
Abstract
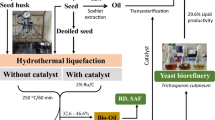
Thermal and catalytic aqueous hydrothermal liquefaction of Ricinus communis and Jatropha curcas L. seeds, after mechanical defatting, was conducted at 260 °C for 40 min under subcritical water conditions with a biomass-to-water ratio of 1:5 (expressed in wt.). For catalytic aqueous hydrothermal liquefaction, Ni-Pt/Al2O3 was used as heterogeneous catalyst besides a solution of glycerol as in situ hydrogen donor agent. It was noticed that the combination of heterogeneous catalytic aqueous phase glycerol reforming and hydrothermal liquefaction favours and increases the biocrude yield, without external H2 supply. Indeed, a maximum biocrude yield of 59 wt% was registered when Ricinus communis defatted seed was used as starting biomass, which represents an increase of 28 wt% compared to the yield obtained by the non-catalytic HTL process. The biocrudes analysis by GC/MS confirmed that approximately 60% were C16 and C18 hydrocarbon compounds, indicating that the catalyst linked with aqueous glycerol reforming has a marked effect on distribution and upgraded fuel-biocrude stability and quality respect to direct hydrothermal liquefaction (HTL-D). The bimetallic Ni-Pt/Al2O3 conformed catalyst (with a Ni: Pt = 100:1 expressed as an atomic ratio) was effective in the coupled reactions of aqueous reforming of glycerine as well as hydrodeoxygenation and hydrocracking. It upgrades the biocrude with a lower O/C ratio and a higher H/C ratio, which is directly reflected in the HHV of the biocrude that reaches the value of 37 MJ·kg− 1 and can be used as direct fuel. The heterogeneous catalytic process technology, by coupling the glycerol APR and the assisted hydrolysis-depolymerisation of wet-biomass in water subcritical conditions yield to a biomass-derived biocrude with liquid fuel quality.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Global interest in the progress of technologies to harness renewable energy is constantly increasing motivated both by environmental, economic and social concerns [1], and the decrease in the availability of fossil fuels due to the high demand caused by the increasing population and industrialization [2]. Currently, biomass plays a fundamental role as an alternative source of energy focused on the biofuels for transport sector [3, 4]. Due to the absence of competition for land use and water resources, together with the integrated valorisation of food chain waste, the use of value feedstocks such as forest residues, agricultural residues, sewage sludge, and municipal solid waste is a promising alternative in the transition to a sustainable bioeconomy, being the only sustainable carbon source for a production well-suited to the existing transport infrastructure.
Combustion, gasification, pyrolysis, and hydrothermal liquefaction (HTL) are the most developed thermochemical technologies of biomass transformation, which can mainly produce heat, syngas or flue gas and biocrude oil. Combustion, gasification, and pyrolysis are energetic intensive processes and, therefore, the hydrothermal liquefaction has gained more attraction as compared to other processes due to its advantages like feedstock flexibility, energetic efficiency and, probably, the bioproduct quality [5]. HTL of biomass can be considered as one of the leading technologies for the conversion of high-water content feedstocks into drop-in biofuels and renewable chemicals. Besides, several catalytic strategies were proposed for this process to increase the yields of the product (biocrude) and/or to obtain a product with better properties considering the final utilization.
HTL utilises the unique properties of subcritical or supercritical water conditions, Tc =374 °C, Pc =22.1 MPa, and ρc = 320 kg·m− 3. Both near-critical and supercritical water conditions behave as solvents and do not require bases or acids and can use any type of biomass to produce a crude oil-like product [6]. In the HTL process, wet biomass is processed at high temperature and high pressure in water subcritical conditions and the water as a solvent presents several advantages close to its critical point, such as lower viscosity, ionic character, and dielectric constant, favouring the solubility of organic compounds. The oxygen content is partly removed to form CO2, CO, and H2O with an enhanced biocrude quality. However, the oxygen content can be high and result in a viscous and unstable biocrude. Many research efforts were dedicated to the production of biocrude by HTL process, analysing the characteristics feedstock, process variables and biomass-water initial ratio on HTL crude-oil product.
The biocrude produced via HTL generally has a higher heating value (HHV) of 30–36 MJ·kg− 1 and a lower oxygen content of 10–20% than the biomass feedstocks, normally possessing a HHV of 10–20 MJ·kg− 1and an oxygen content of 30–50% [5]. The reported oil yield, however, varies broadly from 12 to 75% depending on the feedstock tested and HTL operating conditions. Yield of biocrude from HTL can be affected by several factors. As a thermal process, temperature has been recognized as the most important variable impacting the final oil production. Temperature for HTL of biomass materials has been recommended in the range of 300–350 ºC [6]. Besides temperature, the nature and composition of biomass is also crucial. So, for lignocellulosic biomass, hydrolysis of carbohydrates produces monosaccharides, furfural, 5-hydroxymethyl furfural (5-HMF), levulinic acid (LA), etc., while HTL of algal biomass produces bio-crude with oil as the main product [7]. Additionally, it is important to note that biocrude produced via HTL under standard conditions may contain other hetero-atomic elements, as sulphur (S) or nitrogen (N), which can impact its suitability as a direct drop-in replacement for conventional fuels.
Different catalysts, homogeneous or heterogeneous, such as organic acid, alkaline and metals were tested for different biomass feedstocks. So, for catalytic HTL of Chlorella vulgaris or Spirulina sp, two algal biomasses with high lipidic content, the addition of organic acids has a beneficial effect on oil yield and boiling point distribution of the biocrude products. Another study claimed that a maximum bio-oil yield of 25.8% is obtained at a reaction temperature of 360 °C and a reaction time of 50 min, using 5% Na2CO3 as a catalyst and Dunaliella tertiolecta residue left after lipid extraction [8]. Regarding Dunaliella salina, the addition of a solid catalyst of Ni/REHY results in a significant increase of the biocrude yield [6].
Some reports have discussed the role of heterogeneous catalysts in the improvement of yield and the properties of biocrude; several categories such as redox, noble and transition metals (e.g., CeO2, ZrO2, Al2O3; Pd, Pt, Ru based and Ni.) were employed for catalytic assisted HTL biomass conversion. R. Kaur et al. [9] studied the homogeneous catalytic hydrothermal liquefaction of Ricinus communis, which can be considered a lignocellulosic biomass residue, performed at 260–300 °C for 60 min in the presence of alkali catalysts (KOH and K2CO3). It was observed that the use of catalyst enhanced the total biocrude yield and a maximum total bio-oil yield of ca. 21.20 wt% was found at 300 °C in the presence of 0.5M-K2CO3. Phenols and its derivatives, aromatics, N-contained compounds, acids were observed in bio-oil using GC–MS. An increase in the carbon and decrease in oxygen content leads to enhance the heating value of the product.
As reported by Xu et al. [10], the performance of several metal oxides on the biocrude yield as MgO, CaO, Al2O3, ZrO2, and CeO2 and metal salts (MgCl2, FeCl3, and CuCl2) at different temperatures (260–300 °C) using water, methanol, and ethanol as solvents employing the microalga Ulva prolifera as biomass source were tested. They reported that the biocrude yield close to 51 wt%, containing a high amount of ester groups, was achieved using the MgO catalyst and ethanol as solvent. Some Fe-based catalysts enhanced the formation and hydrogenation of light organic compounds content in water-soluble fraction [11]. Noble metal-based catalysts seem to favour high activity on reduction of oxygen-containing compounds to hydrocarbons present in the microalgae biomass as reported by Duan et al. [12]. The heterogeneous catalysts containing transition metals are efficient to improve the quality of the bio-oil through the deoxygenation and denitrification of oxygen and nitrogen respectively of the biomass components as reported by Nagappan et al. [13].
So far, several investigations were conducted on the HTL process in batch reactors using zeolites [14,15,16]. Duan and Savage [12] studied the production of crude bio-oils from the Nannochloropsis sp. microalgae at 350 °C in the presence of six different heterogeneous catalysts (Pd/C, Pt/C, Ru/C, Ni/SiO2 − Al2O3, CoMo/γ-Al2O3 (sulphide) and zeolite) under inert (helium) and high-pressure reducing conditions (hydrogen), obtaining a biocrude with typical atomic ratios of 1.7 and 0.09 for H/C and O/C, respectively. In the absence of added H2, all tested catalysts produced higher yields of crude bio-oil from the liquefaction of Nannochloropsis sp. As reported by Biller et al. [17], the use of heterogeneous catalysts in the HTL process at 350 °C and pressures of 150 to 200 bar in water using microalgae biomass and lipids extracted from oilseeds leads to an increase in deoxygenation. Catalysts such as Co-Mo/Al2O3 and Pt/Al2O3 appear to selectively deoxygenate carbohydrate and protein fractions, while Ni/Al2O3 deoxygenates the lipid fraction. Many efforts continue to be made to improve conversion efficiency and promote the technology application. The nature of the biomass feedstock influences the catalytic action of heterogeneous catalysts, generally affecting the yield and quality of the bio-oil due to different operating conditions and starting biomass compositions.
This work is focused on establishing the efficiency of the advanced strategy identified as Catalytic Assisted Hydroliquefaction (HTL-AC) using a developed and conformed bimetallic supported catalyst, 9Ni-0.09Pt/γ-Al2O3, for the tandem combination of HTL and APR (Aqueous Phase Reforming) process of a short chain alcohol (glycerol) comparing two types of mechanically defatted oilseed biomass, as Ricinus communis and Jatropha curcas l.
2 Materials and Methods
2.1 Raw Materials Composition and Characterization
Underutilized biomass of non-edible oilseed energy crops with high lipid content was evaluated, specifically Ricinus communis (RC) and Jatropha curcas L. (JC) seeds, collected in Portoviejo, Manabí province, Ecuador. The shelled seeds were partially defatted by mechanical pressing. Compositional analysis and some physical-chemical properties were evaluated. The elemental analysis of C, H, O, N and S were conducted at the SCAI-Central Research Support Services-of the University of Málaga using a TruSpec micro CHNSO instrument from Leco. Higher Heating Values of biomass and of bio-oil were determined from elemental composition and using a Parr 6050 calorimeter following ASTM D240-19 protocol [18]. Calculation and correlation between elemental composition and approximate analysis: volatile matter, ash, and fixed carbon, was carried out for the biomass feedstocks employed with a SDT Q600 Thermobalance from TA Instruments, in accordance with ASTM E1756-08 protocol. The determination of total lipids was carried out using the method proposed by Folch et al. [19], employing a chloroform-methanol mixture 2:1 v/v as the extraction solvent in stream of nitrogen. The protein total content was estimated considering the N-content determined from the elemental analysis by multiplying the nitrogen content by conversion factor of 6.25 [20].
2.2 Hydrothermal Liquefaction (HTL) Activity: Evaluation of Biocrude Production
Hydrothermal liquefaction (HTL) is an effective medium-temperature, high-pressure thermochemical process to reduce biomass to a liquid biocrude as main product, minimizing the solid and gas phases volume. The Direct HTL experiments (HTL-D) were conducted in a pressure, mechanical stirred reactor, Anton Parr 4842, with a 600 cm3 stainless steel vessel work-operation under water subcritical conditions. A stirring speed of 600 rpm and a temperature of 260 °C were maintained, with an autogenous pressure of 7 MPa with a biomass: water mass ratio fed was 1:5. For assisted Catalytic Assisted Hydrothermal Liquefaction reaction, HTL-AC, the H-donor agent 3% w/w of aqueous glycerine solution was added to the total volume of 100 cm3 with the presence of 3wt.% of 9Ni-0.09Pt/γ-Al2O3 catalyst in pellets form, placed in a basket attached to the stirring axis of rotation between two helices to ensure the contact with the fluid phase. The catalyst was externally pre-activated in a flow of H2 (15 mL·min− 1 total flow 20% v/v of H2 in He) at 700 °C for 2 h and previously, the reactor was purged with a stream of N2 at atmospheric pressure to remove residual gas phase at room temperature. Gas phase was extracted of reactor by purge and its composition was analyzed by a gas chromatograph (Agilent 7820 A GC) provided with TCD and FID detectors although data are not reported. The reaction products were first filtered to separate the solid phase from the liquid phase, then 100 ml of dichloromethane -DCM- was used as a solvent for biocrude extraction [21, 22]. DCM-biocrude mixture was separated by filtration and decantation. To separate the DCM from the bio-crude, a Heidolph rotary evaporator was used, operating at 45 °C, reduced pressure and 80 rpm for 20 min, resulting in a solvent-free bio-crude.
The conversion to reaction products, i.e. biocrude, biosolid or biochar and the aqueous and gaseous phases, being the contribution of the latter minimum, was calculated using the following equations:
2.3 Crude Bio-Oil Analysis
The composition of the biocrude was analyzed using gas chromatography coupled with mass spectrometry, GC/MS Triplus RSH Autosampler Trace 1300. The Gas Chromatograph was equipped with a TR-5ms SQC column and the Mass Spectrometer, an Exploris GC 240, with Orbitrap detector from ThermoFisher Scientific. Electron impact ionization (EI) mode at 70 eV was utilized and full scan monitoring mode with mass range of 50–400 m/z. Due to the characteristics of the obtained biocrude, the samples were diluted in acetone, then filtered through a 0.2 μm PTFE filter into a transparent chromatography vial. Compound identification was achieved by comparing mass spectra with the NIST MS Search 2.0 mass spectra library.
2.4 Catalyst development, Synthesis, and Characterization
Ni-Pt/Al2O3, with 9-Ni atoms and 0.09 Pt -atoms per nm2 of support optimized formulation, expressed as formal surface atomic density (at·nm-2) in terms of surface coverage, was synthesized. A conformed bimodal γ-Al2O3, SBET=246 m2·g-1 and Vp=0.76 cm3·g-1 from Alfa Aesar was used as the support in the form of 6 × 4 mm cylindric-pellets [23], and the impregnation of 20 wt% Ni and 1wt.% Pt was carried out via incipient wetness method using precursor solutions of Ni(NO3)2·6H2O and Pt(NH3)2(NO)2 (3.4 wt%, Aldrich Chemical) for Ni and Pt, respectively. After drying in static air for 12 h at 80 °C, calcination was carried out at 500 °C with a ramp of 5 °C·min-1 for two hours in air. The catalyst was ex situ activated in hydrogen at 700 °C for 2 hours prior to its use in the reaction and was placed on a support ensuring good contact without altering the shape of the extrudate during the process.
X-ray powder diffraction data of the catalyst were recorded using an X’Pert MPD Pro diffractometer (PANalytical) equipped with Cu Kα radiation (λ = 1.5418 Å) and a primary Ge (111) monochromator. The X-ray tube operated at 45 kV and 35 mA in the Bragg angle range between 5 and 80° (2θ). X-ray photoelectron spectra (XPS) were obtained using a Physical Electronic spectrometer (model PHI 04-584) employing Al Kα radiation (1486.6 eV, 100 μm, 100 W, and 20 kV) as the excitation source and a dual-beam charge neutralizer to analyze the nickel (Ni 2p3/2) and platinum (Pt 4d5/2) bands at different binding energy ranges. Nitrogen adsorption-desorption isotherms for the supports were recorded at -196 °C using a Brunauer-Emmet-Teller (BET) surface area analyzer on a Micromeritics ASAP 2020 Analyzer. Prior to analysis, the samples were degassed under vacuum (1·10− 3 Pa) for 5 h at 180 °C. The specific surface area was obtained using the BET equation and the pore volume was determined using the BJH method. TEM images were acquired using a Talos™ F200x equipment from FEI equipped with an energy dispersive X-ray (EDX) analyzer.
3 Results
3.1 Biomass Characterization
Ricinus communis -RC-, commonly known as castor oil plant or castor bean, is a species from Euphorbiaceous family. Native of tropical Africa and Asia, this plant is widely cultivated worldwide for its industrial, medicinal, and ornamental uses. On the other hand, Jatropha curcas L -JC- is a medium-sized shrub that can thrive in various climatic and soil conditions. It is drought-resistant and can adapt to marginal soils, making it an attractive option for production in arid or semi-arid areas. Among the main lipid components of the RC-oilseeds, palmitic (2.2%), stearic (2.4%), oleic (6.7%), linoleic (8.8%), and ricinoleic (77.1%) fatty acids are found [24], whereas for JC-oilseeds, oleic acid represents more than 50% of the fatty acid composition besides, linoleic (29.7–34.1%) and other saturated fatty acids are reported [25].
Defatted residual cake after oil extraction from Ricinus communis and Jatropha curcas L is byproduct composed of organic matter, proteins, fibres, and other non-fat compounds. Due to their high protein, carbohydrates, and residual lipids content, they possess certain nutritional value as feed for livestock or as organic fertilizer, but also a considerable energetic added value.
In Table 1, elemental CHONS and proximal analyses, lipids and protein content and HHV values registered for RC and JC residual cakes are summarized. CHONS values indicated that elemental analysis is very similar, where the carbon weight percentage represented approximately 50% of total weight, varying between 50.89% and 49.58%. A content close to 39% of O (39.17 and 39.97%) and 7.44 and 6.78% of H-content were registered for RC and JC, respectively. There was higher variation in N content: 2.45 and 3.40% associated with the different protein fraction, 14 vs. 21% and, an appreciable sulphur content varying between 0.15 and 0.30% was also detected. The measured and estimated HHV values for the RC and JC residue were 24.1 and 21.0 MJ·kg− 1, respectively. These are high values and are in accordance with a residual oleaginous defatted biomass [26]. The moisture and ash content in defatted cake were found to be 4.3 and 4.0% for RC and, 9.3 and 6.0 wt% for JC, respectively.
3.2 Catalyst Characterization
XRD profile and TEM images of the Ni-Pt/Al2O3 catalyst activated under reducing atmosphere at 700 °C are shown in Fig. 1. It can be seen that the catalyst showed diffraction peaks at 37.8, 39.5, 45.8, 49, 61.0 and 66.7 (2θ), characteristic of a γ-alumina (JCPDS 75–0921) [27], used as a support. Furthermore, the diffraction peaks at 44.4, 51.8, 75.9 (2θ) were attributed to Ni0 (JCPDS 040850) [28, 29] phase formation. Signals superimposed on γ-Al2O3, associated with Pt0 (JCPDS 01-1190), were also detected. The diffraction peaks centered at 39.8, 46.1 and 67.5 (2θ) were attributed to the fact that Pt0 was formed during the reduction procedure of the catalysts at high temperature. The TEM mapping of the elements showed a homogeneous morphology with a well distribution of Ni and Pt particles onto the support, with few nanometres of particle size.
N2 adsorption-desorption results revealed that Ni-Pt/Al2O3 catalyst had a decrease in surface development up to 170 m2g− 1 and pore volume to 0.54 cm3·g− 1 respect to alumina pellets support (1/8” As= 246 m2.g− 1; Vp= 0.76 cm3.g− 1) caused by the incorporation of the bimetallic phase on the support.

(A) XRD pattern and (B) HR-TEM mapping of Ni, Pt and Al of the shell in powder form of the Ni-Pt/Al2O3 conformed catalyst
In Table 2, the surface atomic ratios and the Binding Energies (BEs) obtained with the deconvolution of the signals of Ni2p3/2 and Pt4d5/2 regions are presented for the Ni-Pt/Al2O3 catalyst. Two Ni-signals at 856.1 and 852.9 eV were recorded and associated with NiO and Ni0, respectively, according to the BE-values reported by Pavwelec et al. [30]. In spite of the low platinum content and the noisy signal in Pt4d5/2 region, two signals for Pt were also detected after the deconvolution, located at 317.0 and 314.2 eV and related to Pt0 and Pt2+ as PtO. A good adjust of the deconvolution was observed obtaining a χ2 near to 1. From the comparison of the calculated surface atomic ratio of Pt/Ni from XPS (0.017) and the theoretical Pt/Ni ratio of 1:100 used in the catalyst formulation, it is assumed that there is a higher surface concentration of platinum, associated with the presence of stabilized bimetallic reduced centers in the form of Ni particles enriched with Pt [31], as was early reported.
3.3 Hydrothermal and Catalytic Assisted Hydrothermal Liquefaction Results
In the HTL process under subcritical pressure conditions, the proteins, carbohydrates, and lipids, and others main components biomass are transformed by hydrolysis, depolymerization, decomposition and/or recombination processes. The depolymerized molecules are highly reactive resulting in the formation of different fractions that can be separated. The HTL process produces biochar, a liquid fraction consisting of biocrude and aqueous phase, and gas fraction. Conversion of biomass into biocrude is highly dependent on the composition; it is well known that lipids are easily transformed into biocrude, but it was also reported that between 5 and 10% of carbohydrates form biomass are transformed into biocrude, and near 20% of proteins are also converted [32]. The operating conditions of HTL process are also decisive, i.e. temperature, reaction time, even the agitation, and solid loading [33]. A preliminary study was carried out for direct hydroliquefaction (HTL-D) using defatted Ricinus communis cake as starting biomass, varying between 20 and 60 min of reaction time and a temperature range between 240 to 300ºC, without appreciable modifications in the conversion and biocrude yield recorded values. Therefore, the reaction conditions were established at 260ºC and 40 min of reaction, keeping the biomass/water ratio constant at 1:5; reaching an autogenous pressure of 7 MPa.
Solid residue and biochar. The solid residue after HTL tests of both biomasses consisted of inorganics and remaining organic matter. Solid residue mainly contain ash, which approximated composition identified by SEM-EDX analysis was 0.8% Na, 3% Mg, 7% Si, 9% P, 0.95% Cl, 0.4% K, 6% Ca, 0.39% Fe and 2.5% Cu, rich in inorganics and the yield highly depends on ash content in the feedstock and biochar produced depending on the conversion raised.
Gas Fraction. The gaseous products represent less than 1% (in weight) of raw material and contain COx (mainly CO2); other small quantities of hydrocarbons, such as CH4 and C2 and even H2 were occasionally detected. Nitrogen and sulphur compounds were not detected in the gas phase and, therefore, they should be part of the liquid phase.
Aqueous Fraction. In HTL processes, aqueous extracted products are generated because water participates in all conversions. Main constituents of the aqueous phase include salts and metal ions, such as K, Na, and Mg. The remaining soluble organic compounds in the aqueous phase are O-compounds such as sugars, short chain and free fatty acids, alcohols, and N-compounds such as amines and amides and even sulphates and soluble S-compounds.
The product distribution, biochar, biocrude and A + G (gas + aqueous fractions), for direct-HTL and catalytic assisted-HTL is represented in Fig. 2. It is well known that the effects on the composition showed that biomass enriched in lipids and proteins have a positive impact on the biocrude quality, while carbohydrates and lignin have negative effects, leading to an increase in the solid residue. A biocrude yield of 46% for RC and 36% for JC were observed for D-HTL; with a biochar fraction of 36% for RC and 40% for JC, respectively. As was previously reported [32], a general trend was identified for the efficiency in the conversion of biocrude based on the content of Lipids > Proteins > Carbohydrates; although the volatile matter content was similar for both biomasses, the highest biocrude yield for CR was mainly associated with its higher lipidic content.

Product distribution fractions for HTL-D and HTL-AC of Ricinus communis (RC) and Jatropha curcas L (JC). T = 260ºC, P = 7 MPa and biomass/water ratio = 1:5
Catalytic assisted HTL, using Ni-Pt/Al2O3, results in an increase from 46 to 59% in the biocrude fraction obtained and a reduction of the biochar fraction from 36 to 29% for the residue of the RC-Ricinus biomass. This same trend was also observed for JC- Jatropha Curcas as starting biomass, reaching 48% biocrude fraction and 31% biochar, which means an overall increase in biocrude yield of almost 30% compared to direct HTL. In agreement to Yang et al. [34], that reported an increase up to 20% in the biocrude production using Ni/REHY catalyst compared to the processes without catalysts.
HTL-AC process considerably reduces the biochar content, which represented around 30% for both biomasses. The catalyst must also reduce the number of organic compounds soluble in water, because there was a decrease in the aqueous fraction, thus, it benefited the generation of intermediates and reduced the gas product yield, leading to a significant increase of biocrude yield.
This contribution points out the existence of a synergetic effect of Ni-Pt compared to monometallic catalysts. The bifunctional nature of the Ni-Pt pair of the catalyst makes it efficient in the reforming of glycerol in the liquid phase and in the hydrogenation-deoxygenation reactions by internal transfer through the Lewis acid metal centres. The residual acid character of catalyst also favours the hydrolysis-depolymerization process of wet-biomass in subcritical water conditions, that cause stabilization and improvement of the energy properties of the biocrude fraction produced. Ni-Pt/Al2O3 catalyst promoted tandem combination between biomass hydrolysis, H2-in situ generation and the hydrodeoxygenation of fatty acids, under the reaction conditions, favoured the generation of intermediates reducing the gas product fraction, leading to the significant increasing of biocrude yield. Ni-Pt-pairs promotes glycerol aqueous phase reforming that can be act as a hydrogen donor [35]. This serves to stabilise the intermediated compounds for biomass cracking of liquefaction [36], inhibiting reactions such as condensation, cyclization or repolymerization of free radicals, thus reducing carbonization [37]. The formation of H2 by in situ reforming of glycerol coupled with other intermolecular reactions leads to promote saturation reactions and increased biocrude yield.
Bio-crude composition. The complexity of families of compounds and C, H, O, N and S atoms are distributed between gas, liquid and solid phases during the process, and the effect of the heterogeneous catalyst on biocrude composition from the different feedstocks was analyzed. The compounds of the bio-oil obtained by HTL were characterized by using gas chromatography coupled with mass spectrometry (GC/MS). In Fig. 3, the compounds distribution of the biocrude obtained by HTL-D and HTL-AC is depicted, calculated based on the percentage of area obtained from GC–MS. The identification was made using MS spectra and the aid of NIST libraries as was included in the experimental section. The major compounds were identified combining the chromatogram by relative content and the MS-spectra match-file with the NIST mass spectra library. It has been grouped by relative weight according to functional groups and heteroatoms and by the length of the hydrocarbon chain. Biocrude yields for HTL-D was of 46% and 36% for RC and JC respectively and represented approximately two times higher than the lipidic content in the partially defatted seed biomass residue, indicating that other components such as carbohydrates or proteins were also converted into compounds contained in the organic phase during HTL reaction. This fact was confirmed in the analysis by GC/MS chromatogram, where compounds such as phenols, pyrroles, indoles, carbazoles, and its alkyl-substituted homologues formed from the decomposition of carbohydrates and proteins, for example by Maillard reaction, were found, in agreement with Da Costa et al. [38]. C16 and C18 carboxylic acids formed from the hydrolysis of di- and triglycerides represented 60% of HTL biocrude. Fatty amides were also formed from the reaction between fatty acids and ammonia coming from protein degradation. A family of compounds with polarity close to C16 and C18 carboxylic acids and amides, but with a higher boiling point, was also observed in the GC chromatogram. However, their identification was not possible with MS detector due to the fragmentation of the molecule and low probability using the NIST MS data base.

Average compounds distribution for Direct Hydrothermal Liquefaction (HTL-D) and Catalytic Assisted (HTL-AC) of the biocrudes obtained using RC and JC. Operation conditions: 40 min at 260 °C, 3% (wt.) glycerol and Ni-Pt/Al2O3 catalyst
Protein hydrolysis may generate nitrogenous compounds such as amino acids, short-chain peptides, amines, and amides derived from the deamination of certain amino acids, which can include primary, secondary, and tertiary amines as well as fatty acid amide [39]. The presence of ester and phenolic compounds is generated by the hydrolysis of carbohydrates; complex carbohydrates can be thermally hydrolysed to release monosaccharides such as glucose, fructose, and galactose. This process occurs under high temperature conditions; carbohydrates can be broken down to form phenols and aromatic aldehydes [4]. However, when the HTL-AC process is applied, it is evident that the catalyst acts mainly to convert carbohydrates, leading to the formation of esters, alcohols, aldehydes, ketones and hydrocarbons. Meanwhile, the conversion to nitrogen products generated by catalytic thermal hydrolysis of proteins is reduced by up to 50%.
On the other hand, hydrogen and carbon contents of the bio-crudes obtained by HTL-AC were higher, which is likely due to the greater hydrodeoxygenation, and hydrogenation attributed to functionality of Ni-Pt pairs. It is known that Pt plays a significant role in the decarboxylation process of fatty acids and the hydroprocessing of fast pyrolysis oil [40], while Ni is effective in the deoxygenation of biocrudes [35]. There is evidence of partial denitrogenation and desulphuration although there are non-large differences in the nitrogen and sulphur contents between the bio-crudes obtained by HTL-D and HTL-AC.
In addition to residual acidity, the effectiveness of Ni-Pt catalysts is attributed to their ability to promote thermal decomposition of biomass compounds, increase the formation of liquid hydrocarbons and improve the selectivity toward desired products. Furthermore, Ni catalysts can facilitate the breaking of carbon-oxygen and carbon-carbon bonds [41, 42] thus promoting the formation of lower molecular weight compounds and higher quality products for further processing.
Compared with the elemental composition of initial biomasses, the biocrude obtained by direct HTL and catalytic-assisted HTL-AC, presented much higher contents of carbon (72.50 and 74.16%), hydrogen (11.01 and 10.50%) and nitrogen (1.40 and 2.35%), as listed in Table 3. N, S, and O contents in final bio-crudes are lower than those of the starting biomasses, demonstrating that partial reactions of denitrogenation and deoxygenation occurred under tested pressure and temperature conditions and in the presence of the catalyst. HHV registered values for the bio-crudes were in the range of 32.08 for biocrude of RC and 34.02 MJ·kg− 1 for JC, higher than those correspond of initial biomass used, which was 24.1 and 21.0 MJ·kg− 1 for RC and JC, respectively. Hydrogen and carbon contents of bio-oils obtained with HTL-AC were the highest, which was likely due to the further hydrogenation reactions promoted by the catalyst. The oxygen content and O/C ratio of biocrude decreased, leading to the significant increase of HHV. Meanwhile, the sulphur content and S/O ratio were also reduced. These results show that the deoxygenation and desulfurization of biocrudes occur in the presence of Ni-Pt catalyst. Besides, the estimated molecular weights of HTL-AC-biocrude by empirical formula result lower than that estimated for the initial biomass and the D-HTL-biocrude, i.e., the properties of the biocrude obtained significantly improved.
In Fig. 4(A), Van Krevelen diagram, depicting the O/C vs. H/C ratio of biomass and biocrudes, is presented, while in Fig. 4(B), the HHV values are shown, with the aim of standing out the trend. Biomass samples have similar characteristic with very close O/C and H/C ratios, meanwhile, biocrude obtained by HTL-D and HTL-AC presented several deviations in comparison with the starting biomass. The HTL-AC process caused an important stabilization and improvement of the quality of the biocrude with a significant decrease in the oxygenate content, which reduces the O/C ratio and increases the H/C ratio, increasing the character of the biocrude as of a saturated hydrocarbon-based fuel. The oxygen content in the RC and JC biocrudes was also much lower than that of bio-oils from pyrolysis of terrestrial biomass. Also, it is important to indicate that the sulphur content and therefore the S/O ratio also decreased. The heating values are around 37 MJ·kg− 1, which exceed those of biocrudes obtained from pyrolysis of 3D biomass (as microalgae) and are very close to those of petroleum-derived fuels (∼42 MJ·kg− 1).
These results demonstrated that in situ deoxygenation and desulfurization of the biocrude is feasible through the assisted catalytic strategy, combining the aqueous reforming of glycerine and hydrothermal liquefaction in the presence of the efficient Ni-Pt catalyst, reaching a lower oxygen content in the biocrude close to 12% (O/C = 0.12) and a considerable increase in the biocrude HHV.

Van Krevelen diagram (A) and HHV (MJ·kg− 1) (B) of the biomasses and biocrudes obtained by HTL-D and HTL-AC
This result reports on the enhancement of biocrude production through catalytically assisted hydrothermal liquefaction of underutilized non-edible seed biomass. In the experiments, it was evident that the biocrude was mainly composed of hydrocarbons, 60–70% mol including n-paraffins and aliphatic, whose compositions do not differ much from biodiesel where about 90% are hydrocarbons including n-paraffins and aliphatic components. It is suggested that catalytic hydrothermal liquefaction of partially defatted biomass coupled to internal hydrodeoxygenation occurred mainly through decarboxylation and decarbonylation reactions and, to a lesser extent, ketonization. The conformed bimetallic catalyst Ni-Pt/Al2O3, with a ratio Ni: Pt = 100:1 expressed as atomic ratio, was effective in the coupled reactions of hydrolysis, aqueous reforming of glycerine and in situ hydrodeoxygenation and hydrocracking. An improvement in the biocrude is achieved with a lower O/C ratio and a higher H/C ratio, which is directly reflected in the HHV of the biocrude, which reaches the value of 37 MJ·kg− 1 and can be used as direct fuel. Heterogeneous catalytic liquefaction process of wet biomass under subcritical water conditions is a technology for the boosted production of a biomass-derived biocrude with liquid fuel quality. Therefore, Catalytic-Assisted HTL Technology is an innovative, short-term strategy for the energy sector, offering the sustainable production of liquid fuels, capable of managing underutilized wet biomass of different origins and overcome the presence of heteroatoms in the biomass.
4 Conclusions
The Catalytic Assisted Hydrothermal Liquefaction -HTL-AC- is a cutting-edge technology for improving biocrude production applicable to a wide variety of wet biomass feedstocks. An efficient and well-characterized Ni-Pt/Al2O3 bimetallic conformed catalyst was developed by single-step impregnation. The coupling of the catalyst together with an aqueous glycerol solution, as a hydrogen-donor agent avoiding external hydrogen supply, operating in a batch reactor under subcritical water conditions results in a biomass-derived biocrude with liquid fuel quality (37 MJ.kg− 1), due to the occurence of tandem glycerol APR, hydrogenation-deoxygenation and hydrolysis-depolymerization reactions. The result is greater performance in the production of biocrude and can be capable of being applied to wide variety of underutilized feedstocks. Furthermore, HTL does not require prior drying of the biomass, thus reducing costs and energy required for processing.
References
Baratieri M, Baggio P, Fiori L, Grigiante M (2008) Biomass as an energy source: thermodynamic constraints on the performance of the conversion process. Bioresour Technol 99:7063–7073. https://doi.org/10.1016/j.biortech.2008.01.006
Shah AA, Sharma K, Haider MS et al (2022) The role of catalysts in Biomass Hydrothermal Liquefaction and Biocrude upgrading. Processes 10:207–240. https://doi.org/10.3390/pr10020207
Panahi HKS, Dehhaghi M, Kinder JE, Ezeji TC (2019) A review on green liquid fuels for the transportation sector: a prospect of microbial solutions to climate change. Biofuel Res J 6:995–1024. https://doi.org/10.18331/brj2019.6.3.2
Tursi A (2019) A review on biomass: importance, chemistry, classification, and conversion. Biofuel Res J 6:962–979. https://doi.org/10.18331/BRJ2019.6.2.3
Vardon DR, Sharma BK, Scott J et al (2011) Chemical properties of biocrude oil from the hydrothermal liquefaction of Spirulina algae, swine manure, and digested anaerobic sludge. Bioresour Technol 102:8295–8303. https://doi.org/10.1016/j.biortech.2011.06.041
Bi Z, Zhang J, Peterson E et al (2017) Biocrude from pretreated sorghum bagasse through catalytic hydrothermal liquefaction. Fuel 188:112–120. https://doi.org/10.1016/j.fuel.2016.10.039
Dong S, Liu Z, Yang X (2023) Hydrothermal liquefaction of biomass for jet fuel precursors: a review. Chin Chem Lett 109142. https://doi.org/10.1016/j.cclet.2023.109142
Shuping Z, Yulong W, Mingde Y et al (2010) Production and characterization of bio-oil from hydrothermal liquefaction of microalgae Dunaliella tertiolecta cake. Energy 35:5406–5411. https://doi.org/10.1016/j.energy.2010.07.013
Kaur R, Biswas B, Kumar J et al (2020) Catalytic hydrothermal liquefaction of castor residue to bio-oil: Effect of alkali catalysts and optimization study. Ind Crops Prod 149:112359. https://doi.org/10.1016/j.indcrop.2020.112359
Xu J, Dong X, Wang Y (2020) Hydrothermal liquefaction of macroalgae over various solids, basic or acidic oxides and metal salt catalyst: products distribution and characterization. Ind Crops Prod 151:112458. https://doi.org/10.1016/j.indcrop.2020.112458
Hirano Y, Miyata Y, Taniguchi M et al (2020) Fe-assisted hydrothermal liquefaction of cellulose: effects of hydrogenation catalyst addition on properties of water-soluble fraction. J Anal Appl Pyrol 145:104719. https://doi.org/10.1016/j.jaap.2019.104719
Duan P, Savage PE (2011) Hydrothermal liquefaction of a microalga with heterogeneous catalysts. Ind Eng Chem Res 50:52–61. https://doi.org/10.1021/ie100758s
Nagappan S, Bhosale RR, Nguyen DD et al (2021) Catalytic hydrothermal liquefaction of biomass into bio-oils and other value-added products – A review. Fuel 285:119053. https://doi.org/10.1016/j.fuel.2020.119053
Song Q, Wang F, Cai J et al (2013) Lignin depolymerization (LDP) in alcohol over nickel-based catalysts via a fragmentation-hydrogenolysis process. Energy Environ Sci 6:994–1007. https://doi.org/10.1039/c2ee23741e
Rachel-Tang DY, Islam A, Taufiq-Yap YH (2017) Bio-oil production via catalytic solvolysis of biomass. RSC Adv 7:7820–7830. https://doi.org/10.1039/c6ra27824h
Miha G, Blaz L, Janez L (2016) Simultaneous liquefaction and hydrodeoxygenation of Lignocellulosic Biomass over NiMo/Al2O3,Pd/Al2O3, and Zeolite Y catalysts in Hydrogen Donor solvents. Chem Europe 8:180–191. https://doi.org/10.1002/cctc.201500840
Biller P, Riley R, Ross AB (2011) Catalytic hydrothermal processing of microalgae: decomposition and upgrading of lipids. Bioresour Technol 102:4841–4848. https://doi.org/10.1016/j.biortech.2010.12.113
Gómez-de la Cruz FJ, Palomar-Torres A, Pérez-Latorre FJ, Cruz-Peragón F (2023) Convective drying of mango stone for use as biomass. Environ Res 227:115742. https://doi.org/10.1016/j.envres.2023.115742
Folch J, Lees M, Sloane Stanley GH (1957) A simple method for the insolation and purification of total lipides from animal tissues. 55:999–1033
Mæhre HK, Dalheim L, Edvinsen GK et al (2018) Protein determination—method matters. Foods 7(1):5–16. https://doi.org/10.3390/foods7010005
Valdez PJ, Dickinson JG, Savage PE (2011) Characterization of product fractions from hydrothermal liquefaction of Nannochloropsis sp. and the influence of solvents. Energy Fuels 25:3235–3243. https://doi.org/10.1021/ef2004046
Xu D, Savage PE (2014) Characterization of biocrudes recovered with and without solvent after hydrothermal liquefaction of algae. Algal Res 6:1–7. https://doi.org/10.1016/j.algal.2014.08.007
García-Diéguez M, Pieta IS, Herrera MC et al (2010) Improved Pt-Ni nanocatalysts for dry reforming of methane. Appl Catal Gen 377:191–199. https://doi.org/10.1016/j.apcata.2010.01.038
Palconite CL, Edrolin AC, Lustre SNB et al (2018) Optimization and characterization of bio-oil produced from Ricinus communis seeds via ultrasonic-assisted solvent extraction through response surface methodology. Sustainable Environ Res 28:444–453. https://doi.org/10.1016/j.serj.2018.07.006
Santos ONA, Folegatti MV, Dutra LM et al (2017) Tracking lipid profiles of Jatropha curcas L. seeds under different pruning types and water managements by low-field and HR-MAS NMR spectroscopy. Ind Crops Prod 109:918–922. https://doi.org/10.1016/j.indcrop.2017.09.066
Granados-Fernández R, Cortés-Reyes M, Poggio-Fraccari E et al (2019) Biomass catalytic gasification performance over unsupported Ni-Ce catalyst for high-yield hydrogen production. Biofuels Bioprod Biorefin 14:20–29. https://doi.org/10.1002/bbb.2002
Pieta IS, García-Diéguez M, Larrubia MA et al (2013) Sn-modified NOx storage/reduction catalysts. Catal Today 207:200–211. https://doi.org/10.1016/j.cattod.2012.04.016
Zhao J, He J, Sun M et al (2015) Nickel hydroxide-nickel nanohybrids indirectly from coordination microfibers for high performance supercapacitor electrodes. Inorg Chem Front 2:129–135. https://doi.org/10.1039/c4qi00145a
Chen H, Yu H, Peng F et al (2010) Autothermal reforming of ethanol for hydrogen production over perovskite LaNiO3. Chem Eng J 160:333–339. https://doi.org/10.1016/j.cej.2010.03.054
Pawelec B, Damyanova S, Arishtirova K et al (2007) Structural and surface features of PtNi catalysts for reforming of methane with CO2. Appl Catal Gen 323:188–201. https://doi.org/10.1016/j.apcata.2007.02.017
García-Diéguez M, Finocchio E, Larrubia MÁ et al (2010) Characterization of alumina-supported pt, Ni and PtNi alloy catalysts for the dry reforming of methane. J Catal 274:11–20. https://doi.org/10.1016/j.jcat.2010.05.020
Biller P, Ross AB (2011) Potential yields and properties of oil from the hydrothermal liquefaction of microalgae with different biochemical content. Bioresour Technol 102:215–225. https://doi.org/10.1016/j.biortech.2010.06.028
Yin S, Dolan R, Harris M, Tan Z (2010) Subcritical hydrothermal liquefaction of cattle manure to bio-oil: effects of conversion parameters on bio-oil yield and characterization of bio-oil. Bioresour Technol 101:3657–3664. https://doi.org/10.1016/j.biortech.2009.12.058
Yang C, Jia L, Chen C et al (2011) Bio-oil from hydro-liquefaction of Dunaliella salina over Ni/REHY catalyst. Bioresour Technol 102:4580–4584. https://doi.org/10.1016/j.biortech.2010.12.111
Wawrzetz A, Peng B, Hrabar A et al (2010) Towards understanding the bifunctional hydrodeoxygenation and aqueous phase reforming of glycerol. J Catal 269:411–420. https://doi.org/10.1016/j.jcat.2009.11.027
Akhtar J, Amin NAS (2011) A review on process conditions for optimum bio-oil yield in hydrothermal liquefaction of biomass. Renew Sustain Energy Rev 15:1615–1624. https://doi.org/10.1016/j.rser.2010.11.054
Xu C, Etcheverry T (2008) Hydro-liquefaction of woody biomass in sub- and super-critical ethanol with iron-based catalysts. Fuel 87:335–345. https://doi.org/10.1016/j.fuel.2007.05.013
Da Costa Magalhães B, Checa R, Lorentz C et al (2023) Catalytic hydroconversion of HTL micro-algal bio-oil into biofuel over NiWS/Al2O3. Algal Res 71:103012. https://doi.org/10.1016/j.algal.2023.103012
Saber M, Golzary A, Hosseinpour M et al (2016) Catalytic hydrothermal liquefaction of microalgae using nanocatalyst. Appl Energy 183:566–576. https://doi.org/10.1016/j.apenergy.2016.09.017
Wildschut J, Mahfud FH, Venderbosch RH, Heeres HJ (2009) Hydrotreatment of fast Pyrolysis Oil using heterogeneous noble-metal catalysts Jelle. 48 10324–10334. https://doi.org/10.1021/ie9006003
Sato K, Nishimura Y, Honna K et al (2001) Role of HY Zeolite mesopores in hydrocracking of heavy oils. J Catal 200:288–297. https://doi.org/10.1006/jcat.2001.3184
Alsobaai AM, Zakaria R, Hameed BH (2007) Gas oil hydrocracking on NiW/USY catalyst: Effect of tungsten and nickel loading. Chem Eng J 132:77–83. https://doi.org/10.1016/j.cej.2007.01.021
Acknowledgements
Authors want to thank the financial support of P20-00234-R Project. Plan Andaluz de Investigación, Desarrollo e Innovación (PAIDI 2020) and the AUIP and the Consejería de Transformación Económica, Industria, Conocimiento y Universidades de la Junta de Andalucía for the scholarship awarded by the Mobility Program between Andalusian and Ibero-American Universities 2022, and the fellowship awarded for the completion of a Doctoral Thesis at the University of Málaga (Spain).
Funding
Funding for open access publishing: Universidad Málaga/CBUA
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no significant competing financial, professional, or personal interests that might have influenced the performance or presentation of the work described in this manuscript.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Moreira-Mendoza, C.A., Essounani-Mérida, S., Molina-Ramírez, S. et al. Biocrude oil Production Upgrading by Catalytic Assisted Hydrothermal Liquefaction of Underutilized non-edible seed Biomass. Top Catal (2024). https://doi.org/10.1007/s11244-024-02004-9
Accepted:
Published:
DOI: https://doi.org/10.1007/s11244-024-02004-9