
A structural design of the process of dust capture by means of composite filtering partitions is proposed, the technological regimes for operation of the partitions are determined, and mathematical interpolation models of the dust capture process are developed and experimentally verified. An experimental multi-layer filter with a granular refractory filtering material by means of which step-by-step cleaning of a polydisperse flow may be achieved is developed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Environmental pollution is constantly growing in connection with the intensification of production, wear of production equipment, and inefficient management of environmental measures. Production of construction and refractory materials is a major source of the release of dust into the environment. Dust discharges into the atmosphere from enterprises involved in the production of construction and refractory materials reaches several million tons annually, hence the development of the latest dust trapping units and the creation of waste-free technologies has now assumed extraordinary critical importance. Studies carried out by Ye. P. Mednikov, O. V. Klepnikov, A. Yu. Val’dberg, and other Russian and foreign researchers were devoted to the subject of high-efficient dust removal and the analysis and control of the operating efficiency of dust suppression equipment, though despite the broad range of studies the problem of dust suppression remains critical.
The most widespread method of removing dust particles from dusty gas flows is that of filtration, with filtration through granular layers assuming special importance.
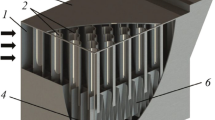
Through the use of granular layers it becomes possible not only to assure the maximally attainable discharges, but to also create procedures for reprocessing wastes in certain production facilities [1, 2]. A bulk composite filter with blow-through tubes developed by the present authors is shown in Fig. 1. Because of the design of the filter, it is possible to quickly change the removable filtering cartridge, which makes the technological equipment mobile and enables continuous operation.

Bulk composite filter: 8) distribution device; 9) metallic grill; 10) impermeable rubber gasket; 11) filter case; 12) couplings for reclamation agent; 13) cleaned air collector; 14) reclamation sleeves (additional adjustable pipes for pulsed reclamation of the granular layers); 15) spring valves; 16) captured dust collection sleeve; 17, 18) fastening bolts; remaining notation discussed in text.
The filter functions in the following way. A dusty gas flow enters the dusty air chamber 2 through an inlet coupling 1 and travels through a removable filtering cartridge 3 consisting of three layers of a granular material 4 successively situated in the path of the gas, a metallic filter grate 5, and a layer of fibrous material 6. The filtering cartridge is in the form of a cylinder within which are found granular layers in cells I, II, and III. The cells contain upper and lower limiters of the thickness of a layer 7 (plane breaker plates). The first and second layers in the path of the dusty gas flow are filled with crushed crumbs of a refractory material in fractions of 3?6 and 1?3 mm, while the third layer consists of coke breeze, a granular porous adsorbent. The dusty gas flow enters the granular filtering element through a gas conduit. The dusty air first passes through the large filler of Cell I, where the largest particles of dust measuring 7 – 10 μm are retained. As the initially cleaned dusty gas flow passes through the finer filler of Cell II, it is subjected to more thorough cleaning from particles of the disperse phase measuring 2 – 7 μm. The flow then enters Cell III, which is filled with a granular adsorbent material and in which toxic components from the production gases are removed. Filtering through the walls of the fibrous cloth 6 simultaneously takes place, which makes it possible to clean the dusty gas flow from particles measuring 1 – 4 μm.
The filter has undergone experimental checking with two types of technical-grade dusty gas flows generated in refractory production containing solid periclase and graphite periclase aerosol. The height of the granular layer of the filter was varied in the course of the studies from 10 to 40 mm. The dominant factors that influence the filtering process, including the velocity of the dusty gas flow w, the equivalent diameter of the porous space d e, the height of the filter column H, the length of the filtering process τ, and the initial concentration of the disperse phase Z in, were determined by the method of a priori ranking. In order to estimate the operating efficiency of the bulk composite filter, the experimental parameters were varied over rather broad ranges: 1 × 10–3 < de < 10 × 10–3 m; 10 × 10–3 < H < 40 × 10–3 m; and 90 < τ < 1800 sec; the velocity of the flow was maintained constant (w = const). The data shown in Fig. 2 were obtained as a result.

The relationships K = f(τ): a) periclase dust (Z in = 23.3 × 10–3 kg/m3, d 50 = 26 μm, δ = 2.3, logσ = 0.34); b) graphitepericlase dust (Z in = 16.123 × 10–3 kg/m3, d 50 = 4 μm).
An analysis of the results that were obtained indicate that it would be appropriate to increase the height of the granular layer to only 20 × 10–3 m, since the coefficient of passage will remain practically unchanged with a further increase in the height, while the hydraulic resistance will grow. Henceforth in the present study, therefore, a height of a single filtering layer equal to 20 × 10–3 m was used to determine the optimal size of the grains of the filtering layer. The results of determining the filtering efficiency with different magnitudes of the grain diameter are shown in Fig. 3.

Relationships K = f(τ) obtained with the following parameters of a dusty gas flow: a) graphite-periclase dust — Z in = 16.123 × 10–3 kg/m3, d 50 = 4 μm; b) periclase dust — Z in = 23.3 × 10–3 kg/m3, d 50 = 27 μm δ = 2.3, log σ = 0.34.
The required efficiency (coefficient of passage) is achieved with a filtering process of quite short duration, which is related to blocking of the pores of the granular layer and contraction of the channels of the layer. Therefore, the layer with large granules (7 × 10–3 m) should be made the first in the path, and the layer with minimal grain size (3 × 10–3 m) the second in the path. In the process of filtering a dusty gas flow through a bulk composite layer, the concentration and disperse composition of the dust varies as it passes from a layer with greater grain size to a layer with lesser grain size. The flow regime of the gas in the pores changes. Filtering with dominance of the process of build-up of sediments on the surface of the layer and the formation of an auto-filter commences and concludes with filtration accompanied by gradual clogging of the pores. To analyze the pressure drop in such a filter, the dominant nature of the process of filtration for each sub-layer may be theoretically distinguished and, based on such an approach, the given characteristic may be obtained for each of the sub-layers.
The total pressure drop ΔP will be given by [2]
where ΔP′ is the pressure drop that arises in the filter due to the appearance of an auto-filter in the first layer in the path of the dusty gas flow, Pa; ΔP′′, the pressure drop that arises due to gradual plugging of the pores of the first granular layer in the path of the flow, Pa; and ΔP′′′, the pressure drop that arises due to gradual plugging of the pores of the second granular layer, Pa.
An analytic expression of the pressure drop ΔP′ created by the layer of the bulk composite filter that is first in the path of the dusty gas flow that occurs as the process transpires accompanied by the formation of an auto-filter has the form
where Q is the flow rate of the dusty gas flow, m3/sec; x in, initial volumetric concentration of the disperse phase in the dusty gas flow; r s, radius of sediment of dusty layer; and R, radius of filtering layer of filter, m.
A relationship that characterizes the pressure drop ΔP′ in the first layer of the granular filter as the process transpires accompanied by gradual plugging of the pores has the form
where μ is the viscosity of the dusty gas flow, Pa·sec; h 1, height of first granular layer of the bulk composite filter in the path of the dusty gas flow; r′g, mean radius of grain of filler of the first layer of the bulk composite filter in the path of the dusty gas flow, m; and K in, initial coefficient of passage.
The pressure drop ΔP′′′ that arises in the second granular layer in the path of the dusty gas flow as the process transpires accompanied by the gradual plugging of the pores is given by
where h2 is the height of the second granular layer of the bulk composite filter in the path of the dusty gas flow, m, and r′′g the mean radius of the grain of the filler of the second granular layer of the bulk composite filter in the path of the dusty gas flow.
Following a series of transformations and mathematical processing, we obtain the equation are obtained for the purpose of finding a mathematical estimate of the filtration efficiency (coefficient of passage) as a function of different factors of the process.
The regression equations
It is best to design an experiment according to the Box – Wilson method [3] with successive implementation of a small series of tests that involve a variation of the significant factors [3, 4] as a means of obtaining regression equations that characterize the total and fractional coefficients of passage. The following equation of the total coefficient of passage for graphite-periclase dust was obtained as a result of mathematical processing:
where the physical values of the factors H, w, dg, and τ are denoted, respectively, by x 1, x 2, x 3, and x 4.
The determination of the fractional coefficients of passage of the disperse phase is of particular interest. These coefficients are most representative in estimating the separation capacity of a filtering partition. They show which fractions of the disperse phase are retained by the partition and to what extent. A series of tests was performed for fractions 2 – 5 and 7 – 1 μm. The following regression equations were obtained:
The efficiency gained with the use of granular filters depends on the reclamation method. A method of reclamation of the backflow through perforated tubes and through blow-off tubes with a buffer chamber was investigated in the present study. In a reclamation process performed by this method the velocity of the backflow amounts to 0.40 – 0.55 m/sec. A series of experiments to determine the reclamation cycle was performed. The time it takes to perform the filtration process, the duration of the backflow process, and the blow-through time of the filters, assuming that optimal heights of the auto-filter are maintained, were established (cf. Table 1).
Representative results of tests of a multilayer bulk filter lead us to conclude that the filter may be used to clean dusty gas flows generated in the production of refractory materials, though the need to replace a filter layer essentially presupposes automatic replacement of the filter layers when necessary. An effective system will make it possible to create a closed waste-free technology in which spent filter material may subsequently serve as raw material in the production of refractory materials.
The present authors have proposed a scheme for integration and construction of bulk composite filters for industrial use (Fig. 4) with expanded filter surface and with the capacity for quick removal of spent bulk layers.

Scheme for incorporation of bulk composite filters into the production line of the Semiluk Refractory Factory: 1) first stage of cleaning — multiclone; 2) gas blower; 3) bulk composite filter; 4) electric motor; 5) air reclamation buffer chamber; 6) power station of conveyor; 7) conveyer chain; 8) take-up of conveyor belt.
Conclusion
Through the use of the experimental multi-layer filter that has been developed by the present authors it is possible to perform step-by-step cleaning of a polydisperse flow, achieving a total cleaning efficiency of 99.85%. An equation that describes variations in the total pressure drop in a composite bulk filter with two-layer structure, which were confirmed experimentally, was obtained. A method of reclamation of the filter through backflow with the use of perforated tubes with a buffer chamber, by means of which thorough reclamation of the granular layers may be achieved by decreasing the initial pressure drop in a subsequent filtration cycle, was proposed. This produces a decrease in energy costs in the operation of the filter.
References
Yu. V. Krasovitskii, P. B. Baltrenas, and V. I. Entin, Dust Control of Industrial Gases in Refractory Production [in Russian], Tekhnika, Vilnius (1996), 264 pp.
V. A. Goremykin, Yu. V. Krasovitskii, S. Yu. Panov, and A. V. Loginov, Energy Conservation in Dust Collection in the Production of Ceramic Pigments by the “Dry” Method [in Russian], Voronezh State University, Voronezh (2001), 296 pp.
E. V. Romanyuk, R. A. Vazhinskii, and I. A. Chugunova, Development of mathematical models and software for the filtration process, in: Proc. XXI Intern. Sci. Conf. “Mathematical Methods in Engineering and Technologies,” Tambov State Technological University, Tambov (2008), pp. 21 – 23.
E. V. Romanyuk, R. A. Vazhinskii, and I. A. Chugunov, Mathematical models of the process of filtration of a dusty gas flow for a rotating granular layer, in: Proc. XXI Intern. Sci. Conf. “Mathematical Methods in Engineering and Technologies,” Tambov State Technological University, Tambov (2008), pp. 20, 21.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Novye Ogneupory, No. 7, pp. 57 – 61, July, 2014.
Rights and permissions
About this article

Cite this article
Romanyuk, E.V., Krasovitskii, Y.V., Smirnykh, A.A. et al. Composite Filtering Partitions for Use in Cleaning Dusty Gas Flows in the Production of Refractory Materials. Refract Ind Ceram 55, 360–364 (2014). https://doi.org/10.1007/s11148-014-9727-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-014-9727-7