
High-strength corrosion-resistant steels with controlled martensitic transformation developed at the V. P. Glushko Energomash Research and Production Association, are studied. The main principles of their alloying and heat treatment are described. The advantages and prospects of the use of the new steels for making elastic metallic seals and soldered and welded units of liquid-propellant engines with cryogenic fuel components are presented.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
High-strength corrosion-resistant steels of the martensitic class with bcc lattice (of type 03Kh12N10MT-VD with a structure of carbonless cold-resistant martensite) and of the transition austenitic-martensitic class with a mixed (bcc + fcc) structure (low-carbon steels of type 07Kh16N6-Sh and high-strength maraging steels of type 03Kh14K14N6M3-VD) have found application in highly loaded welded structures of cryogenic engineering [1, 2].
The main advantage of the martensitic steels of type 03Kh12N10MT-VD is the possibility of their application without heat treatment after welding, which simplifies substantially the design of welded and welded-and-soldered cryogenic units. However, steels of this class have a comparatively low strength (σr = 950 – 1000 MPa) due to the limited possibilities of hardening of the bcc lattice of martensite susceptible to cold brittleness. On the contrary, the austenitic-martensitic steels with double-phase (bcc + fcc) structure are less susceptible to cold brittleness and are hardenable by the known methods of solid-solution and precipitation hardening. However, they require a post-welding heat treatment to restore the properties of the heat-affected zone of welded joints. In addition, the transition steels possess unstable austenite and are liable to hydrogen embrittlement. This limits their application in parts operating on liquid hydrogen and after deposition of hydrogen-charging galvanic coatings.
Creation of steels of the martensitic class with controlled martensitic transformation has good prospects in this respect. The required content of the austenite phase is provided in such steels by a special heat treatment based on processes of thermal stabilization of dispersed γ-phase. Steels of this type combine the most valuable properties of both martensitic and austenitic-martensitic steels and possess principally novel physical and mechanical properties due to the special structural form and fineness of the γ-phase.
Creation of steels of the martensitic class with controlled martensitic transformation has good prospects in this respect. The required content of the austenite phase is provided in such steels by a special heat treatment based on processes of thermal stabilization of dispersed γ-phase. Steels of this type combine the most valuable properties of both martensitic and austenitic-martensitic steels and possess principally novel physical and mechanical properties due to the special structural form and fineness of the γ-phase.
Thermal stabilization of austenite as a factor raising the impact toughness and cold resistance of martensitic steels has been studied well enough. Less attention has been devoted to the fact that under some conditions the fine particles of the “soft” austenitic phase can play an unusual role of a martensite-hardening fine γ-phase with a high energy of elastic interphase interaction.
For the first time the possibility of such hardening was discovered for metastable austenitic steels of type N30 with a lens-like (twinned) morphology of the martensite. In these steels slow cooling in the intercritical range of the inverse α → γ martensitic transformation yields up to 35% of a differently oriented fine γ-phase, which increases their yield strength by more than a factor of 1.5 [3, 4]. In structural maraging steels of type 03N18K9M5T having a packet (lath) martensite structure a fine γ-phase (metastable austenite) forms in the process of thermocycling treatment, which raises the fatigue resistance and provides new physical and mechanical (elinvar) properties in the alloys [5, 6].
In corrosion-resistant steels for cryogenic applications the hardening of martensite with a fine γ-phase has a complex 5 nature and is less studied. In steels 03Kh12N10MTP-VD and 03Kh11N8M2F-VD thermocycling in the intercritical range of inverse martensitic transformation can stabilize up to 40% of the fine γ-phase in the form of thin phase-hardened layers between laths of packet martensite. This is accompanied by simultaneous growth in the strength and impact toughness [2, 7]. However, in slow heating typical for heat treatment of commercial burdens the steels undergo substantial softening that seems to be caused by diffusion processes of recrystallization of the high-strength fine γ-phase into a low-strength phase of a globular (equiaxed) modification. This drawback is absent in maraging steels of the Fe – Cr – Ni – Co – Mo system having a heterogeneous structure and a higher temperature threshold of recrystallization of the fine γ-phase.
Specialists of the V. P. Glushko Energomash Research and Production Association in cooperation with the KOMPOZIT Company have used the facts mentioned to develop new corrosion-resistant maraging martensitic steels with controlled martensitic transformation for making elastic metallic seals and soldered-and-welded units of liquid-propellant engines (LPE) with cryogenic fuel components [8–10].
The aim of the present work was to substantiate the advantages and perspectives of application of maraging steels with controlled martensitic transformation in LPE structures instead of the “classical” steels of the martensitic and transition austenitic-martensitic classes.
Methods of Study
The chemical composition of the developed steels with controlled martensitic transformation is presented in Table 1. The steels have virtually similar compositions with respect to the principal alloying elements but differ by the methods of melting in the metallurgical production.
Deformable steel 03Kh10N8K4MF-VD is melted in vacuum induction furnaces with subsequent vacuum-arc remelting (VAR). The steel is used for making highly loaded elastic metallic seals of detachable joints of LPE operating under severe conditions of dynamic and vibration loads, high contact pressures, action of aggressive environments and cryogenic temperatures. Castable steel 03Kh12N9K4ML is melted in open induction furnaces and serves for making large shaped castings and soldered-and-welded units of LPE. Experimental deformable steel 03Kh11N9K4M-Sh is melted in open induction furnaces with subsequent electroslag remelting (ESR) and serves for making high-load welded and soldered-and-welded units of the cryogenic conduit of LPE for which post-welding heat treatment in inadmissible.
According to the accepted structural classification the steels belong to the martensitic class. The inverse α → γ transformation in these steels occurs by a martensitic mechanism with features of normal (diffusion) transformation, which promotes thermal stabilization of the fine γ-phase. The critical points of the polymorphic transformations of the steels are Ac 1 = 540 – 560°C, Ac 3 = 740 – 750°C, M s =110 – 170°C; the temperature of recrystallization of the austenite after phase hardening T r = 850°C.
The initial preforms for the study had the form of hot-rolled bars 90 mm in diameter (deformable steels) and investment-cast wedges (castable steel 03Kh12N9K4ML) and were subjected to heat treatment in the following modes: (1) a standard heat treatment (for martensite) involving air quenching from 1000°C and cold treatment at – 70°C and (2) thermal stabilization of the fine γ-phase for forming a double-phase (α + γ)-structure (Fig. 1). After the quenching we performed tempering at 250°C for 3 h or hardening aging at 500°C for 3 h.

Scheme of heat treatment for thermal stabilization of fine γ-phase.
The resistance to plastic deformations (the rupture strength σr and the yield strength σ0.2) and the ductility parameters (the elongation δ and the contraction ψ) were determined from the results of tensile tests performed at a temperature of 293, 77 and 20 K (GOST 1497–84 and 11150–84). The resistance to brittle fracture was evaluated from the results of tests of prismatic specimens with a V-notch for impact bending (the notch radius was 0.25 mm) at a temperature of 293, 77 and 20 K (GOST 9454–78 and 22848–77).
The microstructure and the phase composition were studied by the methods of light microscopy and physicochemical phase analysis. The content of the austenitic phase was determined by magnetometry and by x-ray diffraction analysis using a DRON-2.0 diffractometer in iron K α radiation.
The weldability of the steels was studied on welded plates obtained by argon arc welding with a nonconsumable tungsten electrode without a filler and with a filler wire of grade 03Kh12N9M2S-VI. The effect of the mode of soldering on the mechanical properties of the base metal was studied after a heat treatment imitating soldering of copper-steel structures (copper-silver solder of grade PSr72, soldering temperature of 815°C, hold of 2 – 3 min, rate of heating and cooling of 5 – 7 K/min).
Results and Discussion
After a standard heat treatment (1) the steels have a structure of packet (lath) martensite with less than 5% retained austenite. After tempering at 250°C the martensite has higher parameters of ductility and impact toughness (KCV 77 K = 0.5 – 0.7 MJ/m2). However, a hardening aging at 500°C causes transition of all the studied steels with initially martensitic structure into a state of cold brittleness (KCV 77 K < 0.1 MJ/m2).
Such phenomena (thermal 475°C-brittleness) are commonly associated with layering of highly defective dislocation martensite by the mechanism of spinodal decomposition that yields fine disperse modulated zones enriched with chromium [11]. In steels alloyed with molybdenum and cobalt these zones are centers of nucleation of a fine disperse intermetallic R-phase of the family of σ-phases of the Fe – Cr – Mo system [12]. The susceptibility to thermal brittleness is a substantial disadvantage of martensitic steels for cryogenic applications due to decrease in the impact toughness of the heat-affected zones of welded joints and limited possibility of thermal degreasing of internal cavities of the cryogenic conduit of LPE.
After heat treatment (2) for thermal stabilization of the fine γ-phase the characteristics of ductility and impact toughness of the steels increase simultaneously (Fig. 2), and the content of austenite in the metal increases to 20 – 35%. Light microscopy allows us to detect differently etched fragments (blocks) of what is known as “structureless” acicular martensite typical for a chiefly martensitic structure (Fig. 3).

Mechanical properties of steels 03Kh10N8K4MF-VD (a), 03Kh12N9K4ML (b ) and 03Kh11N9K4M-Sh (c): black columns) after heat treatment 1 (quenching for martensite); white columns) after treatment 2 (thermal stabilization of fine γ-phase).

Microstructure of castable steel 03Kh12N9K4ML after heat treatment ( 100): a) regime 1 (quenching for martensite); b ) regime 2 (thermal stabilization of fine γ-phase).
According to the results of the electron microscope study of the known cryogenic steel 03Kh11N8M2F-VD performed in [7], thermal stabilization of the fine γ-phase yields a special microstructure of a “microduplex” type with thin layers of austenite (with a width of up to 0.2 μm) between laths of packet martensite. The thus formed austenite phase has a high resistance to martensitic transformation under plastic deformation in cryogenic environments.
Aging of the studied steels with two-phase (α + γ)-structure at 500°C raises their strength properties by 100 – 120 MPa as compared to tempering at 250°C. It seems that in this case the strengthening is connected with the appearance of zones of pre-segregation of an intermetallic R-phase, because a phase physicochemical analysis of the anode butts of the steels has not shown the presence of an excess R-phase. At the same time, the anode butts contained traces of Cr23C6 carbides after a heat treatment for a two-phase (α + γ)-structure (quenching from 750°C). This is an undesirable factor that may cause substantial decrease in the resistance of cryogenic steels to brittle fracture.
For maraging cryogenic steels the hardening due to formation of an intermetallic R-phase is more efficient than the known hardening of martensite with a Ni3(Ti, Al) γ′-phase.
This is connected with the fact that nickel and cobalt depletion of the solid solution is virtually absent in the nearboundary zones, and the cold resistance of the martensite phase remains high enough [13]. At the same time, the depletion of the solid solution of chromium worsens the resistance of the metal to corrosion cracking and thus limits the range of application of high-strength steels (with σr ≥ 1500 MPa) hardened with an intermetallic R-phase.
The mechanical properties of the developed steels with controlled martensitic transformation are presented in Table 2.
Our data show that the highest resistance to brittle fracture is exhibited by steel 03Kh10N8K4MF-VD obtained with vacuum arc remelting. This steel is characterized by high resistance to low plastic deformations (the elastic properties), resistance of the austenite phase to martensitic transformation under plastic deformation in cryogenic environments, and high resistance to hydrogen embrittlement. These properties make the steel effective in highly loaded elastic metallic seals of detachable joints of the cryogenic conduit of LPE at a temperature of up to 77 K. The chemical composition of this steel has been patented in the USSR [14]. Disadvantages of steel 03Kh10N8K4MF-VD (just like of the known grade 03Kh12N10MT-VD) are an enhanced susceptibility to formation of welding cracks in roots of welded joints formed by argon arc welding with nonconsumable tungsten electrode without filler and decrease in the impact toughness in these zones (KCV 77 K = 0.1 MJ/m2). It seems that the latter disadvantage is typical for welded VDP steels due to the coarse crystalline (columnar) structure of welds, which is typical for a not inoculated vacuum-melted metal.
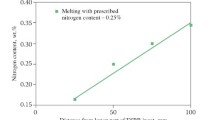
A principal feature of steels with controlled martensitic transformation as compared to “classical” martensitic steels for cryogenic applications is the absence of strict requirements on the admixtures of nitrogen, silicon and manganese due to the high toughness margin of the two-phase (bcc + fcc) structure. Castable steel 03Kh12N9K4ML produced by open induction melting contains up to 0.08% nitrogen impurities and can serve in LPE structures at a temperature of up to 20 K (liquid hydrogen). The steel is well adaptable to casting, welding and diffusion soldering and does not require an obligatory heat treatment after the welding. In contrast to the known VDP steels it is not susceptible to formation of welding cracks at the roots of welds, because the weld zone has a fine crystalline structure. Steel 03Kh12N9K4ML preserves a high level of properties after diffusion soldering with copper and copper alloys. The base metal and the welded joints have a high resistance to corrosion cracking in sea water. In highly loaded welded and welded-and-soldered units of the cryogenic conduit of LPE, which do not permit heat treatment after welding, steel 03Kh12N9K4ML has replaced the known castable martensitic and martensitic-austenitic steels. The chemical composition of this castable steel has been patented in the Russian Federation [15].
The chemical composition of the experimental deformable steel 03Kh11N9K4M-Sh obtained with the use of ESR is similar to that of castable steel 03Kh12N9K4ML. Grade 03Kh11N9K4M-Sh serves for highly loaded solderedand-welded units of LPE and can replace the known cryogenic steel 03Kh12N10MT-VD used today in a martensitic condition (after quenching from 1000°C). The developed ESR-steel has a high strength level (σr = 1130 – 1200 MPa) and a good weldability, is insensitive to the rates of heating and cooling in the process of diffusion soldering and not susceptible to thermal brittleness in thermal degreasing of finished parts and units. The high level of mechanical and technological properties of steel 03Kh11N9K4M-Sh is provided by electroslag remelting of the metal and by formation of a two-phase (α + γ)-structure during heat treatment. Today this steel is delivered in the form of hot-rolled bars with diameter 40 – 100 mm and serves the burden material for melting castable steel.
We used the results of the present study to formulate the following main principles of alloying in heat treatment of corrosion-resistant maraging steels of martensitic class with controlled martensitic transformation for cryogenic applications.
-
(1)
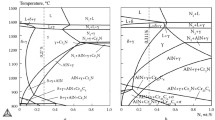
The chemical composition of the steels should be balanced with respect to the main alloying elements and impurities in accordance with the Potak–Sagalevich phase diagram [2] with allowance for formation of a dominantly single-phase martensitic structure with minimum content of retained austenite, δ-ferrite and excess intermetallic phases after melting and homogenizing annealing.
-
(2)
The content of carbon in the steel should be minimum (at most 0.03%) for preventing formation of embrittling carbide phases of type M23C6 typical for the regime of thermal stabilization of the fine γ-phase.
-
(3)
For effective thermal stabilization of the fine γ-phase and additional precipitation hardening the carbonless chromium-nickel matrix of the steels should be alloyed jointly with molybdenum and cobalt (with simultaneous lowering of the concentration of chromium and nickel as compared to the base steel 03Kh12N10M). The limiting concentration of these elements should not exceed the critical values at which a brittle intermetallic Laves phase Fe2Mo segregates from the supersaturated γ-solid solution. The appearance of modulated concentration heterogeneity upon aging of the γ-martensite (layering of the α-solid solution with respect to chromium and formation of zones of pre-segregation of an intermetallic R-phase of the family of γ-phases) raises the fineness and the stability of the γ-phase formed in the inverse α → γ martensitic transformation.
-
(4)
In steels with controlled martensitic transformation having a two-phase (bcc + fcc)-structure the concentration of nitrogen admixtures may be raised to 0.08%, which makes it possible to provide additional solid-solution hardening at a high enough resistance to cold brittleness. This circumstance opens way to creation of manufacture-adaptable martensitic ESR-steels applicable in cryogenic engineering instead of the VDP steels of the same class and purpose.
-
(5)
The optimum regime of heat treatment for thermal stabilization of the fine γ-phase involves the following stages:
-
preliminary quenching from 1000°C for refining the austenite grains and forming a dominantly single-phase structure of lath α-martensite with minimum content of retained austenite;
-
heating and isothermal holding in the first half of the intercritical range Ac 1 – Ac 3 aimed at formation of layers of secondary (reverted) austenite enriched with nickel and interstitial admixtures (nitrogen and carbon) between the laths;
-
heating and low-temperature austenitizing at 750°C (but not above the recrystallization threshold of secondary austenite after phase hardening) for obtaining a maximally heterogeneous austenitic matrix with a high degree of concentration nonuniformity and a dislocation substructure inherited from the phase-hardened secondary austenite;
-
quenching from 750°C, cooling in air, and subsequent cold treatment at – 70°C aimed at formation of the required two-phase (α + γ)-structure with low energy of elastic interphase interaction;
-
aging at 500°C aimed at additional precipitation hardening of the γ-martensite.
-
It should be noted that the nature and the laws of hardening of corrosion-resistant martensitic steels with a fine γ-phase have not been studied exhaustively. We have grounds to assume that the hardening is connected with the submicrocrystalline and nanocrystalline pattern of the double-phase (α + γ)-structure and with the high energy of the elastic interphase interaction of the bcc and fcc crystals that have preserved coherent bonding. The strength and the structural stability of steels of this type are affected substantially by the elastic stresses of uniform compression of the austenite layers between laths of packet martensite, which are connected with the volume expansion in the process of the fcc → bcc transformation. Under the conditions hindered forward martensitic transformation a metastable γ → ε transformation through an intermediate hardening ε-phase with a hcp lattice (ε-martensite) can be more favorable kinetically.
This may be an explanation of the high resistance of the steels in question, which bear an elevated content of retained austenite, to low plastic deformations.
Conclusions
-
1.
The V. P. Glushko Energomash Research and Production Association has developed multifunctional structural steels of the Fe – Cr – Ni – Co – Mo system for cryogenic applications, namely, high-strength corrosion-resistant maraging steels of the martensitic class with controlled martensitic transformation for manufacturing high-load parts and units of LPE.
-
2.
A principal feature of the new steels as compared to the classical martensitic and transition austenitic-martensitic steels for cryogenic engineering is the formation of a highstrength fine γ-phase with submicrocrystalline structure and high stability as a component of a double-phase microduplex-type (α + γ)-structure in the process of heat treatment.
-
3.
The developed steels have found application in elastic metallic seals (steel 03Kh10N8K4MF-VD) and solderedand-welded units (castable steel 03Kh12N9K4ML) of the cryogenic conduit of powerful LPE of the last generation.
-
4.
The experimental martensitic steel 03Kh11N9K4M-Sh heat treated for a double-phase (α + γ)-structure has a favorable combination of mechanical and process properties, which demonstrates a principal possibility of effective application of martensitic steels produced by electroslag remelting in welded structures of cryogenic engineering instead of the now used steels obtained by vacuum arc remelting.
References
A. P. Shlyamnev, et al., Corrosion-Resistant, Refractory and High-Strength Steels and Alloys, A Handbook [in Russian], “Prommet-Splav,” Moscow (2008), 336 p.
Ya. M. Potak, High-Strength Steels [in Russian], Metallurgiya, Moscow (1972), 208 p.
V. V. Sagaradze, V. A. Teplov, Yu. A. Vlasova, and K. A. Malyshev, “Strengthening of martensite with disperse crystals of gamma-phase,” Dokl. Akad. Nauk SSSR, 223, 841 – 843 (1975).
V. V. Sagaradze and A. I. Uvarov, Strengthening of Austenitic Steels [in Russian], Nauka, Moscow (1989), 270 p.
M. D. Perkas, Structure, properties and ranges of application of high-strength maraging steels,” Metalloved. Term. Obrab. Met., No. 5, 23 – 33 (1985).
V. V. Rusanenko, A. F. Edneral, Yu. L. Rodionov, et al., “Elinvar maraging alloys with heterophase structure,” Fiz. Met. Metalloved., 90(3), 81 – 88 (2000).
V. M. Shchastlivstev, I. L. Barmina, and I. L. Yakovleva, “Stability of reverted austenite in cryogenic steels under cyclic cooling and plastic deformation,” in: Cryogenic Materials and Their Welding [in Russian], Naukova Dumka, Kiev (1986), pp. 48 – 50.
V. I. Novikov, V. I. Semenov, and V. V. Dmitriev, “High-strength stainless steels with a ‘microduplex’ structure for cryogenic applications,” Metalloved. Term. Obrab. Met., No. 12, 11 – 14 (2001).
V. I. Novikov, V. M. Blinov, and V. I. Semenov, “Effect of heat treatment on the structure and mechanical properties of highstrength corrosion-resistant steels with controlled martensitic transformation for cryogenic engineering,” Metally, No. 4, 47 – 51 (2003).
V. V. Dmitriev, K. I. Nedashkovskii, and V. I. Novikov, “Application of high-strength corrosion-resistant steels in the cryogenic conduit of recent LPE,” Trudy NPO Energomash Im. V. P. Glushko, Moscow, No. 29, 240 – 248 (2012).
E. Z. Vintaikin, N. V. Zvyagintsev, V. Yu. Kolontsov, et al., “Layering in the martensite of steels Kh12N10 and Kh13N8Yu,” Fiz. Met. Metalloved., 30(6), 1245 – 1252 (1970).
N. F. Lashko, L. V. Zaslavskaya, V. L. Nikol’skaya, et al., “Phase composition, structure and properties of maraging steel Kh14K9N6M5,” Metalloved. Term. Obrab. Met., No. 10, 39 – 42 (1974).
N. A. Sorokina, “Stainless steels with enhanced strength for welded cryogenic articles,” in: Cryogenic Materials and Their Welding, A Handbook [in Russian], Naukova Dumka, Kiev (1986), pp. 24 – 28.
E. A. Kukin, M. N. Semenova, V. I. Novikov, et al., “A corrosion-resistant steel, USSR Inv. Certif. No. 1014970, MKI C22C 38/52,” Byull. Izobr., No. 16 (1983).
V. I Novikov, E. A. Kukin, Yu. A. Pestov, “Acorrosion-resistant maraging steel, RF Patent No. 2169790, MKI C22C 38/52,” Byull. Izobr., No. 18 (2001).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 3, pp. 49 – 55, March, 2014.
Rights and permissions
About this article

Cite this article
Novikov, V.I., Dmitriev, V.V. & Nedashkovskii, K.I. A Study and Development of High-Strength Corrosion-Resistant Steels with Controlled Martensitic Transformation for Cryogenic Engineering. Met Sci Heat Treat 56, 159–164 (2014). https://doi.org/10.1007/s11041-014-9723-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-014-9723-z