
The effect of heat treatment modes on the microstructure, microhardness and electrical conductivity of an aluminum metal matrix composite (MMC) reinforced with Al2O3 nanoparticles in an amount of 2.5 wt.% is studied. The MMC is treated by quenching from 510, 530 or 550°C and subsequent artificial aging at 140, 160, 180, 200 or 220°C. The cast composite has a Vickers microhardness of 36 HV and an electrical conductivity of 45% IACS. The heat treatment raises the hardness and the conductivity of the composite. Quenching from 530°C and aging at 200°C produce the highest microhardness (46 HV ); quenching from 530°C and aging at 180°C produce the highest conductivity (50% IACS).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
There is a trend for widening the application and improving the electro-mechanical properties of aluminum metal matrix composites (MMCs) by different heat treatment processes. The Aluminum Association has standardized various heat treatment processes with different combinations of temperatures and times [1]. Precipitation hardening is a widely used heat treatment for improving the electro-mechanical properties of aluminum MMCs. It is well known that the temperature and the duration of the heating for quenching and of the aging play a determining role in variation of the properties of aluminum MMCs. However, researches aimed at optimization of the cost of heat treatment of composites without worsening their properties remain quite important.
Dynamic aging (integration of thermomechanical treatment and aging) of aluminum MMCs has been studied in [2]. As a result, the authors have suggested a treatment mode raising the strength of the composites at a shorter duration of the process than in conventional aging. The effect of heat treatments T5 and T6 on the wear resistance of alloy AA6063 has been studied in [3]. The authors have suggested the most effective temperatures of heating for quenching (412 and 520°C with a hold for 1 h) and the mode of subsequent artificial aging (181°C, 2 h). The authors of [4] have optimized heat treatment T6 for a thixoformed aluminum alloy LM4 using the response surface method. The quenching was conducted from 510, 520 an 530°C after a hold for 0.5, 1 and 2 h and the aging was conducted at 160, 170 and 180°C for 2, 4 and 6 h. The results obtained showed that 30-min quenching from 530°C followed by 2-h aging at 180°C provided maximum hardness in alloy LM4. The effect of heat treatment on the mechanical properties of an aluminum — fly ash composite after quenching from 490°C with 8-h hold and subsequent artificial aging for 6 h at 130, 150, 170, 200 and 240°C has been studied in [5]. The increase of the aging temperature increased progressively the mechanical properties of the composite, but the best combination of the electrical and mechanical properties was obtained when the artificial aging was combined with natural one.
The aim of the present work was to study the effect of the temperature of heating for quenching and of subsequent aging on the microhardness and the electrical conductivity of an aluminum matrix composite reinforced with 2.5 wt.% Al2O3 and fabricated by multistage stir casting with various process parameters.
Methods of Study
We studied an aluminum MMC reinforced with 2.5 wt.% Al2O3. An Olympus XRF-analyzer (Model: Vanta C Series) was used to determine the chemical composition of the aluminum used for the production of the MMC (in wt.%): 99.052 Al, 0.614 Si, 0.323 Fe, 0.008 Zn, 0.002 Cu, 0.0009 Pb, and 0.0007 Zr.
Aluminum oxide Al2O3 possesses the best interfacial affinity among various reinforcing materials and is decomposable chemically under the action of molten aluminum alloys [6]. It also promotes growth of the hardness of the material [7, 8].
The composite was fabricated by the method of multistage stir casting. This is a comparatively simple and low-cost process of making aluminum MMCs [9,10,11,12]. Stir casting provides composites with an up to 30% volume fraction of the reinforcement [13]. The main disadvantage of the process is a nonuniform distribution of the reinforcing material in the matrix and formation of porosity lowering the properties of the composite [14]. This can be avoided or reduced to a minimum if the stir casting is performed in two stages [15,16,17]. Taking all these factors into account, we turned to two-stage stir casting with parameters chosen after analyzing the reported data, i.e., the stirring speed of 500 rpm, the stirring time of 5 min in a two-stage mode, preliminary heating of the metallic aluminum in a furnace at 500°C for 60 min, heating of the reinforcing particles in another furnace at 300°C for 120 min, melting at 800°C, reinforcing Al2O3 particles 20 nm in size. Total melting of the metal took 60 min. Then the melt was stirred for 5 min at the rate of rotation of the stirrer 500 rpm in two stages for attaining a uniform distribution of the Al2O3 reinforcement and cast into a sand mold.
To diminish the roughness, the surfaces of the fabricated aluminum MMCs were treated with a 12-mm end mill cutter with a bronze coating using a standard CNC of Model VF-2.
The samples for measuring the Vickers microhardness and the electrical conductivity by the eddy current method were prepared according to ASTM E92-17 and ASTM E1004-17 respectively. All the samples had a size of 20 × 20 × 0.8 mm. The microhardness was measured using a TMHV-10MDT Vickers hardness tester at a load of 500 g on the indenter for 10 sec. We took the HV value averaged after ten measurements. The electrical conductivity was determined using a 12Z Zappitec Pty Ltd (Australia) eddy current meter of electrical conductivity. The measurement was made in % IACS units (percent of the International Annealed Copper Standard). We took the value of % IACS averaged after ten measurements.
The microstructure was studied on specimens with a size of 5 × 5 × 5 mm under a TESCAN VEGA 4 scanning electron microscope.
The composite was heat treated in a Carbolite CWT 13/13 chamber electric furnace (Great Britain) with maximum operating temperature 1300°C. The rate of heating in the furnace was 16.66 K/min. The treatment modes were chosen after analyzing the reported data. The samples were heated at 510, 530 or 550°C with a hold for 1 h and cooled in room-temperature water of 26°C. After the quenching, the samples were subjected to natural aging for 72 h at room temperature. After the natural aging, they were subjected to artificial aging at 140, 160, 180, 200 or 220°C with a hold for 1 h. Then they were aged naturally again for 72 h at 26°C. We measured the microhardness and the electrical conductivity of the samples after each treatment mode.
Results and Discussion
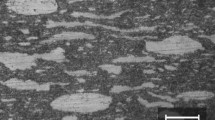
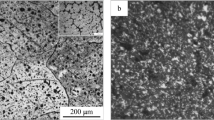
The study of the microstructure of the MMCs in cast condition and after the heat treatment showed that the particles of the reinforcing material were distributed uniformly in the aluminum matrix (Fig. 1). This proves efficiency of the method of two-stage stir casting of aluminum MMCs and agrees with the results of [16, 18].

Microstructure of the Al – 2.5 wt.% composite in cast condition (a) and after quenching from 530°C followed by artificial aging at 180°C (b ): A1 – A8) regions of accumulation of particles of Al2O3; L1 – L9) distances between the particles (measured with the help of SEM).
It can be seen from Fig. 1a that the morphology of the Al2O3 particles in the cast composite is chiefly irregular or close to elliptical; the particles are distributed in the matrix uniformly. After quenching from 530°C and aging at 180°C, the morphology of the Al2O3 particles is also irregular or almost elliptical (Fig. 1b). It should be noted that the distribution of the reinforcing particles in the matrix after the heat treatment is more uniform that after the casting. By the data of the metallographic analysis, the distance between the reinforcing particles of Al2O3 after the heat treatment is also greater than in the cast condition (Fig. 1). Since the arrangement of the reinforcing Al2O3 particles in the matrix is more uniform after the heat treatment, we may expect that this should raise the hardness and the electrical conductivity of the composite [19].
The measurements of the microhardness of the composite show that it is 36 HV in the cast condition, while the microhardness of pure aluminum is 26 HV [20]. Thus, the introduction of 2.5 wt.% Al2O3 into aluminum raises the microhardness of the aluminum MMC by 38%.
The effect of the temperature of heating for quenching on the microhardness after aging at different temperatures is presented in Fig. 2a. It can be seen that the hardness is the highest (45 HV) after the quenching from 530°C followed by aging at 200°C. After any treatment mode, the hardness of the composite is higher than in the cast condition. This result agrees with the data of [3, 19] on the effect of heat treatment on the microhardness of alloy Al6063.

Microhardness HV (a) and electrical conductivity % IACS (b ) of the Al – 2.5 wt.% Al2O3 composite after quenching from tq = 510, 530 or 550°C (with 1-h hold) and aging at tag = 140 – 220°C for 1 h.
The electrical conductivity of the aluminum MMC is the cast condition is 45.2% IACS at a standard deviation of 1.3% IACS. The conductivity of pure aluminum is 61% IACS [21]. Therefore, we may infer that the reinforcement of aluminum with 2.5 wt.% Al2O3 lowers the electrical conductivity of the composite, which agrees with the data of [22]. Figure 2b presents the conductivity of the MMC after various heat treatments. We studied the effect of the temperature of heating for quenching (510, 530, 550°C) on the electrical conductivity. The highest value of the conductivity was obtained after quenching the composite from 530°C whatever the mode of the subsequent aging within 140 – 220°C except for the aging at 200°C, after which the electrical conductivity was the highest after the quenching from 510°C (Fig. 2b). However, in all the cases, the electrical conductivity of the MMC after the heat treatment exceeded that after the casting. The maximum value of the conductivity (49.5% IACS) was observed when the composite was quenched from 530°C and aged at 180°C. The detected increase in the conductivity after quenching and artificial aging of aluminum alloys agrees with the data of [23].
Conclusions
-
1.
We have studied the effect of heat treatments (quenching from 510, 530 or 550°C followed by artificial aging at 140, 160, 180, 200 or 220°C) on the microhardness and the electrical conductivity of an aluminum metal matrix composite reinforced with 2.5 wt.% Al2O3 and produced by the method of two-stage stir casting.
-
2.
Two-stage stir casting provides a homogeneous structure in the aluminum metal matrix composite with uniform distribution of the Al2O3 filler. The heat treatment consisting of quenching and subsequent aging improves the structure of the composite.
-
3.
In the cast condition, the aluminum composite has a microhardness of 36 HV and an electrical conductivity of 45.2% IACS.
-
4.
The highest microhardness (42 – 45 HV ) is obtained in the composite aged at 140 – 220°C after a preliminary quenching from 530°C. Such quenching followed by aging raises the microhardness by 17 – 25% as compared to the cast condition.
-
5.
The composite aged at 140 – 220°C exhibits the highest electrical conductivity (46.3 – 49.5% IACS) after preliminary quenching from 530°C. Such quenching followed by aging raises the electrical conductivity of the composite by 2.4 – 9.5% as compared to the cast condition.
-
6.
Quenching of the composite from 530°C followed by aging at 200°C provides the highest microhardness (45 HV); quenching from 530°C and aging at 180°C provides the highest electrical conductivity (49.5% IACS).
The work has been supported by a research grant of the Military Institute of Science and Technology (MIST).
The authors are grateful to BITAC for the casting facilities, the IPE Department of MIST for utilizing SEM observations, the Mechanical Engineering and Naval Engineering Department of MIST for various laboratory/test facilities. We would also like to express our gratitude to the laboratory technicians of the Mechanical and Naval Engineering Departments of MIST for support in carrying out the investigations of electro-mechanical properties of the developed Al MMCs.
References
ASM Handbook “Aluminum and Aluminum Alloy Specialty Handbook,” ASM International, Materials Park, OH, USA (2002), 784 p.
M. Cai, D. P. Field, and G. W. Lorimer, “A systematic comparison of static and dynamic aging of two Al – Mg – Si alloys,” J. Mater. Sci. Eng. A, A373, 65 – 71 (2004).
Dursun Özyürek, Tansel Tuncay, and Hasan Kaya, “The effects of T5 and T6 heat treatments on wear behaviour of AA6063 alloy,” High Temp. Mater. Process., 33(3), 231 – 237 (2014).
M. S. Salleh, H. Hashim, M. Z. Omar et al., “T6 heat treatment optimization of thixoformed LM4 aluminium alloy using response surface methodology,” Malays. J. Compos. Sci. Manufact., 3(1), 1 – 13 (2020).
S. K. Tiwari, S. Soni, R. S. Rana, and A. Singh, “Effect of heat treatment on mechanical properties of aluminium alloy-fly ash metal matrix composite,” Mater. Today, Proc., 4(2), 3458 – 3465 (2017).
G. Pilania, B. J. Thijsse, R. G. Hoagland, et al., “Revisiting the Al/Al2O3 interface: coherent interfaces and misfit accommodation,” Sci. Rep., 4(1), 4485 (2014).
M. Kok, “Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites,” J. Mater. Process. Technol., 161, 381 – 387 (2005).
S. A. Sajjadi, H. R. Ezatpour, and P. M. Torabi, “Comparison of microstructure and mechanical properties of A356 aluminum alloy/Al2O3 composites fabricated by stir and compo-casting processes,” Mater. Des., 34, 106 – 111 (2012).
K. Vineeth Kumar and L. Jayahari, “Study of mechanical properties and wear behaviour of aluminium 6063 matrix composites reinforced with steel machining chips,” Mater. Today, Proc., 5(9), 20285 – 20291 (2018).
Yu. A. Sokolov, N. V. Pavlushin, and S. Yu. Kondrat’ev, “New additive technologies based on ion beams,” Russ. Eng. Res., 36(12), 1012 – 1016 (2016).
A. I. Rudskoi, S. Yu. Kondrat’ev, Yu. A. Sokolov, and V. N. Kopaev, “Simulation of the layer-by-layer synthesis of articles with an electron beam,” Tech. Phys., 60(11), 1663 – 1669 (2015).
A. I. Rudskoy, S. Yu. Kondrat’ev, and Yu. A. Sokolov, “New approach to synthesis of powder and composite materials by electron beam. Part 1. Technological features of the process,” Met. Sci. Heat Treat., 58(1 – 2), 27 – 32 (2016).
A. D. Sable and S. D. Deshmukh, “Preparation of MMCs by stir casting method,” IJMET, 3, 22 – 27 (2012).
B. R. Reddy and C. Srinivas, “Fabrication and characterization of silicon carbide and fly ash reinforced aluminium metal matrix hybrid composites,” Mater. Today, Proc., 5(2), 8374 – 8381 (2018).
S. Gopalakrishnan and N. Murugan, “Production and wear characterisation of AA 6061 matrix titanium carbide particulate reinforced composite by enhanced stir casting method,” Compos. B. Eng., 43(2), 302 – 308 (2012).
M. Singla, D. D. Dwivedi, L. Singh, and V. Chawla, “Development of aluminium based silicon carbide particulate metal matrix composite,” JMMCE, 8(6), 455 – 467 (2009).
A. Dehghan Hamedan and M. Shahmiri, “Production of A356 – 1 wt% SiC nanocomposite by the modified stir casting method,” Mater. Sci. Eng. A, 556, 921 – 926 (2012).
K. Praveen, J. Satheesh, G. Antil Kumar, and T. Madhusudhan, “A review of effects of reinforcement on mechanical and tribological behavior of aluminum based metal matrix composites,” Int. Res. J. Eng. Technol., 3(4), 2411 – 2416 (2016).
T. M. Azeez, M. Lateef, and A. Adeleke, “Effect of heat treatment on micro hardness and microstructural properties of Al6063 alloy reinforced with silver nanoparticles (AgNps),” IOP Conf. Ser., Mater. Sci. Eng., 1107, 012013 (2021).
S. Pichumani, R. Srinivasan, and V. Ramamoorthi, “Investigation on mechanical behavior and material characteristics of various weight composition of SiCp reinforced aluminium metal matrix composite,” IOP Conf. Ser., Mater. Sci. Eng., 310(1), 012082 (2018).
“Conductivity and resistivity values for aluminum & alloys,” in: Eddy Current Testing Manual on Eddy Current Method Compiled by Eddy Current Technology Incorporated, TO 33B-1-1, NAVAIR 01-1A-16-1, TM 1-1500-335-23, NDT Supply. Com, Inc.
P. O. Babalola, O. Kilanko, S. O. Banjo, et al. “Reinforcement of AA1237 with Al2O3 to form metal matrix composite,” IOP Conf. Ser., Mater. Sci. Eng., 1107(1), 012006 (2021).
D. Diehl, C. Köhler, E. L. Schneider, et al., “Eddy current at high temperatures for in-situ control of heat treatment precipitation in hardening aluminum alloys,” IEEE Sensors J., 20(23), 14514 – 14520 (2020).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 7, pp. 59 – 63, July, 2023.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Rumi, M.J.U., Rahman, M.M. Effect of Heat Treatment on the Hardness and Electrical Connectivity of an Aluminum Composite Reinforced with Al2O3 Nanoparticles. Met Sci Heat Treat 65, 450–453 (2023). https://doi.org/10.1007/s11041-023-00953-8
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-023-00953-8