
Abstract
This paper presents a state-of-the-art overview of water and energy optimisation methods with applications to Kraft pulp mills. The main conclusions are highlighted, and several research gaps are identified and proposed for future research. Kraft processes have the potential to be adapted to biorefineries for producing biofuels and other high-value products from wood biomass. Biorefineries enable opportunities to increase the revenue of the process, reduce fossil fuels usage and greenhouse gas emissions. However, to ensure an effective Kraft process transformation, the existing mill infrastructure needs to be consolidated. In this sense, the water system, the heat exchanger network and the utility system should all be optimised together. A series of systematic methods (process integration-conceptual and mathematical programming) have been identified in the literature, along with the results of several case studies that reduce water and energy consumption in Kraft processes. Initial studies in this field considered and solved separate water and energy integration problems, but recent works have been focused on the development of methods for combined water and energy integration and their application to various processes. Typical savings lead to freshwater consumption decreases between 20 and 80% and energy consumption reductions between 15 and 40%.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Pulp and paper mills (P&PMs) are energy and water intensive processes and emitters of greenhouse gases (GHG) (Sun et al. 2018). By improving energy integration in these processes, and using steam and electricity produced from black liquor (biomass-based fuel), the use of fossil-based energy and GHG emissions can be significantly reduced. Moreover, reducing water consumption saves energy, maximising water reuse and minimising wastewater discharge has additional environmental and economic benefits. Mills need to reduce their operating costs and increase their competitiveness. Retrofits and process upgrades are the keys for the development of Kraft processes. Fig. 1 shows some typical issues in Kraft pulp mills addressed by systematic methods.

Typical issues related to Kraft pulp mills addressed by systematic methods
Process integration and systematic methods based on pinch analysis (PA), mathematical programming (MP) or their combination have been developed and used to minimise heat and/or water consumption in industrial process. Heat integration methods have been consolidated for more than four decades, while simultaneous/combined optimisation for water and heat integration has gained traction in the last two decades (Klemeš and Kravanja 2013).
A review of process integration concepts developed to support process-design applications dealing with problems with strong energy and water interactions is given by Savulescu and Alva-Argaez (2013). A clear trend toward the use of numerical optimisation methods has been observed given the large complexity of system interactions and the difficulty to quickly evaluate with only conceptual methods. Another comprehensive literature review of concepts, methods and solution strategies for the synthesis of non-isothermal water networks and combined water and heat integration by using PA, MP, and combinations PA-MP is given by Ahmetović et al. (2015). This review covers papers from 1997 to 2015 and industrial case studies in various manufacturing processes (e.g. chemical, petrochemical, biofuel, and pulp and paper processes) dedicated to combined water and energy analysis. Review papers published in 2018 (Kermani et al. 2018a) and 2021 (Budak Duhbacı et al. 2021) summarise methodologies for water and energy minimisation in industrial processes with special focus on MP approaches, specific features and solution strategies.
The most recent review highlights improvements achieved through MP in sector-based case studies (Budak Duhbacı et al. 2021). This review is focused on research papers published between 2014 and 2019. Specific research gaps, notably on the single versus multiple contaminant assumptions included in mathematical models are proposed to be further addressed by MP methods. Another review on process integration for energy and water reduction in pulp and paper mills given by Atkins et al. (2012) presented different techniques for separate heat and mass/water integration, including also a short description of several works on simultaneous heat and mass/water integration. Specific applications of process integration methodologies in the pulp and paper industry are presented by Bonhivers and Stuart (2013). They reported heat-saving potentials in typical existing mills of about 15–30%. In addition to this, Mahmoudkhani and Berntsson (2012) provide a review of methodologies applied to Kraft P&PMs in Sweden, and highlight that there is a lack of papers, which present a summary of various methods and tools for process integration and their application to P&PMs. The review is focused on studies that deal with energy integration.
Data-driven models (partial least squares-predictive models) and key performance indicators for the brown stock washing process were developed by Ghezzaz et al. (2019). They integrated these models in a General Algebraic Modeling System (GAMS) platform for simultaneous optimisation of process operation, heat recovery network and utility system. As a solution, several operational improvements were derived for energy cost reduction.
Combined water and energy integration has been an active research area in the last two decades, and the proposed optimisation methods have been successfully applied to water and energy reduction in P&PMs. To the best of our knowledge, there is a gap in an up-to-date literature review of papers related to methods and solution strategies applied for optimising combined water and energy systems in Kraft processes. This paper is an extension of our previous work (Ahmetović et al. 2020b) with the goal to present state-of-the-art methods for assessing and optimising combined water and energy systems in Kraft mills, and to describe results obtained by applying methods to different case studies. First, a brief overview of such processes including an overview of water, energy, and material flows is given. Next, specific methods for water and energy integration are discussed, with brief highlights on case studies results. A global approach integrating conceptual and mathematical programming tools is presented in the summary. Main research gaps and possible future developments are finally listed in the conclusions.
2 Kraft process description
A well-known and commonly used process for the production of wood-based pulp for high strength paper is the Kraft (sulphate) process (Lovelady et al. 2007). In a typical Kraft process (Fig. 2), wood logs are debarked and chipped for de-lignification in a digester. A white liquor flow consisting of sodium hydroxide (NaOH) and sodium sulphide (Na2S) is used for cooking the wood chips in the digester. After cooking, the resulting pulp is processed through several screening stages and washed to reduce the cooking chemicals and lignin as much as possible. In the washing stage, large amounts of warm/hot water are used to clean the pulp. In the next step, pulp is chemically bleached and washed in several stages. Finally, the pulp sheet is formed and dried. The cooking liquor called black liquor (consisting of degradation products of the lignin and polysaccharides, with a minor fraction of extractives) is separated from the pulp as weak black liquor and further concentrated in the evaporation plant (a highly energy-intensive process step) in preparation for the chemical recovery step (Alén 2015). Multiple-effect evaporation plants usually consist of four to eight evaporator effects are used for improving the steam economy. The resulting strong black liquor is burned in a recovery boiler to produce inorganic materials (smelt) reused in the process. Also, steam is generated in the boiler and used for process heating and power generation (green electricity). Smelt from the recovery boiler, consisting of sodium carbonate (Na2CO3) and sodium sulphide (Na2S), is dissolved with the weak liquor in the smelt dissolving tank. The resulting green liquor is afterwards recausticised with lime to regenerate the white liquor for reuse in the digester. Details on the Kraft process are given by Bajpai (2018) and Särkkä et al. (2018). More details about the water energy network are shown in Fig. 2. Significant amounts of water are used in the Kraft process for washing, in the bleaching plant, for sheet formation and for vacuum pumps in the pulp machine area.

Integrated water and energy network in Kraft and utility process-Simplified overall diagram
Water is also used in the utility system for steam and power generation. In terms of energy use, the Kraft process consumes medium and low-pressure steam in the cooking section and for delignification, black liquor concentration, recausticising area and for pulp drying. The chemical recovery section, notably the lime kiln, consumes significant amount of fossil fuel being one of the key sources of GHG emissions from the Kraft mill.
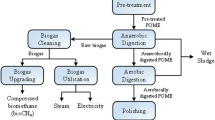
Figure 3 illustrates a simplified overview of water, energy, and material flows for a Kraft process site. This representation includes a pulp and paper mill integrated with biorefinery technologies (as a general example), a water preparation system, a utility section as steam and power plant and cooling tower, and a wastewater treatment system.

An overview of water, energy, and material flows in Kraft processes
Understanding the interconnections across all process sections and water, energy systems in process and utility system is key for reducing water and energy usage, wastewater generation and GHG emissions. Raw water is purified in a water preparation system. Some of this water is directed to boilers (biomass boiler, coal boiler and recovery boiler), a process system, and a cooling tower. Different fuels are burned in the boilers to generate heat for heating and evaporating water and producing high-pressure steam. A biomass boiler is fuelled with bark/hog from the wood preparation system (debarking and chipping process). In the second boiler of this representation, coal (or other fossil fuel) is used while in the third boiler, black liquor, another biomass-based fuel from the multi-effect evaporator is supplied. Heat, flue gases and solid materials are generated in boilers by burning fossil fuels, bark, hog fuel, and black liquor. This heat is used for production of steam (usually high-pressure), which is directed from boilers to one or several steam turbines.
Carbon dioxide emissions from the coal boiler are usually associated with GHG emissions, while the combustion of the black liquor, hog fuel or other biomass sources are treated as carbon neutral and the associated emissions are not usually counted in GHG emissions (Kramer et al. 2009). The blow-down from boilers is sent to the wastewater treatment plant. Smelt from the recovery boiler is as mentioned recovered, processed, and chemicals (NaOH and Na2S) are reused in the process. Electricity is produced in the steam turbine, and used in the overall process or sold for export for increasing the mill revenue. Medium and low-pressure steam is extracted from the turbine for process heating while the resulting condensates are in part collected and recovered back to the deaerator. Part of the low-pressure steam is usually used for heating in the deaerator. Cooling water is used to lower the temperature of several hot streams as required by the process and in the condensing turbine. The warm water from different cooling units is in part collected in warm/hot water tanks to be used in the process, recycled to the cooling tower to be air cooled (part of this water is lost by evaporative cooling in the cooling tower) or lost as overflows (waste heat and water). Blowdown from the cooling tower including wastewater from the process is sent to the wastewater treatment plant. Part of the water from this plant can be reused/recycled in the process, if this water is of appropriate quality. The effluent is discharged from wastewater treatment plant to recipients.
3 Methods for optimising water and energy systems in Kraft mills
Methods based on pinch analysis, mathematical programming based on superstructure optimisation, and hybrid approaches (Fig. 4) have been developed and applied to optimise water and energy systems in various manufacturing processes, including P&PMs (Ahmetović et al. 2015). Sequential and simultaneous solution strategies can be applied depending on the specific methodology. An alternative optimisation tool named Process graph (P-graph) has been introduced for solving water and energy integration problems in chemical processes (Chin et al. 2019), and could be applied in future research to Kraft mills.

Systematic methods for optimisation of water and energy consumption
The pinch analysis (PA) has been used to obtain water and energy targets before the detailed design of water and energy networks is finalised. Heat integration was initially developed to maximise heat recovery between hot and cold process streams and to minimise the consumption of hot and cold utilities (Linnhoff and Hindmarsh 1983). Later, based on the Water Pinch method, PA has been extended for water integration, to maximise water reutilisation in the process in order to minimise freshwater consumption and wastewater discharged into the environment (Wang and Smith 1994). One of the first papers related to the simultaneous management of energy and water streams is by Savulescu et al. (2005a), in which a two-dimensional grid diagram (temperature vs. concentration) is proposed for simultaneous design of the water reuse and heat recovery network.
Mathematical programming (MP) methods have been applied for the simultaneous optimisation of water and energy integration, including the design of combined water and energy networks (Leewongwanawit et al. 2004). Case studies in different manufacturing processes including Kraft mills are solved by combining these networks. Optimisation models are formulated for different superstructures, which are based on state-space, source-demand or source-sink, and multi-scale state-space representations. The objective function in these models is usually to minimise total annualised cost.
In a hybrid approach, the advantages of the two methods PA and MP can be combined to address complex industrial problems. Also, the inclusion of practical and feasibility constraints, and industry/process-based heuristics (Kraft process knowledge) could further simplify the superstructure and enhance the optimisation procedure to deliver realistic solutions.
Case study papers have further highlighted the important role of Kraft mill/industrial plant personnel and their feedback at different levels of problem-solving in setting the problem-specific boundaries, clarifying the level of constraints and different operating issues and challenges that are relevant to effectively define the problem formulation and limits for feasible changes. Early P&PM studies based on PA and MP focus on separate heat recovery to reduce the consumption of external utilities (steam and cooling water), and water recovery to reduce freshwater consumption and wastewater discharged into the environment. Various studies show that the advantages and synergies of the PA–MP methods should be combined in a hybrid method and exploited to solve complex water and energy integration problems (Atkins et al. 2012). In some studies, process insights and graphical methods are used to provide initial solutions for mathematical optimisation (Parthasarathy and Krishnagopalan 2001).
3.1 Pinch analysis
Collecting industrial data to characterise the water and energy networks and to apply the PA tools (Bakhtiari et al. 2015) is a challenging task given the large amount of data, the network specifics and often lack of data (water flows and composition).
Simulation tools such as WinGEMS (https://www.valmet.com/pulp/automation-for-pulp/apc-advanced-process-controls/valmet-wingems/), BALAS (https://www.simulationstore.com/balas), and CADSIM Plus (https://www.aurelsystems.com/pulp-paper/) which embed process P&IDs, and operating mill historical data, have proven as critical information platforms for data extraction and characterisation of existing P&PM processes in support of PA application. Moreover, simulation models are the essential tools for impact assessment of improvement changes and for evaluating process related modifications to decrease water and energy consumption.
In combined water and energy systems in Kraft mills, the live steam demand can be reduced by decreasing the consumption of hot and warm water. This can result in an increase in the amount and temperature of excess heat available. This excess heat can be used for an evaporation plant, and it can additionally reduce the live steam demand (Wising et al. 2005). It explains the importance of considering water and energy interactions in Kraft mills.
The proposed methodologies for simultaneous energy and water efficiency enhancement in Kraft mills are usually based on process integration tools, including water-thermal composite curves, water source and sink curves, and water and thermal integrated PA. These methodologies in most cases follow a project-oriented approach. Savulescu et al. (2005b) performed a conceptual combined energy and water analysis to reduce water and energy consumption in Kraft mills. Their analysis started with the data acquisition and simulation of the mill by the commercial software package WinGEMS to obtain relevant data for performing PA and evaluating potential water and energy-saving projects. They identified nineteen cooling water reduction and heat recovery projects, from which twelve were selected after discussion with mill personnel (resulting savings estimated of about 15% steam savings of the boilers’ steam production and about 6,000 m3/d in water consumption and effluent generation). Also, the effluent temperature was reduced by 3 °C exploiting the interactions across the energy and water recovery network. Reuse options of process water were not explored due to the lack of information about the concentration levels of contaminants in the water streams.
Towers (2005) studied the effects of process integration, benchmarking, and water reduction in Kraft process and identified opportunities to reduce energy costs by reducing water consumption. A two-phase approach was proposed. In the first phase, steam reduction was performed through PA and benchmarking, and in the second phase, energy savings were achieved through water reduction. The CADSIM Plus software was used to test the proposed projects and examine the effects of these changes. The results obtained show that water reduction could save 49% more steam in winter than in summer. The importance of simultaneously assessing the water requirements in the heat recovery system and in the process system is highlighted to achieve significant water savings in a mill.
Direct and indirect heat transfers occurring typically in Kraft mill networks need to be also considered to further improve heat and water efficiency. As a result, different heat and water efficiency measures such as heat integration, water reuse, regeneration and recycling, condensate recovery, and redesign of hot and warm water systems could be derived. Direct heat transfer in Kraft processes can include the dilution of pulp with hot water, process-process mixing of streams with different temperatures, and process-utility mixing of water and steam. This method of heat transfer can be beneficial with respect to investment cost and simplified designs, but could result in higher operating costs. Therefore, an optimal selection of direct and indirect heat transfers, and distributions of the hot/warm water streams between the water distribution tanks in the process should be made to reduce the total costs.
The design of hot and warm water systems in a Kraft mill was studied by Nordman and Berntsson (2006). They proposed a method to maximise the amount of usable excess heat in the hot and warm water systems (water streams as energy carriers) for other process heating applications besides warm and hot water generation. The number of tanks and temperature levels required to maximise the amount of excess heat can be determined by this method. The results of their case study showed that about 5–6 MW excess heat with a temperature above 90 °C can be released from the improved process heat exchanger network.
Savulescu and Alva-Argaez (2008) studied the impacts of non-isothermal mixing (NIM) of streams and direct heat transfer on the overall energy efficiency of a Kraft process. The importance of data measurement for streams involved at mixing points when performing a retrofit analysis is highlighted. They proposed a process integration methodology to systematically address the relevant aspects of the direct heat transfer. As a result, the overall energy efficiency is improved by about 4% in their retrofit case study. Specific remarks on the location of the non-isothermal stream mixing points are given, so such NIM should be placed at the end of a stream. In that case, the mixing temperature reaches the stream target temperature. Additional degrees of freedom in the design of an optimal heat transfer network are mixers located away from the pinch as mixing should be below or above pinch to avoid the inefficiencies due to direct heat transfer cross pinch.
Mateos-Espejel et al. (2010a) developed and implemented a five-step strategy to analyse the impact of water reduction on the Kraft process energy consumption. Step 1 of the methodology includes the extraction of water network data. The data used in their study are obtained by computer simulation with the CADSIM Plus software. Step 2 consists of analysing the water reduction potential based on reference mills in operation. Step 3 includes the water analysis. Water-thermal composite curves are constructed to identify opportunities for heat integration between hot effluent streams and cold water streams. Water sink and source curves are constructed to explore water integration opportunities to determine the minimum water consumption. PA is used to evaluate the energy implications of water reduction on the overall process. Step 4 is to maximise energy recovery and minimise external utility demand for the defined minimum temperature difference (10 °C). Step 5 presents a trade-off analysis to evaluate the economic indicators of the proposed solutions. In a later paper (Mateos-Espejel et al. 2010b), the authors applied the proposed five-step methodology to a Kraft process and identified four practical strategies for water reutilisation and its energy implications, by which about 24% of water (540 m3/h), 14 MW of steam, and 13.1 MW of cooling demand could be saved. This study highlights the importance of considering water conservation strategies in any process energy optimisation project, including Kraft mills.
The authors also developed a benchmarking procedure to assess the energy efficiency of Kraft pulp mills (Mateos-Espejel et al. 2011a). Their methodology is applied to a Kraft pulp mill to improve thermal energy efficiency (Mateos-Espejel et al. 2011b), and can be used to properly define and evaluate the entire process for a subsequent in-depth energy analysis (Mateos-Espejel et al. 2011c).
Martínez-Patiño and Picón-Núñez (2011) presented a retrofit concept for water and energy reduction in a P&PM based on the hierarchical methodology and the “onion diagram”. In the first step of this methodology, the reaction system of the pulp bleaching process for lignin removal is analysed examining the trade-offs between additional equipment cost, conversion and water consumption. They found that additional reactor volume yields higher lignin conversion and thus requires less fresh water for the dilution of the reactor outlet stream. The second step of the hierarchy is the water usage system, in which water reuse within the pulp washing stage is maximised by applying a water pinch method. Once the water reuse options have been explored, in the third step, wastewater regeneration is considered exploring different distributive wastewater treatment options for each effluent stream considering equipment cost, operating cost, and practical implementation. The final step includes a heat recovery system. Since the pulping process requires water at different temperatures, a reduction in freshwater consumption reduces the heat requirement. In this study, only the energy consumption associated with water consumption is examined. The proposed methodology is implemented using data from a real pulping plant. Pinch analysis and mathematical programming are applied to obtain the water network designs with the minimum freshwater consumption. Although this consumption is quite similar, the designs of water networks are different, and can be used to improve the existing networks in the process.
The definition and characterisation of the process, and benchmarking analysis are very important stages in the analysis of Kraft mills. The results show that an eco-friendly process can be obtained without the use of fossil fuels for steam production, and that revenues can be increased based on green electricity produced from biomass. Significant reductions in steam (26.6%) and fresh water (33.6%) consumption are achieved. Most of the previous work on water and energy optimisation in Kraft processes is based on the PA, but the importance of applying mathematical optimisation is also emphasised to realise other potential improvements in the process, especially in the analysis of water-energy interactions.
Thus, the two methods PA and MP should be used together to further improve and develop integrated solutions to minimise water and energy consumption, and to advance the design of water and energy systems. The unified methodology was later extended by Keshtkar et al. (2016), including specific features such as combined steam and water systems analysis, a project-oriented approach, and the use of heuristic rules to retrofit three Canadian Kraft mills with different configurations. This extended step-wise energy efficiency methodology consists of six steps: data base, pre-benchmarking, energy systems efficiency analysis, steam and water efficiency enhancement, retrofit of the heat exchanger network, and post-benchmarking. The methodology provides practical guidelines for simultaneous energy and water enhancement, and relies on basic engineering techniques of observation and evaluation of the performances of key equipment, identification of interactions between models for thermal energy production and delivery, and combined steam and water system analysis.
The core of the methodology is related to energy (water and steam) efficiency analysis, in which the two main components of the supply and use of thermal energy, water and steam are analysed. The CADSIM Plus simulation software was used in this study to provide all the data necessary to support the process analysis. Modified water PA and Aspen Energy Analyser were also used to implement some steps of the proposed methodology. Significant reductions in terms of water (25% to 50%) and energy (30% to 40%) consumption were achieved for the considered Kraft mills. The results also show large differences in steam and water savings among the considered mills, which can be related to different configurations and time construction of these processes.
3.2 Mathematical programming (MP)
Different mathematical formulations such as Mixed Integer Linear Programming (MILP), and/or Mixed Integer Non-Linear Programming (MINLP) have been developed and applied to address the synthesis and optimisation of the water and energy integration network. Programming languages like GAMS (https://www.gams.com/), AMPL (https://ampl.com/), and LINGO (https://www.lindo.com/index.php/products/lingo-and-optimization-modeling) are often reported as modelling and optimisation platforms.
An integrated approach consisting of process integration (mass integration) and a simulation tool for the optimisation of freshwater usage and wastewater discharge in P&PM is presented by Lovelady et al. (2007). Special care is given to the presence and tracing of non-process contaminants in water streams that can cause problems in process operation when recycling streams. The model consisting of a set of non-linear equations is solved using LINGO software to minimise fresh water consumption under the assumption of isothermal water networks. Thus, the interactions between water and energy are not explored. The authors reported a 23% reduction in freshwater consumption using simple recycle/reuse strategies and up to 81% reduction when integrating treatment technologies for removal of non-process elements from water streams. Chew et al. (2013) explored opportunities for simultaneous water and energy reduction within the brown stock washing (BSW) system in P&PM using the MP approach. These authors proposed an MINLP model to optimise the water network design in two scenarios (minimising total operating cost and total annualised cost). Network optimisation results led to reduction of water and energy consumption of about 21% and 23%, respectively, compared to their base case.
The concept of non-isothermal water networks has been integrated by several MP approaches aiming to simultaneously optimise the water and heat allocation and network design integration. Multiple-solution scenarios are generated by some MP approaches to expand the basis for the decision making and the selection of the best and/or most practical solution. Based on this concept, Kermani et al. (2017a) recently proposed a superstructure for a combined water and energy network, and a step-wise approach, consisting of seven steps (plant characterisation, quantification of qualitative indicators, modelling, preliminary targeting, optimisation problem-solving, identification and evaluation of energy and water reduction opportunities, and project selection and implementation roadmap). The proposed MILP model for simultaneous optimisation of water and energy is used to explore heat integration opportunities between non-water process streams and water thermal streams. Additional features are incorporated into the model, including restricted matches for water integration, water tanks and non-isothermal mixing to reduce the number of heat exchangers.
The proposed MILP model includes integer-cut constraints for the generation of multiple solutions, and a heat load distribution model to provide a list of preliminary and promising connections before the detailed design of the heat exchanger network (HEN) is finalised. The objective function of the proposed model minimises the total annualised cost, including the operating costs for freshwater consumption, wastewater treatment and utilities consumption and investment cost of heat exchangers. Two Kraft mill case studies are reported for the application of this MP approach. The first simplified case study reports a 17% reduction of total water consumption (fresh water plus cooling water) and indicates no consumption of thermal hot utility. In the second industrial case study, water consumption is reduced by 34%, total utility consumption by 21%, and total hot utility consumption by 21%. This study is one of the first that attempts to solve a real industrial problem using MP, and it proposes promising solutions with improved water and heat integration.
The research work of Ibrić et al. (2017) proposes an MINLP formulation of heat-integrated water allocation networks enabling heat integration of water streams with non-water streams (process hot and cold streams) by extending previously developed superstructure (Ibrić et al. 2016). This model can be used for simultaneous water and heat integration, minimising total annualised costs (such as freshwater costs, hot and cold utility costs, heat exchangers and wastewater treatment unit costs). The stage-wise superstructure includes three sub-models: a water network (Model M1-NLP), a heat integration (Model M2-NLP), and a HEN (Model M3-MINLP) (Yee and Grossmann 1990). Direct and indirect heat exchange is also embedded. A three-step strategy is proposed to facilitate the development of the overall solution. The first step performs freshwater and utilities targeting by solving combined NLP models (M1 + M2), using as objective function the minimisation of freshwater and utility costs for different heat recovery approach temperatures. This step is performed to obtain an initialisation point and freshwater and utility targets used in the step 2 when the models M1 and M3 (MINLP) are combined for simultaneous optimisation of water and heat exchanger networks. This MINLP is solved with the linearised objective function to find limiting matches between hot and cold streams. The third step combining models M1 and M3 in the MINLP is solved as the second step, but now minimising a non-linear objective function with a limiting number of matches from the second step. The model can be solved in several iterations and provides good bounds by changing the heat recovery approach temperatures. A set of good local optimal solutions can be obtained, from which the best one can be selected.
The proposed MINLP model is applied to the Kraft process by adding restricted connections within the water network due to practical limitations and lack of industrial data on water contamination levels. Cases without water reuse, maximised water reuse, and sensitivity analysis related to freshwater and utility costs are presented. Trade-offs between investment and operating costs are established by simultaneous optimisation, resulting in a significant reduction of freshwater consumption (about 34%) compared to the reference case, and 13.5% compared to the paper by Kermani et al. (2017a). The total annualised cost of the proposed optimal network decreased by 28% compared to the reference case and by 14% compared to the optimal solution given by Kermani et al. (2017).
A superstructure for the simultaneous optimisation of heat, water, and power in inter-plant operations using a hybrid MILP is poposed by Kermani et al. (2017b). Practical and feasibility constraints are applied a priori with the help of industrial experts. In the proposed two-step solution strategy, the MILP is solved first to minimise the utility consumption without penalty costs. The solution of the first step is used as an upper bound in the second step to minimise the total annualised cost of the system. This method is applied to a real industrial Kraft process, and significant reductions in terms of water (about 41%) and low-pressure steam (about 35%) consumption are achieved. This lowers the total cost by about 13% and the operating cost of steam by 22.6% and increases the investment cost by 13.8% compared to solutions obtained using traditional approaches (without the hot water cycle).
In further research a proposed heat-integrated water allocation network model was applied to the Kraft process case study (Kermani et al. 2019a). A new combined model was developed based on three sub-models: a water and heat targeting MILP model, a heat load distribution MILP model for minimising number of matches, and a heat-integrated water allocation network synthesis model based on the NLP hyperstructure (Floudas and Ciric 1989). This model and the proposed solution strategy can generate multiple solutions. The benchmarking results of the considered case study, including key performance indicators, are presented for applied simultaneous and sequential solution strategies, and the results are in a good agreement. However, as can be seen from the proposed optimal design obtained using the sequential strategy, the values of some water streams are too small and may be impractical.
The benchmarking and key performance indicators for the case study, obtained by applying two optimisation approaches, show significant savings. Reductions of more than 34% in freshwater consumption, more than 15% in total water consumption (fresh water plus cooling water) and more than 27% in total annualised cost are achieved. The hot utility is not required in the proposed solutions due to the improved heat integration. For this case study, it was also shown that further reduction in freshwater consumption (11%) and total annual cost (< 1%) can be achieved compared to the results reported in the literature.
The same Kraft case study is solved in recent work by Ahmetović et al. (2020a) with an MINLP model but now considering additional water and heat integration opportunities in the superstructure that are not explored in the previous work (Ibrić et al. 2017). Several optimal solutions of heat-integrated water networks exhibit the same freshwater, hot and cold utility consumption as the best reported network. The design solutions are less complex with fewer splitting and mixing of water streams in the network, and may be more practical alternatives of heat-integrated water networks. This model also takes into account temperatures of water in water tanks as optimisation variables.
In recent work a holistic methodology for optimising industrial resource efficiency has been proposed (Kermani et al. 2019b) in which heat, mass and power integration is considered by combining superstructures for a heat-integrated water allocation network, and an organic Rankine cycle for waste heat recovery (Kermani et al. 2018b). The proposed MINLP superstructure includes a set of plant sites consisting of water using units and water sources and a set of hot and cold thermal streams. Mass exchange (water) is managed with water tanks, and heat exchange is managed by heat transfer vector (steam cycle, organic Rankine cycle, heat pump, and water network). A multi-objective framework is considered to minimise freshwater usage, maximise power output, and minimise total costs. As there are trade-offs between these objectives, there is no single solution for optimal performance of all objectives; rather, many optimal solutions exist (Pareto solutions). The methodology is applied to an industrial Kraft case study. A significant reduction in freshwater consumption is achieved, while net power output is increased.
3.3 Remarks
The methods that have been described have been applied to Kraft processes with different configurations and capacities. Simulation tools have been used in combination with PA to support water and energy analysis. Also, these methods are used to assess the impacts of possible process modifications that contribute to water-energy efficiency enhancement. Different modelling systems for mathematical programming and optimisation, models, solvers and solution strategies have been used to optimise water and energy consumption. The proposed models can address multi-contaminant problems and can also consider restricted or forbidden matches, and practical constraints. Mathematical optimisation methods and a hybrid approach could be more widely applied in future studies since many interactions between and within various elements of the overall system are difficult to be captured with conceptual design methods. The MINLP field has received increased attention over the past two decades (Sahinidis 2019). MINLP models will continue to be powerful tools for modelling and optimisation of problems in the process industries (Trespalacios and Grossmann 2014).
The list of potential projects to simultaneously reduce water and energy consumption in Kraft processes is given as follows:
-
Reuse of white water in the pulp machine section and bleach plant last washer
-
Increase of the recovery of the clean condensate streams
-
Optimise mixing in water tanks
-
Reduction of the temperature difference when mixing demin water with hot condensate streams by preheating demin water
-
Reduction of the temperature difference when mixing the turbine condensate stream with hot condensate streams by preheating the condensate
-
Recovery of evaporator combined condensate and stripped condensate for BSW and/or recaust section users
-
Optimisation of the mixing of the effluent stream
-
Optimisation of the sequence of water/filtrate across the BSW stages and bleaching stages.
In summary, the main steps that are required to address the issue of water and energy integration in Kraft mills are presented generically in Fig. 5. Along the targeting and design steps, conceptual methods such as PA-derived methods and/or MP algorithms can be applied. The literature review has strongly emphasised that the first step, the development of base case characterisation and the setting of the correct parameters and boundaries for the problem formulation, is crucial for the entire analysis. The problem of water and energy goes beyond the process needs, and must incorporate the hot and cold utility systems as water and energy demands and their integrated links with the process water-energy network.

Overall methodology to address the combined energy and water efficiency increase in Kraft pulp mills. WEN Water-Energy Network, TDGD Two Dimensional Grid Diagram, NIM Non-Isothermal Mixing, HEN Heat Exchanger Network, P&ID Piping and Instrumentation Diagram, KPI Key Performance Indicators
In step 2, a benchmarking and targeting analysis is performed to assess the scope for water and energy savings. Several key performance indicators (KPIs) describing the process efficiency, specific water/steam consumption at mill and sectional levels are often analysed together with the scoping evaluation from different composite curves approaches or MP methods as mentioned above.
The water and energy interaction analysis in step 3 seeks to identify integration inefficiencies and their root cause on water-energy paths to facilitate the selection of improvement design solutions. The evaluation of water network tanks is a key component of the water-energy interactions. Heuristic rules are often applied to identify network insights that could refine the mathematical model of the integrated water energy integrated network and enhance the search for an optimal solution. Pre-screening rules based on physical inspection of the superstructure and logical specifications can be also applied to reduce the superstructure and model complexity (Ibrić et al. 2016). From a practical point of view, non-isothermal mixing of water streams takes place in the water tank network. The mixing of cooling water and process water also takes place in the water tank network. Thus, the system interactions across water tanks need to be clearly defined to capture the full extent of system trade-off for the design optimisation. Deep process knowledge is required at this step also to challenge the water process demands (as volume, temperature and quality), waste heat temperature level in relation to the process demands, and any energy degradation across the condensate system (an example of NIM inefficiencies could be the mixing of low temperature demin water with hot condensate prior to a deaerator, or mixing of hot evaporator combined condensate with warm water for brown stock washing).
Step 4 follows with different design strategies. Several conceptual approaches and design guidelines are available to address water together with energy for global steam and water savings. MP offers also detailed evaluation of all possible solutions that will reduce cooling water towards saving water and energy, and optimise NIM temperature differences and location in the water energy network. The results of case studies indicated that increasing waste heat recovery often reduces steam demand for hot water production.
Moving from a set of potential projects to their actual implementation, step 5 goes beyond the specifics of an economic evaluation. Due to the large number of degrees of freedom occurring along the water system and consequently, the cross-effects between opportunities, particular attention should be given to avoid shifting waste heat from one section to another or water overflows from one tank to another. When defining the specifics of a single project in a subsystem of the water energy network, the following considerations are important. The current heat transfer area of the heat exchangers concerned must be properly evaluated in relation to the proposed changes, the current pipe layout must be reviewed, and the connecting pipes must be adapted to the minimum length. The control logic of the flow rate distribution and temperature control along the water-energy path should also be adjusted to ensure overall water and energy savings. As not all the projects might be implemented at once, prioritisation and appropriate sequencing is required.
Once implemented, the projects should be monitored (step 6) to review the impacts on KPIs and realisation of the targeting scope. Besides the monitoring of global fuel and water benefits, local performance of heat exchangers is relevant for avoiding screening the scaling and fouling of heat transfer that would result in increased mill-wide water and energy consumption.
The methodology, based on PA and MP, has been successfully applied to different industrial case studies including Kraft processes, and the results obtained show significant reductions in water and energy consumption (Budak Duhbacı et al. 2021; Kermani et al. 2019b).
4 Conclusions and future directions
Combined water and energy integration has been an active research field in the last two decades. The proposed pinch analysis and mathematical programming methods have been applied to optimise combined water and energy systems in various processes. PA methods applied to Kraft processes follow a step-wise approach, which usually uses heuristic rules, practical constraints, and provides guidelines for simultaneous energy and water enhancement. MP methods are based on different representations of superstructures, optimisation models, and efficient solution strategies. These methods have been applied to simultaneous optimisation of water and energy in Kraft processes, and exploring trade-offs between investment and operating cost.
On the basis of published literature, it can be stated that the methodologies for optimising combined water and energy networks rarely consider non-water thermal streams, storage (water tanks), heat loses and gains, the use of live steams in water networks, and sensitivity analyses. Some of these concepts can be a subject of future research.
Kraft processes are very complex with many interactions between water, energy, and material flows. The advantages of conceptual and mathematical methods and tools should be combined to solve complex industrial problems in close collaboration with mill personnel. Also, understanding all interconnections in the Kraft process, taking into account practical and feasibility constraints and industrial expert interventions at different levels of problem solving, are very important considerations. Future developments of methods and solution strategies are needed to improve water and energy integration in existing Kraft processes, especially when they are converted to multiproduct wood-based biorefineries. In this case, boundaries for water and energy integration must be extended. Heat, water, and power integration opportunities should be simultaneously explored, considering synergies between different systems. Further research progress is required to successfully address these challenges.
References
Ahmetović E, Ibrić N, Kravanja Z, Grossmann IE (2015) Water and energy integration: a comprehensive literature review of non-isothermal water network synthesis. Comput Chem Eng 82:144–171. https://doi.org/10.1016/j.compchemeng.2015.06.011
Ahmetović E, Ibrić N, Kravanja Z, Grossmann IE (2020a) A mathematical programming approach for water and energy optimisation: a case study of a kraft pulp mill. In: The 4th Sustainable Process Integration Laboratory Scientific Conference, Energy, Water, Emission & Waste in Industry and Cities, Online-Virtual Conference, SPIL2020.0226
Ahmetović E, Kravanja Z, Ibrić N, Grossmann IE (2020b) A review of recent developments of water and energy optimisation methods applied to pulp and paper mills. In: The 4th South East European Conference on Sustainable Development of Energy, Water and Environment Systems, SEE.SDEWES2020–0188–1–12, Sarajevo, Bosnia and Herzegovina
AMPL, Streamlined modeling for real optimization, AMPL Optimization Inc., Mountain View, CA, USA. https://ampl.com/. Accessed 10 April 2020
Alén R (2015) Chapter 3A - pulp mills and wood-based biorefineries. In: Pandey A, Höfer R, Taherzadeh M, Nampoothiri KM, Larroche C (eds) Industrial biorefineries & white biotechnology. Elsevier, Amsterdam, pp 91–126
Atkins M, Walmsley M, Morrison A, Neale J (2012) Process integration in pulp and paper mills for energy and water reduction - a review. Appita Ann Conference 65:299–306
Bajpai P (2018) Biermann’s Handbook of Pulp and Paper, 3rd edn. Elsevier, Oxford
Bakhtiari B, Pylkkanen V, Retsina T (2015) Pinch Analysis – An Essential Tool for Energy Optimization of Pulp and Paper Mills O Papel 76:51–54
BALAS, Conceptual Process Design, VTT Technical Research Centre of Finland Ltd, Espoo, Finland, https://www.simulationstore.com/balas, [Accessed: 10-April-2020].
Bonhivers J-C, Stuart PR (2013) 25 - Applications of process integration methodologies in the pulp and paper industry. In: Klemeš JJ (ed) Handbook of process integration (PI). Woodhead Publishing, Sawston, pp 765–798. https://doi.org/10.1533/9780857097255.5.765
Budak Duhbacı T, Özel S, Bulkan S (2021) Water and energy minimization in industrial processes through mathematical programming: A literature review. J Clean Prod 284:124752. https://doi.org/10.1016/j.jclepro.2020.124752
CADSIM Plus, Pulp & Paper, Aurel Systems Inc, Burnaby, BC, Canada https://www.aurelsystems.com/pulp-paper/, [Accessed: 10-April-2020].
Chew IML, Foo DCY, Bonhivers J-C, Stuart P, Alva-Argaez A, Savulescu LE (2013) A model-based approach for simultaneous water and energy reduction in a pulp and paper mill. Appl Therm Eng 51:393–400. https://doi.org/10.1016/j.applthermaleng.2012.08.070
Chin HH, Foo DCY, Lam HL (2019) Simultaneous water and energy integration with isothermal and non-isothermal mixing – A P-graph approach Resources. Conserv Recycl 149:687–713. https://doi.org/10.1016/j.resconrec.2019.05.007
Floudas CA, Ciric AR (1989) Strategies for overcoming uncertainties in heat exchanger network synthesis. Comput Chem Eng 13:1133–1152. https://doi.org/10.1016/0098-1354(89)87017-6
General Algebraic Modeling System (GAMS), GAMS Development Corp., Fairfax, Virginia, USA, GAMS Software GmbH, Frechen, Germany. https://www.gams.com/. Accessed 10 April 2020
Ghezzaz H, Bernier É, Savulescu L, Bédard S Data-driven process modeling and optimization for operation and design improvement: an application for pulp&paper industry. In: Foundations of Computer-Aided Process Design (FOCAPD), Copper Mountain Resort Colorado, 2019.
Ibrić N, Ahmetović E, Kravanja Z (2016) Mathematical programming synthesis of non-isothermal water networks by using a compact/reduced superstructure and an MINLP model. Clean Technol Environ Policy 18:1779–1813. https://doi.org/10.1007/s10098-016-1152-9
Ibrić N, Ahmetović E, Kravanja Z, Maréchal F, Kermani M (2017) Simultaneous synthesis of non-isothermal water networks integrated with process streams. Energy 141:2587–2612. https://doi.org/10.1016/j.energy.2017.07.018
Kermani M, Kantor I, Maréchal F (2018a) Synthesis of heat-integrated water allocation networks: A meta-analysis of solution strategies and network features. Energies 11:1158. https://doi.org/10.3390/en11051158
Kermani M, Kantor ID, Maréchal F (2019a) Optimal design of heat-integrated water allocation networks. Energies 12:2174
Kermani M, Kantor ID, Wallerand AS, Granacher J, Ensinas AV, Maréchal F (2019b) A holistic methodology for optimizing industrial resource efficiency. Energies 12:1315. https://doi.org/10.3390/en12071315
Kermani M, Périn-Levasseur Z, Benali M, Savulescu L, Maréchal F (2017a) A novel MILP approach for simultaneous optimization of water and energy: application to a Canadian softwood Kraft pulping mill. Comput Chem Eng 102:238–257. https://doi.org/10.1016/j.compchemeng.2016.11.043
Kermani M, Wallerand AS, Kantor ID, Maréchal F (2017b) A hybrid methodology for combined interplant heat, water, and power integration. In: Espuña A, Graells M, Puigjaner L (eds) Computer aided chemical engineering, vol 40. Elsevier, pp 1969-1974. https://doi.org/10.1016/B978-0-444-63965-3.50330-5
Kermani M, Wallerand AS, Kantor ID, Maréchal F (2018b) Generic superstructure synthesis of organic Rankine cycles for waste heat recovery in industrial processes. Appl Energy 212:1203–1225. https://doi.org/10.1016/j.apenergy.2017.12.094
Keshtkar M, Ammara R, Perrier M, Paris J (2016) Thermal energy efficiency analysis and enhancement of three canadian kraft mills. J Sci Technol Forest Products Process 5:24–60
Klemeš JJ, Kravanja Z (2013) Forty years of heat integration: pinch analysis (PA) and mathematical programming (MP). Curr Opinion Chem Eng 2:461–474. https://doi.org/10.1016/j.coche.2013.10.003
Kramer KJ, Masanet E, Xu T, Worrell E (2009) Energy efficiency improvement and cost saving opportunities for the pulp and paper industry, An ENERGY STAR® guide for energy and plant managers, Energy analysis department, Environmental energy technologies division, Ernest Orlando Lawrence Berkeley National Laboratory, University of California, Berkeley, CA.
Leewongwanawit B, Kim J-K, Smith R (2004) Design and optimisation of combined water and energy systems. In: Barbosa-Póvoa A, Matos H (eds) Computer aided chemical engineering, vol 18. Elsevier, Amsterdam, pp 439–444
LINGO 19.0, Optimization Modeling Software for Linear, Nonlinear, and Integer Programming, LINDO Systems, Inc., Chicago, IL, USA, https://www.lindo.com/index.php/products/lingo-and-optimization-modeling, [Accessed: 10-April-2020]
Linnhoff B, Hindmarsh E (1983) The pinch design method for heat exchanger networks. Chem Eng Sci 38:745–763. https://doi.org/10.1016/0009-2509(83)80185-7
Lovelady EM, Halwagi ME, Krishnagopalan GA (2007) An integrated approach to the optimisation of water usage and discharge in pulp and paper plants. Int J Environ Pollut 29:274–307
Mahmoudkhani M, Berntsson T (2012) Methodologies developed and applied in process integration studies for the Swedish Kraft pulp and paper industry: a review. In: Stuart PR, El-Halwagi MM (eds) Integrated biorefineries design, analysis, and optimization. CRC Press, Taylor & Francis Group, New York, pp 349–368
Martínez-Patiño J, Picón-Núñez M (2011) Retrofit approach for the reduction of water and energy consumption in pulp and paper production processes. In: Broniewicz E (ed) Environmental management in practice. IntechOpen, London, pp 247–266
Mateos-Espejel E, Marinova M, Bararpour S, Paris J (2010) Energy implications of water reduction strategies in kraft process. Part I: Methodol Pulp Paper Can 111:34–37
Mateos-Espejel E, Marinova M, Bararpour S, Paris J (2010) Energy implications of water reduction strategies in kraft process. Part II: Results Pulp Paper Can 111:38–41
Mateos-Espejel E, Savulescu L, Maréchal F, Paris J (2011) Base case process development for energy efficiency improvement, application to a Kraft pulping mill. Part II: Benchmarking Anal Chem Eng Res Design 89:729–741. https://doi.org/10.1016/j.cherd.2010.09.013
Mateos-Espejel E, Savulescu L, Maréchal F, Paris J (2011) Unified methodology for thermal energy efficiency improvement: application to Kraft process. Chem Eng Sci 66:135–151. https://doi.org/10.1016/j.ces.2010.09.032
Mateos-Espejel E, Savulescu L, Paris J (2011) Base case process development for energy efficiency improvement, application to a Kraft pulping mill. Part I: Defin Charact Chem Eng Res Design 89:742–752. https://doi.org/10.1016/j.cherd.2010.09.012
Nordman R, Berntsson T (2006) Design of Kraft pulp mill hot and warm water systems-A new method that maximizes excess heat. Appl Therm Eng 26:363–373. https://doi.org/10.1016/j.applthermaleng.2005.06.001
Parthasarathy G, Krishnagopalan G (2001) Systematic reallocation of aqueous resources using mass integration in a typical pulp mill. Adv Environ Res 5:61–79. https://doi.org/10.1016/S1093-0191(00)00043-5
Sahinidis NV (2019) Mixed-integer nonlinear programming 2018. Optim Eng 20:301–306. https://doi.org/10.1007/s11081-019-09438-1
Särkkä T, Gutiérrez-Poch M, Kuhlberg ME (2018) Technological transformation in the global pulp and paper industry 1800–2018, comparative perspectives. Springer Nature Switzerland AG, Cham, Switzerland
Savulescu EL, Alva-Argaez A (2013) 15 - process integration concepts for combined energy and water integration. In: Klemeš JJ (ed) Handbook of process integration (PI). Woodhead Publishing, Sawston, pp 461–483. https://doi.org/10.1533/9780857097255.4.461
Savulescu L, Kim J-K, Smith R (2005a) Studies on simultaneous energy and water minimisation-Part II: Systems with maximum re-use of water. Chem Eng Sci 60:3291–3308. https://doi.org/10.1016/j.ces.2004.12.036
Savulescu L, Poulin B, Hammache A, Bédard S, Gennaoui S (2005b) Water and energy savings at a Kraft paperboard mill using process integration. Pulp Paper Can 106:29–31
Savulescu LE, Alva-Argaez A (2008) Direct heat transfer considerations for improving energy efficiency in pulp and paper Kraft mills. Energy 33:1562–1571. https://doi.org/10.1016/j.energy.2008.07.015
Sun M, Wang Y, Shi L, Klemeš JJ (2018) Uncovering energy use, carbon emissions and environmental burdens of pulp and paper industry: a systematic review and meta-analysis. Renew Sustain Energy Rev 92:823–833. https://doi.org/10.1016/j.rser.2018.04.036
Towers M (2005) Energy reduction at a Kraft mill: examining the effects of process integration, benchmarking, and water reduction. Tappi J 4:15–21
Trespalacios F, Grossmann IE (2014) Review of mixed-integer nonlinear and generalized disjunctive programming methods. Chem Ing Tec 86:991–1012. https://doi.org/10.1002/cite.201400037
Valmet WinGEMS, Understand and improve your process through simulation, Espoo, Finland, https://www.valmet.com/pulp/automation-for-pulp/apc-advanced-process-controls/valmet-wingems/, [Accessed: 10-April-2020]
Wang YP, Smith R (1994) Wastewater minimisation. Chem Eng Sci 49:981–1006. https://doi.org/10.1016/0009-2509(94)80006-5
Wising U, Berntsson T, Stuart P (2005) The potential for energy savings when reducing the water consumption in a Kraft Pulp Mill. Appl Therm Eng 25:1057–1066. https://doi.org/10.1016/j.applthermaleng.2004.07.023
Yee TF, Grossmann IE (1990) Simultaneous optimization models for heat integration-II Heat exchanger network synthesis. Comput Chem Eng 14:1165–1184. https://doi.org/10.1016/0098-1354(90)85010-8
Acknowledgment
The authors gratefully acknowledge the support from the programme for Scientific & Technological Cooperation between the Republic of Austria and Bosnia and Herzegovina, the Austrian Federal Ministry of Education, Science and Research (BMBWF), the Austrian Agency for International Cooperation in Education and Research (OeAD), the Ministry of Civil Affairs and the Federal Ministry of Education and Science of Bosnia and Herzegovina (Project “MoBi-WaterHeat”, No: BIH 06/2019), and the Slovenian Research Agency (Research program P2-0032 and Project J7-1816). Also, the support from the internal call for financing/co-financing projects important for the Federation of Bosnia and Herzegovina (Project No: 01-6211-1-IV/19), including the programme for Scientific and Technological Cooperation between the Republic of Slovenia and Bosnia and Herzegovina in the period 2019-2020 (Project: “SISUMP”, No: 01-1282-1/20) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ahmetović, E., Kravanja, Z., Ibrić, N. et al. State of the art methods for combined water and energy systems optimisation in Kraft pulp mills. Optim Eng 22, 1831–1852 (2021). https://doi.org/10.1007/s11081-021-09612-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11081-021-09612-4