
Results are provided for a study of the effect of different forms of ultrasonic treatment on properties of powder corrosion-resistant steel PH-1 prepared layer-by-layer with selective laser melting. Specimens are studied after ultrasonic cavitation-erosion and cavitation-abrasion treatment, and also ultrasonic surface-plastic deformation. After treatment microhardness and parameters of the micro- and sub-microgeometry of a surface layer are measured. Fields of application for this form of treatment are considered.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The basis of ultrasonic liquid treatment of metal components is a complex physicochemical mechanism of combined action of effects arising within a liquid during introduction into it of high intensity ultrasonic vibration [1].
The greatest effect on a treatment process is that of a mechanical nature: gravitation, variable sonic pressure, radiation pressure, acoustic flows of different scales; a sonic-capillary effect. The greatest proportion of participation in a production effect is acoustic cavitation, which includes deformation of breaks in liquid continuity, filled with vapor, gas, or a mixture of them, and collapse of these cavities accompanied by intense impacts. Acoustic flow accomplished distribution of cavitation bubbles through a sounded volume. Therefore, introduction of ultrasonic vibration into a liquid medium is an effective method for treating components exhibiting complex geometry (external and internal) [2].
In order to improve mechanical and geometric properties of simple external surfaces it is effective to use ultrasonic surface plastic deformation (SPD) characterized by a high degree of strengthening and a considerable depth of strengthened layer. During ultrasonic SPD the tool completes vibrations of ultrasonic frequency. In this case the vibration amplitude is polarized in a plane perpendicular to the component surface being treated. In the treatment process a tool is pressed to the surface being treated with a constant force. During treatment between the surface being treated and a tool periodic contact arises with an ultrasonic vibration frequency. Plastic deformation occurs due to instantaneous stresses at the instant of contact exceeding average stresses. Simultaneously with plastic deformation there is an increase in metal dislocation density that leads to an increase in hardness [1, 2].
Currently additive technologies are a most promising branch of industry.
The method of layer-by-layer growth of an object in accordance with 3D-model as an alternative to traditional protection is based on material removal and has a number of advantages [3,4,5]: preparation of an object of any shape; an increase in material utilization factor; the possibility of creating polymaterial objects; a reduction in the amount of assembly units.
From the point of view of engineering there is most interest in use of the method of selective laser melting (SLM), which makes it possible to prepare complexly shaped metal objects.
In spite of the significant advantages of SLM, its application is limited for a number of disadvantages:
-
connected with layer-by-layer production of an object, prepared by additive technology, there is a different condition of a surface layer in longitudinal and transverse directions to the powder melted layer;
-
a dimensional error in applying and melting each layer, and also spattering of metal from the melting spot at high temperature leading to worsening of surface quality at micro- and sub-microlevels;
-
lack of the possibility of additional machining of the complex profile of objects obtained (especially internal channels of complex shape);
-
during SLM the track of melt with rapid cooling is subjected to quenching and tempering. Due to thermal stresses and metal structural transformation significant stresses may arise that lead to disruption of object geometric precision.
The aim of the present work is to study the effect of ultrasonic treatment of different forms on the properties of objects prepared by additive technology, on the example of corrosion-resistant powder steel PH-1.
Methods of Study
The surface of PH-1 steel specimens prepared by SLM was studied after different ultrasonic treatment: cavitationerosion (CET), cavitation-abrasion (CAT), and by a method of ultrasonic surface plastic deformation (US SPD).
Specimens were prepared in the MGTU STANKIN laboratory of additive technology by a developed SLM regime [6,7,8]. The material used was powder of corrosion-resistant steel PH-1 having the following chemical composition, wt.%: 0.07 C, 14 – 15.5 Cr, 3.5 – 5.5 Ni, 2.5 – 4.5 Cu; up to 1.00 Mn, up to 1.00 Si, 0.5 Mo, 0.15 – 0.45 Nb.
Steel PH-1 contains a small amount of carbon, and therefore as a result of the SLM the crystal lattice formed within it will have a ferritic structure with low hardness and good ductility, which provides internal stress relaxation. The final set of steel properties is acquired as a result of appropriate heat treatment leading to precipitation hardening.
SLM of specimens was performed in an EOSINTM280 unit by the following regime: scanning rate 800 mm/sec; laser power 195 W; beam diameter 100 μm; melted layer thickness 20 μm.
Five specimens were prepared not heat treated, in the shape of cubes (10 × 10 × 10 mm): control; for ultrasonic cavitation-erosion and cavitation-abrasion treatment; for ultrasonic SPD; for additional study of surface condition after treatment, giving a better result.
All forms of ultrasonic treatment were accomplished by means of a three-half-wave magnetostriction vibration system, fed from a UZG-1.6 generator. Vibration frequency f = 20 kHz, vibration amplitude ξm = 20 μm. The scheme for performing experiment is given in Fig. 1. The liquid used was water at 20°C.

Ultrasonic treatment regimes: a) cavitation- erosion; b) cavitation-abrasion; c) ultrasonic surface plastic deformation; 1) emitter; 2) liquid; 3) specimen; 4) support; 5) abrasive particles; ξm) emitter end vibration amplitude.
Specimen structure in the original condition is shown in Fig. 2a. In view of features of the layer-by-layer production of an object its side surface is of special importance for study. This is connected with the fact that it is will be a surface formed by elements having a complex (unique) geometry, which is impossible to treat by traditional methods. As a result of this during treatment specimens are placed with one side surface in a transverse direction to the directed spatial vibrations.

Steel PH-1b specimen surfaces in original condition (a), after microsection cavitation-erosion treatment (b), cavitation-erosion treatment forτtre = 120 sec (c), and ultrasonic surface-plastic deformation, τtre = 10 sec (d) (× 300).
CET was carried out by a classical scheme, based on introducing into liquid the vibratory system emitter. A specimen was placed in the first technological zone, which is characterized by maximum erosion activity [1].
During CAT a specimen was in an emitter having a cavity of exponential profile, at the bottom of which there was a layer of abrasive powder (Elbor-R) 2 mm thick. The special orientation of the vibration system was from the bottom upwards. Therefore, the emitter is a technological bath.
US SPD was accomplished by pressing the end of an emitter to a treated surface.
After treatment specimens surface geometric properties were measured., Roughness was determined in a model 130 profilometer, whose action is based on the principle of recording the unevenness of a measured surface with an inductive sensor feeler gauge. Sub-roughness parameters were evaluated in an SMM-2000 scanning probe microscope in an atomic-force regime.
Hardness studies were performed in an AFFRI Dm-8 microhardness meter. The hardness of a control specimen was 26.3 HRC.
Results
Cavitation-Erosion Treatment
Photographs are given in Fig. 2 of the surface of specimens in the original condition and after different ultrasonic treatment, and in Table 1 there are results for roughness measurement. The surface of an untreated specimen (Fig. 2a) is characterized by an uneven relief and a considerable amount of inclusions, appearing as a result of metal splashing in a molten bath.
It has been established that CET for a steel PH-1 specimens for 60 min does not cause a change in roughness and the external appearance of a treated surface, i.e., the surface is similar to that provided in Fig. 2a. This is connected with the structure and surface quality of the object being treated. Steels having a pearlitic structure are characterized by low cavitation resistance [9]. High roughness leads to nonuniform distribution of cavitation activity, i.e., working bodies that are pulsating and collapsing vapor-gas cavities, have the greatest effect in areas of least surface roughness. In addition, occurrence of impact waves, cumulative streams, and high microflow rates, forming during bubble collapse, are a mechanism for surface deformation.
Absence of changes in roughness after CET is explained by the fact that surface layer failure proceeds over grain boundaries, and the amount and area of cavities formed (for 60 min) as a result of cavitation-erosion is too low to affect significantly the unevenness profile.
Occurrence of erosion damage, and also a change in hardness were evaluated after CET of a specimen side surface. In a photograph of a surface (Fig. 2b) both the cavities formed and also a significant amount of their area s are seen. With an increase in CET time to 60 min the area of damage will only increase, which leads to an increase in roughness. It has been established that after CET for 60 min specimen surface hardness increases from 263 to 37 HRC.
Therefore, it has been shown that use of CET with the aim of reducing surface roughness of cavitation-unstable materials is not expedient.
Cavitation-Abrasion Treatment
After CAT in a specimen surface layer there is formation of a regular structure without inclusions. This is connected with the fact that addition to the sounding liquid of insoluble abrasive particles leads to a significant change in the nature and degree of occurrence of ultrasonic treatment at a surface. Presence in a process liquid medium of inhomogeneity causes a reduction in cavitation strength of liquid, and an increase in cavitation centers. The mechanism of occurrence of CAT in a surface is based on the micro-cutting action of abrasive particles, which acquire acceleration as a result of transfer of a pulse from impact waves, acoustic micro- and macroflow.
This is expressed quantitatively in a reduction in the roughness height parameters (Ra, Rz, Rmax) by 50 – 60%, a reduction in the average pitch of unevenness Sm by a factor of two, and an increase in the profile support length by 10%. An increased in CAT time (to > 2 min) does not lead to a further increase in the effect.
Alongside this abrasive particles have a damping function and protect a surface from cavitation breakdown. After CAT a specimen surface does not have traces of cavitation erosion and grinding marks, which were observed after CET. All of this points to the uniform action of CAT over a whole treatment surface, and also the intensity of surface layer removal due to breakdown of grain surface projections.
The hardness of steel PH-1 after CAT, as also after CET, is 37 HRC.
Ultrasonic Surface-Plastic Deformatio
At the surface of steel PH-1 after US SPD there is formation of even areas, being a consequence of deformation in the contact zone of the end of an emitter, and micro-inhomogeneous projections (Fig. 2d). As a result of this a reduction is observed in the roughness thickness parameters to 30%, a small increase in the average unevenness pitch, and profile support length. Treatment time, giving the maximum result, is 10 sec.
Discussion of Results
Analysis of research results showed that the greatest effect is achieved after performing CAT.
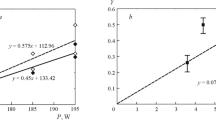
Dependences are presented in Fig. 3 for the change in height and pitch parameters of surface roughness for a specimen of steel PH-1 on CAT time. It is seen that during performance of CAT there is almost no incubation period, and the effects of its action appear in the initial treatment stage. A reduction in roughness parameters continues for 2 min from the start of treatment, after which they are unchanged. In this case thickness parameters decrease uniformly, i.e., by 50 – 60% from the initial values. The uneven nature of a reduction in average pitch if unevenness is explained by a change in the position of the central line of a profilogram during thickness parameter measurement.

Dependence of height (a) and step (b) roughness parameters RP (with respect to original) of steel PH-1 surface on cavitation-abrasive treatment time: 1) Rmaxi/Rmax0; 2) Rzi/Rz0; 3) Rai/Ra0; 4) Smi/Sm0; 5) Si/S0.
During determination of parameters at a sub-microlevel scanning was performed by two methods: 1) constant height, in order to determine sub-microroughness parameters; 2) lateral friction contact, in order to estimate the change in friction force at a sub-microlevel (Ffr.s = Ra’ N, where Ra’ is overall average torsional deviation of a cantilever beam; N = 0.1 N/m is beam stiffness).
As a result of this in section 1.87 × 1.87 μm volumetric images of a surface obtained and the topography of friction force distribution are obtained (Fig. 4).

Photographs of steel PH-1 specimen surface obtained by scanning methods with constant height (a – c) and lateral friction contact (d – f): a, b, c) profile mean arithmetic deviation at sub-microlevel Rac = 25.24, 11.41, and 18.52 respectively; d, e, f) friction force at sub-microlevel Ffrf = 22.79 × 10 – 11, 11.89 × 10 – 11, and 6.27 × 10 – 11 N respectively.
The surface obtained by the SLM method of powder PH-1 has a banded structure at the sub-microlevel, which is explained by the direction of heat removal during SLM. Material property anisotropy at a sub-microlevel.
Ultrasonic CAT makes it possible to change considerably the condition of a treated surface. There is smoothing, and in this case the average unevenness thickness Raa is reduced by more than a factor of two.
Ultrasonic SPD also facilitates smoothing of a surface, but the reduction in Raa is less than with CAT, since the contact area of the end of an emitter and the surface formed is in fact determined by the sum of the areas of contact spots of sub-roughness. As a result of this deformation processes only embrace part of the surface being treated.
Local friction force distribution, obtained with measurement by the lateral friction contact method, repeat visually the unevenness distribution profile. In this case the least friction force is provided by US SPD.
Conclusions
-
1.
Use of ultrasonic treatment after selected laser melting makes it possible to improve surface quality, i.e., to reduce roughness to a micro- and sub-microlevel, and also to increase hardness. An important feature is the fact that the working bodies are cavitation cavities arising in liquid under action of ultrasonic vibrations that make it possible to treat a surface of any complexity.
-
2.
During surface treatment of corrosion-resistant steel PH-1 liquid cavitation-erosion treatment leads to occurrence of erosion damage without changing roughness parameters.
-
3.
The maximum effect in change in roughness properties for the test material is given by cavitation-abrasion treatment, based on a collection of action of cavitation, acoustic flows, and abrasive particles. Creation of a regular surface relief and a two-fold reduction in parameters of micro- and sub-microroughness is noted. In this case there are no erosion cavities.
-
4.
Ultrasonic surface plastic deformation facilitates formation of even areas of considerable extent in places of contact of the end of an emitter and surface projections. In this case treatment is only possible on simple outer surfaces.
References
V. M. Prikhod’ko, Utrasonic Technology in Manufacture, Operation, and Repair of Automobile and Tractor Engineering [in Russian], Izd. Tekhnoligraftsentr, Moscow (2003).
S. G. Konov, D. V. Kotoban, S. K. Sundukov, and D. S. Fatyukhin, “Prospects for using ultrasonic technology in additive production,” Nauk. Tekhnol. Mashin., No. 9, 28 – 34 (2015).
S. N. Grigor’ev, and I. Yu. Smurov, “Prospects for developing innovative additive production in Russia and overseas,” Innovatsii, No. 10, 2 – 8 (2013).
A. P. Nazarov, “Prospects for rapid prototype method of selective laser sintering_melting,” Vestn. MGTU Stankin, 1(4), 46 – 52 (2011).
A. P. Nazarov, “Features of the construction of machines for selective laser sintering,” Vestn. MGTU Stankin, No. 1(24), ISSN 2072 – 3172 (2013).
T. V. Tarasova, A. A. Filatova, and K. É. Protasov, “Methods of monitoring the grain size composition of corrosion-resistant steel powders of domestic production,” Vestn. MGTU Stankin, No. 1(36), ISSN 2072 – 3172 (2016).
T. V. Tarasova and A. P. Nazarov, “Study of process of modifying a surface layer and preparation of three-dimensional engineering components by means of selective laser melting,” Vestn. MGTU Stankin, No. 1(25), ISSN 2072 – 3172 (2012).
T. V. Tarasova, G. O. Gvozdeva, and E. P. Tikhonova, “Prospects of using laser radiation for surface treatment of light metals,” Vestn. MGTU Stankin, No. 2, 140 – 143 (2012).
A. P. Gulyaev, Materials Science: High School Textbook [in Russian], Metallurgiya, Moscow (1986).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 6, pp. 42 – 47, June, 2018.
Rights and permissions
About this article

Cite this article
Aleksandrov, V.A., Sundukov, S.K., Fatyukhin, D.S. et al. Ultrasonic Methods for Improving Object Surface Quality Prepared by Corrosion-Resistant Steel Powder Selective Laser Melting. Met Sci Heat Treat 60, 381–386 (2018). https://doi.org/10.1007/s11041-018-0287-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-018-0287-1