
Abstract
Material transfer during scratching is a direct result of adhesion and abrasive processes. In this work, molecular dynamics simulations are performed to quantify the individual effect of adhesive strength and abrasion depth on material transfer during nanoscratching of Tungsten. It is found that while the influence of adhesion and abrasion is tightly coupled at small scratching depths, the coupling decreases by increasing the scratching depth. Furthermore, it is shown that there exists a critical adhesive strength as a function of scratching depth at which the material removal mechanism transitions from the atom-by-atom to the wear fragment removal. This study confirms that the contribution of the atom-by-atom removal mechanism is suppressed when ploughing dominates the process of material removal.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wear of tribological components accounts for costly material and energy loss ranging from the probe-based instrument for nanotribology to engineering systems [1,2,3]. Material transfer between two surfaces sliding against each other is a common phenomenon in most engineering components. For tribological systems, a fundamental understanding of the material transfer mechanism will help to reduce material waste and improve system performance. For example, wear particles, generated during cold rolling due to relative sliding between the roll and the sheet, would damage the surface quality [4]. The material transfer has also been observed at micro- and nanoscale systems [5]. The development of measurement tools, such as in situ atomic force microscope (AFM) [6, 3] and transmission electron microscopy [7], makes it possible to gain unprecedented insights into material transfer mechanisms at small scales. However, a clear understanding of when, how and to what extent material transfers between two sliding surfaces is missing.
Unravelling material transfer mechanisms needs a comprehensive understanding of contact at small scales, i.e. between surface asperities. Some researchers performed molecular dynamics simulations at single asperity level [8,9,10], where it is shown that the amount of material transferred changes abruptly by increasing the work of adhesion [11,12,13]. Yu et al, found the surface energy of a single asperity system, described by embedded-atom (EAM) potential, plays an important role in nanotribology behaviour [14]. Besides, the geometry of contact and the crystallographic orientation influence critically the amount of material transfer [15,16,17, 13]. It revealed that both adhesion and abrasion contribute to material transfer during the sliding, and their relative contribution is determined by the applied load and adhesive strength [18]. Recent AFM-based wear experiments help us have a better understanding of this phenomenon: under adhesive contacts, the harder asperity ploughing through the softer surface can result in that material transfers to the asperity from the surface, and contact geometries (e.g. attacking angle, penetration depth) of the asperity also influence the volume of transferred material [19, 20]. Recent experiments [21, 22] and simulations [23, 24] showed that in the presence of weak adhesion and shallow scratching depth, the material transfer occurs in the form of atom-by-atom removal, indicating an ultra-low wear regime. This observation further highlights the importance of studying material removal mechanisms and influencing material and geometrical factors.
Our recent adhesive wear simulations showed three disparate adhesive wear mechanisms (i.e. atom-by-atom removal, cleavage fracture and plasticity followed by ductile fracture) during sliding between an asperity and a flat substrate [25,26,27,28]. In this study, we perform systematic large-scale MD simulations to study the contribution of adhesive and abrasive forces in the process of material transfer from a flat substrate to a rigid indenter during scratching. Tungsten is selected as a model material since it has been widely used for coating applications due to its favourable mechanical and tribological properties [29, 30]. The goal of this research is to investigate mechanisms of material transfer during scratching as a function of adhesion strength and scratching depth.
2 Method
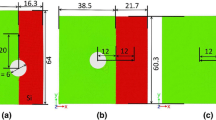
To study the contribution of adhesion and abrasion on material transfer, we use MD simulation based on the open-source code LAMMPS [31] to model the scratching process of a rigid indenter against a deformable flat substrate made of Tungsten (W). The model consists of a single asperity and a body-centred-cubic W (1 0 0) surface as shown in Fig. 1. The dimensions of the W substrate are 127 \(\times\) 10 \(\times\) 32 nm in the x-, y- and z-directions, respectively. Non-periodic boundary conditions are used in the x- and y- directions and periodic boundary condition is used in the z-direction. The atoms in the bottom layer of the substrate with 6 \(\mathring{A}\) are fixed. The interatomic interactions within indenter and substrate are described by the embedded-atom method [32] with parameters reported in ref [33]. The Morse potential [34] is used to mimic mechanistically the adhesion between indenter and substrate atoms:
where \(D_0\) is the depth of the potential well and equals to 0,9906 eV for Tungsten [35], \(r_0\) is the equilibrium bond distance, and \(\alpha\) controls the width of the potential; the \(r_c\) is the cutoff radius and controls the interaction length scale. The pre-factor \(\lambda\), which varies between 0 and 1, is introduced to control the strength of adhesion between the indenter and substrate. \(\lambda = 0\) and \(\lambda = 1\) represent two extreme cases of frictionless and full adhesive scratching (i.e. cold welding), respectively. While this potential doesn’t simulate realistic chemical interactions at the interface, it takes into account the degree of adhesion between the indentor and the substrate.

The schematic of the molecular dynamics scratching simulation setup, used in this study. The yellow atoms represent a rigid indenter, and the blue atoms show the substrate made of W. The red atoms show the fixed boundary layer) (Color figure online)
By keeping the geometry and bulk material properties constant, we perform systematic MD simulations with different \(\lambda\) and scratching depths (h = 0, 5, 10, 15, 20 \(\mathring{A}\)) to distinguish the contribution of adhesive and abrasive wear in material transfer. The indenter indents beneath the surface of the substrate with a constant depth and then scratches at a constant velocity \(v = 1.0 \mathring{A}\)/ps along the x-direction. The time step for velocity-Verlet integration is set as 0.005 ps. Before scratching, the system is allowed to relax in a microcanonical (NVE) ensemble with a Langevin thermostat [36, 27] (with target temperature set at 300K and damping parameter equal to 0.05 fs) applied at the bottom layer of the substrate.
Most previous studies used a simulation setup where an indenter scratches a central location on the substrate surface away from the edges. While the degree of wear can be characterized by analysing the scratch profile, it is not straightforward to quantify the material transfer between the indenter and substrate. Here, we use a different simulation setup, where the indentor scratches the surface and exits from one end, allowing us to quantify precisely the degree and mechanism of material transfer. We use two approaches to quantify the degree of damage and wear. Firstly, we identify the damaged volume by counting the number of atoms where the shear component of the deformation gradient in the XY-plane is bigger than 0.3 [37, 27]. In the second approach, the number of atoms transferred from the substrate to the indenter at the end of scratching is computed and considered as the detached volume. The analysis and visualization of simulating results are conducted via OVITO software [38]. The movie of two of our simulations illustrating the process of scratching with/without material transfer is available as supplementary movies.
3 Results and Discussion
3.1 Adhesion Effect on the Extent of Surface Damage and Material Removal

The evolution of material removal and subsurface damage as a function of adhesive strength at the scratching depth of a, b 0 \(\mathring{A}\), c, d 5 \(\mathring{A}\), e, f 20 \(\mathring{A}\). b, d and f provide the simulation snapshots at the end of the scratching test. The colour of atoms illustrates the shear component of the deformation gradient in the XY-plane with the minimum of 0 (blue) and maximum of 0.3 (red). Two wear regimes can be distinguished: I. atom-by-atom removal regime where the detachment is discrete and in the form of thermally activated atomic rearrangement, II. fragments removal regime, where wear occurs in the form of exchanging bulk material fragments between the contacting bodies. And the fragments removal regime includes two stages: one is that detached atoms and damaged atoms increase with the increase of the adhesion; another stage is that the detachment volume saturates, i.e. no increase in the detachment volume by increasing the adhesion strength
During sliding, interatomic bonds between substrate atoms break due to adhesive and abrasive forces, while new bonds form between the detached atoms and the indenter [18]. In the present work, it is assumed that the interaction between the indenter and substrate is fully governed by adhesion when the indenter slides over the surface without indenting. Based on this assumption, we study the influence of adhesion in the absence of abrasion by controlling the adhesive strength between the indenter and the substrate. Material transfer during this process was observed in previous experimental researches [39, 7].
Fig. 2(a) shows the rate of material exchange as a function of adhesive strength at zero scratching depth. Two stages of material transfer can be observed as a function of the adhesive strength: I, atom-by-atom removal regime (\(\lambda \in (0, 0.3)\)) and II, fragments removal regime (\(\lambda > 0.3\)). In the atom-by-atom removal regime, the detachment is discrete and in the form of thermally activated atomic rearrangement, which occurs at the contact between the indenter and the substrate [40]. As a result, superficial surface damage occurs in the absence of dislocation plasticity (shown in Fig. 3a). In the fragments removal regime (\(\lambda > 0.3\)), where wear occurs in the form of exchanging bulk material fragments between the contacting surfaces, the interfacial adhesion is strong enough to cause subsurface dislocation plasticity (shown in Fig. 3(b)) and eventual material transfer. A similar mechanism has been observed experimentally in situ AFM experiments [41, 42], confirming a direct relationship between the material transfer mechanisms and the materials' surface energy [18, 7, 14]. These results suggest the existence of a critical adhesive strength (\(\lambda _{critical}\)) above which the bulk material transfer can occur.

Cross-sections of scratching simulations at 0 \(\mathring{A}\) scratching depth and sliding distance of 1000 \(\mathring{A}\) under different adhesion strengths (a) \(\lambda = 0.2\); (b) \(\lambda = 0.5\); (c) \(\lambda = 1.0\). The snapshots illustrate the degree of subsurface damage and dislocation activity underneath contact
As the adhesion increases, the degree of subsurface damage and the amount of material ploughed by the indenter increase continuously (Fig. 2(b)). As a result, the number of subsurface atoms transferred to the indenter increases substantially with the adhesive strength. This increase continues until the contribution of adhesive forces saturates, indicating a full adhesive contact (i.e. cold welding ). A similar transition in the mechanism of material removal has been reported for different materials in previous experiments [4, 43].
The transition from atom-by-atom removal to fragment detachment with increasing adhesive strength is also observed during scratching, as shown in Fig. 2(c) and 2(e). Fig. 2(d) and 2(f) illustrates the change of material transfer mechanisms as a function of adhesive strength. It can be seen that the larger the scratching depth, the smaller is the critical adhesive strength, at which the transition in material removal mechanism occurs. In other words, when the scratching depth increases, a weaker adhesion causes the detachment of material fragments. The reason is that when the adhesive strength is weak, bonds broken due to abrasion is the dominant mechanism of material removal from the substrate, so the wear mechanism is mainly ploughing without material transfer. When the adhesive forces are strong enough, the interfacial atomic bonds between the indenter and the substrate overcome the damaged subsurface atomic bonds, transferring a material lump from the substrate to the indenter.
3.2 Scratching Depth Effect on the Extent of Surface Damage and Material Removal
In order to study the contribution of abrasive forces on the extent of material removal and subsurface damage, we conducted another set of simulations varying the scratching depth at a constant adhesive strength.

The evolution of material removal (a) and subsurface damage (b) as a function of scratching depth under different adhesion strength (\(\lambda\)). (c) shows the final snapshot of our simulations illustrating the degree of subsurface damage and material detachment. The colour of atoms illustrates the shear component of the deformation gradient in the XY-plane with the minimum of 0 (blue) and maximum of 0.3 (red). The movie of two of our simulations (with \(h = 15 \mathring{A}\)) illustrating the process of scratching with (\(\lambda = 0.20\)) and without (\(\lambda = 0.25\)) material transfer is available as supplementary movies (Color figure online)
It is shown [44] that the scratching depth plays a central role in the degree of subsurface damage as well as material transfer mechanisms. Fig. 4(a) shows that the rate of increase in the material transfer as a function of scratching depth increases with the adhesion strength, i.e. the stronger is the adhesion, the higher is the material removal rate as a function of the scratching depth. When the scratching depth is zero, the material transfer occurs when the adhesive strength reaches 0.35. With the increase of scratching depth, the critical adhesive strength gradually decreases (Fig. 4(c)). It is also observed that when the adhesive strength is weak (e.g. \(\lambda = 0.05\)), the variation of scratching depth makes a negligible influence on the detachment. Under this condition, the deeper the asperity indents on the substrate, the more atoms will be pushed away from the substrate without attaching to the indenter [23, 45]. When the adhesive is strong enough (e.g. \(\lambda = 1.00\)), the material transfers, even at zero scratching depth [46, 47], and the magnitude increases by the increase of scratching depth.
A correlation between the damaged volume and the scratching depth is shown in Fig. 4(b). In contrary to the material removal rate, it can be seen that the volume of subsurface damage increases almost linearly with the scratching depth, while it is insensitive to the adhesion strength. In other words, the scratching depth is the main factor dictating the degree of subsurface damage. Fig. 4(c) presents the snapshot of simulations, illustrating the effect of adhesion and scratching depth on the material removal and the state of damage. It can be observed that the ploughing effect grows significantly with the increase of scratching depth, in agreement with experimental observations by Sun [48], while the increase of adhesive strength also enhances the ploughing effect under small scratching depth.
3.3 Couple Effect of Adhesion and Abrasion on Material Wear
As shown by our simulation, the extent of surface damage and material removal is a function of both adhesion strength and scratching depth. Fig. 5(a) provides a 3D map showing the degree of material transfer as a function of adhesive strength and scratching depth. It can be seen that the transition in material removal mechanisms is gradual at a small scratching depth. On contrary, the transition in the material removal mechanism becomes more abrupt and noticeable at larger scratching depth. It can be also seen that beyond the critical adhesion, the influence of adhesive strength becomes negligible, while the number of detached atoms is nearly proportional to the scratching depth.

3D wear maps showing the degree of material removal (a) and subsurface damage (b) as a function of adhesive strength and scratching depth. (b) distinguishes also the contribution of adhesive and abrasive forces on the degree of subsurface damage
Figure 5b compares the contribution of adhesive and abrasive mechanisms on the degree of subsurface damage. In our simulations, we found that the larger is the scratching depth, the smaller is the contribution of adhesion strength. In other words, in the low adhesion and depth regime, there is a strong coupling between adhesive and abrasive components, but by increasing the depth, the coupling gets weaker and the effect of adhesion becomes small. Without concerning the geometry of the indenter, we try to decouple the abrasive and adhesive contribution on the damaged volume during the scratching of the rigid indenter against the Tungsten substrate. Since the abrasion is the main mechanism of damage in the absence of adhesion, the damaged volume at zero adhesive strength is regarded as the abrasive contribution at each scratching depth. Accordingly, any additional damaged volume in the presence of adhesion is considered as the contribution of adhesive forces. It can be seen that the adhesive contribution dominates the damaged volume at the small scratching depth, while abrasive contribution dictates the degree of damage at large scratching depths. Differently, the coefficient of friction during scratching is a function of the adhesive strength, but independent on the scratching depth.

Material transfer mechanisms prediction at atomic level. Black points indicate the critical adhesive strength distinguishing the atom-by-atom removal regime and fragments removal regime. Red symbols represents that the fragments removal occurs in existing researches, and blue symbols mean that the atom-by-atom removal is observed in these researches (Color figure online)
Figure 6 presents a material removal mechanism (i.e. atom-by-atom removal versus the fragment removal) map by compiling our simulation results and relevant data from previous numerical and experimental studies in a normalized way. The figure distinguishes the material removal mechanism as a function of scratching depth and the adhesive strength ratio (i.e. the ratio between the interfacial energy and the substrate cohesive energy) for a wide range of materials. To obtain the adhesive strength ratio in these simulations [44, 23, 45], the ratio of the potential well depth (\(D_{Cu-C}/D_{Cu-Cu}\)) is considered while the scratching depth is calculated by Hertz theory [49]. In experimental work [21, 22], as well as some simulations [50,51,52], we estimate this ratio as the cohesive energy between tip atoms and substrate atoms to the cohesive energy of the substrate atoms (e.g. \(E_{C-Si}/E_{Si} = 0.435eV/4.30eV =0.1\) for diamond-silicon system, \(\sqrt{E_{C-Si}*E_{C-C}}/E_{SiC} = 0.23\) for diamond-silicon carbide system [53, 43, 54]). In these simulating and experimental researches, It is observed that material transfers by the atom-by-atom removal (blue symbols) and the fragment removal (red symbols). Black points, obtained from our simulations, present the threshold of two material transfer mechanisms. The critical adhesive strength as a function of the scratching depth generally exists and is independent on the material properties.
Figure 6 further confirms that the critical adhesive strength, which controls the material removal mechanism, is not a pure material property, and rather a system property which is a function of scratching depth as well [55, 56, 23, 57].
4 Conclusion
In summary, large-scale MD simulations are performed to investigate the effect of adhesive strength and scratching depth on material transfer and damaged volume during scratching. Our results show that there exists a critical adhesive strength at which the mechanism of material removal transitions from the atom-by-atom removal to the wear fragment removal. It is shown that this critical adhesive strength is a function of scratching depth. At small scratching depth, the transition is gradual and the adhesive strength dominantly controls the degree of material removal and subsurface damage. On contrary, the transition becomes more abrupt by increasing the scratching depth where the material removal and the degree of damage are dominated by abrasive wear. Comparing our simulation results with previous experimental and simulating researches, the critical adhesion strength can be used to predict material transfer mechanisms. Further studies should quantify the influence of individual geometrical and material parameters on the critical adhesive strength.
References
Affatato, S.: Wear of Orthopaedic Implants and Artificial Joints. Elsevier, Amsterdam (2012)
Holmberg, K., Andersson, P., Erdemir, A.: Global energy consumption due to friction in passenger cars. Tribol. Int. 47, 221–234 (2012)
Szlufarska, I., Chandross, M., Carpick, R.W.: Recent advances in single-asperity nanotribology. J. Phys. D 41, 123001 (2008). https://doi.org/10.1088/0022-3727/41/12/123001
Mekicha, M., de Rooij, M., Mishra, T., Matthews, D., Jacobs, L., Schipper, D.: Study of wear particles formation at single asperity contact: an experimental and numerical approach. Wear 470–471, 203644 (2021). https://doi.org/10.1016/j.wear.2021.203644
Carlson, A., Bowen, A.M., Huang, Y., Nuzzo, R.G., Rogers, J.A.: Transfer printing techniques for materials assembly and micro/nanodevice fabrication. Adv. Mater. 24, 5284–5318 (2012)
Gotsmann, B., Lantz, M.A.: Atomistic wear in a single asperity sliding contact. Phys. Rev. Lett. 101, 125501 (2008). https://doi.org/10.1103/PhysRevLett.101.125501
Jacobs, T.D., Gotsmann, B., Lantz, M.A., Carpick, R.W.: On the application of transition state theory to atomic-scale wear. Tribol. Lett. 39, 257–271 (2010). https://doi.org/10.1007/s11249-010-9635-z
Aghababaei, R.: Effect of adhesion on material removal during adhesive wear. Phys. Rev. Mater. 3, 063604 (2019). https://doi.org/10.1103/PhysRevMaterials.3.063604
Junge, T., Molinari, J.F.: Plastic activity in nanoscratch molecular dynamics simulations of pure aluminium. Int. J. Plasticity 53, 90–106 (2014)
Milanese, E., Brink, T., Aghababaei, R., Molinari, JFmc: Role of interfacial adhesion on minimum wear particle size and roughness evolution. Phys. Rev. E 102, 043001 (2020). https://doi.org/10.1103/PhysRevE.102.043001
Frérot, L., Anciaux, G., Molinari, J.F.: Crack nucleation in the adhesive wear of an elastic-plastic half-space. J. Mech. Phys. Solids 145, 104100 (2020)
Pham-Ba, S., Brink, T., Molinari, J.F.: Adhesive wear and interaction of tangentially loaded micro-contacts. Int. J. Solids Struct. 188–189, 261–268 (2020). https://doi.org/10.1016/j.ijsolstr.2019.10.023
Yang, F., Carpick, R.W., Srolovitz, D.J.: Mechanisms of contact, adhesion, and failure of metallic nanoasperities in the presence of adsorbates: toward conductive contact design. ACS Nano 11, 490–500 (2017). https://doi.org/10.1021/acsnano.6b06473
Yu, D., Wang, J., Ma, M., Meng, Y.: Effect of surface energy on shearing of metal asperities contact at the nanoscale. J. Phys. Chem. C 124, 27436–27441 (2020). https://doi.org/10.1021/acs.jpcc.0c06371
Aghababaei, R., Brink, T., Molinari, JFmc: Asperity-level origins of transition from mild to severe wear. Phys. Rev. Lett. 120, 186105 (2018). https://doi.org/10.1103/PhysRevLett.120.186105
Aghababaei, R., Warner, D.H., Molinari, J.F.: On the debris-level origins of adhesive wear. Proceedings of the National Academy of Sciences 114, 7935–7940 (2017a). URL: https://www.pnas.org/content/114/30/7935. https://doi.org/10.1073/pnas.1700904114, arXiv:https://www.pnas.org/content/114/30/7935.full.pdf
Song, J., Srolovitz, D.J.: Mechanism for material transfer in asperity contact. J. Appl. Phys. 104, 124312 (2008). https://doi.org/10.1063/1.3043582
Hu, X., Sundararajan, S., Martini, A.: The effects of adhesive strength and load on material transfer in nanoscale wear. Comput. Mater. Sci. 95, 464–469 (2014)
de Rooij, M., van der Linde, G., Schipper, D.: Modelling material transfer on a single asperity scale. Wear 307, 198–208 (2013)
Liao, Y., Marks, L.: In situ single asperity wear at the nanometre scale. Int. Mater. Rev. 62, 99–115 (2017). https://doi.org/10.1080/09506608.2016.1213942
Lin, L.Y., Kim, D.E., Kim, W.K., Jun, S.C.: Friction and wear characteristics of multi-layer graphene films investigated by atomic force microscopy. Surf. Coat. Technol. 205, 4864–4869 (2011)
Vasić, B., Matković, A., Ralević, U., Belić, M., Gajić, R.: Nanoscale wear of graphene and wear protection by graphene. Carbon 120, 137–144 (2017)
Xie, W., Fang, F.: Cutting-based single atomic layer removal mechanism of monocrystalline copper: edge radius effect. Nanoscale Res. Lett. 14, 1–18 (2019)
Zhu, P., Fang, F.: Study of the minimum depth of material removal in nanoscale mechanical machining of single crystalline copper. Comput. Mater. Sci. 118, 192–202 (2016). https://doi.org/10.1016/j.commatsci.2016.03.023
Aghababaei, R., Warner, D.H., Molinari, J.F.: On the debris-level origins of adhesive wear. Proc. Natl. Acad. ScI. U.S.A. 114, 7935–7940 (2017)
Aghababaei, R., Zhao, K.: Micromechanics of material detachment during adhesive wear: A numerical assessment of archard’s wear model. Wear 476, 203739 (2021). URL: https://www.sciencedirect.com/science/article/pii/S0043164821001289, https://doi.org/10.1016/j.wear.2021.203739. 23rd International Conference on Wear of Materials
Zhao, K., Aghababaei, R.: Adhesive wear law at the single asperity level. J. Mech. Phys. Solids 143, 104069 (2020). https://doi.org/10.1016/j.jmps.2020.104069
Zhao, K., Aghababaei, R.: Interfacial plasticity controls material removal rate during adhesive sliding contact. Phys. Rev. Mater. 4, 103605 (2020). https://doi.org/10.1103/PhysRevMaterials.4.103605
Ren, C., Fang, Z., Koopman, M., Butler, B., Paramore, J., Middlemas, S.: Methods for improving ductility of tungsten—a review. Int. J. Refract. Met. Hard Mater. 75, 170–183 (2018). https://doi.org/10.1016/j.ijrmhm.2018.04.012
Stoyanov, P., Romero, P.A., Järvi, T.T., Pastewka, L., Scherge, M., Stemmer, P., Fischer, A., Dienwiebel, M., Moseler, M.: Experimental and numerical atomistic investigation of the third body formation process in dry tungsten/tungsten-carbide tribo couples. Tribol. Lett. 50, 67–80 (2013). https://doi.org/10.1007/s11249-012-0085-7
Plimpton, S.: Fast parallel algorithms for short-range molecular dynamics. J. Comput. Phys. 117, 1–19 (1995). https://doi.org/10.1006/jcph.1995.1039
Daw, M.S., Baskes, M.I.: Embedded-atom method: Derivation and application to impurities, surfaces, and other defects in metals. Phys. Rev. B 29, 6443–6453 (1984). https://doi.org/10.1103/PhysRevB.29.6443
Marinica, M.C., Ventelon, L., Gilbert, M.R., Proville, L., Dudarev, S.L., Marian, J., Bencteux, G., Willaime, F.: Interatomic potentials for modelling radiation defects and dislocations in tungsten. J. Phys. (2013). https://doi.org/10.1088/0953-8984/25/39/395502
Morse, P.M.: Diatomic molecules according to the wave mechanics. ii. vibrational levels. Phys. Rev. 34, 57–64 (1929). https://doi.org/10.1103/PhysRev.34.57
Girifalco, L.A., Weizer, V.G.: Application of the morse potential function to cubic metals. Phys. Rev. 114, 687–690 (1959). https://doi.org/10.1103/PhysRev.114.687
Schneider, T., Stoll, E.: Molecular-dynamics study of a three-dimensional one-component model for distortive phase transitions. Phys. Rev. B 17, 1302–1322 (1978). https://doi.org/10.1103/PhysRevB.17.1302
Falk, M., Langer, J.: Dynamics of viscoplastic deformation in amorphous solids. Phys. Rev. E 57, 7192–7205 (1998)
Stukowski, A.: Visualization and analysis of atomistic simulation data with OVITO-the open visualization tool. Model. Simul. Mater. Sci. Eng. 18, 015012 (2009). https://doi.org/10.1088/0965-0393/18/1/015012
Jacobs, T.D., Carpick, R.W.: Nanoscale wear as a stress-assisted chemical reaction. Nat. Nanotechnol. 8, 108–112 (2013)
de La Figuera, J., Pohl, K., de La Fuente, O.R., Schmid, A., Bartelt, N., Carter, C., Hwang, R.: Direct observation of misfit dislocation glide on surfaces. Phys. Rev. Lett. 86, 3819 (2001)
Anantheshwara, K., Selvan, K.A., Mishra, R.K., Bobji, M.: In situ transmission electron microscopy study of deformation of an aluminum alloy tribolayer. Scr. Mater. 60, 623–626 (2009)
Liao, Y., Hoffman, E., Marks, L.D.: Nanoscale abrasive wear of cocrmo in in situ tem sliding. Tribol. Lett. 57, 1–6 (2015)
Shimizu, J., Eda, H., Zhou, L., Okabe, H.: Molecular dynamics simulation of adhesion effect on material removal and tool wear in diamond grinding of silicon wafer. Tribology 3, 248–253 (2008)
Liang, Y.C., Chen, J.X., Chen, M.J., Tang, Yl., Bai, Q.S.: Integrated md simulation of scratching and shearing of 3d nanostructure. Comput. Mater. Sci. 43, 1130–1140 (2008)
Zhu, P., Fang, F.: Study of the minimum depth of material removal in nanoscale mechanical machining of single crystalline copper. Comput. Mater. Sci. 118, 192–202 (2016)
Lockwood, A., Anantheshwara, K., Bobji, M., Inkson, B.: Friction-formed liquid droplets. Nanotechnology 22, 105703 (2011)
Merkle, A.P., Marks, L.D.: Liquid-like tribology of gold studied by in situ tem. Wear 265, 1864–1869 (2008)
Sun, H., Irwan, R., Huang, H., Stachowiak, G.: Surface characteristics and removal mechanism of cemented tungsten carbides in nanoscratching. Wear 268, 1400–1408 (2010)
Johnson, K.L.: One hundred years of hertz contact. Proc. Inst. Mech. Eng. 196, 363–378 (1982)
Huang, Y., Wang, M., Li, J., Zhu, F.: Removal behavior of micropipe in 4h-sic during micromachining. J. Manuf. Process. 68, 888–897 (2021)
Luo, Q., Lu, J., Tian, Z., Jiang, F.: Controllable material removal behavior of 6h-sic wafer in nanoscale polishing. Appl. Surf. Sci. (2021). https://doi.org/10.1016/j.apsusc.2021.150219
Luo, X., Goel, S., Reuben, R.L.: A quantitative assessment of nanometric machinability of major polytypes of single crystal silicon carbide. J. Eur. Ceram. Soc. 32, 3423–3434 (2012)
Jian, W., Kaiming, Z., Xide, X.: Pair potentials for cc, si-si and si-c from inversion of the cohesive energy. J. Phys. 6, 989 (1994)
Tersoff, J.: New empirical model for the structural properties of silicon. Phys. Rev. Lett. 56, 632 (1986)
Huang, W., Yan, J.: Deformation behaviour of soft-brittle polycrystalline materials determined by nanoscratching with a sharp indenter. Precis. Eng. 72, 717–729 (2021)
Liu, B., Xu, Z., Chen, C., Li, R., Gao, X., Liang, L.: Numerical and experimental investigation on ductile deformation and subsurface defects of monocrystalline silicon during nano-scratching. Appl. Surf. Sci. 528, 147034 (2020)
Yamamoto, K., Sato, K., Sasano, J., Nagai, M., Shibata, T.: Localized etching of silicon in water using a catalytically active platinum-coated atomic force microscopy probe. Precision Eng. 50, 344–353 (2017)
Acknowledgements
The authors would like to thank the China Scholarship Council (CSC) for the financial support. R.A. acknowledges Prof. Meng Yonggang for a helpful discussion.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Electronic supplementary material 1 (MP4 8270 kb)
Electronic supplementary material 2 (MP4 8867 kb)
Rights and permissions
About this article

Cite this article
Ma, L., Aghababaei, R. On the Effect of Adhesive Strength and Scratching Depth on Material Transfer During Nanoscale Scratching. Tribol Lett 70, 26 (2022). https://doi.org/10.1007/s11249-021-01558-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-021-01558-z