
Abstract
In the present work, the plasma nitriding behavior of a nickel based dental alloy was investigated. Plasma nitriding experiments carried out under constant gas mixture (15% H2–85% N2) for different process parameters including time (4, 6, 10, and 20 h) and temperature (400, 450, 500, and 550 °C). Depending on nitriding parameters, it was found that triple or double layers formed on the surface of the samples. Increasing of treatment time and temperature has resulted in a double layer. γN1 layer was in formed all nitrided samples. However, γN2 layer is formed only at low temperatures and in short times. Layer growth of nickel based alloys increases until a critical time or a critical temperature reached. Above these critical values, it is observed that the layer thickness decreases. It was also found that plasma nitriding not only increases the surface hardness but also improves the wear resistance of nickel based dental alloy. The maximum wear resistance was observed at 400 °C for 10 h due to the high hardness and thickness of the nitride layers.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Because of their good plastic, fatigue and corrosion properties, nickel and its alloys are used in industrial applications, such as aircraft, automobile and chemical industries and in medical and dental applications. However, application range of these materials is limited by their poor resistance to frictional wear. This disadvantage can be eliminated using surface engineering methods, such as PVD processes [1], thermal spraying [2], CVD [3] and various plasma nitriding processes [4]. In dental alloys, biocompatibility and resistance to wear and corrosion are required properties. In this study, plasma nitriding was used to enhance the wear resistance of Wirolloy.
Plasma nitriding is a glow discharge surface modification technique, which is primarily used to increase the fatigue strength, wear and corrosion resistance. It is a thermochemical process involving the diffusion of atomic nitrogen into the surface of materials to form a hard layer. Plasma nitriding process is one of the nitriding processes widely used in an industrial surface hardening process due to its beneficial features such as energy and labor savings, good reproducibility of the property of nitrided layer, and no requirement of antipollution equipment [5]. Therefore, the plasma nitriding process is applied to not only iron and steels but also nonferrous metal alloys such as nickel [6], titanium [7], etc. However, the nitriding treatment of pure Ni is not possible, because nickel do not have the solubility of nitrogen and no stable nitride, such as Co, Cu, Au, and Ag. Nitride forming elements of IVa, Va, and VIa families in the periodic table are easily hardened by nitriding treatment. Because of this, surface hardening of Ni alloy by nitriding may become possible, when some nitriding forming elements are alloyed to pure nickel. At the nitriding process, the nitrogen diffuses into Ni alloy from its surface and reacts with alloying elements to make their nitrides, and this will form the hardened layer on the surface of Ni alloy.
Due to nitriding difficulties, nitriding of nickel based alloys have received much less attention as compared with ferrous materials and stainless steels. Most of the published results deal with internal nitriding of Ni-based alloy. Only a few studies have been reported to date on plasma nitriding of Ni-based alloys. Plasma nitriding of Ni-based alloys were undertaken by Rizk and McCulloch [8] on Inconel 625 in an N2 + H2 d.c. glow discharge. They found that the hardness enhanced by a factor of about 4.5 compared with the untreated alloy.
Aw et al. [9] reported that wear resistance of plasma nitrided Inconel 718 increased significantly in dry sliding conditions. The increase in wear resistance is possible due to the formation of hard nitride layers. Depending on the plasma parameters, Leroy [10] indicated that two or three distinct layers appear in nitriding of Inconel 690. Referring to the work done in this subject, only the study completed by Sun [11] investigates the effects of plasma nitriding parameters on layer growth of nickel based alloys. Sun treated Inconel 600 at temperatures between 400 and 600 °C for times between 1 and 40 h, and also revealed that the growth of the nitrided layer varied with temperature in a way significantly deviating from the conventional diffusion law. However, there is no any other study that supports his results.
The present article describes an investigation of the layer growth and wear behavior of a plasma-nitrided nickel based dental alloy. The thickness and composition of layers were subsequently examined by light optical metallography and X-ray diffraction (XRD) techniques. The chemical compositions in the layers were analyzed using the Glow Discharge Optical Emission Spectrometer (GDOES). In addition, microhardness measurements were performed to obtain the hardness of plasma nitrided and untreated samples. Finally, to determine the effect of plasma nitriding process on the wear performance of the specimens, pin-on-disc wear tests were carried out under dry sliding conditions.
The Experimental Procedure
Wirolloy (obtained from Bego, Bremen, Germany) Nickel–Chromium alloy samples were 9 mm in diameter and 15 mm in thickness. The bulk composition of alloy is given in Table 1. After cleaning with alcohol, the specimens were placed into the ion-nitriding chamber, which was evacuated to 2.4 × 10−2 mbar. In order to remove surface contaminants, prior to plasma nitriding, the specimens were subjected to a sputter cleaning process using 50% H2 + 50% Ar gas mixture at 400 °C for 60 min at 200 V and 4 mbar. The plasma nitriding process of Wirolloy was performed under process parameters including the time 4–20 h, the temperature 400–550 °C. The gas used in experiments was a gas mixture of 85% N2 + 15% H2. After the treatment, the specimens were allowed to cool in the vacuum chamber with a nitrogen atmosphere.
A schematic diagram of the ion nitriding system is shown in Fig. 1. It consists of a glass bell jar in which an insulated central electrode is situated, potential surround this. The cathode has a nest on which the specimen is located. A thermocouple is connected to the specimen thorough the cathode to monitor the temperature of the specimens.

Schematic diagram of the ion nitriding system
After ion nitriding, the samples were mechanically polished with sandpapers of different grain sizes and finally to a mirror finish with diamond paste down to 1 μm for layer morphology and the thickness examined under optical microscopes. After the mirroring, the samples were etched in the Kalling (6 mL H2O, 60 mL HCl and 6 g CuCl2) reagent.
In order to define the formation of phases, a Rigaku XRD diffractometer was used. The X-ray analysis was operated at 30 kV, 30 mA with CuKα radiation. X-ray diffraction measurements of thin layers using conventional θ/2θ scanning methods produce a week signal from the film and an intense signal from the substrate. To avoid intense signal from the substrate, a 2θ scan was performed with a 0.5 grazing angle of incidence, popularly known as Grazing Incidence X-ray Diffraction (GIXRD). Detailed description of the technique is given elsewhere [12].
The hardness measurements of the samples were conducted by using a Shimadzu ultra microhardness tester. A vickers indentation experiment was carried out and the applied load was 25 mN. Average hardness values of a minimum of three indentations at each layer were used to obtain hardness values of the specimens.
Wear tests were performed both on untreated and plasma-nitrided specimens to determine the effect of process parameters on wear behavior. All wear tests were carried out under dry sliding conditions at room temperature using a pin-on-disc wear test machine. The disc of the wear couple was made of oil quenched AISI 4140 steel having a hardness of HRC 60 ± 2. Tests were performed with a nominal load of 20 N and a sliding speed of 1 m/s for a total sliding distance of 2,000 m.
Results and Discussion
Microstructure
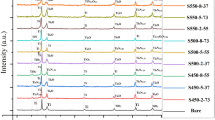
The phase compositions in the nitrided layer were analyzed by GIXRD techniques using Cu Kα radiation. Primary phases in the bulk of the layers are CrN (γN1) and Cr2N (γN2) (Fig. 2). X-ray diffraction analysis revealed that the nitrided layers produced at various temperatures for different times have similar phase compositions. The formation of this nitrides resulted in internal stresses in the nitrided layer. Not only the broadening of the CrN and Cr2N diffraction peaks but also more apparently the γ peaks as compared with those of the untreated substrate evidenced the formation of these nitrides. The highly stressed nature of the nitrided layer is more obvious at low nitriding temperatures (Fig. 3).

XRD pattern of the sample nitrided at 450 °C for 10 h obtained by GIXRD technique

X-Ray diffraction pattern from the untreated and nitrided surfaces produced at 400 and 450 °C for 6 h
Owing to the long distance diffusion of the nitrogen atoms from surface toward core, during the ion nitriding process, the nitriding reaction not only occurs at the surface but also in the subsurface region of the specimen. As a result, two different structures occur in the ion nitriding process. The outermost layers, which are very thin and consist of chromium nitrides (CrN, Cr2N), so they are referred to as the compound layer. Beneath the compound layer is the so-called diffusion zone, where the nitrogen has mainly been incorporated into the existing lattice as interstitial atoms or as a finely dispersed alloy precipitate [13].
GDS composition profile analysis show that nitrogen can penetrate into the surface of the nickel based alloy under the present processing conditions. Typical nitrogen composition profile is given in Fig. 4 for the selected specimen. A simple calculation revealed that if all the chromium atoms (23 wt%) in the bulk of the surface layer had combined with nitrogen to form CrN, a total amount of about 5.75 wt% N could be incorporated in the γN1 layer.

Typical nitrogen composition profiles for selected plasma nitrided specimens
Depending on plasma nitriding parameters, it has been determined that double or triple layer may occur in plasma nitrided nickel based dental alloy. The layers produced have a similar morphology and appearance at various temperatures under optical microscopy. Generally, the layers produced have a uniform thickness and a sharp boundary with the substrate.
In the nitrided Wirolloy, first layer was γN1 and the primary phases in the bulk of the layers are a face centered cubic phase (similar to that of the substrate). Second layer γN2 has lied under the γN1 layer and their appearance is white under optical microscopy. Third layer was γN3 mostly called diffusion layer and can’t be seen under optical microscopy.
Figure 5 shows the optical micrographs of a cross-section of plasma nitrided Wirolloy samples at 400 °C of temperature for 6 h of treatment time. It can be seen that thin compound layers were produced at the investigated temperatures. The thicknesses of the γN1 and γN2 layers at 400 °C were 3.02 and 0.8 μm, respectively. However, the depth of diffusion zone could not be measured with optical microscope and SEM since there was no clear boundary between the diffusion layer and the substrate.

Optical micrographs of plasma nitrided sample at 400 °C for 6 h
An increase in nitriding temperature up to 450 °C had resulted in an increase of layer thicknesses and over the 450 °C a reduction had taken place. Moreover γN2 layer has not occurred all over the 550 °C. This result is quite different from most other materials for which layer thickness increases with increasing of the time and the temperature [14]. Figure 6 shows the variation of layer thickness with temperature for two nitriding times: 15 and 20 h. It can be seen that for both nitriding times, increasing temperature from 400 to 450 °C results in an increase in layer thickness. A further increase in temperature above 450 °C leads to a reduction in layer thickness. As a result of increasing temperature, the degree of reduction in layer thickness is more apparent for long times of treatment than those of short times.

γN1 layer thicknesses as a function of treatment temperature
The growth of the nitrided layer with treatment time is different from the other nitrided materials. It is seen clearly in Fig. 7 that layers thicknesses increased until a critical treatment time and then the increase stops. Moreover increasing the treatment time up to 10 h, the γN2 layer is not disappeared completely temperatures at higher 550–600 °C. The critical time is decreased with the increase of temperature. At high temperatures, critical time is short than low temperatures. Sun [11] reported that layer thickness decreases with increasing temperature in nitriding of Inconel 600. However, treatment time does not show the same effect in Sun’s study.

Effect of treatment time on layer thicknesses nitrided at 400 °C temperature
In our opinions, reduction layer thickness at high temperatures and long times has two basic reasons. First, there is a “dark” layer top of the nitriding layers (Fig. 5). This “dark” layer obstructs transferring of nitrogen ions from plasma to the metal surface. Dark layer was also detected in Rizk’s study [8] on Inconel 625 and Sun’s study [11] on Inconel 625, but the structure of this layer could not been characterized in those studies. SEM and optical microscope examination showed that dark layer thickness increases with increasing nitriding temperature. This result explains why thickness of the layer decreases by the temperature increase.
Second reason is the denitriding or transforming nitrides into more stable phases in the bulk metal at plasma nitriding of the nickel based alloys. For longer time and at higher temperature of nitriding, instable nitride phases in compound layer pass into diffusion layer by transforming more stable phases.
The thickest layer was obtained at samples nitrided at 450 °C of temperature and 15 h of treatment time. To obtain a thick layer, these values of temperature and treatment time are the best values for this alloy.
Microhardness
Investigation of hardness and wear behavior was conducted on samples nitrided at 400 °C. In all plasma nitrided samples, significant surface hardening has been observed. γN1 layer hardness of the all samples is seen to be over 1,000 HV, while the core hardness (average 230 HV) remains unchanged. Hardness of the layers is strongly affected from the process time rather than temperature. The effect of treatment time on the hardness behavior of the nitrided nickel based alloy is shown in Fig. 8. As seen from this figure, γN1 layer hardness increases until 10 h of treatment time and a decrease occurs afterwards. Whereas diffusion layer hardness increased with increasing treatment time. This hardness increase in the diffusion layer corroborate that instable nitride phases in compound layer pass into diffusion layer by transforming more stable phases at higher temperatures and longer times.

Hardness values of the nitride layers treated at 400 °C for different times
Wear
The changes in weight loss of the nitrided and untreated samples as a function of sliding distance are shown in Fig. 9. It is evident that plasma nitriding substantially improves the wear performance of this alloy and that the degree of improvement depends on the plasma nitriding process parameters. The weight loss of untreated specimens increased with increasing sliding distance and always remained higher than those of the plasma-nitrided samples. There was very little difference among the wear rates of the nitrided samples within the first 600 m of dry sliding except for sample plasma nitrided at 400 °C for 4 h. Untreated sample behaved poorly in terms of dry wear resistance due to its low hardness.

Wear curves of the samples untreated and plasma-nitrided at 400 °C for different times
Worn surfaces of untreated and nitrided samples after a sliding distance of 2,000 m are shown in Fig. 10. The wear track of the untreated sample showed large plastic deformation and deeper ploughing line and severe material pile up at the edge of the wear track (Fig. 10a). In contrast to the untreated sample, the nitrided sample exhibited many shallow grooves on the wear surface. Nitrided samples showed abrasive wear, no severe plastic deformation or no material pile up at the edge of the wear track due to a hard layer of nitride (Fig. 10b). The sample plasma nitrided at 400 °C for 4 h is seen to be lightly scored with some abrasive particles that are obviously fragments of compound layers (Fig. 10c). The compound layer increased the wear rate of this sample by breaking off and forming abrasive particles. A carefully examination show that this sample has a relatively low diffusion layer hardness, which was not strong enough to support the thin and brittle compound layer.

Light optical micrograph of worn surfaces after a sliding distance of 2,000 m. a Untreated samples, b plasma nitrided at 400 °C for 10 h, c plasma nitrided at 400 °C for 4 h
The maximum wear resistance was obtained at samples nitrided for 10 h due to the hard compound and diffusion layer. Despite the thin compound layer, samples nitrided longer than 10 h showed good wear resistance with respect to those of less than 10 h because of the high diffusion layer hardness.
Conclusions
It has been determined that the growth of layers in nitriding of nickel bases alloys differ from other materials such as steels and titanium alloys. Layer thickness increases the up to a critical temperature and treatment time after which the layer thickness starts to drops. Two or three layers may exist with respect to plasma nitriding parameters. γN1 layer exists in all specimens but γN2 layer occurs only at low temperature and at short time nitriding treatments. The thicknesses of nitrided layers in investigated Ni-based alloy are very thin in comparison with thicknesses of nitrided layers in titanium alloys or steels. The maximum thickness is obtained in samples nitrided at 450 °C temperatures for 15 h of treatment time.
The surface hardness of the nitrided samples increases between 4.7 and 5.7 times depending on the process parameters. Wear resistance of the plasma nitrided samples are higher than the untreated sample, and weight loss decreases, compared to the untreated sample. The sample nitrided at 400 °C for 10 h has the highest wear resistance and surface hardness.
References
Klocke F, Gerschwiler K, Fritsch R, Lung D (2006) Surf Coat Technol 201:4389–4394
Dent AH, Horlock AJ, McCartney DG, Harris SJ (2001) Surf Coat Technol 139:244–250
Ning B, Stevenson ME, Weaver ML, Bradt RC (2003) Surf Coat Technol 163–164:112–117
Meletis EI (2002) Surf Coat Technol 149:95
Çelik A, Efeoğlu I, Şakar G (2001) Mater Charact 46:39–44
Czerwiec T, Michel H, Bergmann E (1998) Surf Coat Technol 108–109:182–190
Fouquet V, Pichon L, Drouet M, Straboni A (2004) Appl Surf Sci 221:248–258
Rizk AS, McCulloch DJ (1979) Surf Technol 9:303–315
Aw PK, Batchelor AW, Loh NL (1997) Wear 208:226–236
Leroy C, Czerwiec T, Gabet C, Belmonte T, Michel H (2001) Surf Coat Technol 142–144:241
Sun Y (2003) J Alloy Compd 351:241–247
Daillant J (2009) Curr Opin Colloid In 14:396–401
Alsaran A, Çelik A (2001) Mater Charact 47:207–213
Yun-tao X, Dao-xin L, Dong H (2008) Appl Surf Sci 254:5953–5958
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kahraman, F., Karadeniz, S. Characterization and Wear Behavior of Plasma Nitrided Nickel Based Dental Alloy. Plasma Chem Plasma Process 31, 595–604 (2011). https://doi.org/10.1007/s11090-011-9301-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11090-011-9301-8