Lesmes HJZ, Ruiz MCC, and Ortega MD (2014) Atlas Del Potencial Energético de La Biomasa Residual En Colombia (Spanish). Vol. 1. Report. Unit of Mining-Energetic Planning of Colombiahttps://doi.org/10.1017/CBO9781107415324.004
Hernández-Carmona F, Morales-Matos Y, Lambis-Miranda H, Pasqualino J (2017) Starch extraction potential from plantain peel wastes. J Environ Chem Eng 5(5). Elsevier):4980–4985. https://doi.org/10.1016/j.jece.2017.09.034
Huang HJ, Shri R, Tschirner UW, Ramarao BV (2008) A review of separation technologies in current and future biorefineries. Sep Purif Technol 62(1):1–21. https://doi.org/10.1016/j.seppur.2007.12.011
ICIS (2017) ICIS Pricing. http://www.icis.com/chemicals/channel-info-chemicals-a-z/
Ilori M, Adebusoye S, Iawal AK, Awotiwon O (2007) Production of biogas from banana and plantain peels. Adv Envirom Biol 1(1):33–38
Itelima J, Onwuliri F, Onwuliri E, Onyimba I, Oforji S (2013) Bio-ethanol production from banana, plantain and pineapple peels by simultaneous saccharification and fermentation process. Int J Environ Sci Dev 4(2):213–216. https://doi.org/10.7763/IJESD.2013.V4.337
Jesse TW, Ezeji TC, Qureshi N, Blaschek HP (2002) Production of butanol from starch-based waste packing peanuts and agricultural waste. J Ind Microbiol Biotechnol 29(3):117–123. https://doi.org/10.1038/sj.jim.7000285
Jin Q, Zhang H, Yan L, Qu L, Huang W (2011) Kinetic characterization for hemicellulose hydrolysis of corn Stover in a dilute acid cycle spray flow through reactor at moderate conditions. Biomass Bioenergy 35(10):4158–4164
Kamm B, Kamm M, Gruber P, Kromus S (2010) Biorefinery systems—an overview. In: Birgit Kamm, Patrick R Gruber, and Michael Kamm(Eds) Biorefineries—industrial processes and products: status quo and future directions, 3–40. Wiley-VCH
Leksawasdi N, Joachimsthal EL, Rogers PL (2001) Mathematical modelling of ethanol production from glucose/xylose mixtures by recombinant Zymomonas Mobilis. Biotechnol Lett 23(13):1087–1093
Moncada J, El-Halwagi MM, Cardona CA (2013) Techno-economic analysis for a sugarcane biorefinery: Colombian case. Bioresour Technol 135. Elsevier Ltd:533–543. https://doi.org/10.1016/j.biortech.2012.08.137
Moncada J, Cardona CA, Rincón LE (2015) Design and analysis of a second and third generation biorefinery: the case of castorbean and microalgae. Bioresour Technol 198. Elsevier Ltd:836–843. https://doi.org/10.1016/j.biortech.2015.09.077
Morales-Rodriguez R, Gernaey KV, Meyer AS, Sin G (2011) A mathematical model for simultaneous saccharification and co-fermentation (SSCF) of C6 and C5 sugars. Chin J Chem Eng 19(2). Chemical Industry and Engineering Society of China (CIESC) and Chemical Industry Press (CIP)):185–191. https://doi.org/10.1016/S1004-9541(11)60152-3
Mussatto SI, Roberto IC (2004) Alternatives for detoxification of diluted-acid lignocellulosic Hydrolyzates for use in fermentative processes: a review. Bioresour Technol 93(1):1–10. https://doi.org/10.1016/j.biortech.2003.10.005
Mussatto SI, Moncada J, Roberto IC, Cardona CA (2013) Techno-economic analysis for Brewer’s spent grains use on a biorefinery concept: the Brazilian case. Bioresour Technol 148 . Elsevier Ltd:302–310
Naranjo JM, Cardona CA, Higuita JC (2014) Use of residual banana for polyhydroxybutyrate (PHB) production: case of study in an integrated biorefinery. Waste Manag 34(12). Elsevier Ltd):2634–2640. https://doi.org/10.1016/j.wasman.2014.09.007
Neu AK, Pleissner D, Mehlmann K, Schneider R, Puerta-Quintero GI, Venus J (2016) Fermentative utilization of coffee mucilage using bacillus Coagulans and investigation of down-stream processing of fermentation broth for optically pure L(+)-lactic acid production. Bioresour Technol 211. Elsevier Ltd:398–405. https://doi.org/10.1016/j.biortech.2016.03.122
Okpala LC, Egwu PN (2015) Utilisation of broken Rice and cocoyam flour blends in the production of biscuits. Niger Food J 33(1). Elsevier):8–11. https://doi.org/10.1016/j.nifoj.2015.04.010
Onwueme IC, Charles WB (1994) Tropical root and tuber crops: production, perspectives and future prospects. Food and Agriculture Organization of the United Nations, Rome
Owusu-Darko PG, Paterson A, Omenyo EL (2014) Cocoyam (corms and cormels)—an underexploited food and feed resource. J Agric Chem Environ 3(1):22–29. https://doi.org/10.4236/jacen.2014.31004
Raman JK, Gnansounou E (2015) Furfural production from empty fruit bunch—a biorefinery approach. Ind Crop Prod 69. Elsevier B.V.:371–377. https://doi.org/10.1016/j.indcrop.2015.02.063
Régnier C, Bocage B, Archimède H, Noblet J, Renaudeau D (2013) Digestive utilization of tropical foliages of cassava, sweet potatoes, wild cocoyam and Erythrina in creole growing pigs. Anim Feed Sci Technol 180(1–4). Elsevier B.V.):44–54. https://doi.org/10.1016/j.anifeedsci.2012.12.007
Revista Nueva Mineria y Energía (2013) NME, N.m.y.E. LyD Considers Risky the Proposal of an Energetic Development Based on Shale Gas. http://www.nuevamineria.com/revista/2013
Rivera R, Alejandra M (2012) Estudios de Las Características Fisiológicas de La Yuca (Spanish). Universidad Tecnológica De Pereira. http://recursosbiblioteca.utp.edu.co/tesisd/textoyanexos/633682R741.pdf
Romero-García JM, Niño L, Martínez-Patiño C, Álvarez C, Castro E, Negro MJ (2014) Biorefinery based on olive biomass. State of the art and future trends. Bioresour Technol 159:421–432. https://doi.org/10.1016/j.biortech.2014.03.062
Serna Loaiza S, Aroca G, Cardona CA (2017) Small-scale biorefineries: future and perspectives. In: Torres I (ed) Biorefineries: concepts, advancements and research. Nova Science Publishers, New York, pp 39–72
Shiraishi K, Lauzon RD, Yamazaki M, Sawayama S, Sugiyama N, Kawabata A (1995) Rheological properties of cocoyam starch paste and gel. Top Catal 9(2). Elsevier Ltd.):69–75. https://doi.org/10.1016/S0268-005X(09)80267-1
Sluiter A, B Hames, R Ruiz, C Scarlata, J Sluiter, and D Templeton. 2008a. Determination of ash in biomass laboratory analytical procedure (LAP) Issue Date: 7 / 17 / 2005 Determination of Ash in Biomass Laboratory Analytical Procedure (LAP), no. January
Sluiter A, R Ruiz, C Scarlata, J Sluiter, D Templeton (2008b) Determination of extractives in biomass laboratory analytical procedure (LAP) Issue Date: 7 / 17 / 2005 Determination of Extractives in Biomass Laboratory Analytical Procedure (LAP), no. January
Trivedi NS, Mandavgane SA, Kulkarni BD (2016) Mustard plant ash: a source of micronutrient and an adsorbent for removal of 2,4-dichlorophenoxyacetic acid. Environ Sci Pollut Res 23(20):20087–20099. https://doi.org/10.1007/s11356-016-6202-7
United States Environmental Protection Agency (2014) Chemical process simulation for waste reduction: WAR—WAR GUI V1.0.17
United States Potato Board (2014) Handbook of Potatoes Goodness. http://www.potatogoodness.com/Content/pdf/PPNHandbook_Final.pdf
Valcárcel-Yamani B, Rondán-Sanabria GG, Finardi-Filho F (2013) The physical, chemical and functional characterization of starches from Andean tubers: Oca (Oxalis Tuberosa Molina), Olluco (Ullucus Tuberosus Caldas) and Mashua (Tropaeolum Tuberosum Ruiz & Pavón). Braz J Pharm Sci 49(3):453–464. https://doi.org/10.1590/S1984-82502013000300007
Veiga JPS, Valle TL, Feltran JC, Bizzo WA (2016) Characterization and productivity of cassava waste and its use as an energy source. Renew Energy 93:691–699. https://doi.org/10.1016/j.renene.2016.02.078
Wei M, Zhu W, Xie G, Lestander TA, Xiong S (2015) Cassava stem wastes as potential feedstock for fuel ethanol production: a basic parameter study. Renew Energy 83:970–978. https://doi.org/10.1016/j.renene.2015.05.054
Wooley RJ, Putsche V (1996) Development of an ASPEN PLUS Physical Property Database for Biofuels Components. National Renewable Energy Laboratory. Denver
Young D, Cabezas H (1999) Designing sustainable processes with simulation: the waste reduction (WAR) algorithm. Comput Chem Eng 23(10):1477–1491. https://doi.org/10.1016/S0098-1354(99)00306-3
Zhang M, Xie L, Yin Z, Khanal SK, Zhou Q (2016) Biorefinery approach for cassava-based industrial wastes: current status and opportunities. Bioresour Technol 215. Elsevier Ltd:50–62. https://doi.org/10.1016/j.biortech.2016.04.026
Ziegel (2015) Photochemical oxidant formation (Photosmog: production of ground-level ozone). http://www.ziegel.at/gbc-ziegelhandbuch/eng/umwelt/wirkkatvoc.htm
Acknowledgements
The authors express their acknowledgments to the Universidad Nacional de Colombia at Manizales and the Instituto de Biotecnología y Agroindustria, the program “Jóvenes Investigadores” call No. 761 of Colciencias and the call ERANet LAC project SMIBIO “Modular Small-scale Biorefineries.”
Author information
Authors and Affiliations
Corresponding author
Additional information
Responsible editor: Philippe Garrigues
Rights and permissions
About this article

Cite this article
Serna-Loaiza, S., Martínez, A., Pisarenko, Y. et al. Integral use of plants and their residues: the case of cocoyam (Xanthosoma sagittifolium) conversion through biorefineries at small scale. Environ Sci Pollut Res 25, 35949–35959 (2018). https://doi.org/10.1007/s11356-018-2313-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-018-2313-7