
Abstract
With the introduction of modern low-weight high-strength materials, tools and dies in hot metal forming are exposed to increasingly demanding contact conditions. This requires use of surface engineering techniques and proper balance between core hardness and fracture toughness. However, it is not very straight forward which combination to use in terms of wear resistance. The aim of this work was to investigate the effect of Si content on properties of AISI H11-type hot work tool steel in relation to austenitizing and tempering temperature. Work was focused on the core fracture toughness and fracture toughness versus hardness ratio and how they affect galling and wear resistance of plasma nitrided hot work tool steel. In the case of high Si content, increased austenitizing temperature results in high core hardness but considerable drop in fracture toughness and wear resistance. However, for low Si content, increased core hardness is accompanied with improved fracture toughness and greatly improved wear resistance. Galling resistance on the other hand is more or less independent of the substrate properties and mainly depends on surface conditions and plasma nitriding process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In hot metal forming, tools and dies are exposed to complex contact conditions, which may include high temperatures and contact pressures, impact loading, and abrasive flow of work material. Type of die wear and failure mode depend on the tool material type and composition, heat treatment, die design and manufacturing, forging conditions, and forging stock properties [1, 2]. However, the biggest impact comes from the tool material and its microstructure, with the most important properties being hardness and toughness. Toughness and ductility control crack initiation and propagation, while high hardness provides wear and galling resistance [3–5]. Through heat treatment, diverse hardness, fracture toughness, and wear resistance can be obtained, where trade-off between high fracture toughness and superior wear resistance is required [6, 7].
Response of tool steel on heat treatment, i.e., austenitizing and tempering temperature, in terms of fracture toughness and hardness greatly depends on the steel composition and alloying elements content. The most well-known way of improving tool steel properties is the modification of the concentration of alloying elements directly involved in the precipitation of secondary carbides, which shifts the secondary hardening peak toward higher temperatures [8]. These alloying elements can be divided into two different categories depending on their effect on precipitation: (a) carbide-forming elements such as Mo, V, W, and Nb and (b) elements only modifying the tempering kinetics such as Co and Si [9]. As shown by Mesquita et al. [10–12], very important alloying element is silicon. Many years ago, Si became known as an important alloying element for its ability to retard the formation of cementite during tempering and thus to increase the tempering resistance of low alloy steels [13]. In high alloy tool steels, Si can exert the same effect on cementite formation during the early tempering stages, leading to significant changes in the nature and distribution of the final secondary alloy carbides after high-temperature tempering of hot work tool steels [11, 12]. Reduction in Si content has been reported to facilitate early formation of fine cementite particles and much more uniform distribution of alloy carbides consequently resulting in increased toughness of H11-type hot work tool steels [14].
In recent years, there is ever-increasing need to use light-weight high-strength materials, which are more and more difficult to form, consequently requiring high-strength high-hardness tool materials [15, 16]. In this case, tools with high fracture toughness versus hardness ratio are more resistant to shock loadings as well as to the propagation of fatigue cracks, while still providing high level of wear resistance. One way of improving tool wear resistance while maintaining high toughness is by combining heat treatment with different thermochemical processes [17]. Vacuum heat treatment parameters, including austenitizing and tempering temperature, define microstructure, either with increased fracture toughness and better fatigue resistance or higher hardness and superior wear resistance [3, 18]. Plasma nitriding, on the other hand, provides increased hardness of the surface with better wear resistance and reduced tendency to pick-up work material [19, 20]. However, it remains to be determined how core fracture toughness and fracture toughness versus hardness ratio affect wear and galling resistance of plasma nitrided surface.
The aim of this investigation was to determine the effect of Si content on properties of AISI H11-type hot work tool steel and to improve hot work tool steel galling and wear properties through optimized combination of vacuum heat treatment and plasma nitriding. Work was focused on the core fracture toughness and fracture toughness versus hardness ratio and how they affect galling and wear resistance of tool steel after plasma nitriding.
2 Experimental
2.1 Material and Heat Treatment
Materials used in the current work were commercial AISI H11-type hot work tool steels, produced through electro-slag remelting technology. Two batches were used, having different chemical composition, namely in terms of Si content (Table 1): one with high and one with low Si content. Materials were delivered in the shape of rods ϕ20 × 125 mm, cut from forged and soft annealed master blocks in the short transverse direction.
Test specimens, machined from the delivered rods, were heat-treated in a horizontal vacuum furnace. The specimens were heated at 10 °C/min to the austenitizing temperature, soaked for 20 min, and then quenched in nitrogen gas at a pressure of 1.05 bar with an average quenching speed of ~3 °C/s (λ 800–500 °C = 0.93) to a temperature of 80 °C. Quenching was immediately followed by double 2-h tempering, performed in the same furnace. For each batch, two austenitizing temperatures of 1000 and 1030 °C were used and tempering temperature varied in the range of 560–630 °C. After quenching and tempering, wear specimens were surface-polished to an average surface roughness value of ~ 0.1 μm and plasma nitrided in a Metaplas Ionon HZIW 600/1000 reactor. Plasma nitriding was performed for 20 h in conventional 25 vol% N2:75 vol% H2 gas mixture, at temperature of 540 °C and total pressure of 3.3 hPa.
2.2 Fracture Toughness and Hardness
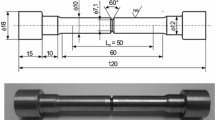
Due to the high notch sensitivity of hard metallic materials, such as tool steels, circumferentially notched and fatigue-precracked tensile bar specimens (CNPTB; Fig. 1) were used to measure fracture toughness. In the case of CNPTB test specimens, fatigue precrack is created before the final heat treatment, and fracture toughness is calculated based on the measured load at fracture and diameter of the brittle fractured area. Details are given in Ref. [21, 22]. For each batch and each vacuum heat treatment condition (austenitizing and tempering temperature), up to 16 CNPTB test specimens were used. On each specimen, also Rockwell-C core hardness was measured circumferentially, using Willson-Rockwell B2000 machine. Based on the measured fracture toughness and hardness values, K Ic/HRc tempering diagrams for low and high Si content were designed.

Circumferentially notched and fatigue-precracked tensile bar (CNPTB) test specimen; dimensions in mm
Surface hardness and hardness depth profile after plasma nitriding were measured using Vickers microhardness method, performed on the metallographic cross-sectional specimens at a load of 50 g (HV0.05).
2.3 Wear Properties
Wear rates for the investigated hot work tool steels (batch A and B) subjected to different vacuum heat treatment conditions and plasma nitriding were determined under reciprocating sliding conditions using ball-on-disk contact (Fig. 2a). Alumina ball (ϕ10 mm) was used as an oscillating counter body, thus concentrating all the wear on the hot work tool steel disk (ϕ20 × 8 mm). Dry sliding wear tests were performed at room and typical die working temperature of 150 °C, average sliding speed of 0.025 m/s (frequency of 5 Hz and amplitude of 2.5 mm), and load of 10 N, corresponding to the initial Hertzian contact pressure of 1.3 GPa. All wear tests were run for the total sliding distance of 30 m, and wear rate was calculated as the steel disk wear volume divided by load and sliding distance. Three-dimensional topography analysis was used to measure disk wear volume.

a Reciprocating sliding wear and b load-scanning test configuration
Galling resistance was examined under progressively loading dry sliding conditions, using load-scanning test rig [23] shown in Fig. 2b. Load-scanner test configuration consists of two crossed cylinders (ϕ10 × 100 mm) which are forced to slide against each other at gradually increasing normal load. In this way, each point along the contact path of both cylinders corresponds to a unique load and displays unique loading history after test completion, not being influenced by previous loads [23]. Due to considerable effect of surface roughness on galling resistance [24], all hot work tool steel specimens were repolished after plasma nitriding to an average surface roughness of 0.1 µm. In galling tests, nitrided hot work tool steel cylinders were tested against tempered 36MnVS4 steel (300 HV, R a ≈ 0.2 μm), representing work material. Tests were performed at elevated temperature of 500 °C, sliding speed of 0.01 m/s, and normal load in the range from 100 to 700 N. Anti-galling properties and resistance to material transfer were evaluated by monitoring coefficient of friction as a function of load and by microscopic examination of the tool steel cylinder wear track. Two critical loads were defined, Lc1 for 36MnVS4 steel galling initiation and Lc2 for transfer layer build-up, as presented in Fig. 3.

a Galling initiation (LC1) and b transfer layer build-up (LC2); arrows indicate direction of sliding
Prior and after wear and galling tests, all specimens were ultrasonically cleaned in ethanol and dried in air.
3 Results and Discussion
3.1 Microstructure
Core microstructure of AISI H11 hot work tool steel with high and low Si content, subjected to vacuum heat treatment under different combinations of austenitizing and tempering temperature, is shown in Fig. 4. In the case of low Si content (batch B), microstructure of quenched and tempered AISI H11 hot work tool steel consisted of fine needles like tempered martensite with uniform distribution of small secondary carbides and undissolved primary carbides of M6C type [3], as confirmed by electron backscattered diffraction (EBSD). Microstructure shows no retained austenite or bainite but distinctive thin lamellar precipitates of M3C type between martensitic needles. By increasing tempering temperature, similar fine martensitic microstructure was obtained, but with increased volume fraction of small precipitated secondary carbides, mainly vanadium carbides (Fig. 4a, b). On the other hand, austenitizing temperature has influence on the primary carbides dissolution rate, with higher austenitizing temperature resulting in increased dissolution of primary and precipitation of secondary carbides. However, for both austenitizing temperatures and full tempering range, fine-grained microstructure was maintained. As shown in Figs. 4c and d, in the case of higher Si content AISI H11 tool steel (batch A), we have coarser microstructure with less homogeneous distribution of coarser carbides located also on the interface regions and prior austenite grain boundaries (PAGB). Most of the particles were identified by EDS and EBSD as Cr-rich M7C3 carbides. In contrast to low Si content steel, increased austenitizing temperature for high Si content leads to increased austenitic grain size [25] and carbide particles coarsening, while higher tempering temperature to promoted dissolution of the smaller carbides.

Typical microstructure of vacuum heat-treated AISI H11 tool steel; batch B austenitized at 1000 °C and double tempered at a 560 °C and b 630 °C, and batch A tempered at 630 °C for the austenitizing temperature of c 1000 °C and d 1030 °C
It is well known that silicon inhibits the precipitation of the cementite. The delay in cementite formation in high Si steels leads to an anticipation of alloy carbides formation, especially M7C3 and M2C. However, early precipitation also anticipates the coarsening of those carbides [11, 12]. Furthermore, although delayed coarsening and promoted dissolution of the cementite provide more carbon to form a finer carbide dispersion at lower tempering temperatures, near total dissolution of small carbides takes place during secondary tempering when performed above the temperature corresponding to the secondary hardening peak [8]. Consequently, a higher volume fraction of small secondary carbides is obtained in low Si grade steels for tempering range typical in hot work tool steels.
Etched cross sections of high and low Si content hot work tool steel after plasma nitriding are presented in Fig. 5. In the case of high Si content steel (batch A), plasma nitriding for 20 h in 25 % N2:75 % H2 gas mixture resulted in diffusion zone depth of ~300 µm and about 7-µm-thick γ′ compound layer on the top surface (Fig. 5a). For low Si content steel (batch B), thicker compound layer and diffusion zone depth were formed under the same nitriding conditions. Diffusion zone depth increased to ~350 µm and γ′ compound layer thickness even up to 15 µm (Fig. 5b). Plasma nitriding, on the other hand, had no noticeable effect on the core microstructure (carbides size, volume fraction, and distribution), regardless of the Si contentof steel.

Cross section of plasma nitrided surface of a high Si (batch A) and b low Si (batch B) containing hot work tool steel
3.2 Fracture Toughness and Hardness
Core K Ic fracture toughness and Rockwell-C hardness of the investigated hot work tool steels, displayed as a function of austenitizing and tempering temperature, are shown in Fig. 6. In the case of batch A steel (Fig. 6a) with high Si content, austenitization at 1000 °C resulted in fracture toughness ranging from 30.2 to 89.8 MPa m1/2 and hardness from 52.3 and 39.8 HRc as the tempering temperature was increased from 560 to 630 °C. Increasing tempering temperature, which leads to intensified precipitation of secondary carbides, increased fracture toughness and reduced hardness. Higher austenitizing temperature, on the other hand, results in increased amount but also coarser carbide particles, consequently leading to higher hardness and reduced fracture toughness. Hardness of batch A steel tempered at 560 °C increased to 54.1 HRc, and fracture toughness dropped down to 27.4 MPa m1/2, as the austenitizing temperature was increased to 1030 °C. The largest decrease in fracture toughness of 30–40 % was observed for the tempering temperatures between 590 and 610 °C, as shown in Fig. 6a.

Tempering diagrams for a batch A and b batch B hot work tool steel
Reducing Si content to 0.25 % (batch B) led to reduced steel core hardness at the same time greatly improving fracture toughness (Fig. 6b). At the austenitizing temperature of 1000 °C, low tempering temperature of 560 °C resulted in fracture toughness of 36.1 MPa m1/2 and hardness of 49.4 HRc and high tempering temperature of 630 °C in 95.6 MPa m1/2 and 38.5 HRc, respectively. However, for low Si content steel, higher austenitizing temperature increases hardness, but it also improves fracture toughness [12], as shown in Fig. 6b. Lower tempering temperature (560 °C) resulted in hardness being increased to 50.3 HRc and fracture toughness to 48.3 MPa·m1/2, almost double as compared to high Si content steel, while at 630 °C, hardness of batch B was comparable to that of batch A steel (41.0 HRc) with fracture toughness increased to almost 115 MPa m1/2. It is suggested that coarser and more heterogeneous precipitation of the Cr-rich M7C3 carbides along the martensite interlath and interpackage boundaries, caused by the suppression of cementite formation during the early tempering stages, is responsible for the lower toughness in the higher Si steels. In low Si steels, extensive cementite formation results in alloying elements entering and stabilizing cementite particles, thus giving more homogeneous intra-lath distribution of finer alloying carbide particles [12].
Based on the obtained core hardness values and requirements in hot forging applications (48–54 HRc) [1], specimens from both steels tempered between 570 and 590 °C were selected for further wear and galling resistance investigations and subjected to plasma nitriding. Values of core hardness and fracture toughness obtained for both steels using two austenitizing temperatures (1000 and 1030 °C) and tempering temperatures between 570 and 590 °C are shown in Table 2.
After plasma nitriding, fracture toughness of the nitrided layer, estimated by the indentation method [26], was only ~10 MPa m1/2, regardless of the Si content and substrate vacuum heat treatment conditions used. Similar is true for surface hardness, which increased to about 1200 HV0.05. However, hardness depth profile of vacuum heat-treated and plasma nitrided hot work tool steel was found dependent on tempering temperature as well as on the Si content. In the case of high Si content and low tempering temperature of 570 °C, high surface hardness above 1100 HV0.05 is maintained for ~150 µm before dropping below 600 HV0.05 at the depth of about 300 µm. Core hardness was reached 0.6–1.0 mm below the surface. Increasing tempering temperature to 580 and 590 °C led to faster drop in surface hardness, dropping after just 100 and 60 µm, respectively, but more gradual decrease toward core hardness, as shown in Fig. 7a. Austenitizing temperature, on the other hand, had no effect on the nitrided zone microhardness level and depth distribution. Similar effect of austenitizing and tempering temperature was observed also for batch B tool steel with low Si content. However, in the case of low Si depth at which surface hardness dropped below 1100 HV0.05 increased to 150–200 µm, with the hardness level of 600 HV0.05 reached after ~350 µm (Fig. 7b). As for batch A, steel core hardness values (48–49 HRC) are reached at a depth of ~1.0 mm.

Microhardness depth profile of plasma nitrided a batch A and b batch B hot work tool steel
3.3 Wear and Friction
Coefficient of friction curves for room temperature testing of plasma nitrided batch A and batch B AISI H11-type hot work tool steel are shown in Fig. 8. In the case of high Si content (batch A), average coefficient of friction was ~0.80, with the steady-state conditions obtained after about 2000 sliding cycles. Changing austenitizing or tempering temperature prior to plasma nitriding of the surface and consequently modifying core hardness and fracture toughness had no evident effect on friction level and steady-state conditions, as shown in Fig. 8a. For plasma nitrided batch B hot work tool steel with low Si content, average coefficient of friction was slightly lower, of about 0.75. However, steady-state conditions were reached after less than 1000 sliding cycles, especially when using higher austenitizing temperature (Fig. 8b). On the other hand, also for low Si content, tempering temperature had no effect on friction behavior of plasma nitrided surface. Similar coefficient of friction level and friction behavior was also observed for tribotesting at elevated temperature of 150 °C, with low Si content hot work tool steel still displaying lower coefficient of friction of ~0.80 as compared to ~0.85 in the case of high Si content.

Coefficient of friction curves for room temperature tests; a high Si content and b low Si content hot work tool steel
Wear test results presented in the form of hot work tool steel wear rate as a function of preceding vacuum heat treatment conditions (austenitizing and tempering temperature) are shown in Fig. 9. In the case of high Si content hot work tool steel (batch A), wear scar depth was 10–20 µm, exceeding compound layer thickness, while for low Si content, it was 5–15 µm and still within the compound layer. Although for both batches and all vacuum heat treatment conditions, wear was confined within the nitrided zone, combination of core hardness and core fracture toughness was still found to affect wear resistance of plasma nitrided hot work tool steel.

Wear rates of plasma nitrided hot work tool steel subjected to different combinations of vacuum heat treatment; a high Si content batch A and b low Si content batch B
At room temperature test, wear rate for batch A hot work tool steel austenitized from 1000 °C and tempered at 570 °C was 2.7 × 10−5 mm3/Nm. Increasing tempering temperature, providing increased core fracture toughness, but reducing core hardness way below 50 HRc also led to accelerated wear, as shown in Fig. 9a. Wear rate for tempering temperature of 590 °C increased to 4.2 × 10−5 mm3/Nm. On the other hand, although higher austenitizing temperature provided maximum core hardness above 50 HRc, it led to the lowest fracture toughness (<30 MPa m1/2), which also increased wear rate of high Si content batch A tool steel to ~4 × 10−5 mm3/Nm. However, for high austenitizing temperature wear rate of batch A steel was more or less independent of the tempering temperature and the core hardness level obtained, but mainly governed by low fracture toughness, as shown in Figs. 6a and 9a. Similar trends and effect of core hardness and fracture toughness on wear resistance were observed also for tribotesting at elevated temperature of 150 °C. For lower austenitizing temperature (1000 °C), wear rate of plasma nitrided high Si content batch A hot work tool steel increased to ~7 × 10−5 mm3/Nm and for high austenitizing temperature (1030 °C) even to ~9 × 10−5 mm3/Nm.
In the case of low Si content batch B hot work tool steel, wear rate at room as well as elevated temperature was comparable to batch A hot work tool steel when using low austenitizing temperature of 1000 °C. However, tempering temperature had only minor effect on wear rate, as shown in Fig. 9b. Lower core hardness of batch B tool steel was compensated by increased hardness of the nitrided zone, thus preventing drop in wear resistance as compared to batch A hot work tool steel. However, contrary to high Si content, higher austenitizing temperature in the case of low Si content led to almost two times lower wear rate. At room temperature testing, wear rate was reduced to ~2 × 10−5 mm3/Nm and for elevated temperature of 150 °C to 4.5 × 10−5 mm3/Nm.
Wear test results shown in Fig. 9 clearly show that even when surface is nitrided, preceding core microstructure and obtained properties (K Ic and HRc) define wear resistance of hot work tool steel. In the case of high Si content batch A hot work tool steel, increased tempering temperature, being above secondary hardening peak, results in more intense dissolution of small carbides and consequently in reduced core hardness and wear resistance. Higher tempering temperature also results in wear mechanism change, shifting it from predominantly abrasive wear (Fig. 10a) to combination of abrasive wear and fatigue in the form of fine micro-sized ripples (Fig. 10b). On the other hand, higher austenitizing temperature leads to carbides coarsening, which although increasing core hardness impoverish matrix, decreases core fracture toughness and consequently results in increased fatigue wear component of the nitrided zone (Fig. 10c). For low Si content batch B hot work tool steel, secondary hardening peak is shifted to higher tempering temperatures [8], which reduces effect of tempering temperature on carbides dissolution and wear resistance. However, dominant wear mechanism was still combination of abrasive wear and fatigue, being more or less identical to high Si content hot work tool steel. On the other hand, more homogeneous distribution and increased volume fraction of fine Cr and V carbides obtained for low Si content at high austenitizing temperatures reduced both abrasive and fatigue component of wear (Fig. 10d), thus providing superior wear resistance (Fig. 9).

SEM micrographs of wear track for room temperature testing; a batch A hot work tool steel austenitized at 1000 °C and double tempered at 570 °C, b batch A—1000 °C/590 °C, c batch A—1030 °C/570 °C and d batch B—1030 °C/570 °C
3.4 Galling Resistance
Galling resistance of plasma nitrided AISI H11 tool steel having different Si content (batch A and B) was determined by analyzing coefficient of friction as a function of load (Fig. 11) and defining critical loads for 36MnVS4 steel galling initiation and transfer layer build-up (Fig. 12).

Coefficient of friction of plasma nitrided batch A and batch B hot work tool steel sliding against 36MnVS4 at 500 °C

Critical loads for high-temperature galling against 36MnVS4
In the case of high Si content hot work tool steel, initial coefficient of friction against 36MnVS4 steel at 500 °C was 0.3, which increased to ~0.35 and became unstable above the load of 120 N and started to further increase above 300–400 N. Correspondingly, galling initiation was identified at a critical load of ~100 N and transfer layer build-up at about 150 N (Fig. 12). Very similar friction behavior was observed also for low Si content batch B hot work tool steel, as shown in Fig. 11. However, increase in coefficient of friction above 0.3 was shifted to somehow higher loads of 140–150 N, with first signs of galling observed at a critical load of about 120 N. On the other hand, vacuum heat treatment conditions (austenitizing and tempering temperature) prior to plasma nitriding had no effect on friction behavior nor on galling resistance, as shown in Figs. 11 and 12.
In terms of galling resistance, tool steel properties are mainly determined by surface conditions: its roughness, topography, and surface engineering process and parameters [20, 24]. Therefore, when plasma nitrided, galling resistance of tool steel is independent of the core microstructure and properties, but governed by diffusion and compound layer formation. Thicker and more load-bearing and wear-resistant compound layer observed in the case of low Si content hot work tool steel consequently provides improved galling resistance, although very minor as compared to high Si content hot work tool steel (Fig. 12).
4 Conclusions
Fracture toughness and hardness of hot work tool steels can be altered by changing tempering and austenitizing temperature and their ratio optimized depending on the application. In general, higher tempering temperature gives lower hardness but greatly improved fracture toughness. On the other hand, the effect of austenitizing temperature depends on the steel Si content. For high Si content tool steel, higher austenitizing temperature leads to increased hardness, but due to carbides coarsening to drop in fracture toughness. However, for low Si content tool steels, increased volume fraction of more homogeneously distributed small carbides results in increased hardness accompanied with beneficial improvement in fracture toughness.
Wear resistance of hot work tool steel depends on Si content and vacuum heat treatment conditions, which is true also when surface is post-plasma nitrided. In general, higher core hardness gives improved surface abrasive wear resistance. However, sufficient level of fracture toughness prior nitriding needs to be obtained before high hardness levels can have beneficial effect. Considerable drop in fracture toughness observed for high Si content tool steel at high austenitizing temperatures also corresponds to high wear rate of nitrided surface with increased fatigue component, especially at elevated temperatures. On the other hand, although not providing the highest core hardness, increased volume fraction of small carbides in low Si content tool steel results in high fracture toughness versus hardness ratio and greatly improved surface wear resistance even if post-plasma nitrided.
Galling resistance, on the other hand, mainly depends on the surface conditions, with plasma nitriding practically eliminating any effect of substrate heat treatment. However, thicker compound layer with better load-bearing capacity formed in the case of low Si content tool steel can also provide improved galling resistance.
References
Hansen, P. H.: Analysis of wear distribution in forging dies, PhD. Thesis. Technical University of Denmark, Lyngby (1990)
Sallit, I., Richard, C., Béranger, G., Kircher, D., Michaud, H.: Experimental study of wear behaviour of hot forging tool steels under dry conditions: 40CrMoV13 against C35E. Tribol. Lett. 12, 147–154 (2002)
Leskovšek, V., Šuštaršič, B., Jutriša, G.: The influence of austenitizing and tempering temperature on the hardness and fracture toughness of hot-worked H11 tool steel. J. Mater. Process. Technol. 178, 328–334 (2006)
Gåård, A.: Influence of tool microstructure on galling resistance. Tribol. Int. 57, 251–256 (2013)
Podgornik, B., Leskovšek, V.: Microstructure and origin of hot-work tool steel fracture toughness deviation. Metall. Mater. Trans. A 44, 5694–5702 (2013)
Bahrami, M., Mousavi, S.H., Golozar, M.A., Shamanian, M., Varahram, N.: Effects of conventional heat treatment on wear resistance of AISI H13 tool steel. Wear 258, 846–851 (2004)
Sevim, I., Eryurek, I.B.: Effect of fracture toughness on abrasive wear resistance of steels. Mater. Des. 27, 911–919 (2006)
Delagnes, D., Lamesle, P., Mathon, M.H., Mebarki, N., Levaillant, C.: Influence of silicon content on the precipitation of secondary carbides and fatigue properties of a 5% Cr tempered martensitic steel. Mater. Sci. Eng. A 394, 435–444 (2005)
Michaud, P., Delagnes, D., Lamesle, P., Mathon, M.H., Levaillant, C.: The effect of the addition of alloying elements on carbide precipitation and mechanical properties in 5% chromium martensitic steel. Acta Mater. 55, 4877–4889 (2007)
Mesquita, R.A., Kestenbach, H.-J.: On the effect of silicon on toughness in recent high quality hot work steels. Mater. Sci. Eng. A 528, 4856–4859 (2011)
Mesquita, R.A., Kestenbach, H.-J.: Influence of silicon on secondary hardening of 5 wt% Cr steels. Mater. Sci. Eng., A 556, 970–973 (2012)
Mesquita, R.A., Barbosa, C.A., Morales, E.V., Kestenbach, H.-J.: Effect of silicon on carbide precipitation after tempering of H11 hot work steels. Metall. Mater. Trans. A 42A, 461–472 (2011)
Altstetter, C.J., Cohen, M., Averbach, B.L.: Effect of silicon on the tempering of AISI 43XX steels. Trans. ASM. 55, 287–300 (1962)
Garrison Jr, W.M.: Influence of silicon on strength and toughness of 5 wt-% Cr secondary hardening steel. Mater. Sci. Technol. 3, 256–259 (1987)
Groche, P., Christiany, M.: Evaluation of the potential of tool materials for the cold forming of advanced high strength steels. Wear 302, 1279–1285 (2013)
Behrens, B.-A., Doege, E., Reinsch, S., Telkamp, K., Daehndel, H., Specker, A.: Precision forging processes for high-duty automotive components. J. Mater. Process. Technol. 185, 139–146 (2007)
Leskovšek, V., Podgornik, B.: Vacuum heat treatment, deep cryogenic treatment and simultaneous pulse plasma nitriding and tempering of P/M S390MC steel. Mater. Sci. Eng., A 531, 119–129 (2012)
Suchanek, J., Kuklik, V.: Influence of heat and thermochemical treatment on abrasion resistance of structural and tool steels. Wear 267, 2100–2108 (2009)
Paschke, H., Weber, M., Braeuer, G., Yilkiran, T., Behrens, B.-A., Brand, H.: Optimized plasma nitriding processes for efficient wear reduction of forging dies. Arch. Civ. Mech. Eng. 12, 407–412 (2012)
Podgornik, B., Hogmark, S.: Surface modification to improve friction and galling properties of forming tools. J. Mater. Process. Technol. 174, 334–341 (2006)
Podgornik, B., Zuzek, B., Leskovsek, V.: Experimental evaluation of tool steel fracture toughness using circumferentially notched and precracked tension bar specimen. Mater. Perform. Charact. 3, 87–103 (2014). doi:10.1520/mpc20130045
Ule, B., Leskovsek, V., Tuma, B.: Estimation of plain strain fracture toughness of AISI M2 steel from precracked round-bar specimens. Eng. Fract. Mech. 65, 559–572 (2000)
Podgornik, B., Hogmark, S., Pezdirnik, J.: Comparison between different test methods for evaluation of galling properties of surface engineered tool surfaces. Wear 257, 843–851 (2004)
Podgornik, B., Jerina, J.: Surface topography effect on galling resistance of coated and uncoated tool steel. Surf. Coat. Technol. 206, 2792–2800 (2012)
Sjöström, J., Bergström, J.: Evaluation of the cyclic behaviour during high temperature fatigue of hot work tool steels. In: Bergstrom, J., Fredriksson, G., Johansson, M., Kotik, O., Thuvander, F. (eds.) Proceedings 6th International Tooling Conference, pp. 721–736. Karlstad, Sweden (2002)
Nolan, D., Leskovsek, V., Jenko, M.: Estimation of fracture toughness of nitride compound layers on tool steel by application of the Vickers indentation method. Surf. Coat. Technol. 201, 182–188 (2006)
Acknowledgments
This work was supported by Unior d.d., Slovenia, who is greatly acknowledged for the support and supply of testing material.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Podgornik, B., Žužek, B., Kafexhiu, F. et al. Effect of Si Content on Wear Performance of Hot Work Tool Steel. Tribol Lett 63, 5 (2016). https://doi.org/10.1007/s11249-016-0695-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11249-016-0695-6