
Abstract
The features of laser shock peening technology was studied in relation to the physical processes occurring during and after laser treatment. The effect of laser parameters on the results of the process was investigated. It was shown that the reduce of the diameter of the laser spot while maintaining the intensity leads to a decrease in the effect of LSP. This phenomenon was studied from the point of view of the features of plastic deformation at various sizes of the treatment zone using the standard model for the LSP process. Besides the features of the development of a plasma plume during laser ablation in a liquid are considered. It was shown that the liquid determines the geometry of the plume evolution and the shock wave caused by it. The process parameters used and the results obtained are important for the development of low-energy LSP technology.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
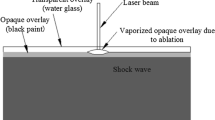
Laser shock peening (LSP) is a surface hardening method using cold plastic deformation. It is one of the rapidly developing laser technologies (Gujba 2014; Hackel et al. 2018; Kalainathan et al. 2016; Dhakal et al. 2018). This technology traditionally includes the impact of high-power laser pulses with energies 1–50 J on a target with ablation and tamping coatings (Fabbro et al. 1998; Gujba et al. 2014). Ablation coating is used to protect surface from melting and to increase the absorption, while tamping coating is used to restrain the development of plasma plume and to redirect expansion energy towards the material (Gujba et al. 2014). Utilization of high-power pulses significantly limits the application area because of the involving of expensive laser systems. Recently, the use of low-power laser sources with sharp focusing of radiation, which can be used for local processing, for example, surface structuring (Kalainathan et al. 2015; Guo et al. 2011) or post-processing of welds (Dhakal et al. 2018; Hatamleh et al. 2007; Wang et al. 2015), has become more relevant.
There are several ways to reduce pulse energy during LSP. Ultra-short laser pulses of relatively small energy (Lee et al. 2011, Nakano et al. 2009, Ageev et al. 2016, Ye et al. 2014) are widely explored during the last decade including for the purposes of LSP. Another approach is using sharp focusing (Ramkumara et al. 2019; Sathyajith et al. 2013). The transition from traditional laser shock peening to the use of low-energy sources is associated with a number of difficulties. Firstly, the usage of multi-pulse processing with multiple irradiation of a surface unit is necessary to maintain productivity. Thus, ablative coating must preserve its integrity throughout processing time. Details on this issue has been studied in (Shiganov et al. 2018), but it should be noticed that coating does not always have a maximum absorption coefficient. Secondly, the distribution of residual stresses during multipulse processing is not obvious. It was shown in (Hfaiedh 2015), there is a significant instability of surface residual stresses distribution with overlap repeating which can be reduced by selection of scanning strategy. Finally, the efficiency of laser ablation process (energy transmitted to the expanding plasma plume) is the parameter that determine the value of plastic deformation in laser shock peening (Bulgakova et al. 2004, Kelly et al. 1997, Gusarov et al. 2005). It is known, that efficiency is determined as by the composition of the used materials as by the irradiation conditions: the state of the surface (Shupenev et al. 2019), the fraction of laser energy absorbed in the plasma plume (Bulgakova et al. 2004; Loktionov 2014), etc. For example, in (Gus'kov et al. 2004), a significant dependence of the ablation depth on the spot diameter was observed at equal intensity. This resulted in a large volume of the vaporized material than was expected with increasing the exposure area.
Differences in results for different spot diameters (Gujba et al. 2014; Petan et al. 2016) and tilt angles were noted earlier (Hill et al. 2003), but the causes of these effects have not been studied. It is of interest to evaluate the factors that affect the efficiency of converting laser energy into shock wave energy under the conditions of the laser shock peening. Most often, this parameter is set empirically according to (Fabbro et al. 1998; Ding et al. 2006). Thus, existing studies show the possibility of using low-energy LSP (Kalainathan et al. 2016), but do not show the fundamental features of this approach. This circumstance restrains the development of low-energy LSP, because it is difficult to determine the boundaries of its effective use.
We studied the influence of irradiation conditions on the process dynamics of the metal surface laser peening and their relationship with the efficiency of the laser ablation process and the features of the cold plastic deformation. Based on measurements of surface microhardness, the effect of spot diameter was studied. These results were compared with the results of theoretical modeling. The ablation process was photographed at various angles of incidence and the features of LSP under these conditions were also measured. The influence of the surface state of the samples is estimated. The ranges of process parameters that were studied in this paper were selected from the point of view of the possibility of reducing pulse energy during LSP, which can be of significant practical importance (Shiganov et al. 2019; Kalainathan et al. 2016).
2 Experimental methods
Pure metal was chosen for research; in this work, nickel (nickel content over 99.5%). The surface was polished before processing, to ensure tight contact of the ablation coating with the surface, the possibility of measuring surface microhardness, and also assessing the effect of surface condition on the ablation process.
The nickel samples were coated by aluminum foil as an ablative layer with a thickness of about 80 μm before LSP. Water layer 20 mm was used as a transparent medium. Solar LS LQ-829 solid-state Nd:YAG laser with a wavelength of 532 nm, pulse duration of 20 ns, and pulse energy of up to 1 J was used for irradiation. The radiation was directed to the sample using a reflecting mirror and then focused. Experimental setup is shown in Fig. 1. The second harmonic of the Nd:YAG laser was used to reduce losses and increase the threshold of water breakdown.

Experimental setup: 1—laser, 2—cuvette with sample; 3—reflecting mirror; 4—backlight laser; 5—focusing lens; 6—camera
Photofixation of the laser ablation process was carried out on an experimental stand. Canon EOS 650D camera with the following characteristics: aperture F/22, shutter speed 1/30, ISO 100 we used for shooting. Background illumination by a cw Nd:YAG laser with second harmonic at power of 500 mW aperture on the surface of the irradiated sample of about 5 mm was used in addition. A rather long exposure was used in this work, since the main task was to assess the directions of propagation of the plasma plume, but not its temporal dynamics.
3 Theory and experiment
The influence of the LSP parameters on the process dynamics of exposure to the metal surface was determined by calculating the profile of the residual voltage arising in it, after exposure to pulses. The relationship of these parameters with the efficiency of the laser ablation process and the features of the plastic deformation passing were also determined. The calculation model is based on the condition that, due to the absence of the hardening formation or embrittlement phases in pure nickel, the surface microhardness shows the changes in residual stresses (Pravednikov et al. 1975).
In many LSP works (Fabbro et al. 1998; Peyre et al. 1998; Ding et al. 2006) the maximum pressure created by a shock wave can be represented by dependence (1), which demonstrates good agreement with experiment.
where P—shock wave pressure (GPa), I0—laser intensity (GW/cm2), Z—effective acoustic impedance (2/Z≈1/Z1 + 1/Z2) containment materials (Z1) и target (Z2), α—the efficiency of converting laser energy into plasma energy.
Equation (1) does not take into account the pulse duration or the wavelength of the laser radiation, so it can be used as a rather raw approximation, especially when using nanosecond ablation.
According to the one-dimensional analytical model proposed in (Ding et al. 2006; Amarchinta et al. 2009), in order to calculate the residual stresses on the surface in the region of elasto-plastic deformation, a number of assumptions are made:
deformation caused by the shock wave is uniaxial;
pressure impulse is homogeneous;
the material is described by the von Mises plasticity criterion;
hardening and viscosity of the material can be neglected.
In calculations, the boundary conditions can be neglected, since the treatment is carried out far from the edges of the samples. In this case, surface plastic deformation can be described by the following expression (Fabbro et al. 1998):
where HEL—Hugoniot elastic limit, λ and μ—Lame coefficients.
The depth of the plastic effect for these conditions of impact strain can be determined as:
where Cel и Cpl—elastic and plastic strain rates, \(\tau\)—pressure pulse duration.
where ρ—target density.
Surface residual stresses are determined from the relation:
where a—size of the surface irradiated by the pulse, σ0—value of residual stresses before processing, v—Poisson's ratio.
Dependence (6) was used to calculate the total distribution of residual stresses along the surface of the sample. In this case, the total shock wave formed by the laser pulse was divided into a set of waves affecting on each element. The distribution and attenuation of each elementary wave was calculated as exponentially dependence of the coordinate and acoustic impedance. A beam of a Gaussian profile was used to study the influence of the pulse spot diameter. The diameter was taken at the full width at half maximum.
Since one of the goals of the work was to develop conditions for LSP with low pulse energies, small diameters of laser spots were used. In previous works (Grigoryants et al. 2018; Shiganov. et al. 2019), the authors found that even with a sufficient intensity, LSP with spot less than 100–200 μm does not lead to effective hardening. Also, the repeatability of the results with sharp focusing was low. For this reason, in this work, the spot was varied in small ranges near 200 μm in order to understand the mechanism of deviation of the focusing conditions on the LSP effect.
The result of residual stresses profile calculation after two laser shock pulses with pulse spot diameters of 220 and 270 μm and energies of 120 and 180 mJ, respectively, is shown in Fig. 2. The values of pulse energy were selected in a way to ensure the same intensity.

The results of spots diameter calculations (1—spot diameter 220 μm, 2—spot diameter 270 μm)
According to (1), the power of the shock wave generated during laser shock treatment depends on the intensity of laser radiation, however, it can be seen in Fig. 1 that despite the same intensity, the results of the process for spots 220 and 270 μm are different. Similar results were obtained experimentally after microhardness measurements (Fig. 2). This result is based on the fact that the total residual stresses in the elementary region are the result of a superposition of shock waves from all elementary regions subjected to irradiation in the presented model. In addition, dependence (1) takes place in a limited range of irradiation modes (Fabbro et al. 1998). An increase in the spot diameter at constant intensity is characterized by a significantly higher (~ d12/d22) energy input. In this case, the mass yield of laser ablation usually increases, which accordingly increases the power of the shock wave. In this case, the volume of ablated material usually increases, which increases the power of the shock wave.
LSP experiments were conducted under conditions similar to the theoretical model. The sizes of the processed nickel plate were much larger than the laser exposure area (15 × 25 mm). The plate thickness was 3 mm, which is significantly larger than the typical depth of the plastic effect (Gujba et al. 2014; Kalainathan et al. 2016). During plastic deformation of pure nickel, no precipitation of isolated phases occurs (Dimiduk et al. 2005), which makes it possible not to take into account the structural factor when studying the LSP process.
The effect of the laser spot diameter on the microhardness of the nickel surface was experimentally studied. Processing parameters: laser spot was varied from 250 to 600 μm (FWHM); energy ranged from 27 to 153 mJ; the energy density remained constant 55 J/cm2. The results of measurements of the nickel sample surface microhardness under the indicated conditions are shown in Fig. 3. The value of 100–150 mJ we defined as the boundary, when the laser source can still be considered as low-energy. As can be seen from Fig. 3, with small spots, the LSP effect becomes smaller. Hence, to achieve comparable results with sharp focusing it necessary to increase energy density.

Dependences of nickel sample surface microhardness after laser shock peening on the diameter of the spot (laser intensity was 5.5 × 109 W / cm2)
As mentioned earlier, for the purposes of this work, the range of spots near 200 μm is of more interest, therefore, an additional study was carried out in this range with a fixed intensity and a different number of repeated irradiations, which, as is known (Ding et al. 2006), lead to an increase in the LSP effect. In the earlier work (Shiganov et al. 2019), the authors showed that it is most effective to use 3 repeated shots without replacing the ablation coating, since a larger number of them can lead to damage to the coating, which is a negative effect.
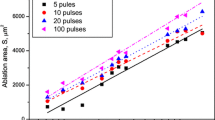
Figure 4 shows the results of multipulse irradiation of a nickel plate with spot diameters of 220, 245 and 270 μm with energy densities of 236, 254 and 209 J/cm2, respectively. The best results were obtained with a spot 270 μm, both with single and triple irradiation, despite the lower energy density. Multiple irradiation has a much more significant effect. Thus, to development rational technological solutions, one should choose a laser source according to the criterion of energy in a pulse taking into account multiple irradiation. The diameter of the spot should be chosen as large as laser allows, and as far as dictated by technological tasks.

Dependences of nickel sample surface microhardness after laser shock peening on the diameter of the spot upon single and triple irradiation (spot diameters 220, 245 and 270 μm, energy densities 236, 254 and 209 J/cm2, respectively)
Another important factor determining the effectiveness of laser shock processing is the conversion of laser energy into shock wave energy. It is determined by the efficiency of the ablation process and by the direction of propagation of the plasma plume, which determines whether the vapor release reaction will be scattered along the half-plane down from the sample surface or concentrated in a certain direction (Gus'kov et al. 2004).
In the general case, the efficiency of laser ablation can be determined from the relation (Bulgakova et al. 2004):
where EΣ—incident energy; ER—reflected energy; Et—energy to heat the target; Eab—energy absorbed by a plasma plume; EL—evaporation energy; Eth—kinetic energy of vaporized particles.
In expression (7), Eth also includes the recoil energy of evaporated particles, which ultimately forms a shock wave.
In this work, the task was to determine the effect on the processing efficiency of the exposure parameters; therefore, the ER and Eab values were of most interest. The reflected flow during laser ablation depends on the density of the incident energy, the state of the surface, and the angle of inclination. The measurements were performed for a polished nickel plate irradiated with laser pulses at a wavelength of 532 nm, a duration of 20 ns, and energies from 30 to 230 mJ. Figure 5 shows the dependence of ER on energy density for an angle of incidence of 60°. At relatively low energy densities, the reflectivity exceeds 30%. The reflected flux decreases to a level of less than 10% at the energies above 10 J/cm2. It should be noted that the decrease in reflection is primarily associated with absorption in the plasma plume, while the mass yield of ablation increases slightly (Bulgakova et al. 2004). It should be noted that the decrease in reflection is associated with absorption in the plasma plume (Bulgakova et al. 2004).

The values of the fraction of laser energy reflected from a nickel plate, depending on the energy density
Repeated exposure to the ablated surface leads to a significant decrease in the reflected flow, Fig. 6.This an important factor when processing by shock pulses using low-energy lasers. A significant decrease in specular reflection leads to an increase in target absorption, as well as a decrease in the ablation threshold. The decrease in surface reflectivity during multiple laser shots is most likely an increase in surface roughness, which can be observed by the measurement results shown in the Table 1.

Values of the fraction of laser energy reflected from a nickel plate in dependance on the number of repeated irradiations
The influence of the incidence angle of the laser beam on its plasma plume overlapping is shown on the diagram, Fig. 7.

Scheme of overlapping of a laser beam by a plasma plume during normal incidence of the beam and at a certain angle
Since ablated material tend to propagate normal to the surface, their smaller volume will fall under the beam and ionize during the pulse. Thus, it is possible to reduce the absorption of radiation in a plasma plume and to increase the efficiency of ablation. In our case, water was used as a containment layer. Water has a strong restraining effect on the development of the plume unlike vacuum or air and can affect the dynamics of the process at different angles during nanosecond ablation.
Figure 8 a shows measurements of the mirror reflection coefficient from a polished nickel plate during a single exposure at different angles of incidence in air. Since the plasma plume at large angles of incidence is less overlapped with the laser beam (see Fig. 7), its shielding effect is reduced. Due to this, the reflection coefficient and also the absorption coefficient increase, since a large fraction of the radiation reaches the surface. However, microhardness measurements of the treated zones after laser impact treatment in a liquid medium did not show an increase in the effect of the angle of inclination (Fig. 8b). The spot area remained constant.

Effect of the a incidence angle of laser radiation on the reflection coefficient of the nickel plate; b surface microhardness after laser impact treatment
The insignificant effect of the incidence angle of the beam on the result of laser impact processing is associated with the peculiarities of the plasma plume propagation in a liquid medium. Figure 9 shows photos demonstrating the development of a plume during normal decline (a–d) in a water medium upon irradiation of a nickel plate with nanosecond laser pulses with a wavelength of 532 nm. The plume nucleates next to the target surface and then spreads upward along the normal, and its shape repeats the shape of the beam, i.e. the ablated material spreads upward and ionizes as it overlaps with the beam.

Photos of the laser ablation process in a liquid obtained for different time stages of the process with normal incidence (a–d); and at an angle of incidence of the beam 60° (e–h)
Figure 9 e–h shows photos demonstrating the process of laser ablation at an angle of incidence of 60°. It is clearly seen that the plasma plume propagates in accordance with the direction of incidence of the beam. The nature of the plume observed in Fig. 9 e–h allows us to conclude that ionization of the target material but not the liquid is proceeded. It should be noted that in the first experiment there were no significant particle flows in the lateral directions. Hence, the mechanism of the ablation process in the liquid changes with an oblique incidence. The plasma plume does not propagate normal to the surface, but toward the laser beam. This probably happens because the laser beam “heats” the plume and thus directs it, because fluid inhibits its development. That is, more favorable conditions for the development of a plasma plume are created in the direction of the laser beam. In the future, this effect should be studied in more detail.
4 Conclusion
An increase in the effect of LSP with increasing spot diameter and constant intensity, which can be observed in Fig. 3, was analyzed from the point of view of changing loading conditions. The final value of residual stresses was calculated as a superposition of stress states formed by shock waves from elementary sections exposed to laser ablation. This approach allows us to explain the significantly large processing results with large spots. Although the effect of ablation efficiency, propagation of the plasma plume, laser intensity distribution also should be taken into account.
The results of the study of the incident angle influence and the state of the surface on the laser ablation process in a liquid showed that the final pressure of the shock wave depends on how much laser energy is absorbed by the material and then ablated. The laser pulse creates a certain surface roughness and microdefects. This significantly increases the absorption capacity for the next pulses, which can be indirectly estimated from the data shown in Fig. 6. It was shown that for laser ablation in a liquid, in comparison with ablation in vacuum or air (Namiki et al. 1991; Protasov et al. 2010; Shupenev et al. 2019), the influence of the angle of incidence of the beam on the target is different. Inhibition of the development of a plasma plume by a liquid medium leads to its partially channelizing towards the incident beam. Because of this, the shielding of the incoming energy does not differ significantly from the normal incidence of the beam.
Based on the results of the research, the following conclusions can be made that may be relevant for further research:
- 1.
When choosing the spot diameter during LSP, it is necessary to be guided not only by technical requirements, but also by the efficiency of the process: for small spot diameters, it is necessary to use a higher intensity.
- 2.
Multi-pulse processing or treatment with a large overlap coefficient is preferable to single-pulse, since in these cases the absorption capacity of the target surface increases.
- 3.
With large thicknesses of the transparent layer during LSP, the incident angle of the laser beam weakly affects the efficiency of the process; it is beneficial for processing complex geometry
References
Ageev, E.I., Kudryashova, S.I., Nikonorov, N.V., Nuryev, R.K., Petrov, A.A., Samokhvalov, A.A., Veiko, V.P.: Non-contact ultrasonic acquisition of femtosecond laser-driven ablative Mbar-level shock waves on Ti alloy surface. Appl. Phys. Lett. 108, 084106 (2016)
Amarchinta, H.K., Grandhi, R.V., Langer, K., Stargel, D.S.: Material model validation for laser shock peening process simulation. Model. Simul. Mater. Sci. Eng. 17, 015010 (2009). https://doi.org/10.1088/0965-0393/17/1/015010
Bulgakova, N.M., Bulgakov, A.V., Babich, L.P.: Energy balance of pulsed laser ablation: Thermal model revised. Appl. Phys. A 79, 1323–1326 (2004)
Dhakal, B., Swaroop, S.: Review: Laser shock peening as post welding treatment technique. J. Manuf. Process. 32, 721–733 (2018)
Dimiduk, D.M., Uchic, M.D., Parthasarathy, T.A.: Size-affected single-slip behavior of pure nickel microcrystals. Acta Mater. 53(15), 4065–4077 (2005)
Ding, K., Ye, L.: Simulation of multiple laser shock peening of a 35CD4 steel alloy. J. Mater. Process. Technol 178, 162–169 (2006)
Fabbro, R., Peyre, P., Berthe, L., Scherpereel, X.: Physics and applications of laser-shock processing. J. Laser Appl. 10(265), 265–279 (1998)
Grigoryants, A.G., Shiganov, I.N., Melnikov, D.M., Misyurov, A.I.: Reducing residual tensile stresses in welded aluminium alloy joints by laser shock peening. Tsvetnye Metally 10, 86–91 (2018)
Gujba, A.K.: Medraj, Mamoun: Laser peening process and its impact on materials properties in comparison with shot peening and ultrasonic impact peening. Materials 7, 7927–7974 (2014)
Guo, Y.B., Caslaru, R.: Fabrication and characterization of micro dent arrays produced by laser shock peening on titanium Ti–6Al–4V surfaces. J. Mater. Process. Technol. 211, 729–736 (2011)
Gusarov, A.V., Smurov, I.: Thermal model of nanosecond pulsed laser ablation: analysis of energy and mass transfer. J. Appl. Phys. 97(1), 014307 (2005)
Gus'kov,Sergei Yu et al.: Generation of shock waves and formation of craters in a solid material irradiated by a short laser pulse. Quantum Electronics 34(11), 989–1003 (2004) https://dx.doi.org/10.1070/QE2004v034n11ABEH002695
Hackel, L., Rankin, J.R., Rubenchik, A., King, W.E., Matthews, M.: Laser peening: A tool for additive manufacturing. Addit. Manuf. 24, 67–75 (2018)
Hatamleh, O., Lyons, J., Forman, R.: Laser peening and shot peening effects on fatigue life and surface roughness of friction stir welded 7075–T7351 aluminum. Fatigue Fract. Eng. Mater. Struct. 30(2), 115–130 (2007)
Hfaiedh, N., Peyre, P., Song, H., Popa, I., Ji, V., Vignal, V.: Finite element analysis of laser shock peening of 2050–T8 aluminum alloy. Int. J. Fatigue 70, 480–489 (2015)
Hill, M., DeWald, A., Demma, A., Hackel, L., Chen, H., Dane, C., Specht, R., Harris, F.: Laser peening technology. ASM Int. 161, 2–4 (2003)
Kalainathan, S., Prabhakaran, S.: Recent development and future perspectives of low energy laser shock peening. Opt. Laser Technol. 81, 137–144 (2016)
Karbalaian, H. R., Yousefi-Koma, A., Karimpour, M., Mohtasebi, S. S.: Investigation on the Effect of Overlapping Laser Pulses in Laser Shock Peening with Finite Element Method. Procedia Materials Science 11, 454–458 (2015)
Kelly, R., Miotello, A.: On the mechanisms of target modification by ion beams and laser pulses. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. Atoms 122, 374–400 (1997)
Lee, D., Kannatey-Asibu, E.: Experimental investigation of laser shock peening using femtosecond laser pulses. J. Laser Appl. 23, 022004 (2011)
Loktionov, E.Y., Ovchinnikov, A.V., Protasov, Y.Y., Sitnikov, D.S.: Experimental study of polymers femtosecond laser ablation opto-mechanical characteristics at ambient and vacuum conditions. Tech. Phys. Lett. 36(7), 588–591 (2010)
Loktionov, E.Y.: Study of laser ablation efficiency for an acrylic-based photopolymerizing composition. J. Appl. Spectrosc. 81(2), 305–308 (2014)
Melnikov, D.M., Kalyonova, E.A., Tulpanova, E.M., Zawye Myat, Bogdanov A.V.: Perspektivy primenenija lazernogo nakljopa dlja povyshenija harakteristik detalej, poluchaemyh metodom selektivnogo lazernogo plavlenija. Naukojomkie tehnologii v mashinostroenii 7, 32–37 (2018)
Nakano, H., Miyauti, S., Butani, N., Shibayanagi, T., et al.: Femtosecond laser peening of stainless steel. J. Laser Micro/Nanoeng. 4, 35–38 (2009)
Namiki, A., Katoh, K., Yamashita, Y., Matsumoto, Y.: Dynamics of laser sputtering at GaN, GaP, and GaAs surfaces. J. Appl. Phys. 70, 3268–3274 (1991). https://doi.org/10.1063/1.350348
Petan, L., Ocaña, J.L., Grum, J.: Influence of laser shock peening pulse density and spot size on the surface integrity of X2NiCoMo18-9-5 maraging steel. Surf. Coat. Technol. 307, 262–270 (2016)
Peyre, P., Berthe, L., Scherpereel, X., Fabbro, R., Bartnicki, E.: Experimental study of laser-driven shock waves in stainless steels. J. Appl. Phys 84(2), 5985–5992 (1998)
Pravednikov, I.S., Ignat'eva, I.A. Issledovanie svjazi mikrotverdosti splava i stepeni deformacii pri razlichnyh temperaturah. Voprosy optimal'nogo rezanija metallov. Sb. nauch. Trudov. 77, 160–161 (1975)
Protasov, YuYu, Ovchinnikov, A.V., Loktionov, EYu, Sitnikov, D.S.: A technique for experimental determination of the condensed media laser ablation momentum coupling coefficient in vacuum. Instrum. Exp. Tech. 53(4), 596–600 (2010)
Ramkumara, K.D., Narenthiran, A., Konjenti, A., Pravin, P.N., Kanish, T.C.: Effect of low energy laser shock peening on the mechanical integrity of Hastelloy C-276 welds. J. Mater. Process. Tech. 274, 116296 (2019)
Sathyajith, S., Kalainathan, S., Swaroop, S.: Laser peening without coating on aluminum alloy Al-6061-T6 using low energy Nd:YAG laser. Opt. Laser Technol. 45, 389–394 (2013)
Shiganov, I.N., Misurov, A.I., Melnikov, D.M.: Laser shock peening of welded joints. IOP Conf. Ser. J. Phys. Conf. Ser. 1109, 1–7 (2018). https://doi.org/10.1088/1742-6596/1109/1/012018
Shiganov, I.N., Taksants, M.V., Melnikov, D.M., Shtereveria, D.S., Melnikova, M.A.: Laser shock peening with low-energy laser sources: techniques and prospects. AIP Conf. Proc. 2171, 200007 (2019)
Shupenev, A.E., Korshunov, I.S., Iliin, A.S., Osipkov, A.S., Grigoryants, A.G.: Bismuth-telluride-based radiation thermopiles prepared by pulsed laser deposition. Semiconductors 53(6), 747–751 (2019)
Wang, J.T., Zhang, Y.K., Chen, J.F., Zhou, J.Y., Ge, M.Z., Lu, Y.L., Li, X.L.: Effects of laser shock peening on stress corrosion behavior of 7075 aluminum alloy laser welded joints. Mater. Sci. Eng. A 647, 7–14 (2015)
Ye, Y.X., Feng, Y.Y., Lian, Z.C., Hua, Y.Q.: Plastic deformation mechanism of polycrystalline copper foil shocked with femtosecond laser. Appl. Surf. Sci. 309, 240–249 (2014)
Acknowledgements
This work is supported by the Russian Science Foundation (No 17-19-01706). Some experiments were carried out on the experimental basis of URF «Beam-M» (BMSTU, Moscow).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This article is part of the Topical Collection on Fundamentals of Laser Assisted Micro- and Nanotechnologies.
Guest edited by Tigran Vartanyan, Vadim Veiko, Andrey Belikov and Eugene Avrutin.
Rights and permissions
About this article

Cite this article
Shiganov, I., Melnikov, D., Misyurov, A. et al. Investigation the effect of laser ablation parameters in a liquid in order to reduce the pulse energy during laser shock peening. Opt Quant Electron 52, 203 (2020). https://doi.org/10.1007/s11082-020-02278-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11082-020-02278-9