
Phase transformations in aging of alloy VTI-4 quenched from the β-domain are studied in the temperature range of 550 – 750°C. Two morphological types of precipitates of an orthorhombic O-phase are detected. A scheme of evolution of the transformations is suggested. Variation of the lattice constants of the β- and O-phases and of the hardness in the aging process is plotted.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
A tendency of the recent decade is to widen the use of intermetallic-base titanium orthoalloys for fabricating critical parts requiring high parameters of heat resistance and high-temperature strength combined with high strength characteristics. The tendency has been stimulated by the earlier comprehensive research of phase transformations occurring in alloys of this type in a wide temperature range. However, the mechanism of formation of the O-phase remains arguable despite the great number of works devoted to orthorhombic alloys. Several standpoints concerning the nature of the B2 → O and α2 → O phase transformations are known. For example, it is reported in [1] that the B2 → O phase transformation develops by the mechanism of continuous ordering without a change in the composition, wheres the authors of [2] have discovered that the interfacial distances of the crystal lattice of the orthorhombic phase in the B2 → O transition depend on the time of the hold of the alloy, and this means that the chemical composition of the O-phase changes during the transformation. In [3] the authors speak of the possibility of a martensitic B2 → O transformation. We should remember that a B2-phase is ordered with respect to two elements and an O-phase is ordered with respect to three elements. This means that the formation of an O-phase requires diffusion of elements, which makes the existence of a martensitic (i.e., diffusionless) B2 → O transformation questionable [4]. A mechanism of formation of an O-phase from a B2-phase suggested in [5–8] involves the appearance of an intermediate metastable orthorhombic phase ordered with respect to two elements and having a structure of type B19 (Pmma, AuCd). The stages of the transformation of structure in an alloy based on an O-phase in the course of the α2 → O transformation are studied in [9, 10].
It should be noted that the set of operating properties of an alloy is formed not only due to formation of a specific phase composition but also due to formation of structural characteristics that include the morphological features of the structure of the phase components, their distribution over the grain body, the presence of grain-boundary precipitates, etc. The aim of the present work was to study the morphology of segregations of the O-phase forming as a result of decomposition of the metastable β-phase in alloy VTI-4.
Methods of Study
We studied hot-rolled sheets with a thickness of 4 mm from alloy VTI-4 (Ti – 26Nb – 22Al – 0.5Zr – 0.4Mo in at.%).
The metallographic analysis was performed with the help of SEM 535 scanning electron microscope at an accelerating voltage of 25 kV. The laps were etched in a reagent consisting of 1 part HF + 1 part NHO3 + 3 parts water. The Wickers hardness was measured at a load of 150 N. The x-ray diffraction phase analysis (XRDPA) was performed in copper radiation using a Brucker D8 diffractometer with an energy dispersive detector. The differential thermal analysis (DTA) was performed with the help of a DuPont990 thermal analyzer.
We performed two series of tests.
Series A. Effect of the temperature an of the hold time in aging. The test pieces were quenched in water from 1050°C and then aged at a temperature of 550, 600, 650, 700, and 750°C with 4-, 8-, 16-, 32-, 64-, and 128-min holds at each aging temperature.
Series B. Stage aging. The test pieces were heated to 1050°C; the time of heating for quenching was up to 8 min, after which a part of the test pieces was quenched in water and the other part was cooled in molten zinc with a temperature of 650°C, held for 2 and 8 min, and then cooled in water. The studied pieces were subjected to aging at 600°C with a hold of 4, 16, 32, and 64 min and then cooled in water.
Results and Discussion
Effect of the Temperature and of the Hold Time in Aging
The initial structure of the quenched alloy VTI-4 was represented by a single-phase β(B2)-solution with equiaxed polyhedral grains. The hardness in the initial condition was 3250 MPa, the crystal lattice constant a β= 0.3249 nm.
Figures 1 – 3 present the microstructure of the alloy after aging at different temperatures and holds. Analysis of the microstructures has shown that the morphology of the particles precipitated in different temperature ranges differs. In the lower temperature range the precipitates have a disc shape (type I in Figs. 1 a and 3 c) and are located chiefly in the center of grains. The near-boundary regions are free of precipitates. The size of the discs depends on their location in the grains. In the central part of a grain the size of the precipitates is relatively low, while near the zone free of precipitates their size increases (Figs. 2 b and 3 c). The volume fraction of the precipitates is zero near a grain boundary and grows with closeness to the center of the grain. At a high temperature we observe acicular precipitates (type II in Fig. 1 d), which fill the whole of the volume of the grain with time. They grow by substituting disc-like precipitates in the central regions of the grain (Fig. 1 b and c) and from the boundary (Fig. 2 b – d).

Microstructure of quenched alloy VTI-4 after β-quenching at 750°C for: a) 4 min; b, d) 16 min; c) 32 min.

Microstructure of alloy VTI-4 after β-quenching and aging at 700 (a, b) and 650°C (c, d) for 16 min (a, c, d) and 32 min (b).

Microstructure of alloy VTI-4 after β-quenching and aging at 600°C for: a) 4 min; b, d) 16 min; c) 32 min.
A type-I transformation develops very fast, within several minutes. A type-II transformation with formation of needles is largely determined by the completeness of the type-I transformation, because the disc-like precipitates are intermediate ones and the needles form on them. The process of formation and growth of needles on discs is illustrated by Fig. 1. After a 4-min hold we observe only disc-like precipitates, wheres after 8- and 16-min holds they are accompanied by needles that fill progressively the whole of the volume, while the precipitates of type I disappear. At lower temperatures the time range of the existence of precipitates of type I increases. At t ag = 700°C with a hold of 16 min they are substituted by needles, which also grow from the boundaries. After a hold of 32 min decomposition accompanied by formation of large needs of an O-phase occurs in the earlier existing regions free of precipitates. The lower boundary of the decomposition of type I is the temperature of 650°C, at which needles form only in the zones free of precipitates (Fig. 2 c). The earlier formed disc precipitates of type I in the central grain regions preserve their morphology in longer holds. The temperature range of 550 – 600°C is characterized by the presence of only type-I disc precipitates. The width of the zones free of precipitates decreases gradually, but individual not decomposed regions are preserved even after long holds (Fig. 3). At 550°C the rate of decrease of the zones free of precipitates is higher than at 600°C. The general scheme of the transformations is given in Fig. 4. The position of the “nose” (650°C) was determined from the maximum volume fraction of the transformation.

Scheme of the aging-induced evolution of microstructure of alloy VTI-4 quenched from the β-range.
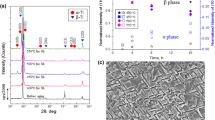
To determine the differences between the first and second types of the transformation we performed an x-ray diffraction phase analysis. The processed results are presented in Fig. 5. The determined changes in the lattice constant of the β-phase allow us to state that in the first stage of the transformation the redistribution of elements between the β- and O-phases is inconsiderable. In the low-temperature range of 550 – 600°C the lattice constant of the β-phase remains virtually invariable with time. In the upper temperature range, on the contrary, the increase in the lattice constant of the β-phase reflects depletion of the latter with respect to aluminum, which has the lowest atomic size. It should be noted that according to the diagram of [11] plotted for a Ti – 22Al – 27Nb composition close to the alloy studied an equilibrium β-phase is present in the range of 700°C and higher.

Variation of the lattice constants and the hardness of alloy VTI-4 under aging (GQ—graduated quenching): a – c) lattice constants of the O-phase; d) lattice constant of the β-phase; e) hardness.
Precipitates of the first and second type have a Cmcm rhombic lattice. The dynamics of the variation of the lattice constants of the O-phase in the detected types of transformation differs (Fig. 5). This becomes obvious when we compare the variation of constants b and c. In the range of 600 – 650°C b increases with time continuously, while in the range of 700 – 750°C it has higher values immediately and remains virtually unchanged during the hold. The lattice constant c of the second-type precipitates grows gradually but remains unchanged for the first-type precipitates. The values of a decrease during the hold; they are the lower the higher the aging temperature.
The hardness of the test pieces (Fig. 5 e) is determined by the volume fraction of the precipitates and by their type. The test pieces containing first-type precipitates in the structure have a higher hardness, which is the higher the finer the precipitates. The test pieces with precipitates of the second kind have relatively lower hardness values.
Joint analysis of the data obtained shows that in the low-temperature aging range and in the initial stages of the high-temperature aging the formed structure has a characteristic kind, when the transformation is controlled in the first turn by the content of the quenching vacancies. For the lattice type A2/Cmcm in alloy VTI-4 to change, atoms should displace by the diffusion mechanism within one cell (jump), i.e., ordering is required. This process is controlled in the first turn by the presence of vacancies. Therefore, the nearboundary regions depleted of vacancies that sink to the boundaries during quenching cooling remain stable and do not transform. In the central regions of a grain, where the concentration of vacancies is high, the transformation develops the most intensely. The small size of the precipitates is determined by the great number of nucleating centers. When the content of vacancies in the peripheral zones decreases, the number of the centers is reduced, their growth is not hindered by neighbor precipitates, and they become larger. With allowance for the important role of quenching vacancies in the structure arising as a result of the decomposition we may infer that the rate of heating in aging and the rate of cooling from the temperature of the treatment for solid solution are significant process parameters, just like in the case of stabilization of austenite in steels [12]. We expected that the β-phase should be stabilized in the case of decelerated cooling and checked this assumption in the tests of series B.
Stage Aging
To check the effect of quenching vacancies on the decomposition processes we should change their number directly in the quenched structure. Therefore, we conducted the first quenching cooling stage in a zinc bath at a temperature of 650°C with a hold of 2 and 8 min and then cooled the test pieces in water. The temperature of this stage was chosen using a diagram of isothermal decomposition, in accordance with which the high-temperature β-phase does not decompose at 650°C within a hold of 8 min [13]. Some test pieces quenched in water right from the temperature of heating for quenching were used as control ones. Then the pieces were subjected to aging at 600°C with a hold for 4, 16, 32 and 64 min and to water cooling.
The β-phase of the test pieces subjected to stage quenching decomposed only after aging at 600°C and long holds (32 and 64 min) independently of the time of the intermediate hold in cooling. The microstructure of the pieces after stage quenching and aging is presented in Fig. 6.

Microstructure of alloy VTI-4 after stage (650°C, 2 min) β-quenching and aging at 600°C for: a) 16 min; b) 32 min; c, d) 64 min.
After a hold of 16 min (Fig. 6 a) we observe no obvious metallographic features of decomposition except for the grain boundary rim. After a 64-min hold decomposition with formation of particles is observed both in grain bodies and on their boundaries; the particles have the form of a chain of discs and fine needles arranged in a row. Such behavior is possible in the case of decomposition on individual flaws, when the stresses arising around a particle initiate nucleation of a next particle. There is no apparent difference in the structures formed after the holds of 2 and 8 min (quenching stages). Consequently, a hold of 2 min at 650°C is sufficient for stabilization of the high-temperature β-phase and its steadiness in aging.
The absence of decomposition processes is also confirmed by the curves of variation of the hardness (Fig. 5 e) and by the DTA of continuous heating after continuous and stage quenching (Fig. 7). The hardness of the test pieces after stage quenching remains virtually invariable even after a 64-h hold. The start of the exothermic peak connected with precipitation of the O-phase occurs at a temperature above 600°C for the pieces subjected to stage quenching and at 300 and 360°C for the pieces subjected to continuous quenching at heating rates of 20 and 100 K/min respectively.

DTA curves of continuous heating of alloy VTI-4 after continuous and stage quenching at a rate of: a) 20°C/min; b) 100 K/min; 1) continuous quenching; 2) stage quenching.
The tests of series B show unambiguously that the lowtemperature decomposition below 600°C is controlled by the content of quenching vacancies.
Conclusions
-
1.
The decomposition of the metastable β(B2)-phase is controlled by the content of quenching vacancies.
-
2.
There exist two morphological types of the O-phase formed due to decomposition of the β(B2)-solid solution, namely, a disc-like one at a temperature of up to 600°C and a needle one at a temperature exceeding 650°C.
-
3.
The disc-like precipitates of the O-phase are intermediate ones for the aging temperatures of 650 – 750°C. During the hold a disc-like morphology is replaced by a needle one.
-
4.
The changes in the lattice constant during isothermal holding obey different rules for the discovered types of the O-phase. In the low-temperature range (below 600°C) constant b increases progressively with time at an invariable value of c. In the high-temperature range (above 650°C) constant c increases at an invariable value of b.
References
D. Banerjee, A. K. Gogia, T. K. Nandy, and V. A. Joshi, “A new ordered orthorhombic phase in a Ti3Al – Nb alloy,” Acta Metall., 36(4), 871 – 882 (1988).
S. L. Demakov, S. L. Stepanov, and A. A. Popov, “Phase transformation in an alpha(2) titanium superalloy: effect of the quenching temperature on the phase composition and structure of the alloy,” Phys. Met. Metallogr., 86(5), 115 – 122 (1998).
H. T. Kestner-Weykamp, D. R. Baker, D. M. Paxton, and M. J. Kaufman, “Continuous cooling transformation in Ti3Al + Nb alloys,” Scr. Metall. Mater., 24, 445 – 450 (1990).
N. V. Kazantseva, S. L. Demakov, and A. A. Popov, “Microstructure and plastic deformation of orthorhombic titanium aluminides Ti2AlNb. III. Formation of transformation twins upon the B2 → O phase transformation,” Phys. Met. Metallogr., 103(4), 378 – 387 (2007).
L. A. Bendersky, A. Roytburt, and W. J. Boetinger, “Phase transformations in the (Ti, Al)3Nb section of the Ti – Al – Nb system. I. Microstructural predictions based on subgroup relations between phases,” Acta Metall. Mater., 42(7), 2323 – 2335 (1994).
A. A. Popov, A. G. Illarionov, S. V. Grib, et al., “Phase and structural transformation in the alloy on the basis of the orthorhombic titanium aluminide,” Phys. Met. Metallogr., 106(4), 399 – 410 (2008).
N. V. Kazantseva, B. A. Grinberg, N. P. Gulyaeva, et al., “Microstructure and plastic deformation of orthorhombic titanium aluminide Ti2AlNb. II. Phase and structural transformation upon severe plastic deformation,” Phys. Met. Metallogr., 96, 368 – 377 (2003).
Ying Wu, De Zhuang Yang, and Gul Ming Song, “The formation mechanism of the O phase in a Ti3Al – Nb alloy,” Intermetallics, 8, 629 – 632 (2000).
N. V. Kazantseva, S. L. Demakov, and A. A. Popov, “Microstructure and plastic deformation of orthorhombic titanium aluminide Ti2AlNb. IV. Formation of transformation twins upon the α2 → O phase transformation,” Phys. Met. Metallogr., 103(4), 388 – 394 (2007).
O. G. Khadzieva, A. G. Illarionov, and A. A. Popov, “Effect of aging on structure and properties of quenched alloy based on orthorhombic titanium aluminide Ti2AlNb,” Phys. Met. Metallogr., 115(1), 12 – 20 (2014).
K. Muraleedharan, D. Banerjee, S. Banerjee, and S. Lele, “The α2-to-O transformation in the Ti – Al – Nb alloys,” Philosoph. Mag., 71(5), 1011 – 1036 (1995).
L. G. Zhuravlev, M. M. Shteinberg, and Yu. B. Peisakhov, “Stabilization of austenite in alloys with isothermal and athermal kinetics of martensitic transformation,” Izv. Vysh. Uchebn. Zaved., Chern. Met., No. 4, 138 – 140 (1976).
S. L. Demakov, M. S. Karabanalov, F. V. Vodolazsky, et al., “A diagram of isothermal decomposition of the beta-phase in Ti – 22Al – 26Nb – 0.5Zr – 0.4Mo alloy,” Mater. Sci., 44(3), 374 – 379 (2007).
The work has been performed with financial support of the Ministry of Education within State Assignment UrFU No. 2014/236 and the Program for Development of the UrFU.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 9, pp. 34 – 39, September, 2014.
Rights and permissions
About this article

Cite this article
Demakov, S.L., Karabanalov, M.S. & Oleneva, O.A. Transformation of Metastable β-Solid Solution in Alloy VTI-4. Met Sci Heat Treat 56, 489–494 (2015). https://doi.org/10.1007/s11041-015-9787-4
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-015-9787-4