
This article relates the experiences of the Chelyabinsk Metallurgical Combine and the Pervouralsk New Tube Plant in mastering the operation of continuous section casters. It examines how the startup of the strands is affected by the geometries of the submersible nozzle, the metering nozzle, and adjustments made to the process parameters. Recommendations are given to make the section caster more reliable during startup and casting.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
A large number of continuous section casters has been built in Russia and the CIS nations over the last 10 years. In the course of mastering the production of continuous-cast semifinished products, factories have encountered difficulties with the startup of the casters’ strands in connection with the geometry of the metal conduits and adjustments that are made to the caster. These problems have in turn lowered productivity and lengthened the amount of time needed for steelmaking shops to reach their design capacity. When continuous casting was being introduced at the Chelyabinsk Metallurgical Combine (ChMK) from 2004 to 2007 and at the Pervoural’sk New Tube Plant during 2011 and 2012, metal losses incurred with the startup of the strands were the third-largest contributor to total metal loss according to statistical data. These problems were solved by introducing new automated equipment to start the strands and employing a new design for the refractories of the tundish’s metal conduits — the stopper-monoblock, metering nozzle, and submersible nozzle.
Nearly all modern continuous casters are designed in such a way that the initial filling of the mold can be controlled automatically in accordance with a special algorithm included in its control system. The advantage of this feature is that the stopper is always opened at the same moment, but the disadvantage is that any deviations in the volume of the incoming steel from the prescribed value (excessively fast or slow filling of the mold) are not automatically detected and corrected. Some metallurgical plants always used automated strand startup, but this requires satisfaction of the following conditions.
-
1.
The temperature of the steel in the tundish should be consistent with the requirements of the technology.
-
2.
The fluidity of the steel should be consistent with the requirements of the technology.
-
3.
The entire lining of the tundish should be evenly heated.
-
4.
The submersible nozzles, metering nozzles, and stopper-monoblocks should also be uniformly heated.
-
5.
The period of time from the moment the heating of the tundish is ended until the moment the slide gate of the steel-pouring ladle is opened should be as short as possible.
-
6.
The geometry and quality of the tundish’s metal conduits should allow for reliable control of the flow of the steel from the tundish into the mold.
It is inadvisable to use the automated mold-filling feature at the start of operation of a strand if even one of the above conditions is not met. Thus, the first filling of the mold is performed manually in order to ensure reliable startup of the strand.
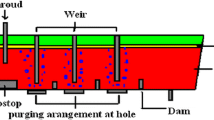
In foreign practice, the submersible nozzle — which can be changed during the casting operation — is called a “submerged entry shroud” (SES, Fig. 1 a). The submersible nozzle together with the metering nozzle — which cannot be changed—are collectively referred to as the “submerged entry nozzle” (SEN, Fig. 2 b). The submerged entry shroud SES is installed on top of the metering nozzle with the use of a special holder (manipulator) that is secured to the tundish. SEN-type nozzles are more widely used abroad, while Russian metallurgy gives preference to SES-type nozzles because they are simpler to use and do not require a high degree of skill on the part of the operator. Some Russian plants (such as the PNTZ) have mastered continuous casting on SEN nozzles. In 2011, the PNTZ successfully instituted the use of monolithic SEN nozzles to cast circular and square semifinished products with diameters of 150, 220, 460, and 550 mm and a cross section of 150 × 150 mm2. The use of an SEN nozzle is complicated by the fact that there is a high probability of its thermal or mechanical failure if the prescribed nozzle-heating regime is not observed or if the casting of multiple heats in succession is not begun properly. Such a malfunction in turn reduces the productivity of the caster and brings the entire casting operation to a halt. Table 1 shows the advantages and disadvantages of SES and SEN nozzles. To sum up, SEN nozzles have a significant overall advantage over SES nozzles despite the fact that the latter is the type of nozzle used on most multi-strand continuous casters in Russia.

Metal conduits of the SES type (a) and SEN type (b).

Diagram of the system developed to control steel level in the mold for stopper-assisted casting: M — main drive of withdrawing rollers or the stopper mechanism; LT — transducer for monitoring the level of the steel in the mold.
The startup of a continuous section caster becomes more difficult when the cross section of the semifinished product is small. Thus, a good deal of attention should be given to certain aspects of the casting operation. Consideration should be given to the geometry of the metal conduits, the parameters of the system that controls the level of the steel in the mold during the period when the operation of the strand is being started, and the order in which actions are carried out on the strand.
The use of stopper-assisted casting necessarily implies the use of the following system to keep the level of the steel at the appropriate level in the mold (Fig. 2). The value specified for the speed at which the semifinished product is to be withdrawn from the mold (casting speed) is established by the electric motors of the caster’s withdrawal mechanism, while the prescribed level of steel inside the mold is maintained by the stopper mechanism. During continuous casting, this mechanism keeps steel level at the desired value by changing the rate at which it is flowing out of the tundish and into the mold. Thus, for stopper-assisted casting, the casting speed is constant and a rate of flow of the steel is variable.
The values of the following parameters are usually assigned to start a strand of a continuous caster: the initial speed of the dummy block, m/min; the maximum speed of the dummy block, m/min; the length of time over which the block accelerates from its initial speed to its maximum speed, sec; the coefficient that characterizes the sensitivity of the stopper for the start (K-start). The value of K-start determines the error in the system that monitors steel level in the mold in accordance with the prescribed level and regulates the position of the stopper. The higher the value of K-start, the more quickly the stopper mechanism will react to changes in steel level inside the mold. Consideration should also be given to the quality of preparation of the steel in the secondary-treatment section, since having the steel in this section be cold or not very fluid (steel with a high content of high-melting nonmetallic inclusions) can lead to loss of the steel in the strands when they are placed in operation during the casting period.
Experience with the use of continuous section casters shows that unsuccessful strand startups most often take place on the outermost strands of the tundish because the level of the steel in the mold is different than the prescribed value (too high or too low). Let us examine the sequence of the actions taken by the caster operator in the startup of a strand on a continuous section caster. When strands are in the casting regime, all of the “ready-for-casting” conditions have been satisfied, and the level of the steel in the tundish has reached its prescribed level, the stopper is opened for the first time either automatically or by the operator with the use of a manual control panel in order to fill the tundish. In practice, manual opening of the stopper is recommended because it is the more reliable method.
When the steel level reaches 20% (Fig. 3), the stopper is changed over to automatic operation and the level of the metal is monitored in accordance with the established process parameters. Attainment of the 20% level also triggers the movement of the dummy block in accordance with the strand start prescribed by the process parameters. If the stopper is open a small but adequate amount at that moment, the automatic system assumes control and makes only a small adjustment to the stopper’s position. If the stopper is open by a large amount when the above-indicated level is reached, the automatic system that controls the level of the molten steel needs to substantially change the stopper’s position. This can destabilize the operation of the strand and even the entire caster.

Diagram of the filling of the zones of the mold on a continuous section caster: 1) top zone of the mold, not visible to the steel-level measurement system (~80 mm); 2) zone in which steel level in the mold is measured from 0 to 100% (~200 mm); 3) zone of the steel not visible to the steel-level measurement system (the zone filled during the startup of the strand); 4) freezing of the steel (head of the dummy block); 5) zone in which the head of the dummy block enters the shell of the mold (~100 mm).
Unstable operation of a strand is manifest in the following. The operation of the automatic system that maintains the prescribed steel level in the mold can lead to operation of the stopper mechanism in the resonance regime, i.e. can lead to oscillations of steel level inside the mold. Such oscillation can in turn lead to other problems — freezing of the metal conduits due to the pulsating entry of the steel into the body of the nozzles and closure of the stopper or “capture” of the submersible nozzle by the solidifying semifinished product inside the mold. Other possible consequences include a breakout (rupture of the skin of the crystallizing ingot inside the mold due to hanging of the ingot in the mold), downward movement of the semifinished product into the bottom region of the mold, or the entry of the slag-forming mixture into the body of the ingot skin. Any of these events will lead to loss of the strand.
K-start is used to make the transition from the manual regime to the automatic regime until the rate of withdrawal of the semifinished product by the withdrawing-straightening mechanism (WSM) has increased linearly to its maximum value; then the system uses the sensitivity coefficient for the casting operation (K-casting), the value of which is less than half as great as the value of the first coefficient. The K-start parameter should be adjusted so that the level of the steel does not exceed the upper limit of the steel-level measurement range. However, it should also not be set so low that steel level descends to below the lower limit of that range.
Let us see how the actions taken by the caster operator and the value of K-start can affect steel level in the mold at the start of strand operation. The level of the steel in the mold rises very rapidly when the stopper is opened wide in the manual regime. The automatic regime takes over when steel level reaches 20%. In this case, K-start does not close the stopper quickly enough and the level exceeds the 100% mark. At that point, the closure of the stopper is greatly accelerated to prevent an overflow. When the dummy block begins to accelerate, the level of the steel drops and the operator has to again open the stopper. All of these actions collectively lead either to breakouts or overflows.
To ensure the smooth startup of a strand, the degree of closure of the stopper at the moment the level of the steel reaches 20% should be roughly the same as when casting is being performed after the strand has started operation. In this case, K-start easily controls the steel level and does not significantly change the stopper’s position. If the stopper is opened an excessive amount, it will not be able to react quickly enough and steel level will exceed the measurement range. This situation can be corrected by using a higher value for the sensitivity coefficient, but that can lead to oscillations in the steel-level control system. Such oscillations can result in shutdown of the strand.
Figure 4 shows examples of strand startup in accordance with correct and incorrect stopper-opening schemes. Figure 4a illustrates incorrect startup of the strand due to slow opening of the stopper. Smooth startup of the strand is assured by rapidly opening the stopper and lowering its position in stages (Fig. 4 b). The moment when the stopper begins to be lowered is determined by the moment stable flow of the steel begins, i.e. the moment sprayed steel (sparks) stops flying out of the mold. Figure 5 shows the algorithm used for the startup of a strand on a continuous section caster. Changing over from manual control of the stopper to automatic control results in activation of the withdrawing rollers, the beginning of oscillation of the mold, and the delivery of water to the secondary-cooling zone.

Diagram of the opening of the stopper and the rate of filling of the mold with steel: – · –) manual control of the position of the stopper; ——) automatic control of the position of the stopper; · · · · · · ) level of the steel in the mold; A) point of transition from manual to automatic control.

Algorithm for the startup of a strand on a continuous caster.
The problems associated with having a mold of small cross section (such as a square 130 × 130 mm2 mold or a circular mold 150 mm in diameter) is exacerbated by the presence of the submersible nozzle inside it. The nozzle occupies a certain amount of the free space that existed in the mold when it was empty, decreasing its effective volume and sharply accelerating its filling with molten steel when the steel reaches the nozzle. At the same time, there needs to be a distance of at least 25 mm from the wall of the mold to the submersible nozzle in order for the slag-forming mixture to work properly. If this distance is shorter, the mixture will solidify, cake, and cause difficulties in the casting operation. The open area through which the liquid metal flows is calculated in relation to the height to which the stopper is raised. That area is then used to calculate metal flow rate (in kg/min). To avoid design errors when the geometry of the pouring nozzles is being chosen, it is recommended that these calculations be performed for each metal conduit planned for the continuous caster. The openings in the top part of the SEN metering nozzle or the tundish metering nozzle should be small in diameter, usually lying within the range 36 – 40 mm for semifinished sections. Thus, correctly choosing the values for the outside diameter of the submersible nozzle and the internal opening of the metering nozzle of the tundish guarantees the successful startup of a strand.
To check the correctness of the geometry of the pouring nozzles of a tundish, it is recommended that the rate of flow of the steel be calculated in relation to the height to which the stopper is opened. The following parameters are taken into account in calculating metal flow rate (Fig. 6): the angle of taper of the stopper (alpha); the radius of curvature of the cone of the stopper block R s; the diameter of the opening in the metering nozzle; the radius of curvature of the metering nozzle R b . The parameters connected with the startup of a continuous section caster are affected by the following dimensions of the metal conduits: the outside diameter of the submersible nozzle; the inside diameter of the SEN metering nozzle or the metering nozzle of the tundish.

Diagram illustrating the notation for the dimensions of the stopper pair (the stopper-monoblock and the metering nozzle).
As indicated above, it has been observed in the operation of continuous section casters that unsuccessful startups are seen most often on the outermost strands of the tundish. The reason for this is that the steel is coldest in the tundish’s outermost zone; three walls of the tundish are removing heat from the molten steel. This can lead to a situation in which the first stream from the tundish exits slowly and makes it necessary to move the open stopper higher. Then the steel begins to flow at high velocity, leading to an overflow. It has been observed that the outermost strands start normally when a second attempt is made after an unsuccessful start. This may happen because the tundish is now thoroughly heated and the level of the metal in it is high, i.e. the initial portions of metal are fluid and the stopper therefore does not have to be raised to a high position. It is recommended that an attempt to restart the outermost strands be made several minutes after startup of the central strands, to ensure that the steel is very fluid. When the metering nozzle is installed in the tundish, the top of the nozzle should be positioned at least 30 mm above the tundish’s bottom. If the top of the nozzle is at the same level as the bottom of the tundish, the initial portions of steel will freeze near the bottom part of the stopper and will complicate the startup process. Such a situation is especially characteristic of the outermost strands, where the arriving steel is colder.
Conclusion
Recommendations on making the operation of continuous section casters more reliable during startup and casting have been developed based on work with a continuous caster at the ChMK (for casting 180 × 180 mm2 squares and 150-mm-diam. rounds) and the PNTZ (for casting 150 × 150 mm2 squares and 150- and 220-mm-diam. rounds).
-
1.
The initial filling of the mold with molten steel needs to be controlled manually.
-
2.
The first opening of the stopper should be completely relatively quickly. The stopper should be lowered gradually, when stable flow of the steel begins.
-
3.
The outermost strands should be started last.
-
4.
The top part of the metering nozzle of the tundish or the SEN submersible nozzle should project approximately 30 mm above the lining of the bottom of the tundish.
-
5.
The diameter of the opening in the top part of the SEN metering nozzle or the metering nozzle of the tundish should be small — usually within the range 36 – 40 mm for the casting of sections.
-
6.
The metal conduits for a continuous section caster should be chosen together with the casting technology, with allowance being made for the grades of steel that will be cast and the operating features of the automated system.
Author information
Authors and Affiliations
Corresponding author
Additional information
1From materials of the International Conference of Refractory Specialists and Metallurgists (April 3 – 4, 2014, Moscow).
Translated from Novye Ogneupory, No. 7, pp. 10 – 14, July, 2014.
Rights and permissions
About this article

Cite this article
Botnikov, S.A. Effect of the Geometry of the Metal Conduits of a Tundish and the Casting Parameters on the Performance of Continuous Section Casters1 . Refract Ind Ceram 55, 272–276 (2014). https://doi.org/10.1007/s11148-014-9706-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-014-9706-z