
The influence of heat impact at 200 – 1050°C on the structure, phase composition, microhardness and tribological characteristics due to sliding over a NiCrBSi fixed abrasive (corundum) is studied for a PG-10N-01 coating deposited by a gas-powder laser method. A combined laser-and-heat treatment is suggested, which yields a heat-resistant chromium-nickel coating containing a thermally stable high-strength wear-resistant skeleton of coarse carbides and chromium borides.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
An effective means for raising the reliability and endurance of parts and tools is facing them with wear-resistant chromium-nickel-base alloys that possess high technological properties and elevated resistance to corrosion and abrasive and adhesive wear [1–3]. Coatings from alloys of the Ni – Cr – Si – B system are used widely for improving the quality of articles operating under considerable heating (rolls and cooling tables in hot rolling mills, hot deformation dies, parts of heat exchangers, turbines, solid-fuel boilers etc.) [3–5]. It is important to raise the thermal stability of the structure and properties of chromium-nickel coatings.
Published data on the effect of heating on the characteristics of NiCrBSi coatings formed by different processes are contradictory. In some works [6–9] the hardness and the resistance of coatings obtained by plasma-arc and gas-flame spraying to impact and abrasive impacts and sliding friction are reported to be preserved after heating to 500 – 550°C. Even a long-term annealing (for 250 h) at 650°C does not lower the hardness and the resistance to sliding friction of a plasma NiCrBSi coating [10]. When the temperature is raised to 700 – 800°C, the hardness and the wear resistance of chromium-nickel plasma and laser coatings degrade noticeably [6, 7, 11]. Heating to 800, 900, 1000 and 1100°C (with a hold for 1 h) causes continuous softening of a N73Kh16S3R3 coating formed by plasma-power surfacing [12]. It is reported in [7] that the degradation of the matrix of NiCrBSi coatings at a temperature exceeding 700°C limits their high-temperature application.
However, some authors speak of nonmonotonic variation of the hardness of coatings under heating, which may imply that their properties may by improved by heat treatment. For example, the minimum at 400°C and maximum at 600°C on the curve describing the dependence of the microhardness of a laser NiCrBSi coating on the heating temperature are associated with the development of two processes, namely, lowering of the metastability of the solid solution and precipitation of hardening phases [11]. The authors of [1] report growth in the hardness of a laser clad NiCrBSi coating from 500 – 700 HV to 850 – 1120 HV as a result of 1.5-h annealing at 1120°C and explain this fact primarily by precipitation of M23B6, Ni3B and CrB borides from the supersaturated metallic matrix. The microhardness of a plasma NiCrBSi coating is reported to increase considerably under heating to 700°C due to precipitation of new Ni4Si, Ni3Si and Ni3B phases [13].
It is important that the heat resistance of chromiumnickel-base coatings depends not only on their composition but also on the method of their forming [9]. Among the different methods of forming wear-resistant coatings laser surfacing has obvious advantages, because it provides good cohesion between the coating and the substrate, possibility of forming the coating only on the worn area, and low warping of the part due to local heating [14, 15]. The high rates of cooling in laser surfacing (103 – 108 K/sec) due to intense removal of heat into the depth of the part are responsible for formation of a supersaturated metastable structure in the coatings [1, 11, 15]; their transformations under heating may promote hardening of the alloys. As a rule, the heating temperatures of laser clad chromium-nickel coatings do not exceed 550 – 800°C [1, 11].
The aim of the present work was to study the effect of thermal impacts in a wide temperature range (200 – 1050°C) on the structure, phase composition, microhardness and tribological properties of a PG-10H-01 laser surfaced coating under sliding against a fastened abrasive and to determine the temperature conditions of application of such coatings and the possibilities of improving their characteristics by a combined laser-and-heat treatment.
Methods of Study
The material for the coatings was self-fluxing powder of the Ni – Cr – B – Si system of grade PG-10N-01 with the following composition (in wt.%): 0.8 C, 16.0 Cr, < 5.0 Fe, 4.0 Si, 3.5 B, the remainder Ni (TU 1970007-002-76942199–06).
The powder was surfaced onto plates from steel St3 100 × 100 × 18 mm in size using a continuous CO2-laser at a radiation power of 1.4 – 1.6 kW, a speed of 180 mm/min, a powder flow of 4.9 g/min, and a size of laser spot on the surface 6.0 × 1.5 mm. The powder mixture with particle size 40 – 100 μm was transported to the zone of surfacing by an inert gas (argon) at a pressure of 50.7 kPa (0.5 atm). To reduce the surface stresses the surfacing was performed in two passes by depositing one layer onto another.
To study the influence of the thermal action on the structure and properties of the coatings, the specimens with surfaced layer were heated to 200 – 1050°C (with 1-h hold) and then cooled in air and in a vacuum furnace.
The tests for abrasive wear were performed under sliding of the end surfaces (7 × 7 mm) of the surfaced specimens against a fastened abrasive (corundum with grain size 160 μm) at an average speed of 0.175 m/sec at a load of 49 N, a travel path of 100 mm, a friction path of 18.0 m, and a transverse displacement of the specimen of 1.2 mm per pass. Four parallel tests were conducted for each specimen. The wear intensity was computed by the formula Ih = Q/(ρSL), where Q is the loss in the mass of the specimen (g), ρ is the density of the coating (g/cm2), S is the geometrical contact area (cm2), and L is the friction path (cm). The friction factor was determined as the ratio of the friction force F to the normal load N, i.e., f = F/N. The specific work of the abrasive wear was computed by the formula W = f NLρ/Q, where f is the friction factor and L is the friction path (m).
The microhardness HV 0.05 was measured using a Leica VMHT microhardness meter at a load of 0.49 N, a loading speed of the Vickers pyramid of 40 μm/sec and a hold of 15 sec under the load; we took the arithmetic mean of 10 measurements. The error of the measurement of the microhardness was evaluated in terms of the standard deviation. The microstructure, the chemical composition, and the distribution of the elements were studied with the help of a Tescan VEGA II XMU scanning electron microscope equipped with an Inca Wave 700 wave dispersive microanalyzer and an Inca Energy 450 XT energy dispersive microanalyzer. The x-ray diffraction study was performed with the help of a Shimadzu XPD-7000 diffractometer in chromium K α radiation.
Results and Discussion
The two-layer laser surfacing formed a coating with a thickness of 1.4 – 1.5 mm on steel St3. The structural components were distributed quite uniformly over the whole of the depth of the coating. The levels of the microhardness and of the abrasive wear resistance were also approximately constant [16, 17]. By the data of the scanning electron microscopy and microscopic x-ray spectrum and diffraction analyses (Fig. 1) the metallic matrix of the PG-10N-01 coating was represented by a nickel-base γ-solid solution (400 – 450 HV 0.05) and an eutectic (580 – 750 HV 0.05), which consisted of a γ-solid solution and Ni3B borides (1000 – 1140 HV 0.05). The main hardening phases in the coating were Cr73 chromium carbides (1650 – 1800 HV 0.05) and CrB chromium borides (1950 – 2400 HV 0.05).

Microstructure (a) and x-ray diffraction pattern (b ) of PG-10N-01 coating formed by laser surfacing: 1 ) γ-Ni; 2) Cr7C3; 3) Ni3B; 4 ) CrB.
The studied coating has an average microhardness of 870 HV 0.05. Under the conditions of testing against a fastened abrasive (corundum) the coating is characterized by wear intensity Ih = 5.9 × 10–6, specific work of abrasive wear W = 75 kJ/cm3, and friction factor f = 0.46 (Fig. 2). According to the data of Fig. 2, heating to 200 – 600°C with a hold of 1 h does not produce a noticeable effect on the microhardness of the coating. The microhardness decreases to 850 HV 0.05 and 780 HV 0.05 only after heating to 700 and 800°C, respectively. The tribological properties of the coating sliding against corundum (the wear intensity and the specific work of the wear, the friction factor) remain virtually unchanged at up to 800°C. Heating to 900 – 950°C causes intense softening of the coating; the hardness decreases to a minimum value of 470 – 480 HV 0.05. This is accompanied by marked growth in the wear intensity to Ih = (18.6 – 19.5) × 10–6 (and, accordingly, by decrease in the wear resistance of the coating), decrease in the specific work of the wear to W = 37 kJ/cm3 (i.e., a lower work is required for failure of the material), and growth in the friction factor to f = 0.69 – 0.72.

Effect of heating temperature (with 1-h hold) on microhardness HV 0.05 , wear intensity Ih, friction factor f, and specific work of wearWfor a PG-10N-01 laser clad coating tested against corundum.
Heating of the PG-10N-01 coating to a temperature of 1000 – 1050°C, which is close to the melting point, results in considerable growth in the hardness and in the specific work of the abrasive wear, and marked decrease in the wear intensity and in the friction factor (Fig. 2). The hardness approaches that of the coating not subjected to thermal impact, and the tribological characteristics of the coating even exceed noticeably the tribological properties of the initial coating; after heating to 1050°C the coating exhibits minimum levels of the wear intensity Ih = 2.1 × 10–6 and of the friction factor f = 0.33 and maximum specific work of the abrasive wear W = 158 kJ/cm3.
Let us consider the structural changes developed in the coating as a result of thermal impact. After heating to 800°C the structure changes little (Fig. 3) due to the occurrence of diffusion processes. The Cr7C3 carbides transform into complex carboborides (Cr, Ni)7(C, B)3. This can be inferred from the data of the microscopic x-ray spectrum analysis (Table 1) indicating growth in the content of boron and nickel in region II (Fig. 3a ) as compared to region I (Fig. 1a ). The main hardening phase CrB is preserved in the coating after the heat treatment at 800°C (Fig. 3). These relatively low changes in the structure only lower somewhat the microhardness (to 780 HV 0.05) but do not affect much the tribological characteristics of the coating (Fig. 2).

Microstructure (a) and x-ray diffraction pattern (b ) of a PG-10N-01 laser clad coating after heating at 800°C (with 1-h hold) and air cooling: 1 ) γ-Ni; 2) M7(C, B)3; 3) Ni3B; 4 ) CrB.
The thermal impact at 900°C results in dissolution of the hardest hardening phase (the CrB boride) not detected in the structure by the x-ray spectrum analysis (Fig. 4). The more intense (as compared to heating to 800°C) occurrence of the diffusion processes causes partial dissolution of nickel borides Ni3B from the γ + Ni3B eutectic in the matrix γ-phase. Complex particles of type (Ni, Cr)3(B, C) form in the place of the prior nickel borides (Fig. 4), and the content of nickel and boron increases in particles of type M7(C, B), where M = Cr, Ni (region III in Table 1). The decrease in the content of hardening phases after holding in the temperature range of 900 – 950°C is responsible for strong lowering of the microhardness and of the specific work of abrasive wear and for a marked increase in the wear intensity and in the friction factor in the tests against fastened abrasive (Fig. 2).

Microstructure (a) and x-ray diffraction pattern (b ) of a PG-10N-01 laser clad coating after heating at 900°C (with 1-h hold) and air cooling: 1 ) γ-Ni; 2) M7(C, B)3; 3) M3(B, C).
Heating to a higher temperature (1000°C and above) causes complete dissolution of the Ni3B particles in the matrix solid solution. After the slow cooling in air from 1025°C the structure of the coating acquires a new phase, i.e., Ni3Si nickel silicide entering the γ + Ni3B + Ni3Si eutectic (Fig. 5). Such a transformation under cooling in the range of 940 – 955°C, which yields an eutectic containing nickel boride and nickel silicide, has been observed in Ni – Cr – B – Si-base alloys in [18, 19]. In the B – Ni – Si system a ternary γ + Ni3Si + Ni3B eutectic forms from liquid phase at 993°C [20]. Since the transformation follows the formation of a γ + Ni3B eutectic [19], the precipitation of a high content of Ni3B under slow cooling causes decrease in the content of the γ-solid solution that may contain Si, and therefore the excess silicon goes to form silicides. Phase Ni3Si does not form under the conditions of accelerated cooling in the process of laser surfacing (Fig. 1).

Microstructure (a) and x-ray diffraction pattern (b ) of a PG-10N-01 laser clad coating after heating at 1025°C (with 1-h hold) and air cooling: 1 ) γ-Ni; 2) Cr7C3; 3 ) CrB; 4) Ni3B; 5 ) Ni3Si.
The data of Fig. 5 and the results of mapping of the elements presented in Fig. 6 show that heating to 1025°C and subsequent air cooling yield coarse particles of CrB boride and Cr7C3 carbide in the structure of the laser coating. According to the data of Table 1, region VI (Fig. 5a ), which corresponds to Cr7C3 boride, is characterized by a reduced content of nickel and boron as compared to regions III and II (Figs. 4a and 3a ) that correspond to complex nickel-bearing carboborides. The presence of coarse inclusions of hardening phases in the structure of the coating annealed at 1000 – 1050°C can be inferred not only from the data of the scanning electron microscopy (Figs. 5a and 6) but also from the much higher scattering of the microhardness values than in the finer structures formed by laser cladding and subsequent heating at 200 – 950°C (Fig. 2).

Microstructure (a) and distribution of elements (b – f ) in the structure of a PG-10N-01 laser clad coating after heating at 1025°C (with 1-h hold) and air cooling.
The coarse carbide and boride particles appearing as a result of high-temperature annealing form a hard wear-resistant skeleton in a plastic matrix based on γ-Ni (Figs. 5a and 6), which raises the microhardness in the coating annealed at 1000 – 1050°C to a level close to that of the initial surfaced coating and even elevates the tribological properties under abrasive wear as compared to the coating not subjected to thermal impact (Fig. 2).
To study the thermal stability of the structural and phase state and the enhanced characteristics of hardness and wear resistance of a coating formed by gas-powder laser surfacing and subsequent high-temperature treatment (annealing at 1025°C), the specimens were subjected to additional 1-h heating at 850 – 1025°C. It follows from Table 2 that the coating formed by the combined treatment preserves a high microhardness (830 – 1030 HV 0.05) after a hold at 800 – 1025°C and a low intensity of abrasive wear [Ih = (3.3 – 5.1) × 10–6]. Consequently, the combined laser-andheat treatment eliminates the marked softening and the lowering of the tribological characteristics of the coating typical for a heating temperature of 900 – 950°C and not annealed coating (Fig. 2).
The data of Fig. 7 show that the structure and the phase composition of the coating deposited by the combined treatment remain virtually unchanged after the additional heating at the temperatures of up to 900°C (Figs. 5 and 6). It should be noted that in the process of laser cladding the accelerated cooling of the clad metal yields a metastable structure containing supersaturated solid solutions and relatively fine particles of hardening phases (Fig. 1). Specifically, the creation of supersaturated metastable structural states by laser cladding is reported in [1, 11, 15]. The metastable structural state formed during the heating to 900°C changes substantially (Fig. 4), and the change is responsible for lowering of the hardness and of the tribological properties of the laser coating (Fig. 2). After a stabilizing high-temperature annealing (at 1000°C and higher temperatures) the coating seems to acquire a thermally stable structure containing more equilibrium solid solutions, enlarged particles of hardening phases, and a (γ + Ni3B + Ni3Si) eutectic, which remains virtually invariable after heating to 900°C (Fig. 7). This provides preservation (Table 2) of high hardness and wear resistance in a wide temperature range in the coating formed by the combined laser-and-heat treatment.

Microstructure (a) and x-ray diffraction pattern (b ) of a PG-10N-01 coating obtained by combined treatment (laser cladding + 1-h annealing at 1025°C with air cooling) after 1-h heating at 900°C and air cooling: 1 ) γ-Ni; 2 ) Cr7C3; 3 ) CrB; 4 ) Ni3B; 5 ) Ni3Si.
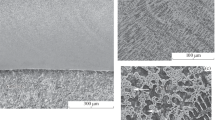
Figure 8 presents the microstructure of a laser clad coating subjected to high-temperature annealing and decelerated cooling with vacuum furnace. It can be seen that decease in the cooling rate from the annealing temperature in the process of the combined treatment as compared to air cooling (Figs. 5a and 6) results in formation of noticeably larger precipitates of CrB and Cr7C3 hardening phases that form a high-strength wear-resistant skeleton. After such treatment the hardness of the coating increases to 920 HV 0.05 and the abrasive wear intensity decreases to Ih = 2.5 × 10–6, i.e., the abrasive wear resistance of the coating grows by a factor of 1.9 after the delayed cooling with vacuum furnace from the annealing temperature relative to the more rapid cooling in air.

Microstructure of a PG-10N-01 laser clad coating after annealing at 1025°C in a vacuum furnace for 1 h and cooling with the furnace.
These results show that the mode of cooling of the coating from the temperature of stabilizing annealing in the combined laser-and-heat treatment is important and that it is possible to raise the hardness and the wear resistance of coatings additionally by optimizing the conditions of the stabilizing annealing.
As a result of our studies we have developed a combined method for depositing NiCrBSi coatings with a high level of heat resistance [21]. In this method the gas-powder laser surfacing is followed by annealing at 1000 – 1075°C for 1 – 3 h.
Conclusions
-
1.
NiCrBSi PG-10N-01 coatings obtained by gas-powder laser surfacing preserve a high hardness and abrasive wear resistance under heating to 800°C due to the presence of CrB and Cr7C3 hardening phases in the structure of the coating.
-
2.
Heating of the coatings to 900 – 950°C causes strong softening of the laser coating, degradation of the wear resistance and growth in the friction factor under sliding against a fastened abrasive (corundum), which is connected with decrease in the content of hardening phases due to dissolution of the hardest CrB phase and Ni3B nickel boride and formation of complex particles of type (Ni, Cr)3(B, C) and (Cr, Ni)7(C, B)3.
-
3.
Annealing at 1000 – 1050°C raises markedly the hardness and the tribological properties of the coating to a level matching or even exceeding the characteristics of an original laser clad coating. This occurs because the process of hightemperature annealing and subsequent cooling produces a structure where coarse particles of Cr7C3 and CrB chromium borides form a high-strength wear-resistant skeleton. Lowering of the rate of cooling of the coating from the annealing temperature coarsens the particles of the CrB and Cr7C3 hardening phases and increases the hardness and the wear resistance of the coating additionally.
-
4.
The structure formed by combined laser-and-heat treatment involving gas-powder laser surfacing and hightemperature annealing possesses thermal stability and, as a consequence, exhibits an enhanced hardness and abrasive wear resistance under heating up to the temperature of stabilizing annealing. This raises the heat resistance of the coating to a temperature of at least 1000°C.
-
5.
The results described have been used to develop a method for forming NiCrBSi coatings with an especially high level of heat resistance by combined laser-and-heat treatment (RF Patent No. 2492980).
References
Da-Wei Zhang, T. C. Lei, Ji-ge Zhang, and Jia-hu Ouyang, “The effect of heat treatment on microstructure and erosion properties of laser surface-clad Ni-base alloys,” Surf. Coat. Technol., 115, 176 – 183 (1999).
E. Fernandez, M. Cadenas, R. Gonzales, et al., “Wear behavior of laser clad NiCrBSi coating,” Wear, 259, 870 – 875 (2005).
C. Navas, R. Colaco, J. De Damborenea, and R. Vilar, “Abrasive wear behavior of laser clad and flame sprayed-melted NiCrBSi coatings,” Surf. Coat. Technol., 200, 6854 – 6862 (2006).
O. I. Shevchenko, V. M. Farber, V. I. Zhuravlev, et al., “Interrelation of structure, phase composition and surface properties of the working layer of N73Kh16S3R3 rolls formed by plasmapowder surfacing,” Izv. Vysh. Ucheb. Zaved., Chern. Metall., No. 8, 57 – 61 (1995).
Ch. Guoa, J. Zhoua, J. Chena, et al., “High temperature wear resistance of laser cladding NiCrBSi and NiCrBSi/WC-Ni composite coatings,” Wear, 270, 492 – 498 (2011).
A. Zikin, I. Hussainova, C. Katsich, et al., “Advanced chromium-carbide-based hardfacings, Surf. Coat. Technol., 206, 4270 – 4278 (2012).
A. Zikin, M. Antonov, I. Hussainova, et al., “High temperature wear of cermet particle reinforced NiCrBSi hardfacings,” Tribology Int., 68, 45 – 55 (2013).
A. Martin, J. Rodriguez, J. I. Fernández, and R. Vijande, “Sliding wear behavior of plasma sprayed WC-NiCrBSi coatings at different temperatures,” Wear, 251, 1017 – 1022 (2001).
J. Rodriguez, A. Martin, R. Fernández, and J. E. Fernández, “An experimental study of the wear performance of NiCrBSi thermal spray coatings,” Wear, 255, 950 – 955 (2003).
K. Gurumoorthy, M. Kamaraj, K. Prasad Rao, et al., “Microstructural aspects of plasma transferred arc surfaced Ni-based hardfacing alloy,” Mater. Sci. Eng. A, 456, 11 – 19 (2007).
A. G. Grigor’yants and A. N. Safonov, Laser Engineering and Technology, in 7 books. Book 3, Methods of Surface Laser Treatment [in Russian], Vysshaya Shkola, Moscow (1987).
O. I. Shevchenko, V. M. Farber, and G. E. Trekin, “Effect of high-temperature heating on the structure of N73Kh16S3R3 coating formed by plasma-powder surfacing,” Izv. Vysh. Ucheb. Zaved., Chern. Metall., No. 10, 76 – 77 (1994).
H. Skulev, S. Malinov, P. A. M. Basheer, and W. Sha, “Modification of phases, microstructure and hardness of Ni-based alloy plasma coatings due to heat treatment,” Surf. Coat. Technol., 185(1), 18 – 29 (2004).
Quian Ming, L. C. Lim, and Z. D. Chen, “Laser cladding of nickel-based hardfacing alloys,” Surf. Coat. Technol., 106, 174 – 182 (1998).
H. Yan, P. Zhang, Zh. Yu, et al., “Microstructure and tribological properties of laser-clad Ni – Cr/TiB2 composite coatings on copper with the addition of CaF2 ,” Surf. Coat. Technol., 206, 4046 – 4053 (2012).
A. V. Makarov, R. A. Savray, A. L. Osintseva, and I. Yu. Malygina, “Effect of chemical composition on the tribological properties of chromium-nickel coatings formed by gas-powder laser cladding,” Izv. Chelyabinsk Nauch. Tsentra, No. 2(44), 28 – 33 (2009).
A. V. Makarov, E. S. Gorkunov, I. Yu. Malygina, et al., “Eddycurrent control of the hardness, wear resistance and thickness of coatings formed by gas-powder laser cladding,” Defektoskopiya, No. 11, 68 – 78 (2009).
H.-Y. Kim, S.-Y Hwang, C.-H. Lee, and P. Juvanon, “Assessment of wear performance of flame sprayed and fused Ni-based coatings,” Surf. Coat. Technol., 172, 262 – 269 (2003).
S. Lebaili, M. Durand-Charee, and S. Hamar-Thibault, “The metallurgical structure of as-solidified Ni – Cr – B – Si – C hardfacing alloys,” J. Mater. Sci., 23(10), 3603 – 3611 (1988).
N. I. Ganina, A. M. Zakharov, V. G. Olenicheva, and L. A. Petrova, Phase Diagrams of Metallic Systems Published in 1984, Issue XXIX [in Russian], VINITI, Moscow (1986), 524 p.
A. V. Makarov, N. N. Soboleva, I. Yu. Malygina, and A. L. Osintseva, “A method for depositing heat-resistant coating, RF Patent No. 2492980, MPK B23K26/34, B23K26/14,” Byull. Izobr. Polezn. Modeli, No. 26 (2013).
The work has been performed with support of the Program for Fundamental Research of the Ural Branch of the Russian Academy of Sciences, Project No. 12-T-1-1010, within OEMMPU RAN No. 13. The experiments were performed at the Multiple-Access Center “Plastometriya” of the Institute for the Science of Machines of the Ural Branch of the Russian Academy of Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 3, pp. 39 – 46, March, 2015.
Rights and permissions
About this article

Cite this article
Makarov, A.V., Soboleva, N.N., Malygina, I.Y. et al. Formation of Wear-Resistant Chromium-Nickel Coating with Extra High Thermal Stability by Combined Laser-and-Heat Treatment. Met Sci Heat Treat 57, 161–168 (2015). https://doi.org/10.1007/s11041-015-9856-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9856-8