
Refractories widely used in metallurgy and power engineering operate under constant dynamic impacts. In this regard, it is proposed to use elements of modal analysis to diagnose refractories. A test bench for diagnosing refractories has been developed, its approbation has been carried out, and the feasibility of using the proposed method to improve the quality of refractory materials has been shown.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-temperature units (heating, drying, roasting and melting furnaces, power boilers) are lined with refractory materials. The service life, reliability, and cost-effectiveness of high-temperature units are largely determined by the service life of the lining.
For example, long-term operating of ship steam boilers shows that the destruction of the lining surfaces of furnaces remains one of the most common causes of accidents, which are usually accompanied by boiler failure and large financial losses due to ship downtime and unit repairs. It is generally accepted that the average service life of a lining before its replacement is 15,000 – 20,000 hours. However, there are often cases when the lining fails after 4000 – 6000 hours, and sometimes its tuyere part has to be replaced even after 2 – 3 months [1].
It is noted that the main destructive factors in technology in terms of the lining of a thermal unit include mechanical, chemical, and abrasive wear, sharp temperature changes, and the combined action of several factors [2]. With thermal, as the most common, impact on the furnace lining, thermal expansion, plastic deformation and cracking occur, which determine the possibility of further implementation of the technological process. Therefore, in the regulatory document [3] (in the rules for acceptance of refractory) the following indicators are accepted as determining indicators: fire resistance, temperature of the onset of softening, residual changes in dimensions when heated, maximum temperature of products using. However, the standards recommended in [3] do not fully reflect the operational dynamic features of a high-temperature unit.
For example, charge materials are continuously loaded into a blast furnace in portions and slowly fall down. The duration of their residence in the furnace is 4 – 6 hours. Blast-heated air is supplied to the lower part of the furnace through tuyeres. The coke burns with the release of heat, and the hot combustion products move upward, heating the charge. The residence time of gases in the furnace is 3 – 12 sec. The furnace casing and lining are cooled with cold process water supplied by pumps. A ring-lined air duct, into which hot blast (atmospheric air or oxygen-enriched air) is supplied from air heaters, is laid around the furnace. The blast temperature is currently in the range of 1100 – 1300°C in different furnaces, the pressure in front of the tuyeres reaches 0.4 – 0.5 MPa, the blast flow rate in well-functioning furnaces is 1.6 – 2.3 furnace volumes per minute. Blast is supplied to blast furnaces from a blowing station from blowing machines (compressors) located in it with a drive in the form of a steam turbine, creating a blast pressure of 0.45 – 0.59 MPa at the outlet. When the blast is enriched with oxygen, it is introduced into the inlet pipe of the blowing machine [4]. Thus, the vibration excitability of a blast furnace structure depends on the vibration level of external sources, which can be operating mechanisms (structural noise), hydrodynamic noise in the cooling system and sound pressure of aerodynamic noise in the blast system.
Most advanced methods for calculating structures for dynamic impacts are based on the resonant-oscillatory concept, according to which it is assumed that the greatest damage to a structure can occur at the moment of resonance occurrence, when the frequency of the driving load coincides with the natural vibration frequency of the structure. The natural vibration frequencies f of complex structures are, as a rule, determined experimentally. The main sources of structural noise in a blast furnace are turbines, turbocharging units, and pumps. According to [5], for pumps the prevailing frequency is 200 – 300 Hz on average, for turbo units — 500 – 4000 Hz, for turbochargers the noise level at the main blade frequencies is dominant (f = 500 – 3000 Hz).
The sound pressure of aerodynamic noise and hydrodynamic noise in pipeline systems are sources of vibration of technical structures [6]. The blast furnace lining, on the one hand, is affected by the hydrodynamic noise of the cooling system, and on the other, by the sound pressure of the aerodynamic noise of the blast air, which may be one of the probable technical reasons for the resonant destruction of the lining.
The quality of lining materials is assessed by different methods; however, the vibroacoustic method is of significant interest and it has not yet found wide application in diagnosing refractory materials [7, 8]. The objective of this study is to show the feasibility, as well as the effectiveness, of the operational modal method for diagnosing refractory materials.
Modal Analysis in the Diagnostics of Refractories
The modal analysis method (determination of natural frequencies and modes of natural vibrations) is an important method of studying the vibration characteristics of mechanical structures [9]. Its essence is that vibration excitation signals and measured response signals of a complex structure, difficult for direct perception, are converted into a set of easily predictable modal parameters.
Experimental modal analysis consists of exciting a structure in a certain way and measuring its frequency transfer function. Natural frequencies are indicated by peaks arising at the same frequency at each point in the structure. The peak amplitude at each point describes the natural vibration mode at a certain resonant frequency, and the peak sharpness indicates the damping degree of each natural frequency. Natural frequencies, damping coefficients, and natural vibration modes of the structure are determined using modal analysis. If it is established that the excitation frequency coincides with one of the natural frequencies determined during the modal analysis, the design can be revised as a whole or adjusted so as to move its natural frequency away from the excitation frequency.
There are two methods of modal analysis: traditional and operational. In traditional modal analysis, a controlled input excitation is created, and an analysis of the output response and the input excitation is performed. The source of input excitation is an exciter with a built-in force sensor. In real operating conditions, for complex structures with multimode vibrations, it is often impossible to conduct traditional modal analysis. The operational method allows conducting modal analysis using only the output response of the structure. It means that the testing facility for operational modal analysis is relatively simple. It is sufficient to measure the time response under normal operating conditions. As a result of using advanced high-speed computers and software, operational modal analysis has become a highly effective tool for research and diagnostics.
Development of a Test Bench and Research Results
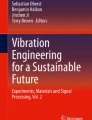
During the development of the test bench and research, operational modal analysis was used. To obtain a vibration response, the structure should be vibrated. There are two most common means of inducing vibration: an impact hammer and a modal vibration test bench. The impact hammer (Fig. 1) causes a short-term excitation of the structure upon impact. By installing impact tips of different hardnesses on the hammer, one can change the range of measuring impact frequencies. If it is necessary to carry out measurements at low frequencies, a tip made of soft rubber is used; at high frequencies, a tip made of hard material is used.

Diagram of a test bench with an impact exciter.
The diagram of the test bench with an impact exciter is shown in Fig. 1. The test sample 1 was suspended on the guillotine 2. Fire-resistant brick of the ShA-8 brand was used as a sample. The sensor (accelerometer) 3 was attached to the brick on the mastic. During the research, an AR-98-100 accelerometer with a sensitivity of 100 mV/g was used, where g is the acceleration, m/sec2. The signal from the sensor entered the A17U2 spectrum analyser 4. The results obtained were processed on the laptop 5. When conducting the research, the method of impact excitation of the sample and recording of the response spectrogram was used. The results are shown in Fig. 2. The adequacy of the results of the operational impact modal method was verified on a laboratory modal vibration test bench, in which a vibration exciter was used to excite the object with the energy sufficient to achieve the required level of signal-to-noise ratio. It significantly increases the accuracy of the results. During the experiment, a purely random excitation profile was created (white noise, which is a stationary noise, the spectral components of which are uniformly distributed over the entire range of frequencies involved).

Amplitude-frequency characteristics (AFC) of the test sample determined under impact (
 ) and on a laboratory vibration test bench (
) and on a laboratory vibration test bench (
 ).
).
The diagram of a vibration test bench for diagnostics of a refractory material (Fig. 3) includes the laptop 1, the A17U2 spectrum analyser 2, the AR98 vibration sensor 3, the test sample 4, the 4809 vibration test bench 5, and the 2719 power amplifier 6. A fireproof brick (fireclay) of the ShA-8 brand was used as the test sample. The brick 4 was attached with its lower bed to the vibration test bench 5. The vibration sensor 3 was installed on the upper bed of the sample. The spectrum of the input signal supplied from the power amplifier 6 to the vibration test bench 5 is white noise. The results of a vibrometric study of a sample on a vibration test bench are shown in Fig. 2. Analysis of the test results of the test sample indicates that the refractory responds to vibration, and the frequency range of this response is in the mid-frequency zone (from approximately 2 to 11 kHz), which is consistent with literature data [8]. The resonant frequencies during impact and on a laboratory vibration test bench practically coincide.

Diagram of a vibration test bench for diagnostics of a refractory material.
Conclusion
Thus, the following conclusions can be drawn:
-
To diagnose refractories, it is advisable to use operational modal analysis, which is one of the effective methods for studying the parameters of vibroacoustic vibrations and allows identifying the natural frequencies of refractory materials.
-
Experimental testing of a test bench for diagnosing refractories revealed the most dangerous (coinciding with the excitation source) resonant frequencies of the test sample (ShA-8 refractory), which are 2.79 and 5.95 kHz, respectively.
-
The results of vibration impact testing of the test sample practically coincide with the test signal of the vibration test bench, which indicates the advisability of using the operational modal method with impact excitation to identify low-quality lining material at the pre-production stage.
References
1. A. I. Petrov, “Assessment of reasons for refractory damage in ship steam boiler furnaces,” Vestn. MGTU, 18(1), 17 – 19 (2015).
I. D. Kashcheev, K. K. Strelov, and P. S. Mamykin, Chemical Technology of Refractories [in Russian], Intermet Inzhiniring, Moscow (2007).
GOST 390–2018, Fireproof Refractory Fireclay and Semi-Acid Products for General Use [in Russian], Standartinform, Moscow (2018).
I. V. Makarova, M. V. Potapova, and M. G. Potapov, Cast Iron Production: Textbook [in Russian], Izd-vo Magnitogorskogo
Gosudarstvennogo Tekhnicheskogo Universiteta im. G. I. Nosova, Magnitogorsk (2016).
Norwegian Council for Science and Technology, Reducing Noise on Ships [in Russian], Transport, Moscow (1980).
A. S. Nikiforov, Vibration Absorption on Ships [in Russian], Sudostroenie, Leningrad (1979).
I. D. Kashcheev and K. K. Strelov, Testing and Control of Refractories [in Russian], Intermet Inzhiniring, Moscow (2003).
K. K. Strelov, Technical Control of the Production of Refractories [in Russian], Metallurgiya, Moscow (1970).
A. N. Gavrilin and B. B. Moizes, Diagnostics of Technological Systems [in Russian], Izd-vo Tomskogo Politekhnicheskogo Universiteta, Tomsk (2014).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, pp. 53 – 56, No. 10, October, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Stenin, V.A. Determining the Natural Vibration Frequencies of Refractories. Refract Ind Ceram 64, 562–564 (2024). https://doi.org/10.1007/s11148-024-00890-w
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-024-00890-w