
Results of a study of the effect of heat treatment on the microhardness, structure and phase composition of diffusion zone in explosion-welded ‘refractory nickel alloy Kh20N80 + aluminum alloy AD1’ bimetal are presented.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Advancement of modern industry is directly connected with introduction of new materials combining high engineering and operating properties, adaptability to manufacture and low cost of the production. Creation of novel promising materials, laminated metallic composites (LMC) in particular, has always been a priority direction in machine building, power engineering and electrometallurgical production [1].
A variant of LMC is a metallic-intermetallic composite combining special physical properties of metallic compounds (intermetallics) with high ductility of metals and their solid solutions. The complex process of production of such composites involves fabrication of multilayer packets by explosion welding, their rolling for the designed thickness, and heat treatment (HT) used to form continuous intermetallic layers on every interface of the unlike metals in the rolled composite [2].
Refractory nickel alloy Kh20N80 does not possess high enough strength and heat resistance. Its ultimate strength at room temperature is 700 – 800 MPa at an elongation of 20 – 40%. The one-hundred-hour strength of such alloys at 800°C does not exceed 50 – 130 MPa [3].
Aluminum used in the composition raises considerably the refractoriness of nickel-chromium alloys. The favorable influence of aluminum on the refractoriness is a result of formation of a hardening γ′-phase (Ni3Al), the content of which increases with the concentration of aluminum. At the same time, aluminum lowers the process ductility of nickel-chromium alloys and complicates substantially their pressure treatment when contained in an amount exceeding 3 – 4% [4].
Formation of laminate structure in a rolled composite of Kh20N80 + AD1 makes it possible to obtain continuous intermetallic layers on every interface of the LMC after HT. The thin ductile metallic layers containing a brittle intermetallic intermediate layer raise substantially its ductility at room temperature, and the thin intermetallic layers provide a high ultimate strength and yield strength at elevated temperatures.
By the data of the earlier studies [5, 6] the diffusion processes at the interfaces of layers in metallic-intermetallic LMC can be intensified at a temperature providing liquidphase interaction.
The aim of the present work was to study the structure and phase composition of the diffusion zone obtained in heating of the Kh20N80 + AD1 bimetal at the temperatures of liquid-phase interaction of the components.
Methods of Study
We studied explosion-welded bimetallic specimens of alloy Kh20N80 (2 mm) + aluminum AD1 (2 mm). The Kh20N80 + AD1 bimetal was annealed in a SNOL-1.6.2.51/11-I3 furnace at 660 – 700°C with a hold of 1 – 10 h. The metallographic studies were performed with the help of an “Olympus BX61” microscope.
The microhardness of the structural components was determined with the help of a PMT-3M device at a load of 0.2 – 1 N. To eliminate spreading and oxidizing of the aluminum layer the specimens were heat treated in a luting (liquid glass + talc).
The chemical composition of the diffusion zone was determined using x-ray energy dispersive analysis under a double-beam scanning electron microscope of the Versa 3D system.
To determine the phase composition of the diffusion zone we performed x-ray diffraction analysis using a DRON-3 diffractometer in copper K α radiation. The phases were identified using the “Crystallo-graphica” software and the Powder Diffraction File-2 database (The International Center for Diffraction Data).
Results and Discussion
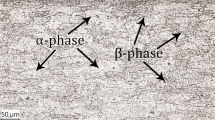
After the explosion welding the interface of the Kh20N80 aluminum alloy and the AD1 aluminum did not contain regions of fused metal and had a waveless profile (Fig. 1). The microhardness of the initial metals was 3.2 GPa (the nichrome) and 0.3 GPa (the aluminum). At the interfaces it was elevated and amounted to 3.6 – 3.8 GPa and 0.7 – 0.8 GPa respectively. After annealing at 600°C the microhardness of the nichrome was reduced to 3.3 GPa and that of aluminum was reduced to 0.35 GPa.

Microstructure of the interface in Kh20N80 + AD1 bimetal after explosion welding.
The metallographic studies have shown that annealing of the specimens at 660°C causes partial melting of the aluminum layer and transforms its structure (Fig. 2 a and b ). The hardness of the transformed aluminum layer is 6 – 6.5 GPa due to the diffusion of chromium and nickel. At the interface of the layer of Kh20N80 and of the transformed aluminum, the compound acquires a transition zone with a hardness of 7 – 8 GPa. The thickness of this zone in the studied range of holds (1 – 10 h) grows from 3 to 40 μm.

Microstructure (SEM) of the transformed aluminum layer (a, c) and of the transition zone (b, d) after annealing at 660°C for 1 h (a, b ) and 10 h (c, d).
During 1-h annealing at 660°C the transformed aluminum layer acquires a “streak” (multilayer) structure with alternating layers of different chemical compositions (Fig. 2 a ). The “dark” layers contain 76 wt.% Al and 23 wt.% Cr, which corresponds to a CrAl7 intermetallic. The composition of the “light” layers (59 wt.% Al and 41 wt.% Ni) corresponds to a NiAl3 intermetallic. At the surface of the transformed aluminum layer we observe a thin layer containing 78 wt.% Al and up to 20 wt.% Cr, which corresponds to a stoichiometric CrAl7 intermetallic.
The content of Al decreases progressively in the transition zone with a thickness of about 3 μm between the layer of Kh20N80 and the layer with the streak structure; the concentration of Cr and Ni increases, and the chemical composition in the layer of Kh20N80 levels (Fig. 2 b).
When the time of the hold is prolonged to 10 h, the “streak” structure in the transformed aluminum layer undergoes no visual change, but the “streaks” become somewhat thicker (Fig. 2 c). The transition zone acquires a more homogeneous composition (Fig. 2 d ); its thickness grows to 40 μm. At the surface of the transformed aluminum layer the dominant component is still the CrAl7 intermetallic, as in the case of the hold for 1 h.
The presence of the phases detected by the energy dispersive chemical analysis in this layer is confirmed by the x-ray diffraction analysis (Fig. 3). We have also detected a Ni2Al3 intermetallic.

Diffraction patterns of the transformed aluminum layer after annealing at 660°C for 1 h (a) and 10 h (b).
Growth of the annealing temperature to 700°C eliminates the “streak” structure virtually fully. By the data of the metallographic analysis the transformed aluminum layer is represented by a mixture with complex composition and a hardness of 6 – 7 GPa. Point 1 (Fig. 4 a ) is characterized by 61 wt.% Al and 39 wt.% Ni, which corresponds to a NiAl3 intermetallic; at point 2 we detect 78 wt.% Al, 12 wt.% Ni and 10 wt.% Cr. According to the ternary phase diagram [7, 8], the composition at point 2 matches the three-phase NiAl3 + Cr(Al) + Al(Cr) region. The thickness of the transition zone between alloy Kh20N80 and the transformed aluminum layer is about 2 μm (Fig. 4 b).

Microstructure (SEM) of the transformed aluminum layer (a, c) and of the transition zone (b, d ) after annealing at 700°C for 1 h (a, b) and 10 h (c, d).
When the hold time is prolonged to 10 h, the volume fraction of the NiAl3 intermetallic in the matrix of the transformed aluminum layer increases (point 1 in Fig. 4 c). The “dark” inclusions (point 2 in Fig. 4 c) contain 6 wt.% Al, 10 wt.% Ni and 24 wt.% Cr. The transition zone grows to 60 μm over the thickness and has a complex variable composition (Fig. 4 d ); at the surface, the dominant phase in the structure of the transformed aluminum layer is CrAl7 intermetallic, just like in the modes of annealing considered above.
By the data of the x-ray diffraction analysis, the phase composition of the transformed aluminum layer in the specimens treated at 700°C with a hold for 1 h does not change qualitatively (Fig. 5 a ); the earlier identified phases (NiAl3, Ni2Al3, CrAl7, and Ni) are also present in the layer when the hold time is increased to 10 h (Fig. 5 b).

Diffraction patterns of the transformed aluminum layer after annealing at 700°C for 1 h (a) and 10 h (b).
Conclusions
1. The diffusion interaction between the layer of nichrome and aluminum in the explosion-welded Kh20N80 + AD1 bimetal in the presence of liquid phase causes formation of an intermetallic layer on the interface, the structure and the phase composition of which are determined by the temperature and time of the annealing and by the mass fractions of the reacted components.
2. When the Kh20N80 + AD1 bimetal is heated to 660°C, the aluminum layer acquires a “streak” structure of an eutectic type with alternating layers of CrAl7 and NiAl3 + Ni2Al3 intermetallics, the size of which grows with the annealing time. At 700°C a “streak” structure is absent. The transformed aluminum layer after the HT is represented by a mixture with a complex NiAl3 + Ni2Al3 + Cr(Al) + Al(Cr) composition. The dominant phase in the surface layer is Cr3Al7 intermetallic.
The study has been supported by a grant of the Russian Scientific Foundation (Project No. 14-19-00418).
References
Yu. P. Trykov and V. G. Shmorgun, Properties and Operating Capacity of Layered Composites [in Russian], RPK “Politekhnik,” Volgograd (1999), 190 p.
Yu. P. Trykov, V. G. Shmorgun, and L. M. Gurevich, “Scientific foundations of design and production of a new class of structural materials: laminated intermetallic composites,” Konstr. Kompoz. Mater., No. 4, 133 – 134 (2006).
I. I. Kornilov, Physicochemical Foundations of the High-Temperature Strength of Alloys [in Russian], Izd. Akad. Nauk SSSR, Moscow (1961), 516 p.
L. N. Zimina, “Effect of alloying elements and heat treatment on the kinetics of structural transformations and properties of refractory alloys of the Ni – Cr – Al system,” in: Special Steels and Alloys, Coll. Works of TSNIIchermet [in Russian], Metallurgiya, Moscow (1966), No. 46, pp. 114 – 139.
V. G. Shmorgun, Yu. P. Trykov, and O. V. Slautin, “Complex processes of production of laminated intermetallic composites,” Konstr. Kompoz. Mater., No. 3, 3 – 10 (2005).
V. G. Shmorgun, Yu. P. Trykov, A. I. Bogdanov, et al., “Kinetics of the interaction between aluminum and nickel during liquidphase formation of diffusion zone,” Vestn. Sib. Gos. Industr. Univ., 2(8), 3 – 6 (2014).
V. G. Shmorhun, A. O. Taube, and A. I. Bogdanov, “Structure of the Al – Cr – Ni coating formed on the H20N80 alloy substructure and its transformation at 1150°C,” Appl. Mechan. Mater., 788, 225 – 229 (2015).
V. G. Shmorhun, A. O. Taube, and A. V. Krohalev, “Investigation of the phase composition of the diffusion zone in the Al – Ni – Cr composite material,” Appl. Mechan. Mater., 698, 430 – 433 (2015).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 2, pp. 42 – 45, February, 2017.
Rights and permissions
About this article

Cite this article
Shmorgun, V.G., Arisova, V.N., Slautin, O.V. et al. Effect of Heat Treatment on the Structure and Properties of Explosion Welded Bimetal Kh20N80 + AD1. Met Sci Heat Treat 59, 106–109 (2017). https://doi.org/10.1007/s11041-017-0112-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-017-0112-2