
Results are provided for a study of the grain composition of refractory mixes for preparing spinel-periclase refractories. Results are checked with refractory concrete and coating tests, manufactured by Ust’-Kamenogorsk by RGP National Center for Complex Processing of Mineral Raw Material of the Kazakhstan Republic technology. Advantages are demonstrated of using refractory concrete and cement in lining weighing buckets compared with a brick lining and chromium-magnesite and cement coating.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Analysis shows [1–4] that traditional aluminosilicate, high-alumina, and periclase-chromite mortars do not provide lining sealing, and by causing its premature breakdown, have an unfavorable effect on metal quality. In view of this an important problem is development and organization of production for unmolded refractory materials for maximum ferrous and nonferrous heating unit lining life.
The main wear factors for chrome-magnesite (KhM), periclase-chromite (PKhSP), and chromite-periclase heat resistant (KhPT) refractories, used in lining a converter, may be grouped as follows.
-
1.
Chemical action of liquid melts.
-
2.
Melt physical action.
-
3.
Atmospheric effect, gas phase chemical action.
-
4.
Thermal and mechanical action.
In the reaction zone as a result of refractory interaction with converter products together with highly refractory materials there is formation of a considerable amount of compounds with lower refractoriness. As refractory is enriched with iron oxides and silica there is a change-over of high-temperature phase (forsterite) to more readily melting magnesia-iron and olivine refractory; iron-containing spinelids and silicates, and spinels of alumina-magnesia composition form from periclase. Chemical reaction of iron-silicate and copper-containing melts, accompanied by formation of more readily melting compounds, significantly promotes refractory erosive wear. Apart from chemical reaction with metal there is also possible reaction of refractory with metal oxides, expressed in mutual dissolution. If there are eutectics in the system, melting below the melt operating temperature, then during melting in air there will be active lining wear with slag formation.
Different slag compositions have the strongest effect on refractory service life. Considerable wear arises with occurrence of slags having low viscosity and acid composition. Thermal shocks are one of the strongest wear factors in a converter, caused by charging cold additives. Measurements performed by means of thermal elements in a converter tuyere zone showed that in this area there are temperature gradients exceeding 200°C/min.
In order to study refractory reaction with polymetallic mattes and cold additive components, the main wear factors were determined by petrographic and chemical studies of specimens of refractory grades KhM, KhPT, and PKhSP. Specimens were selected from the tuyere zone of a converter, within which there is maximum action of a slag-matte melt, and from the converter end. During processing of normal mattes within a refractory after operation three zones are noted, differing in composition and structure, and not having clear boundaries: working, transition, and least changed. The thickness of the working zone in KhM refractory is 2 – 5 mm; in KhPT and PKhSP refractories the working zone is almost absent due to wear by spalling, and the transition zone thickness is about 40 mm. The working of KhM refractory has a high amount of silicates and substitution by secondary periclase grain spinelid. Grains of chromium spinelid have a reaction rim; there is partial dissolution of periclase grains in molten slag silicate phases, which arises through cracks and pores. Throughout the whole section of a transition zone of KhM refractory there are metal inclusions, cuprite. Coarse grains of chromium spinelid are covered with cracks, which are filled with cuprite and silicates. Copper and metal oxides do not cause marked periclase grain corrosion. A significantly greater role is played by silicates. The chemical wear of KhM refractory is due to dissolution of periclase in silicates and breakdown of chromium spinelid grains.
Refractory PKhSP after service has an abundance of cracks (up to 2 mm) and microcracks. In the transition zone even with a depth of 35 – 40 mm there are areas of silicates. In view of penetration into the zone of molten slag there is initial structure breakdown, and this is expressed in marked decomposition of aggregated periclase grains into individual component grains, and breakdown of the coarsest chromium spinelid grains into fine corroded lumps, cemented by silicates. Periclase grains, especially in binder, also contain a significant amount of spinelids. Only grains in the refractory center remain clean. Metal and cuprite inclusions are seen throughout the whole material cross section, and areas of inclusions in an amount up to 10 – 15% (on average 2 – 3%) partly fill pores and microcracks.
With a high impurity content (Pb up to 25%, Zn 12 – 14%, etc.) there is additional peroxidation (overblowing) of copper in the first conversion period with preparation of chemically active slag based on copper oxide. This slag exhibits low melting temperature (930°C), high fluidity, excellent wetting and impregnation of refractories through pores and cracks. Copper and its compounds (Cu2O, Cu2S, Cu3Sb) do not cause marked chemical regeneration of chromium spinelid and periclase, and they primarily change refractory texture, cause alternating forces, promoting refractory wear by wetting. A high lead content (up to 21%) in the refractory transition zone is explained by presence of it low-melting glasses, migrating under the action of a temperature gradient into the depth of refractory. Refractory KhM is more favorable for migration of low-melting glasses containing an increased amount of SiO2.
The main criterion of refractory stability is the ratio of content of basic refractory components (MgO, CrO3) in the least changed zone before and after service. According to this index in the refractory series KhM – PKhSP – KhPT the most resistant is the latter. Results of petrographic studies also confirm the higher operating resistance of KhPT refractories, within which there is a smaller number of microcracks.
The most suitable converter melt temperature, providing less lining wear and sufficient converter flushing with a high content of air is the range 1200 – 1250°C. Motion of a melt is explained by presence of a considerable amount of zinc in matte and formation in view of this of iron spinel ZnO⋅Fe2O3. This explains the difficulty of maintaining a magnetite skull of a lining, since zinc oxide dissolves iron oxide from a skull. In order to reduce the erosion properties of zinc slags it is recommended to add chrome-magnesite crumb or material with high alumina content to a converter. Zinc oxide forms a refractory stable compound with alumina, more stable than iron oxide. This slag skull reliably protects a converter lining from corrosive action of matte with a high zinc content.
An important factor providing uniform converter lining refractory wear is its preparation technology, providing reinforcement of the tuyere and adjacent zone, use of KhPT and PKhSP refractories, and also ramming mixes and lining solutions, under conditions of preliminary heating of a lining after repair. The greatest effect in performing converter lining, a rotary Waelz kiln, and delivery ladles, is observed with use of self-sintering refractory concretes and torcrete mixes, providing the best lining adhesion and a monolithic nature, reducing melt penetration into refractory joints. This is achieved due to the fact that self-sintering refractory chamotte concrete contains APV-1 aluminum, chamotte, water glass, magnesium sulfate, and chamotte mortar MSh-45. The suggested content of components of self-sintering refractory chamotte concrete makes it possible to improve its refractory properties during self-sintering as a result of exothermic reactions occurring between magnesium sulfate, water glass, silica chamotte mortar, and reducing agent, i.e., aluminum, with preparation of the required amount of refractory aluminum oxide in refractory concrete:
Na2O forming in reaction (1) enters into reaction with aluminum oxide from chamotte mortar and that liberated by the reverse reaction
As follows from reactions (1) and (2), the components of the proposed composition fulfil an active role in sintering exothermic mixes. Reaction products are enriched with highly refractory low-porosity and highly dense compounds and oxides of the NaAlO2 type, and also an excess amount of aluminum oxide, thereby increasing the thermal strength of a lining without pits and cavities, and providing a high degree of sintering for a lining refractory composition with high service temperatures.
During mix firing and sintering there are physicochemical processes connected with breakdown of original rock minerals, with reactions between mixture components, and with formation of stable refractory phases. The order of processes depends mainly on mineral composition, chemical nature of minerals, and ratio of phases and other factors; knowledge of these processes and ability to control them makes it possible to obtain refractories with prescribed properties. During firing of raw material in the low-temperature range (200 – 400°C) there is removal of absorbed moisture. An increase in temperature to 600 – 900°C leads to liberation of constitution water and breakdown of the original material crystal lattice. In this stage there is reaction between mixture components. Exothermic reactions between an oxidizing agent and reducing agent lead to sintering (grain growth) at 850 – 900°C, whereas normal sintering technology is only achieved at 1600 – 1900°C, when a liquid phase develops due to melting of all components, including refractory components.
It is well known that grain size composition of refractory mixes affects object properties, and also their behavior during drying and firing. Coarse-grained materials are used in the production of many forms of refractories. They form a refractory carcase, which on firing is not subject to significant compaction, and does not experience large volume changes; these objects retain their original form with small deviations. This phenomenon is particularly clearly expressed with use of fuzed powders. In order to obtain highly dense objects fine-grained materials are used for filling carcase cavities, formed by large filler granules. On sintering finely ground component there is object compaction and strengthening. The amount of this fraction has a considerable effect on refractory density. if the amount of fine-grained component is less than the optimum, then carcase cavities of a coarse fraction remain unfilled, and if they are greater than the optimum then the carcase of coarse fraction separates. In these cases maximum compaction is not achieved due to strong volumetric changes (shrinkage) of fine fraction during object firing.
In order to obtain dense objects by a ceramic method from fuzed materials the effect of amount of finely ground component fraction 0.063 – 0.088 mm on packing density of refractory textured elements was has been studied [5]. The starting material for laboratory objects was fuzed periclase spinelid material, prepared from a charge containing 85% magnesite and 15% enriched chromite, and spinel-periclase fuzed material, prepared from a charge containing 60% chromite ore and 40% magnesite. The fuzed periclase spinelid material was broken down into fractions 3 – 5, 1 – 3, and 0.5 – 1 mm, and the spinel-periclase material was broken down into a fraction of 2 mm followed by grinding to a fraction finer than 0.063 mm. During charge preparation from fuzed powders the coarse fractions were mixed first, which were moistened with a solution of sulfite-alcoholic malt with density of 1.23 g/cm3. After this the mixture was added to the finely ground component, i.e., a fraction finer than 0.063 mm, and carefully mixed. Charge moisture content was 1.8%. Specimens were pressed from a charge under a pressure of 200 MPa in the form of cylinders 35 mm in diameter and thickness. Some specimens were dried and calcined at 400°C to total burn-off of the temporary binder, and other specimens were fired at 1780°C with soaking for 4 h.
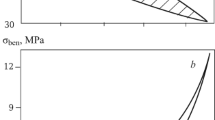
A reduction in open porosity is observed for specimens of a charge with a 20% content of fraction finer than 0.063 mm. Open porosity increases with an increase or reduction in the amount of finely ground component specimen. The least porosity is exhibited by a specimens both after drying and after firing from a charge of fraction 0.5 – 5.0 mm with 20% finely ground component. Specimens after firing had high physicoceramic indices. The temperature for the start of deformation under load for specimens is above 1750°C, and ultimate strength in compression is 40 – 60 MPa.
The texture of specimens with 40% finely ground component is characterized by presence of aggregates of periclase grains with a size of 0.5 – 5.0 mm and binder. Within them there is a clearly developed network of channel pores, whose size varies within the range 20 – 120 μm with an average value of 62.3 μm. Channel pores are between coarse grained and fine grained components. These pores form as a result of sintering, aggregation and separation of the finely ground component from aggregates of periclase grains. This is also confirmed by the high open porosity of objects, reaching 18%.
Aggregates consist of periclase grains with a size of 100 – 800 μm. The boundaries of aggregates are performed with spinel accumulation. The connection between grains in aggregates is mainly direct, and rarely silicate. The refractive index for periclase varies within the limits 1.735 – 1.737. Binder, cementing aggregates of periclase grains, consists of periclase grains with a size of 20 – 80 mm, spinels in the form of thickly disseminated periclase, spinel films, and silicates, represented mainly by monticellite and forsterite with normal optical constants and an insignificant amount of glass with N = 1.513 – 1.519. A typical feature of specimens with 40% finely ground components is presence of a significant amount of spinel in the binder, i.e., 32.7%, which is due to formation of periclase – spinel – periclase (30.2%), and periclase – periclase bonds (15.7%). For the periclase– silicate – periclase bond there is 20%, and for the periclase – pore – periclase bond there is 34.1%.
Objects with 20% finely ground component have weakly developed channel porosity. The binder is uniformly distributed between aggregates of periclase grains within refractory. Within them the average width of channel pores is 32.4 μm, and this is due to their low open porosity equal to 12.1%. Microscopic study of refractories with 20% finely ground component showed that within them there are aggregates of grains periclase grains similar to those described above, although to a lesser extent they are performed with disseminated spinel. The binder also consists of round grains of periclase spinel and silicates. Calculation of the degree of intergranular bond development that for a periclase – periclase bond there is 24.2%, and for a periclase – spinel – periclase bond there is 21.7%
Thus, a study of the effect of grain size composition for refractory mixes on properties showed that in order to obtain dense spinel-periclase refractories it is rational to use fuzed periclase-spinelid powders of fraction 5 – 0.5 mm, fuzed spinel-periclase component of fractions 5 – 3 mm (32%), 301 mm (32%), 1 – 0.5 mm (16), and 20% finely ground component.
In order to check the conclusions described above in the period from 08.30.2012 to 10.05.2012 in the melting workshop of AO Zhezkazgan Copper Smelting Plant testing was carried out for weighing buckets with use of refractory concrete and coating prepared in Ust’-Kamenogorsk by RGP National Center for Combined Processing of Mineral Raw Material of the Kazakhstan Republic. The overall amount of refractory material was 10 tons. Preparation of a working solution of concrete and coating, poured on to the bottom of a working ladle, coating application on concrete and drying, were carried out according to instructions. Four ladles were prepared for pouring, i.e., Nos. 28, 29, 20, and 30. Reinforcement was welded to the inner surface of ladles Nos. 28 and 29 for increasing the concrete base strength. The total time for ladle preparation for pouring was 43 – 45 h. After concrete drying individual microcracks appeared at the surface, which were subsequently covered with coating. During pouring no slag was observed at the ladle surface. Ladles were not replaced during pouring. Separation of copper remaining after pouring was carried by breaking without difficulty, and the crust was readily removed together with the coating layer. The concrete base remained without breaking. Breakdown of concrete base with a size of 100 × 90 and 15 mm deep appeared after two to three melts in the receiving or pouring section of a ladle, with a size of 150 × 200 × 20 mm after 6 – 8 melts, and with a size of 200 × 300 × 30 mm after 10 – 12 melts.
After each pouring as necessary concrete base renovation was performed in broken areas, and then a new coating layer was applied. Renovation of concrete base areas in some ladles was retained for 1 – 3 melts. Repeated ladle drying after coating application was carried out according to instructions in drying chambers for 5 – 6 h. The results obtained are provided Table 1.
Recently ladles Nos. 28 and 29 have served for 15 melts, and ladles Nos. 20 and 30 have served for 13 melts. The concrete base is in a satisfactory condition, and ladles are suitable for future operation, Recommended warm-up of dispensing ladles before pouring is performed for not more than 10 min: the burner flame is aimed at the ladle pouring plate, and not at the receiving section in order to avoid premature coating breakdown and burning. Coating was also applied to four weighing buckets, Nos. 3, 4, 8, and 24, lined with chamotte brick KRM-4.5. After pouring the crust was also readily removed, and the brick lining was retained. The overall time for preparation for pouring of a weighing bucket, lined with KRM-45 refractory brick based on a chrome-magnesite slurry with a coating, is 38 – 40 h. Currently buckets with an experimental coating have served up to five melts; the brick lining is in good condition.
Advantages of using refractory concrete and coating compared with a brick lining of both chrome-magnesite and cement coating are:
-
a coating makes it possible to retain a lining for 15 melts or more;
-
during pouring slag formation is not observed at the ladle surface;
-
copper remaining after pouring is removed without difficulty, and a concrete or brick lining are retained as a whole.
A disadvantage involves the fact that initial ladle preparation is more labor intensive and requiring double drying in drying furnaces.
References
N. V. Pitak, “Refractories and refractory structural materials,” Ogneupory Tekhn. Keram., No. 8, 50 – 51 (1999).
K. K. Strelov, I. D. Kashcheev, and P. S. Mamykin, Refractory Technology [in Russian], Metallurgiya, Moscow (1987).
V. A. Krivandin and I. I. Nevedomskaya, Metallurgical Heat Engineering [in Russian], Metallurgiya, Moscow (1986).
I. Butcher, “New technology impacts on raw materials for refractories,” Metallurgia, 65(10), 319 (1998).
A. A. Zharmenov. S. Sh. Kazhikenova, B. N. Satbaev, and O. A. Nurkenov, “Development of refractory materials prepared by SHS technology,” Refr. Indus. Ceram., 52(4), 294 (2011).
Author information
Authors and Affiliations
Additional information
Translated from Novye Ogneupory, No. 5, pp. 42 – 47, May, 2013.
Rights and permissions
About this article
Cite this article
Satbaev, B.N., Zharmenov, A.A., Koketaev, A.I. et al. Production Properties of New Synthesized Refractories. Refract Ind Ceram 54, 210–214 (2013). https://doi.org/10.1007/s11148-013-9576-9
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11148-013-9576-9