
Abstract
The present article considers an experimental study of tribological performance of electroless Ni–P coatings and optimization of tribological test parameters based on the Taguchi method coupled with grey relational analysis. A grey relational grade obtained from the grey relational analysis is used as performance index to study the behaviour of electroless Ni–P coating with respect to friction and wear characteristics. Experiments are carried out by utilizing the combination of tribological test parameters based on L27 Taguchi orthogonal design with three test parameters, viz., load, speed and time. It is observed that all the three test parameters have significant contribution in controlling the friction and wear behaviour of electroless Ni–P coating. In addition, the interaction of load and time has significant influence on tribological performance. The surface morphology, composition and wear mechanism of the coatings are studied with the help of scanning electron microscopy, X-ray diffraction analysis and energy dispersed X-ray analysis.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Electroless Ni–P (EN) coatings, since the introduction in 1946 by Brenner and Riddell [1], have received wide acceptance in numerous industrial applications [2] due to their excellent mechanical, physical, electrical, corrosion and wear resistance properties. EN coatings can be applied to a variety of substrate materials and plated uniformly on intricate part geometries. EN coating is an autocatalytic deposition of a Ni–P alloy from an aqueous solution onto a substrate without the application of electric current. Thus electroless deposition process is different from the conventional electroplating processes that require an external source of direct current in order to reduce nickel ions in the electrolyte to nickel metal on the substrate. The electroless bath typically comprises an aqueous solution of metal ions, complexing agents, reducing agents and stabilizers, operating in a specific metal ion concentration, temperature and pH ranges. The deposition rate, properties of coated components and the structural behaviour of deposits mainly depend on the plating bath constituents/conditions such as the type and concentrations of the reducing agent, stabilizer, used pH and the temperature of the bath etc.
Since the inception of EN coatings, the properties and structures of such coatings have received considerable research attention. The properties and microstructures of EN coatings depend on the amount of phosphorous alloyed in the deposit [3–7]. The post-deposition heat treatment influences the properties by altering the microstructures [5–8]. The mechanical and tribological properties of these coatings can further be improved by the incorporation of hard particles [8, 9] and dry lubricants [9–11]. The evolution of friction and wear have been monitored in order to detect the friction and wear transitions and therefore to determine the surface durability of the co-deposits [10]. Friction and wear have been the focus of attention to a number of researchers [12–17] over the years. It is, in general, observed that the friction coefficient of EN coating decreases with increase in load. The friction coefficient was found to be within the range of 0.15–0.35 when tested under the 15—60 N loading conditions [12]. The friction study of EN coating concluded that coatings with high phosphorus content have higher friction coefficient than comparing to medium or low phosphorus electroless coatings [14]. The friction coefficient of electroless coatings having 6–7% phosphorous content when tested under low loads was found to be as high as 0.7 [12]. Wear performance of EN coating is greatly enhanced with heat treatment, the treatment performed at 400 °C for 1 h having the highest hardness [12]. Despite a good number of studies on EN coatings particularly on tribological properties, it is seen from an extensive literature review that no report is available on optimization of tribological performance of EN coating. The present study deals with the application of the Taguchi method coupled with grey relational analysis to determine the suitable testing parameters in order to obtain optimum friction and wear in EN coatings.
Ni–P coatings are applied on mild steel (AISI 1040) specimens and then heat treated (annealed) at 400 °C in air for 1 h. The friction and wear behaviour of these coatings are then evaluated in a multitribotester based on Taguchi orthogonal design with three design parameters, viz., load, speed and time as independent test variables. Grey relational analysis is done to have optimum test parameter combination that yields minimum friction and wear characteristics. A confirmation experiment was conducted to verify the optimal test parameter combination as predicted by grey relational analysis. Analysis of variance was also carried out to observe the level of significance of factors and their interactions on the overall grey relational grade. The surface morphology, composition and wear behaviour are studied with the help of scanning electron microscopy, energy dispersed X-ray analysis and X-ray diffraction analysis.
2 Taguchi Method
The Taguchi technique [18, 19] is a powerful tool for design of high-quality systems based on orthogonal array (OA) experiments that provide much reduced variance for the experiments with an optimum setting of process control parameters. This method achieves the integration of design of experiments (DOE) with the parametric optimization of the process yielding the desired results. The OA requires a set of well-balanced (minimum experimental runs) experiments. In this method, main parameters, which are assumed to have an influence on process results, are located at different rows in a designed OA . With such an array, completely randomized experiments can be conducted. Taguchi’s method uses the statistical measure of performance called signal-to-noise ratios (S/N), which are logarithmic functions of desired output to serve as objective functions for optimization. The ratio depends on the quality characteristics of the product/process to be optimized. The three categories of S/N ratios are used: lower-the-better (LB), higher-the-better (HB) and nominal-the-best (NB). The parameter level combination that maximizes the appropriate S/N ratio is the optimal setting. For the case of minimization of friction or wear, LB characteristic needs to be used.
3 Grey Relational Analysis
The present study aims at optimizing the tribological test parameters with the objective to minimize both friction and wear of EN coatings. Thus it is a case of multi-response optimization, which is different from that of a single performance characteristic. The higher S/N ratio for one performance characteristic may correspond to a lower S/N ratio for another. Therefore, the overall evaluation of the S/N ratio is required for the optimization of multiple performance characteristics. Grey relational analysis [20] is an efficient tool for such multi-response analysis. Grey relational analysis owes its origin to grey system theory. Any system in nature is not white (full of precise information), but on the other hand, it is not black (complete lack of information) either, and it is mostly grey (a mixture of black and white). The incompleteness of information is the basic characteristic and it serves as the fundamental starting point of the investigation of grey system. Incomplete information follows from the limited availability of data and the central problem of grey system theory is to seek only the intrinsic structure of the system given such limitation of data. The main objective of grey system theory is to supply information so that one can whiten the greyness. Grey relational analysis is based on the grey system theory, and compares and computes the dynamic causalities of the subsystems of a given system.
In grey relational analysis the first step is to perform the grey relational generation in which the results of the experiments are normalized in the range between 0 and 1. Then the second step is to calculate the grey relational coefficient from the normalized data to represent the correlation between the desired and actual experimental data. The overall grey relational grade is then computed by averaging the grey relational coefficient corresponding to each performance characteristic. Overall evaluation of the multiple performance characteristics is based on the calculated grey relational grade. As a result, optimization of the complicated multiple performance characteristics is converted into optimization of a single grey relational grade. The optimal level of the process parameters is the level with the highest grey relational grade. Furthermore, a statistical analysis of variance (ANOVA) [21] is performed to find which process parameters are statistically significant. With the grey relational analysis and statistical analysis of variance, the optimal combination of the process parameters can be predicted. Finally, a confirmation experiment is conducted to verify the optimal process parameters obtained from the analysis.
4 Experimental Details
4.1 Coating Deposition
Mild steel (AISI 1040) specimens of size 20 mm × 20 mm × 8 mm are used as the substrate material for the deposition of the EN coating. Square-shaped specimens are prepared for the deposition of the EN coating. Shaping, parting and milling processes are used for the preparation of the samples. The samples are then finally subjected to surface grinding process. The samples are cleaned from foreign matter and corrosion products by wiping. After that, surfaces of the mild steel specimens are cleaned using distilled water. The specimens, after thorough cleaning, are etched with 50% hydrochloric acid for 1 min. Subsequently, they are rinsed in distilled water followed by methanol cleaning prior to coating. The bath composition and operating conditions for EN coating are selected after several experiments and proper ranges of the parameters are chosen accordingly. EN deposition is carried out using nickel chloride and nickel sulphate (concentration 30 g/L) as the source of nickel, sodium hypophosphite (concentration 10 g/L) as the reducing agent and sodium succinate (concentration 12 g/L) as the stabilizer. The concentration of stabilizer used in baths is kept fixed. The pH value of the bath was maintained at a fixed value of 4.5 by adding required quantity of dilute hydrochloric acid. The cleaned samples are activated in palladium chloride at 55 °C temperature and placed in the bath (volume 175 mL) for deposition for 2 h at a constant temperature of 80 °C. Deposition time is kept constant for each specimen so that the coating thickness remains approximately constant and the average coating thickness is found to be around 35 μm. After the deposition, the samples are taken out of the electroless nickel bath and washed in distilled water. Then the samples are heat treated in a box furnace. Each specimen is coated and heat treated in air (annealed at 400 °C for 1 h) separately.
4.2 Design Factors and Response Variables
In DOE technique, the response variable is an unknown function of the process variables, which are known as design factors. There are a large number of factors that can be considered for controlling the tribological behaviour of EN coatings. However, the review of literature shows that the following three parameters are the most widespread amongst the researchers to control the tribological performance of EN coatings: load (A), speed (B) and time (C). These three factors are considered as main design factors along with their interactions in the present study. Table 1 shows the design factors along with their levels. The levels and ranges of the design factors are so selected considering the smaller thickness of the coatings (around 35 μm). Otherwise through coating wear may occur. The present study is carried out to consider the tribological behaviour of EN coatings as the performance characteristics. Thus the response variables selected are coefficient of friction and wear depth.
4.3 Design of Experiment
Based on the Taguchi method, an OA is employed to reduce the number of experiments for determining the optimal test parameters. An OA provides the shortest possible matrix of combinations in which all the parameters are varied to consider their direct effect as well as interactions simultaneously. In the present investigation, an L27 OA, which has 27 rows corresponding to the number of tests (26 degrees of freedom) with 13 columns at three levels, is chosen. The 1st column is assigned to load (A), 2nd column is assigned to speed (B), 5th column is assigned to time (C) and the remaining columns are assigned to the two-way interactions of these three factors. Table 2 shows the OA with design factors and their interactions assigned. In this table, the numbers 1, 2 and 3 stand for the levels of the factors.
4.4 Friction and Wear Tests
Friction and wear characteristics of the EN-coated specimens are studied under dry, non-lubricated conditions and at ambient temperature of about 25 °C in a multitribotester apparatus (DUCOM, India) using a plate-on-roller configuration. A schematic diagram of the test rig is shown in Fig. 1. The EN-coated stationary plates (size 20 mm × 20 mm × 8 mm) in horizontal position are pressed against a rotating steel roller (dia 50 mm × thickness 20 mm and composition conforming to EN8 specification) with hardness of 55 HRc, placed below the plate. In this method, the plate and the roller are arranged in such a way that the rotating roller served as the counterface material while the stationary plate served as the test specimen. A 1:5 ratio loading lever is used to apply normal load on top specimen. The loading lever is pivoted near to normal load sensor and carries counter weight at one end while at the other end a loading pan is suspended for placing the dead weights. The frictional force is measured by a frictional force sensor that uses a beam type load cell of capacity 1000 N. Wear is measured in terms of displacement with the help of linear voltage resistance transducer. The wear displacement sensor allows to obtain direct measurement of the loading lever’s deflection, which corresponds to the wear of the specimen plate plus the wear of the counterface surface. The bottom roller being fully hardened undergoes negligible wear and thus the measured wear is essentially the wear of the coated plate specimen. It may be noted here that wear behaviour is normally expressed as wear volume or weight loss while in the present experimental set up, wear is measured in terms of displacement. Thus to access the accuracy of wear measurement, the displacement results for wear are compared with weight loss and it shows almost linear relationship for the range of test parameters considered in the present study. The experiments are conducted with varying load (A), speed (B) and time (C) according to the combination of the levels of these design factors mentioned in the OA.

Schematic diagram of experimental set-up
4.5 Surface Morphology and Composition Study
Surface morphology study of the EN coatings is done by scanning electron microscopy (SEM) (JEOL, JSM-6360) in order to analyse the microstructure of the deposited coatings before and after annealing to see the effect of heat treatment. SEM is also done after tribological testing to see the wear track patterns. Energy dispersive X-ray analysis (EDX) is done in conjunction with SEM to study the composition of the EN coatings in terms of the percentages of nickel and phosphorous in the coatings before and after heat treatment as well as after tribological testing. EDX is done in an energy dispersive X-ray analyzer (Inca, Oxford). An X-ray diffraction (XRD) analyzer (Rigaku, Miniflex) is used for identification of compounds in the EN coatings both before and after heat treatment.
5 Results and Discussion
5.1 Surface Morphology and Composition
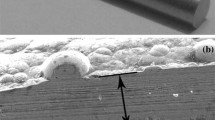
Figure 2 shows the SEM micrographs of the coating surfaces. The samples as-deposited as well as heat treated at 400 °C are studied by SEM. From the SEM micrographs of these surfaces it is seen that there are many globular particles on the surface of the substrate. The surface is optically smooth and of low porosity. No obvious surface damage is found. The surface of the Ni–P coatings appears to be dense. The XRD analysis (Fig. 3) indicates that the as-deposited Ni–P film is a mixture of nanocrystalline (uniformly spaced grain structure), microcrystalline phases. When Ni–P deposits are heat treated both their crystal structure and microstructure undergoes modification. The microcrystalline deposits undergo a crystal growth process and such heat treatment results in a mixture of relatively coarse-grained structure.

SEM micrographs of the coating surfaces: (a) as-deposited, (b) heat-treated at 400 °C

X-ray diffraction patterns of EN deposit in (a) as-deposited and (b) heat-treated at 400 °C
The percentages of nickel and phosphorous of the EN deposits are determined using an energy dispersed X-ray micro-analyzer (EDX) coupled to the SEM. It is seen that as-deposited coating contains 88.6% Ni and 11.4% P while heat-treated (at 400 °C) coatings have 90.8% Ni and 9.2% P. The results show that the coatings contain more than 9% of phosphorous leading to a nanocrystalline structure. The XRD patterns of Ni–P deposits in both as-plated and heat treated at 400 °C are shown in Fig. 3. It is evident from Fig. 3a that Ni–P deposit is nanocrystalline in as-plated condition. There is long range order giving rise to coherent scattering, although the domains are small in size. The mean grain size is of the order of 2 nm. Upon heat treatment at 400 °C, Ni–P deposits crystallize and produce Ni5P2, Ni2P and NiP2 as major compound constituents as seen in Fig. 3b.
5.2 Grey Relational Analysis for Tribological Characteristics
The experimental results for friction coefficient and wear depth are given in Table 3. It may be noted here that the maximum wear depth observed is less than the average coating thickness. Thus it may be concluded that the coating does not wear through. Also negligible wear occurred on the counterface roller that undergoes no significant mass loss due to the wear test. It is because the counterface roller was fully hardened. Grey relational analysis is carried out following the steps outlined in Sect. 3. In grey relational analysis, the normalized data processing for friction coefficient and wear depth, corresponding to lower-the-better criterion (LB), can be expressed as
where x i (k) is the value after the grey relational generation, min y i (k) is the smallest value of y i (k) for the kth response and max y i (k) is the largest value of y i (k) for the kth response: friction coefficient (k = 1) and wear depth (k = 2). The normalized data after grey relational generation are tabulated in Table 4. An ideal sequence is x 0(k) (k = 1, 2) for the responses. The definition of grey relational grade in the course of grey relational analysis is to show the relational degree between the 27 sequences [x 0(k) and x i (k), i = 1, 2, 3,...., 27]. The grey relational coefficient ξ i (k) can be calculated as
where \( \Delta _{{0i}} = {\left\| {x_{0} (k) - x_{i} (k)} \right\|} \) = difference of the absolute value between x 0(k) and x i (k), Δmin and Δmax are respectively the minimum and maximum values of the absolute differences (Δ0i ) of all comparing sequences. ψ is a distinguishing coefficient, \( 0 \le \,\,\psi \, \le \,\,1 \), the purpose of which is to weaken the effect of Δmax when it gets too big, and thus enlarges the different significance of the relational coefficient. The values of Δ0i and the grey relational coefficient results for the experimental data (with ψ = 0.5) are also shown in Table 4. After averaging the grey relational coefficients, the grey relational grade γ i can be calculated as follows:
where n = number of process responses. The higher value of grey relational grade is considered as the stronger relational degree between the ideal sequence x 0(k) and the given sequence x i (k). It has already been mentioned that the ideal sequence x 0(k) is the best process response in the experimental layout. Thus the higher relational grade implies that the corresponding parameter combination is closer to the optimal. Table 5 shows the experimental results for the grey relational grade and their order.
5.3 Analysis of Signal-to-Noise Ratio
The traditional method of calculating the desirable factor levels is to look at the simple averages of the results. But it does not capture the variability of the results within a trial condition. This is the reason why the signal-to-noise ratio analysis is done here with the grey relational grade as the performance index. The S/N ratio for overall grey relational grade is calculated using the HB (higher-the-better) criterion. The results may be expressed in terms of either S/N ratio or mean. The response table for the mean of grey relational grade is shown in Table 6. The corresponding main effects and interaction plots between the process parameters are shown in Figs. 4 and 5, respectively. In the main effects plot if the line for particular parameter is near horizontal, then the parameter has no significant effect. On the other hand, a parameter for which the line has the highest inclination will have the most significant effect. It is very much clear from the main effects plot shown in Fig. 4 that all the three test parameters considered in the present study have a significant effect on friction and wear. Also the parameter C (time) is the most significant parameter while the parameter A (load) has the least significant effect. So far as the interaction plots are concerned, estimating an interaction means determining the non-parallelism of parameter effects. Thus, if the lines on the interaction plots are non-parallel, interactions occur and if the lines cross, strong interactions occur between parameters. An examination of Fig. 5 yields some interaction between the parameters A (load) and B (speed) while there is strong interaction between A (load) and C (time). However, from Fig. 5c it can be seen that there is almost no interaction between B (speed) and C (time). Thus from the present analysis it is clear that load, speed and time all have significant influence on friction and wear behaviour of EN coatings. The optimal process parameter combination for minimum friction and minimum wear is the one that yields the maximum value for grey relational grade. Thus the optimal process parameter combination is found to be A3B3C1, i.e. load (A) at highest level, speed (B) at highest level and time (C) at lowest level. In other words, friction and wear will be minimum at higher load, higher speed and lower time of operation.

Main effects plot for mean of grey relational grade

Interaction effects plot for mean of grey relational grade
5.4 Analysis of Variance (ANOVA)
Analysis of Variance is a statistical technique which can infer some important conclusions based on analysis of the experimental data. The method is very useful for revealing the level of significance of influence of factor(s) or interaction of factors on a particular response. It separates the total variability of the response into contributions of each of the factors and the error. Using Minitab [22], the ANOVA is performed to determine which parameter and interaction significantly affect the performance characteristics. Table 7 shows the ANOVA result for overall grey relational grade of friction and wear response. ANOVA calculates the F-ratio, which is the ratio between the regression mean square and the mean square error. The F-ratio, also called the variance ratio, is the ratio of variance due to the effect of a factor and variance due to the error term. This ratio is used to measure the significance of the parameters under investigation with respect to the variance of all the terms included in the error term at the desired significance level, α. If the calculated value of F-ratio is higher than the tabulated value of F-ratio, then the factor is significant at desired α level. In general, when the F value increases the significance of the parameter also increases. Table 7 shows the percentage contribution of each parameter. It is seen that effect of time (C) has the most significant influence on friction and wear behaviour at the confidence level of 99% within the specific test range. Similarly, load and speed are also significant at the confidence level of 99%. Interaction of load and time is also significant at the confidence level of 99%. This type of analysis is not available in the literature and will be useful for effective tribological utilization of EN coatings with an objective of optimum friction and wear within a particular range of test parameters.
5.5 Confirmation Test
After the optimal level of test parameters has been identified, a verification test needs to be carried out in order to check the accuracy of analysis. The estimated grey relational grade, \( \hat{\gamma } \), using the optimal level of the process parameters can be calculated as:
where γ m is the total mean grey relational grade, \( \ifmmode\expandafter\bar\else\expandafter\=\fi{\gamma }_{i} \) is the mean grey relational grade at the optimal level and o is the number of the main design parameters that significantly affect the friction and wear characteristics of EN coating. Table 8 shows the comparison of the estimated grey relational grade (calculated using Eq. 4) with the actual grey relational grade obtained in experiment using the optimal test parameters. It may be noted that there is good agreement between the estimated value (0.762) and experimental value (0.707). The improvement of grey relational grade from initial parameter combination (A2B2C2) to the optimal parameter combination (A3B3C1) is 0.078. This is about 13% of the mean grey relational grade and thus it is a significant improvement.
5.6 Wear Mechanism
Figure 6 shows the SEM micrograph and EDX spectrum of a worn surface of a coating. From the SEM micrograph it is observed that the worn surface is mainly composed of longitudinal grooves and partial irregular pits along the sliding direction. The presence of grooves indicates the micro-cutting and micro-ploughing effect of the counterface while pits or prows are indicative of adhesive wear failure of EN coating. The adhesive wear occurs under the experimental conditions used that induce a substantial attractive force between the mating surfaces leading to a high mutual solubility of nickel and iron. The EDX spectrum of worn surface in Fig. 6b confirms the presence of iron. Thus wear mechanism is found to be a combination of abrasive and adhesive wear.

SEM micrograph (a) and EDX spectrum (b) of worn surface of coatings
6 Conclusions
A Taguchi OA with grey relational analysis was employed to optimize the multiple tribological performance characteristics of EN coatings. It is seen that all the three test parameters, load, speed and time have a significant influence on the friction and wear behaviour at the confidence level of 99% within the specific test range. The interaction of load and time is also significant at the confidence level of 99%. Within the range of test parameters considered in the present study, the combination of higher load, higher speed and lower time of operation yields minimum friction and wear. The XRD analysis indicates that the as-deposited Ni–P film consists of a mixture of nanocrystalline (uniformly spaced grain structure), microcrystalline phases. Heat treatment results in a relatively coarse-grained structure. The EDX analysis shows that the films contain more than 9% of phosphorous resulting in a nanocrystalline structure. The wear mechanism in EN coatings is found to be a combination of abrasive and adhesive wear.
References
Brenner, A., Riddell, G.E.: Nickel plating by chemical reduction. US Patent US2532282, 1950
Riedel, W.: Electroless Nickel Plating. Finishing Publications Ltd., UK (1991)
Allen, R.M., Vandersande, J.B.: The structure of electroless Ni-P films as a function of composition. Scripta Metall. 16(10), 1161–1164 (1982)
Berkh, O., Eskin, S., Zahavi, J.: Properties of electrodeposited Ni-P – SiC composite coatings. Metal Finish. 94, 35–40 (1996)
Baudrand, D., Bengston, J.: Electroless plating processes: developing technologies for electroless nickel, palladium, and gold. Metal Finish. 93(9), 55–57 (1995)
Agarwala, R.C., Agarwala, V.: Electroless alloy/composite coatings: a review. Sadhana 28(3–4), 475–493 (2003)
Hur, K.H., Jeong, J.H., Lee, D.N.: Microstructures and crystallization of electroless Ni-P deposits. J. Mater. Sci. 25(5), 2573–2584 (1990)
Apachitei, I., Duszczyk, J., Katgerman, L., Overkamp, P.J.B.: Electroless Ni-P composite coatings: the effect of heat treatment on the micro-hardness of substrate and coating. Scripta Mater. 38(9), 1347–1353 (1998)
Huang, Y.S., Zeng, X.T., Annergren, I., Liu, F.M.: Development of electroless NiP-PTFE-SiC composite coating. Surf. Coat. Technol. 167, 207–211 (2003)
Straffelini, G., Colombo, D., Molinari, A.: Surface durability of electroless Ni–P composite deposits. Wear 236, 179–188 (1999)
Zhao, Q., Liu, Y., Muller-Steinhagen, H., Liu, G.: Graded Ni-P-PTFE coatings and their potential applications. Surf. Coat. Technol. 155, 279–284 (2002)
Staia, M.H., Castillo, E.J., Puchi, E.S., Lewis, B., Hintermann, H.E.: Wear performance and mechanism of electroless Ni-P coating. Surf. Coat. Technol. 86–87, 598–602 (1996)
Staia, M.H., Enriquez, C., Puchi, E.S.: Influence of the heat treatment on the abrasive wear resistance of electroless Ni-P. Surf. Coat. Technol. 94–95, 543–548 (1997)
Taheri, R., Oguocha, I.N.A., Yannacopoulos, S.: The tribological characteristics of electroless NiP coatings. Wear 249, 389–396 (2001)
Quercia, G., Grigoresu, I., Contreras, H., Rauso, C.D., Gutierrez-Campos, D.: Friction and wear behavior of several hard materials. Int. J. Refract. Metals Hard Mater. 19, 359–369 (2001)
Ramalho, A., Miranda, J.C.: Friction and wear of electroless NiP and NiP + PTFE coatings. Wear 259, 828–834 (2005)
Alirezaei, S., Monirvaghefi, S.M., Salehi, M., Saatchi, A.: Wear behavior of Ni-P and Ni-P-Al2O3 electroless coatings. Wear 262(7–8), 978–985 (2007)
Taguchi, G.: Introduction to Quality Engineering. Asian Productivity Organization, Tokyo (1990)
Ross, P.J.: Taguchi Techniques for Quality Engineering, 2nd edn. McGraw-Hill, New York (1996)
Deng, J.: Introduction to grey system. J. Grey Syst. 1(1), 1–24 (1989)
Montgomery, D.C.: Design and Analysis of Experiments. Wiley, New York (2001)
Minitab User Manual Release 13.2.: Making Data Analysis Easier. MINITAB Inc, State College, PA, USA (2001)
Acknowledgements
The authors gratefully acknowledge the support of the Chemical Processing Laboratory, School of Energy Studies, Department of Metallurgical Engineering and Department of Instrumentation Science, Jadavpur University for coating deposition facility, SEM/EDX facility and XRD facility, respectively.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Sahoo, P., Pal, S.K. Tribological Performance Optimization of Electroless Ni–P Coatings Using the Taguchi Method and Grey Relational Analysis. Tribol Lett 28, 191–201 (2007). https://doi.org/10.1007/s11249-007-9264-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-007-9264-3