
The wear-resistance of powder cobalt alloys with titanium carbide is studied in fretting corrosion conditions at 20, 300, 650, 800, and 1050°C under varying loads and durations. The alloys of different porosity are obtained by hot pressing of the powders of cobalt, chromium, aluminum, iron, and titanium carbide. The wear of alloys with 30, 50, and 70 vol.% carbide is determined. The dependence of the average linear wear of powder alloys on the sample porosity and loads during the tests is established. The wear-resistance of alloys is mainly affected by the temperature: the average linear wear rate increases with increasing temperature, regardless of the carbide content. The results are the basis for choosing the optimal alloy composition for the field tests during developing friction materials for aviation applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
During manufacturing, operating, maintenance, and repairing of aircraft gas turbine engines (GTE), the increase in their reliability and durability is of special attention. GTE long-term service life is associated with the problem of wear-resistance of the contact surfaces of the turbine rotor working blades. During operations, they are exposed to high temperatures, significant loads, high rates of heating and cooling, and corrosion–erosion exhaust products [1]. During long-term operation the blades wear out, a blade spacing occurs, and, when the critical value is achieved, the rotor becomes unfit for operation. This problem can be solved by applying a more wear-resistant material (compared to that the blades are made of) onto the blade shroud platforms.
In the manufacture of aviation GTE at SE ZMBDB Progress and JSC Motor Sich, KhTN-61 and KhTN-62 alloys [2, 3] (developed in Kurdyumov Institute for Metal Physics, NAS of Ukraine) are used as wear-resistant materials for strengthening blade shroud platforms for 20 years, which allowed increasing the GTE service life up to 12000 h [4, 5].
Creating of new generation GTE and modernizing of existing GTE (when the target not only to increase the service life of GTE, but also to increase the GTE power-to-mass ratio, which, accordingly, triggers the increase in operating temperatures up to 1100°C and operating loads) require the creation of new wear-resistant materials to meet these increased demands.
Cobalt-based wear-resistant cast alloys of eutectic type KhTN-61 and KhTN-62 contain ≤19 vol.% of carbide phase (NbC), which is limited by the eutectic composition [6].
To significantly increase the wear-resistance of material, the following is needed: firstly, the increase in the amount of the strengthening carbide component and, secondly, the replacement of carbide phase with more heat-resistant one. We can solve the specified problems by using powder metallurgy techniques for producing alloys and titanium carbide as a strengthening phase. The advantage of titanium carbide lies in its resistance-to-oxidation at high temperatures [7].
The purpose of this study is to assess the wear-resistance of the powder material based on the complex Co–Cr–Al–Fe binding with titanium carbide as a strengthening phase and to establish the regularity of the wear at different temperatures and loads.
Materials and Experimental Procedure
Multicomponent alloys, obtained from a mixture of titanium carbide with the complex Co–Cr–Fe–Al binding, were studied. The content of chromium, iron, and aluminum provides the necessary heat-resistant properties of the alloys. Free carbon in titanium carbide (1.5%) was compensated by titanium hydride to prevent the formation of other carbides, except titanium carbide, given that pure titanium is very active, and residual oxygen leads to its oxidation, when heated. Pure powders of cobalt PK-1U, chromium PAKh99N5, aluminum PA-0, iron PZhV1.71, and titanium carbide were used as starting materials to produce the powder alloys in accordance with the TU 06173-74 standard.
Powder alloys were obtained using an SPD-120 machine based on the P125 hydraulic press of 125 t force by the hot pressing of the powder mixtures of metals and carbide, whose grain size was not exceeding 10–20 μm. The powders were mixed in the TFT (Thüringer Fiber-Trommel GmbH, Germany) fiber drum with tungsten–cobalt alloy balls in alcohol for 2 h. The operating compression molding in graphite dies involved the production of 50–70 g samples under 10–15 MPa. The pressing temperature changed in the 1320–1450°C range. Upon reaching the temperature of 1000°C and applying the pressure with holding, the pressing lasted 60 min till the shrinkage completed. The density and porosity of the samples produced were determined by the method of hydrostatic weighing, whereas the basic requirement was to achieve the minimal porosity, when pressing. Obtained by this technology, the alloys possessed high heat resistance and, moreover, had a melting point ≥1320°C with no additional effects, which is important for the process of blade production.
The microstructure of the samples was examined using OLYMPUS IX70 and NEOPHOT-2 optical microscopes at a magnification of 50 and 500. Also, the samples were selectively subjected to a standardless electron microprobe analysis using an energy-dispersive add-on unit for a JSM6360LA scanning electronic microscope at the Metal Physics Laboratory of the Chief Metallurgist Division of JSC Motor Sich.
The basic tests for the wear-resistance of pressed cobalt-based powder alloys strengthened with titanium carbide were conducted in Kyiv National Aviation University using a MFK-1 machine designed for the research of materials in fretting conditions [8]. To ensure the process temperature, it was additionally equipped with an annular electrical kiln, thermal couple, and milliampere meter. Test samples were cut off from the pressed alloys in the form of a ring with an outer diameter of 9 mm and wall thickness of 1.25–1.3 mm and in the form of a cylinder with a diameter of 11 mm, which were welded to the steel holders in vacuum using VPr11N and VPr24 high-temperature solder alloys. Samples formed a 1.5 m wide friction circular track with a total area of S = 35 mm2. The equipment allowed to study the fretting corrosion in the frequency range of 10–30 Hz at a normal pressure up to 60 MPa with a vibratory displacement range of 0.001–2.5 mm.
Prior to the tests, the working surface of the samples was machine-ground to the same roughness R a = = 0.32 μm. The tribotechnical pair was homonymous, the billet was fixed, and the ring was in motion. The wear occurred on the surface of two samples in contact. Upon the test, the average linear wear of the samples was measured according to GOST 23.211-80 using a MOD-201 profiler.
The round surface of the sample was divided into 8 sectors; 5 measurements were taken within the same sector of the friction track; the middle line of the working surface was determined; and the middle line of the base surface was determined similarly to the middle line of the working surface. The difference in the levels of the middle lines was determined. The found value was considered as the average linear wear and the intensity of the wear was determined using the following formula:
where h is the linear wear, A is the range, N is the number of cycles of vibratory loading.
When the wear value was exceeding the sensitivity of the device (>100 μm), an IKV optimeter was used. Its scale allows measuring the depth of surface irregularities up to 200 μm with an accuracy of 1 μm.
During the short run test, when the wear was ≤1 μm, i.e. the lowest limit of measurements, it was considered as zero wear.
Research Results
Table 1 shows the composition of the powder alloy samples prepared for the wear-resistance research. Also, a laboratory arc-melted eutectic alloy 1, which was assumed to be a zero-porosity alloy, was added for comparison purposes.
The wear-resistance is a structurally sensitive property and, therefore, the metallographic studies of the hot-pressed alloys were important. The microstructure of the samples is a cobalt matrix doped with aluminum, chromium, and iron, in which titanium carbide is in the form of dispersed particles. No other phases were found in the alloy (Fig. 1). The structure of alloys is fairly fine-grained: the particle size of carbide faction is mainly 5–10 μm. The high content of the solid structural component (titanium carbide), which undertakes the main load, and the high content of the plastic matrix that evenly redistributes the load, increase the wear-resistance of the material.

Microstructure of sample 5 and the chemical composition of phases. ×2000
The wear-resistant characteristics of pressed powder alloys at room temperature were estimated at the vibration frequency of 30 Hz, vibration rate of 200 μm, and various loads. The test consisted of 2 · 106 cycles (Table 2).
Obviously, with increasing load, the wear of alloys increases regardless of the content of the carbide phase. The comparison of the wear indexes of alloys with the same carbide content (samples 1 and 2 with 30 vol.% and samples 4 and 5 with 50 vol.%) indicates the negative effect of porosity on the wear-resistance of powder alloys and the need of conducting similar tests for low-porous alloys at elevated temperatures.
Table 3 demonstrates the average linear wear of alloys depending on the number of test cycles at 650°C with a vibration rate of 120 μm under a load of 30 MPa.
The comparison of the average linear wear of alloys of the same density (samples 3 and 5) allows concluding that the increase in the content of the carbide component improves the wear-resistance of the material. Testing the alloys of different porosity with the same content of titanium carbide (samples 5 and 6) once again proves the need to achieve the maximal density, when producing alloys. However, the most intensive wear was observed in case of the alloy of acceptable (6.7) porosity with the highest content of titanium carbide: sample 7. Probably, the lack of inter-carbide layers in the matrix cannot effectively retain the particles of the strengthening phase, which leads to the crumbling of the matrix and, consequently, to the decrease in the wear-resistance of the alloy.
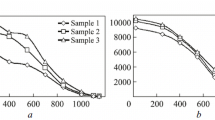
According to the test results, depending on the test duration, alloy 5 wears out the least intense in all selected intervals of time. In this case, of significant importance are its low porosity and the high content of the carbide phase, which is strongly retained by the metallic matrix. With such carbide content, the friction occurs on the surface of its grains possessing high hardness and resistance to the abrasive wear. Therefore, during further research, the test base for prospective alloy 5 was increased up to 5 million cycles and the temperature modes, that the linear wear was determined at, were extended: 300, 650, 800, and 1050°C. All other test conditions remained the same (load of 30 MPa, range of 120 μm, and vibration frequency of 30 Hz).
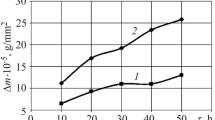
For comparison, Figure 2 shows the test results of alloy 1 with lower carbide content (30 vol.%). We can see that, with increasing temperature, the wear-resistance of both studied alloys decreases. In this temperature range, the wear-resistance of alloy 5 is higher than that of alloy 1 and alloy 5 demonstrates a uniform wear. The tests at 1050°C confirmed the high tribologocal properties of alloy 5 and revealed its high carrying capacity and wear-resistance, which makes it promising for the strengthening of GTE blade shroud platforms. This result was a basis for patenting the alloy [9].

Wear of alloys in high-temperature fretting conditions
Conclusions
It has been established that the alloys produced by hot-pressing are Al-, Cr-, and Fe-doped cobalt matrix strengthened with titanium carbide. No other phases have been found and the size of the components has not exceeded 20 μm.
It has been determined the regularities of changes in the wear-resistant alloys depending on the test loading and temperature, which are extremely close to the operating parameters: their increase leads to the increase in the wear-resistance of the alloys regardless of the content of the carbide phase. The wear-resistance of alloys increases with the increasing carbide content from 30 to 50 vol.% and the density of the powder alloys.
The optimal structure and properties that prevent the development of damages of friction surfaces and the highest wear-resistance are appropriate to the alloys based on cobalt doped with ~50 vol.% titanium carbide. This affords ground for using them as the composite material for strengthening GTE blade shroud platforms.
References
G. N. Tretyachenko, S. V. Kravchuk, R. I. Kuriat, and A. P. Voloshenko, Bearing Capacity of Gas Turbine Blades under Transient Heat and Power Effects [in Russian], Nauk. Dumka, Kiev (1975), p. 295.
G. P. Dmitrieva, T. S. Cherepova, T. A. Kosorukova, and V. I. Nichiporenko, “Structure and properties of the cobalt-based wear-resistant alloy with niobium carbide,” Metallofiz. Nov. Tekhnol., 37, No. 7, 973–986 (2015).
T. S. Cherepova, G. P. Dmitrieva, A. V. Nosenko, and O. M. Semirga, “Wear-resistant alloy to protect the contact surfaces of the working blades of aircraft engines from oxidation at high temperatures,” Nauka Innovats., 10, No. 4, 22–31 (2014).
V. A. Leontiev, S. D. Zalichikhis, E. V. Kondrtayuk, and V. E. Zamkovoi, “Restoration of GTE using new technologies and materials,” Vest. Dvigatelestr., No. 4, 99–103 (2006).
G. I. Peichev, V. E. Zamkovoi, and N. V. Andreichenko, “Developing the analogue of KhTN-61 wear-resistant alloy with high heat-resistance for gas turbine engines,” Aviats. Kosm. Tekh. Tekhnol., No. 8, 11–13 (2007).
A. K. Shurin, G. P. Dmitrieva, N. I. Matyushenko, et al., “High-temperature salt corrosion of cobalt carbide eutectic alloys,” Zashch. Metall., 26, No. 4, 659–661 (1990).
R. F. Voitovich, Oxidation of Carbides and Nitrides [in Russian], Nauk. Dumka, Kiev (1981), p. 192.
O. I. Dukhota and O. V. Tisov, “Study of wear- and heat-resistant composite alloys under high-temperature fretting conditions,” Probl. Ter. Znosh.: Nauk. Tekh. Zbir. Nats. Aviats. Univ., No. 53, 195–200 (2010).
T. S. Cherepova, G. P. Dmitrieva, and N. V. Andriichenko. Cobalt-Based Alloy. Ukrainian Patent No. 92883, Ukraine. Appl. 18.06.2010; Publ. 10.12.2010; Bull. No. 17.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Poroshkovaya Metallurgiya, Vol. 55, Nos. 5–6 (509), pp. 152–158, 2016.
Rights and permissions
About this article

Cite this article
Cherepova, T.S., Dmitrieva, G.P. The Wear Features of Powder Cobalt Alloys Strengthened with Titanium Carbide. Powder Metall Met Ceram 55, 374–378 (2016). https://doi.org/10.1007/s11106-016-9816-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11106-016-9816-x