
Abstract
Adaptive nanocomposite coatings provide low friction in broad ranges of environmental conditions through the formation of lubricious surfaces resulting from interactions with the ambient atmosphere. Designing adaptive coatings to withstand wear through repeated thermal cycles is particularly difficult since most demonstrate irreversible changes in surface composition and morphology. This permanent change in the condition of the surface limits the utility of adaptive coatings in applications where thermal cycling is expected. Moreover, some lubrication mechanisms occur over the entire coating surface in addition to the area experiencing wear, which results in a significant waste of lubricant. In an effort to increase the wear lifetime and move toward thermal cycling capabilities of solid adaptive lubricants, a multilayer coating architecture incorporating two layers of adaptive YSZ–Ag–Mo nanocomposite lubricant separated by a TiN diffusion barrier was produced. The multilayer coating lasted over five times longer than a monolithic adaptive coating of identical composition and total thickness for dry sliding tests at 500 °C in air. Analysis of the structure and composition of the films after heating suggests directed, lateral diffusion of lubricant beneath the diffusion barrier toward the wear scar as a mechanism for the increased wear life of the multilayer coating.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Adaptive nanocomposites, also known as “chameleon coatings,” are a class of materials that automatically adjust surface composition and structure to minimize friction as the ambient environment changes [1–5]. The materials evolved from earlier works in adaptive tribological materials [6, 7]. Adaptation results from amorphous and nanocrystalline inclusions that can transform into lubricious macro-phases on the friction surface when exposed to changes in temperature, relative humidity, and/or wear. The “chameleon” coatings are designed in such a way that the lubrication mechanisms of each phase are dominant in the friction contact while exposed to the environment to which they were well-suited. At the same time, the composition and structure of the subsurface matrix and other temporarily dormant solid lubricant nano-inclusions are preserved. Furthermore, nanocomposite tribological coatings have an advantage in that their mechanical properties do not follow the rule-of-mixtures behavior typically observed for composites. Therefore, adding lubricious phases in the nanocrystalline or amorphous form allows for preservation of the high hardness of the composite, even as softer phases are incorporated into a hard matrix [1,8].
Yttria-stabilized zirconia (YSZ) is tough, hard and thermally stable up to high temperatures, while nanocrystalline additives can provide lubrication in different temperature ranges and increase the toughness of the YSZ without severely compromising its hardness [3,8]. Chameleon coatings consisting of various nanoinclusions imbedded in an amorphous YSZ-noble metal matrix have demonstrated low friction coefficients at elevated temperatures resulting from noble metal diffusion to the coating surface [2,4,9]. Recent in-situ TEM studies of YSZ–Au nanocomposites during heating showed that the noble metal diffusion process is accompanied by coalescence at the surface [10]. From work on powder-based and other types of composites, it is known that silver is an effective lubricant up to moderately high temperatures [11–16]. YSZ–Mo composites showed moderately low friction above 500 °C [9] due to the formation of lubricious molybdenum-based compounds at high-temperature in air, similar to that shown by other researchers [17–21]. Examination of YSZ–Ag–Mo nanocomposites tested from 25 to 700 °C revealed both the noble metal and the soft oxide lubrication mechanisms operating at the appropriate temperature, resulting in moderately low friction from 25–700 °C [9].
These mechanisms were explored further in this research as YSZ–Ag–Mo was incorporated in a multilayered architecture with two layers of adaptive coating separated by a diffusion barrier. The top layer was expected to behave in the same way as the monolithic nanocomposites described in Refs. [2] and [9], with noble metal diffusion and soft oxide formation at the coating surface upon heating. The TiN diffusion barrier was incorporated to prevent silver diffusion and molybdenum oxidation in the lower composite layer, until a free surface was created by wear, as shown in figure 1. Once the diffusion barrier was breached, it was expected that silver in the buried composite should be drawn to diffuse both vertically and horizontally through the matrix to the worn area. Restricting silver transport to the wear scar with the diffusion barrier, rather than permitting uncontrolled diffusion to the entire coating surface, was expected to increase coating life. It was also anticipated that the multilayer coating architecture should allow the lower layer of lubricant to remain homogeneous during heating, as the top layer adapted by silver diffusion and molybdenum oxidation in air. In this work, a comparison of coating characterization and wear test results for both monolithic and multilayered YSZ–Ag–Mo nanocomposite coatings is presented and discussed to demonstrate the utility of the multilayer adaptive nanocomposite coating concept.

Schematics of the (a) as-deposited multilayer coating and (b) the anticipated response of the coating during high-temperature wear testing.
Experimental procedure
Monolithic and multilayered nanocomposite coatings of yttria-stabilized zirconia (YSZ) with silver and molybdenum were deposited with a hybrid filtered vacuum arc/magnetron sputtering/pulsed laser deposition technique [22]. The details of the deposition process are given elsewhere [8]. Briefly, a YSZ target was irradiated with 800 mJ of pulsed laser energy at 30 Hz. The metal flux was provided by two magnetrons, each fitted with a silver or molybdenum target. The M50 steel substrates were heated to 150 °C and dc biased to −150 V. A filtered vacuum arc source was used to clean the substrates, deposit a thin (<100 nm) titanium adhesion layer plus a Ti/YSZ graded layer at the interfaces for all films, and to reactively deposit a ≈100 nm thick TiN diffusion barrier layer between two 1 micron thick layers of YSZ–Ag–Mo for the multilayer coatings. A thin (<100 nm) silver/molybdenum layer was deposited under the TiN layer to direct the silver composition gradient toward the substrate and to provide lubrication upon initial contact of the ball with the material under the diffusion barrier during wear testing.
The YSZ-based composite layers were examined after deposition using x-ray photoelectron spectroscopy (XPS), and were found to contain 24% silver and 10% Mo in the monolithic and multilayer coatings. A focused ion beam (FIB), transmission electron microscope (TEM), and scanning electron microscope (SEM) were used to characterize the coating cross-sections after heating. Electron dispersive spectroscopy (EDS) was also used to map the different cross-sectional compositions. A platinum film was deposited over the samples prior to cutting with the FIB to preserve the original surfaces during preparation of the cross-sections.
The friction coefficient of the coatings in air (40% relative humidity) at 500 °C was measured with a high temperature ball-on-disc tribometer with a 6.35 mm diameter silicon nitride ball under a 1 N load. The sliding rate was 0.2 m s−1, with the disk rotating at 200 rpm for all tests. The tribometer apparatus was set up at room temperature, with the loaded silicon nitride ball in contact with the sample prior to heating. The coating surface was heated to 500 °C in 15 min, and allowed to equilibrate for 5 min before the sliding test was initiated. All coatings were tested to failure, as detected by an abrupt increase in the friction coefficient. The wear tracks were examined in an SEM following the wear tests.
Results
Monolithic YSZ–Ag–Mo nanocomposite coatings
The monolithic YSZ–24%Ag–10%Mo coating was initially 1.1 microns thick. After heating to 500 °C for 1.5 h, a diffused Ag layer was observed above the remaining YSZ–Mo layer, as shown in figure 2. Compositional mapping by EDS was used to determine the chemical make-up of the layers. Figure 3 shows a top view of the coating surface illustrating the morphology of the continuous silver layer after heating. XPS, EDS and X-ray diffraction confirmed that the surface consisted of a continuous layer of silver that diffused to the surface out of the remaining YSZ–Mo. The YSZ–Mo layer maintained its original thickness of 1.1 microns, while the silver layer added to the total coating thickness.

Cross-sectional scanning electron micrograph of the monolithic YSZ–Ag–Mo coating after wear testing at 500 °C.

Scanning electron micrograph of the monolithic YSZ–Ag–Mo coating surface after heating to 500 °C.
A 2 micron thick monolithic YSZ–Ag–Mo sample (thicker than that pictured in Figure 2, but of identical composition and architecture) was subjected to wear testing at 500 °C. The film exhibited a friction coefficient of ≈0.4 for approximately 4,000 cycles before failure. Figures 4((a)–(b)) show electron micrographs of a region near the edge of a wear track after testing at 500 °C prior to coating failure. EDS compositional mapping revealed that the smeared regions and most of the surface in contact with the ball were composed of silver, as shown figure 4(b).

Scanning electron micrographs of (a) the entire wear track from the monolithic coating tested at 500 °C and (b) the edge of the wear track.
Multilayered (YSZ–Ag–Mo)–TiN–(YSZ–Ag–Mo) nanocomposite coating
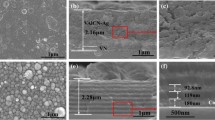
Figure 5 shows a cross-sectional micrograph of the multilayered coating after heating to 500 °C for over two hours. The surface of the multilayer coating was very similar to that observed for the monolithic coating shown in figure 3, with the silver migrating to form a continuous layer at the coating surface, leaving behind a YSZ–Mo layer with only a trace amount of silver. The YSZ–Ag–Mo layer under the TiN diffusion barrier, however, remained homogeneous as shown by the EDS composition maps of Zr, Ag, Mo and Ti in figures 6((a)–(d)).

Transmission electron micrograph of the multilayer coating cross section after heating to 500 °C.

Energy dispersive spectrometry composition maps for (a) silver, (b) molybdenum, (c) zirconium, and (d) titanium.
The friction coefficient for both monolithic and multilayered coatings at 500 °C is shown in figure 7. The monolithic coating provided lubrication for about 4,000 cycles. In contrast, the multilayer coating maintained an average friction coefficient of less than 0.4 for over 25,000 cycles. Figure 8 shows a section of a wear track in a multilayered coating sample after failure at 500 °C. This region of the wear track provided a cross-sectional view of different layers after testing, with the inset illustrating the position of the numbered layers relative to the film surface. Distinct differences in the surface morphology and composition of the layers comprising the films were apparent. Layer 1 (at the surface) and layer 3 (beneath the diffusion barrier) were similar in terms of morphology and composition, with silver coalescing to the surface in both layers.

Friction traces for the monolithic and multilayer coatings at 500 °C in air.

Scanning electron micrograph of a section of a wear track in the multilayer coating after failure.The numbers 1–4 correspond to the numbered layers in the inset to illustrate the topography of the micrograph as follows: 1-surface layer of diffused silver; 2-YSZ–Mo layer above TiN layer with some diffused silver; 3-YSZ–Mo–Ag layer under the diffusion barrier with a surface layer of diffused silver; 4-substrate.
Discussion
Monolithic nanocomposite coating
The monolithic YSZ–Ag–Mo coatings and the mechanisms leading to low friction at elevated temperatures have been discussed in detail previously [9]. To summarize, silver diffuses readily in YSZ to the free surface, and is an effective solid lubricant at lower and moderate temperatures, while MoO3, and other lubricious compounds form when exposed to air at temperatures over 500 °C. YSZ–Ag–Mo composites demonstrated moderately low friction from 25–700 °C, however, at 500 °C, the monolithic YSZ–Ag–Mo composite exhibited a short lifetime when subjected to sliding wear (figure 7). At this temperature, a significant fraction of the silver in the composite diffused to the surface of the disk before the wear test began [9]. The lifetime of the lubricating silver layer was short due to excessive softening of the surface at a high fraction of its melting point [11,23], and the lack of lubricant supply to the worn area. Additionally, lubrication by MoO3 formation was likely to be limited, since 500 °C is the lower limit at which Mo oxidation reactions occur in air [20,24]. Also, the residual YSZ–Mo coating became porous with the silver removed (figure 5) after one thermal cycle, resulting in an irreversible change in morphology and degradation of the mechanical properties after of the coating after heating.
Multilayered nanocomposite coating
A most critical factor contributing to the increased wear life of the multilayered coating was the controlled release of silver from the lower layer of adaptive composite after the first layer was worn through, as suggested in figure 1. Diffusion of the silver from the upper YSZ–Ag–Mo layer at 500 °C was fast enough to cover the surface before the wear test started [9], providing a lubricious and protective silver layer on the surface of a porous YSZ–Mo composite. Once the silver was depleted, the ball had no lubrication on the weakened YSZ–Mo. However, the multilayer architecture provided a fresh layer of nanocomposite after the TiN diffusion barrier was worn through. The release of silver from the buried layer of composite material was initiated only after the ball created a free surface at this layer in the wear scar, which triggered silver diffusion laterally toward the wear track. Lateral diffusion of the silver from within the lower composite layer to the wear track area, which was small compared to the total surface area of the coating, resulted in a longer-lasting supply of silver lubricant, thereby contributing to the longer lifetime of the multilayer composite. The results demonstrate the benefit of the multilayer nanocomposite design for longer lasting lubrication in a broad range of temperatures. Also, the multilayer structure should be useful for applications requiring thermal cycling, which will be explored in future research.
Conclusions
A conceptual schematic for a multilayer nanocomposite coating was suggested, where adaptive nanocomposite materials are sealed under a diffusion barrier layer to force lubricant to diffuse laterally to the wear scar and to protect layers under the barrier from the environment. As an example, two layers of YSZ–Ag–Mo adaptive nanocomposites were separated by a TiN diffusion barrier layer in a multilayer coating architecture. The multilayer coatings demonstrated a marked increase in wear life when compared to a monolithic coating of the same total thickness and adaptive nanocomposite composition. Titanium nitride functioned as an effective diffusion barrier between layers of adaptive coating material, and preserved the homogeneity of the layer unexposed to air at high temperature. The increased wear life was attributed to the channeling of solid lubricants laterally under the diffusion barrier layer to exposed wear areas, rather than to the entire coating surface. Further study is needed to optimize the coating architectures and compositions for maximum wear resistance and minimum friction, however, the principle of preserving adaptive layers under a diffusion barrier and lateral lubricant diffusion to reduce wear rate was demonstrated in this work.
References
Voevodin A.A., Zabinski J.S. (2000) Thin Solid Films 370: 223
Voevodin A.A., Hu J.J., Fitz T.A., Zabinski J.S. (2001) Surf. Coat. Technol. 146–147: 351
Voevodin A.A., Jones J.G., Hu J.J., Fitz T.A., Zabinski J.S. (2001) Thin Solid Films 401: 187
Voevodin A.A., Hu J.J., Fitz T.A., Zabinski J.S. (2002) J. Vac. Sci. Technol. A 20: 1434
Voevodin A.A., Zabinski J.S. (2005) Compos. Sci. Technol. 65: 741
Walck S.D., Zabinski J.S., McDevitt N.T., Bultman J.E (1997) Thin Solid Films 305: 130
Zabinski J.S., Donley M.S., Dyhouse V.J., Melandri C. (1992) Thin Solid Films 214: 156
C. Muratore, A.A. Voevodin, J.J. Hu, J.G. Jones and J.S. Zabinski, Surf. Coat. Technol. 200 (2005) 1549
C. Muratore, A.A. Voevodin, J.J. Hu and J.S. Zabinski, submitted to Wear, 2005 (doi: 10.1016/j.wear.2006.01.029)
Hu J.J., Voevodin A.A., Zabinski J.S. (2005) J. Mat. Sci. 20: 1860
Sliney H.E. (1982) Tribol. Int. 15: 303
Sliney H.E. (1985) ASLE Trans. 29: 370
Erdemir A., Erck R.A., Fenske G.R., Hong H. (1997) Wear 203–204: 588
Endrino J.L., Nainaparampil J.J., Krzanowski J.E. (2002) Surf. Coat. Technol. 157: 95
DellaCorte C., Sliney H.E. (1991) Lubr. Eng. 47: 298
DellaCorte C. (1996) Surf. Coat. Technol. 86–87: 486
Murray S.F., Calabrese S.J. (1992) Lubr. Eng. 49: 955
Peterson M.B., Murray S.F., Florek J.J. (1959) ASLE Trans. 2: 225
Strong K.L., Zabinski J.S. (2002) Thin Solid Films 406: 174
Wahl K.J., Seitzman L.E., Bolster R.N., Singer I.L. (1997) Surf. Coat. Technol. 89: 245
Woydt M., Skopp A., Dorfel I., Witke K. (1998) Wear 218: 84
A.A.Voevodin and J.S. Zabinski, in: Nanostructured Thin Films and Nanodispersion Strengthened Coatings, A.A.Voevodin, D.V. Shtansky, E.A. Levashov and J.J. Moore, eds. (Kluwer Academic Publishers, Dordrecht, The Netherlands, 2005) ch 10
Bowden F.P., Tabor D. (1943) J. Appl. Phys. 14: 141
Solak N., Ustel F., Urgen M., Aydin S., Cakir A.F. (2003) Surf. Coat. Technol. 174–175: 713
Acknowledgments
The Air Force Office of Scientific Research is gratefully acknowledged for financial support. The authors also wish to thank J. Bultman and A. Safriet for technical assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Muratore, C., Voevodin, A., Hu, J. et al. Multilayered YSZ–Ag–Mo/TiN adaptive tribological nanocomposite coatings. Tribol Lett 24, 201–206 (2006). https://doi.org/10.1007/s11249-006-9143-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11249-006-9143-3