
Abstract
Cationic polymerization of α-pinene with silicotungstic acid (SiW12) as a catalyst was investigated. The structure of polymers and the catalysts were characterized by FT-IR, 1H-NMR and GPC. The experiments show that SiW12 is more active than both phosphotungstic acid and phosphomolybdic acid. The protons dissociating from the catalysts are the reactive species. SiW12 is found to be both the polymerization initiator and the counter-anion of the growing cationic center. The polymerization conditions are optimized by the single factor method as follows: monomer concentration is 50% (v/v), the dosage of catalysts is 7 wt% referred to α-pinene, reaction temperature is 50 °C, reaction time is 1 h. Under these conditions, the overall conversion of α-pinene is up to 90.87%, the polymer yield is 62.46% and its average number molecular weight is about 600. GC–MS analysis shows that there are six isomers of α-pinene after the reaction, but their content is very low. Most of α-pinene are changed to poly(α-pinene).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
α-Pinene is one of the main constituents of turpentine oil. It is difficult to prepare polyterpene resins in a high yield. This is due to the specific features of the molecular structure of α-pinene in which the double bond is sterically shielded in contrast to β-pinene, which hinders the polymeric chain propagation [1]. Nevertheless, it can still be polymerized or copolymerized by free radical, Ziegler-type and cationic catalysts [2–5] as well as high-energy radiation [6, 7]. Among them, cationic polymerization is the most important. Lewis acids such as AlCl3, BF3, TiCl4 [8–11] are the most effective catalysts of cationic polymerization and therefore commonly used in the commercial processes. But these halides may cause severe problems of environmental hazards, equipment corrosion and poisoning of hydrogenation catalysts in later hydrogenation processes. Therefore, in recent years, the investigation of new, more environmental friendly catalysts for the polymerization of α-pinene attracts special industrial interest.
Heteropolyacids (HPAs), such as H3PW12O40 (PW12), H3SiW12O40 (SiW12) and H3PMo12O40 (PMo12) attract increasing attention worldwide as a new class of strong protonic acid initiators for cationic polymerization [12–14]. Compared with Lewis acid catalysts, HPAs have some advantages such as strong acidity, high catalytic activity, high thermal and oxidative stability, non-corrosion and non-polluting to environment, good solubility in a number of organic solvents, and have been paid more and more attention in organic synthesis and the petrochemical industry.
In previous papers, we have used Keggin phosphotungstic acid as catalyst in the cationic polymerization of β-pinene [15, 16]. The incentive for this research arose because of the possibility of obtaining environmental friendly catalysts for the polymerization of α-pinene. Here, we studied the catalytic properties of HPAs in polymerization of α-pinene for the first time.
Experimental
Catalysts preparation
Commercially available PW12, SiW12, PMo12 and solvents used were purchased from Shanghai Chem. Reagent Co. (China) as standard laboratory reagent grade. All catalysts were dehydrated at 200 °C for 4 h before use.
Pretreatment of α-pinene and solvents
Before use, α-pinene (PI) purchased from Deqing Yinlong Industrial Co., Ltd. and all solvents were pretreated as follows: dried in the presence of anhydrous calcium chloride for 24 h, refluxed with CaH2 and then distilled.
Catalysis tests
The polymerization reaction was carried out in a three-necked flask under N2 atmosphere with mechanical stirring. Into the flask were added 5 mL PI and 5 mL solvent, and then cooled to the required temperature. Cold HPA (7 wt% referred to PI) were not added until reactants were outgassed with N2 for 15 min. After 9 h of reaction, the contents of the flask were poured into 20.0 mL cold ethanol to precipitate the polymer, and then was washed by ethanol to remove the catalyst and unreacted PI. The resulting viscous polymer was dried in a vacuum oven set at 60 °C untill constant mass was reached. Overall PI conversions were determined by GC 14-B equipped with a FID detector and a capillary column (DB-1). The PI conversion and the yield to polymer were calculated according to the following equations:
where m in and m out are the amounts (weights) of PI fed in and remaining in the solution after reaction, and m polymer is the amount (weight) of the product after drying under vacuum till constant mass.
Catalyst recovery
After the completion of the reaction, 20 mL toluene was added into the three-necked flask, then the system was left to settle statically for 24 h. The precipitated catalyst was washed by toluene three times, and then dried under vacuum oven at 60 °C.
Characterization techniques
The IR spectra of the catalysts were recorded on a BRUKER VECTOR33 spectrophotometer in the wavenumber range from 4000 to 500 cm−1 using KBr pellet technique.
Molecular weights were measured using a Waters-Breeze gel permeation chromatography equipped with an RI-2414 refractive-index detector connected with three Waters Styragel gel columns (HR1, HR3, and HR4) and a guard column with a mobile phase of THF at 35 °C, a flow rate of 0.3 mL·min−1 and polystyrene as a standard.
1H-NMR spectra were recorded in dimethyl sulfoxide-d6 (catalyst) and CDCl3 (polymer) at room temperature on a Varian INOVA spectrometer operating at 600 MHz frequencies.
GC–MS analysis of reaction mixtures which dissolved in ethanol was carried out on a GC clarus 500 Perkin Elmer system employing the following conditions: column DB-1 fused silica capillary column (30 × 0.25 mm ID × 1EM df, composed of 100% Dimethyl polysiloxane) with a stationary phase thickness of 0.25 μm, operating in electron impact mode at 70 eV; helium (99.999%) was used as carrier gas at a constant flow of 1 mL·min−1 and an injection volume of 1 μL; EI was employed (split ratio of 1:50) with an injector temperature 160 °C and ion-source temperature 230 °C. The oven temperature was set to 100 °C and isothermal for 15 min. Mass spectra were taken at 70 eV with a mass range of 30–700 am at a scan rate of 0.5 scans per second.
Results and discussion
Catalytic efficiency of different HPAs
Table 1 displays the catalytic performance of different HPAs catalysts. It is observed that SiW12 dehydrated at 200 °C shows the best catalytic performance even though its acidity is not the strongest among the catalysts tested. The PI conversion is up to 94.13%, and the polymer selectivity is 68.11%. This is because the anions of SiW12 can stabilize the active center more effectively than the anions of other HPAs. So, we believe that the counter-anions play a more important role in the polymerization of α-pinene than in that of β-pinene because the former must carry out at higher temperature (50 °C) due to great steric hindrance. As SiW12 is the most efficient catalyst, we used SiW12 as catalyst in the following discussion.
Effect of polymerization temperature
The effect of polymerization temperature on polymer yield is shown in Fig. 1. It can be observed that the reaction temperature has a significant influence on the product yield. The yield increases when the temperature is increased from −10 to 60 °C. When the temperature is increased to 50–60 °C, the yield achieves a maximum value of 64.11%. But the yield decreases with a further increase in temperature. Compared with β-pinene, α-pinene has greater steric hindrance, so the formation of the active center of polymerization needs higher energy. This is the reason why higher temperature is needed when α-pinene carries out polymerization. However, on the further increase of temperature, the stabilization of carbonium ion intermediate decreases, which causes an increase of the isomerization of α-pinene and decreases polymer yield. Therefore, neither high temperature nor too low temperature is conducive to α-pinene polymerization. The appropriate polymerization temperature is around 50 °C.

Effect of temperature. Polymerization carried out in 5 mL CH2Cl2, using 5 mL pinene and 7 wt% SiW12 (pretreated at 200 °C for 4 h). Reaction time 40 min
Effect of polymerization time
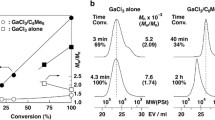
The effect of polymerization time on the conversion is shown in Fig. 2. It can be seen that the conversion of the monomer goes beyond 90.87% within the first hour. After that reaction time, the conversion of PI increases slightly.

Relationships between the conversion of PI and reaction time. Polymerization carried out at 50 °C with 5 mL pinene and 5 mL CH2Cl2, 7 wt% SiW12 (pretreated at 200 °C for 4 h)
As shown in Fig. 3, it can be observed that the reaction time has significant influence on the polymer yield. With the increase of polymerization time, the polymer yield of α-pinene rises. In the first 40 min, the polymer yield increases quickly. It achieves 62.46% while the polymerization time is 1 h. After that reaction time, the polymer yield of α-pinene increases slightly. According to the experimental results, the optimized reaction time is about 1 h.

Effect of polymerization time on the polymer yield. Polymerization carried out at 50 °C with 5 mL pinene and 5 mL CH2Cl2, 7 wt% SiW12 (pretreated at 200 °C for 4 h)
Effect of dosages of catalyst
The effect of the dosage of the catalyst on the polymer yield is shown in Fig. 4. The experimental results show that the polymer yield increases quickly when the catalyst increase from 3 to 7 wt% (referred to PI). The yield of polymer reaches the maximum of 64.16% while using 7 wt% catalyst. However, on the further increase of the amount of catalyst, the polymer yield decreases. The reason for this may be as follows: first, as the catalyst solubility in solvents is limited, too much catalyst cannot dissolve fully, so it does not benefit the homogeneous polymerization. Second, with the increasing of the concentration of catalysts, the local temperature would increase rapidly in the course of polymerization, which may result in an increase of isomerization quickly. Therefore, it is very important to control the appropriate amount of catalyst.

Effect of dosages of catalyst on polymer yield. Polymerization carried out at 50 °C with 5 mL pinene, 5 mL CH2Cl2 and SiW12 (pretreated at 200 °C for 4 h) as catalyst, reaction time 40 min
Effect of solvents
The effect of the dielectric constants of the solvents on polymerization of α-pinene is shown in Table 2. The experimental results show that the catalytic activity of polymerization is dramatically different in different solvents. Solvents with high dielectric constants get higher polymer yield. Based on the reaction mechanism, this phenomenon may be caused by the fact that polar solvents exert high solubility to SiW12 and have the ability to stabilize carbonium ion. Furthermore, strong polar solvents, such as dichloromethane and dichloroethane which exhibit high solvation energy, are advantageous for H+ ionization.
GPC analysis
The analysis of gel permeation chromatography showed that the average molecular weight of poly(α-pinene) is about 600, which is equivalent to tetramer or pentamer of monomers. It is much smaller than that of poly(β-pinene) polymerized in the low temperature. This reason could be attributed to the high chain transfer constants while polymerization at high temperature.
IR characterization of catalysts and polymers
Fig. 5 is the FT-IR spectrum of SiW12. From this spectrum, four characteristic IR absorption peaks of the Keggin units are observed in the range from 700 to 1100 cm−1 [17]. According to the literature [18, 19], the peak that appears at 1079 cm−1 is assigned to the stretching vibrations of Si–O, those at 981 cm−1 to the W–Ot (Ot, terminal oxygen atoms) bonds stretching, the peaks at 894 and 807 cm−1 correspond to the W–Oe (Oe, edge-bridging oxygen atoms) and W–Oc (Oc, corner-bridging oxygen atoms) bonds stretching respectively. We think that the peak at 1720 cm−1 is assigned to H+(H2O) n of SW12 and the protons are the predominant activated species.

The IR spectrum of SiW12: a untreated; b calcinated at 200 °C before reaction; c after reaction
Compared with the bands of characteristic IR absorption of catalysts, there are nearly no changes before and after the reaction. Accordingly, it can be concluded that the crystal structure of SiW12 is not destroyed during polymerization. The intensity of the peak at 1720 cm−1 decreased after the reaction, which shows that some protons took part in the reaction.
In addition, the IR absorption peak of SiW12 at 2960 cm−1 is assigned to the stretching vibrations of alkyl C–H, this may be attributed to the polymers which were not washed away thoroughly by toluene.
Fig. 6 is the FT-IR spectrum of poly(α-pinene). From this spectrum, it can be seen that the peak appeared at 1630 cm−1 is assigned to the stretching vibrations of C=C, the peaks at 1463 and 1382 cm−1 corresponded to the bending vibration of –CH3 and –CH2-, those at 2950, 2930 and 2876 cm−1 to the C–H bonds stretching vibrations. We think that the peak at 3500 cm−1 is assigned to the stretching vibrations of –OH, which could be attributed to combinations of carbocations with water molecules. Of course, it may also be caused by trapped ethanol if the polymers did not dry thoroughly.

FT-IR spectrum of poly(α-pinene)
1H-NMR characterization of catalysts and polymers
1H-NMR (in Fig. 7) shows that the chemical shift of the protons in undehydrated SiW12 is 5.2 ppm, which is attributed to the chemical structure of H5O2 +. After dehydration, the chemical shift of the protons is 5.9 ppm. After the reaction, the intensity of protons peak decreases. This shows that some protons have taken part in the polymerization. It indicates that the protons in the catalyst SiW12 are active, and play an important role in the periods of polymerization. The peak appearing at 2.5 ppm is assigned to the solvent (d6)-DMSO.

1H-NMR spectroscopy of SiW12: a undehydrated; b calcinated at 200 °C for 4 h before reaction; c after reaction
Fig. 8 is the 1H-NMR spectrum of poly(α-pinene). From this spectrum, it can be seen that the peaks appearing at 4.5–5.0 ppm, 5.0–5.5 ppm are assigned to the characteristic absorptions of the exocyclic double bond and the endocyclic double bond of the polymers, respectively. The peak appearing at about 7 ppm is attributed to the benzene structure that may be caused by α-pinene isomerization.

1H-NMR spectroscopy of poly(α-pinene)
GC–MS characterization of isomerization
Fig. 9 shows the ion flow of liquid resultants of GC–MS and Table 3 displays the main components in the mixed liquid after reaction. It can be seen that reaction mixtures contain six isomers of α-pinene, such as camphen, 4-methyl-1-isopropyl cyclohexene, p-cymene and so on. They are all the results of α-pinene isomerization and their content is very low. From this isomerization, it is not difficult to discover the reaction mechanism for α-pinene cationic polymerization and isomerization catalyzed by silicotungstic acid (Fig. 10): First, α-pinene combines with protons dissociated from SiW12 and forms pinanyl cation. Then, pinanyl cation rearranges to form isobornyl cation and p-menthenyl cation. Finally, most of the cations initiate polymerization and change to polymers, a little of them forms isomers.

Ion flow of liquid resultants of GC–MS

Reaction mechanism for α-pinene cationic polymerization and isomerization
Conclusions
SiW12 is an efficient, environmental friendly catalyst for α-pinene cationic polymerization. The protons dissociating from the catalyst are the reactive species. The polymerization conditions are optimized by a single factor method. The optimum conditions are as follows: monomer concentration is 50% (v/v), the dosage of catalysts is 7 wt% referred to α-pinene, reaction temperature is 50 °C, reaction time is 1 h. GC–MS analysis shows that most of α-pinene was polymerized to form poly(α-pinene), only a little of them changed to isomers of α-pinene. Under optimum conditions, the overall conversion of α-pinene is up to 90.87%, the polymer yield is 62.46%, and its average number molecular weight is about 600 when using SiW12 as the catalyst.
References
Radbil’ AB, Zhurinova TA, Starostina EB, Radbil’ BA (2005) Russ J Appl Chem 78:1126–1130
Liggio J, Li SM, Brook JR, Mihele C (2007) Geophys Res Lett 34:L05814, 1–5
Mehta BJ, Krishnaswamy N (1976) J Appl Polym Sci 20:2229–2237
Higashimura T, Lu J, Kamigaito M, Sawamoto M, Deng YX (1992) Macromol Chem 193:2311–2321
Burrington JD, Johnson JR, Pudelski JK (2003) Top Catal 23:175–181
Aikins JA, Williams F (1985) ACS Symp Ser 286:335–359
Cataldo F (2007) J Radioanal Nucl Chem 272:107–113
Radbil’ AB, Zolin BA, Shkapova Yu A, Radbil’ BA (2002) Russ J Appl Chem 75:310–314
Higashimura T, Lu J, Kamigaito M, Sawamoto M, Deng YX (1993) Macromol Chem 194:3441–3453
Gündüz G, Dimitrova R, Yilmaz S, Dimitrov L (2005) Appl Catal A 282:61–65
Liu SW, Xie CX, Yu ST, Liu FS (2009) Catal Commun 10:986–988
Baeza BB, Anderson JA (2002) J Catal 212:231–239
Meng FQ, Aieta NV, Dec SF, Horan JL, Williamson D, Frey MH, Pham P, Turner JA, Yandrasits MA, Hamrock SJ, Herring AM (2007) Electrochim Acta 53:1372–1378
Nakato T, Toyoshi Y, Kimura M, Okuhara T (1999) Catal Today 52:23–28
Zhu HL, Liu ZG, Zhang TS, Zeng W, An XN, Lei FH (2010) React Kinet Mech Cat 99:463–470
Zhu HL, Liu ZG, An XN, Lei FH (2010) React Kinet Mech Cat 100:355–361
Knoth WH, Domaille PJ, Farlee RD (1985) Organometallics 4:62–68
Kozhevnikov IV, Sinnema A, Jansen RJJ, Bekkum HV (1994) Catal Lett 27:187–197
Kozhevnikov IV, Sinnema A, Bekkum HV (1995) Catal Lett 34:213–221
Acknowledgments
This work was supported by China Postdoctoral Science Foundation (20070421391021) and Guangxi Natural Science Foundation (2010GXNSFD013015).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Liu, Z., Zhang, T., Zeng, W. et al. Cationic polymerization of α-pinene using Keggin silicotungstic acid as a homogeneous catalyst. Reac Kinet Mech Cat 104, 125–137 (2011). https://doi.org/10.1007/s11144-011-0333-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11144-011-0333-0