
A description is presented of an information-modeling system developed to help optimize the composition of the charge materials and fluxes in sintering and blast-furnace smelting. The system is based on models that provide for end-to-end accounting of the sintering-machine and blast-furnace charges, calculate the technical-economic indices of blast-furnace smelting (coke rate, productivity) when there are changes in the blast parameters, the properties of the coke, and the composition of the iron-ore-bearing part of the charge, calculate the properties of the primary and secondary slags and the desulfurizing ability of the final slag, predict the sulfur content of the pig iron; model the gasdynamic regime during smelting, and diagnose the course of the smelting operation. The software that has been developed is designed to automate the work station of production personnel in the blast-furnace shop at the Magnitogorsk Metallurgical Combine.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
The demand for the products of metallurgical companies is extremely unstable during times of economic crisis. This instability has a significant effect in regard to substantiating the choices that a company makes for the types and volumes of iron-ore-bearing raw materials and fuel-energy resources (coke, injected fuels, process oxygen) that it orders. Due to the extremely energy-intensive nature and technical complexity of blast-furnace smelting, in this case it becomes even more important to make scientifically substantiated decisions that will help solve a range of problems. Among these problems are optimizing the composition of the charges used for blast furnaces (BFs) and sintering machines and selecting efficient thermal, gasdynamic, slag-forming, and blast regimes for the smelting operation [1–7]. Solving these problems requires the use of a complex of mathematical models that not only account for the physics of the sintering operation, the principles of the theory of heat and mass transfer, the laws of energy conservation, and the effect of process parameters and standard characteristics of the raw materials on smelting indices but that can also be used to evaluate different scenarios for the behavior of blast furnaces [8–10]. To enhance the accuracy and reliability of the models, they need to be constructed with allowance for the kinetic factors in reduction reactions and with the use of standard characteristics for blast-furnace-grade metallurgical raw materials that will be convenient for practical use by operating personnel [11].
Experience shows that the principle of natural-mathematical modeling is best-suited for solving the problems encountered in analyzing furnace operating indices. In accordance with this principle, models are constructed on the basis of full-scale (actual) data on furnace operation that is consistent with mathematical models which describe individual parts of the process [12]. Models of this type can only be used if their constituent elements accurately represent the information that exists on the object which is being modeled. The approach just described is the approach that will henceforth be used to construct mathematical models of blast-furnace smelting.
The problem of optimizing the composition of the charge materials and fluxes for a blast furnace is addressed by using the following models:
-
1)
a model that provides for an end-to-end accounting of the materials which comprise the charges of sintering machines and blast furnaces;
-
2)
a model that can be used to calculate the technical-economic indices of blast-furnace smelting (coke rate, productivity) when there are changes in the blast parameters, the properties of the coke, and the composition of the iron-ore-bearing part of the charge;
-
3)
a model for calculating the properties of the primary and secondary slags, calculating the desulfurizing ability of the final slag, and predicting the sulfur content of the pig iron;
-
4)
a model for modeling the gasdynamic regime in blast-furnace smelting; and
-
5)
a model for diagnosis of the course of the smelting operation.
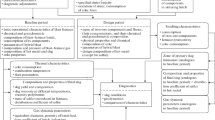
Figure 1 shows the generalized structure of a model developed to select the composition of the iron-ore-bearing raw materials and the fluxes. Analysis of the input and output parameters shows that the mathematical model should include the following interrelated computation modules:
-
a module to calculate the composition of the sinter;
-
a module to calculate the thermal regime;
-
a module for calculation of the slag regime;
-
a module for calculating the gasdynamic regime.

Structure of the model used to select the composition of the iron-ore-bearing materials (IOM) and the fluxes.
The model as a whole can be conditionally separated into two parts – a model of the base state; a predictive model. The model of the base (standard) state makes it possible to evaluate the state of the process based on actual averaged indices for the base (standard) period of the furnace's operation. The base-state model employs the information that is available on the true performance of the furnace: parameters of the charge, the combination blast, the top gas, the smelting products, etc. The predictive model, using results obtained from the model of the base (standard) state, can evaluate the smelting indices when there are changes in the types and properties of the iron-ore-bearing raw materials, coke, and fluxes and the parameters of the blast. Use of the above-mentioned principle has made it possible to construct a model of blast-furnace smelting which is designed to solve the above-stated problems and can be adapted to specific operating conditions of the system with allowance for existing information on the smelting parameters.
The requirements that must be satisfied in adapting a model to specific system operating conditions make it necessary to include an Adjustment block in the model. This block is comprised of the subsystems Normative-Reference Information, Correction Factors, and Diagnostics Adjustment. The main technical-economic indices of the blast-furnace smelting process are the productivity of the blast furnace and the coke rate.
Among the main functions of the thermal-regime module are evaluating the effect of the regime parameters on coke rate (the ore burden) and predicting the chemical composition of the smelting products when there are changes in the parameters of the charge and the combination blast. The base-state model, constructed with the use of full-scale data on the furnace's parameters and indices, makes it possible to evaluate the vector of the indices that characterize the state of the system. The base-state model is used to calculate the coefficients employed in the adjustment (adaptation) of the predictive part of the model. The predictive part in turn evaluates the projected indices of the smelting operation when there are changes in the smelting conditions relative to the current state.
The model can account for the chemical composition, granulometric composition, reducibility, and strength of the iron-ore-bearing materials during reduction (the RDI method) and the following temperatures: the initial melting point (softening point), which corresponds to the beginning of contraction of the charge – the temperature at which the first portions of the liquid phases are formed; the melting point that corresponds to the appearance of a fluid slag melt.
The technical state of the coke (its contents of ash, sulfur, volatile matter, and C nvl) and its granulometric composition were used to evaluate its physicochemical and physico-mechanical properties: cold strength (the indices M 25, M 40, and M10) and hot strength (CSR); its reactivity (the CRI index). In constructing the model, it was taken into account that there is a close correlation between the reactivity of coke and its hot strength – an increase in reactivity leads to a decrease in hot strength.
Here, correction factors are used in the Adjustment block to account for the effects of the reducibility (RDI) of the iron-ore-bearing materials, the granulometric composition, cold strength (M 25, M 40, and M10), and hot strength (CSR) of the coke, and the coke's reactivity (CRI).
One of two variants can be used to calculate the properties of the sinter: a calculation performed for a specified sinter basicity (the consumption of limestone is determined); calculation of the composition of the sinter for a known flux consumption. The composition of the sinter is calculated on the basis of a system of two equations: the mass-balance equation and the equation for the sinter's basicity.
One of the main functions of the information-modeling system is determination of the slag regime (the properties of the primary slag and the final slag) during smelting in the base period and a selected planning period. Figure 2 shows the structure of the model used to calculate the parameters of the primary slag.

Structure of the model used to calculate the parameters of the primary slag.
The first assumption made in calculating the composition and volume of the primary slag is that direct reduction of ferric oxide takes place at temperatures above 1000°C. As a result, the content of carbon monoxide at this temperature (FeOpr) is determined by the degree of direct reduction that takes place; the second assumption made was that the coke ash and the fluxes do not take part in primary slag formation and can therefore be ignored when calculating the composition and volume of the slag; the third assumption was that the content of iron monoxide depends exponentially on the temperature of the melt.
The temperature corresponding to the beginning of softening (melting) T bm and the final melting point T f were calculated with the use of literature data and well-known empirical equations. In determining the temperature range corresponding to the region in which materials are in the viscoplastic state and the thickness of the layer of materials in that state h VP, we assumed that gasdynamic loading of the viscoplastic zone begins to form a layer of iron-ore-bearing materials at the moment the degree of contraction of the layer reaches 50%. It was also assumed that the temperature in the lower heat-transfer stage changes exponentially.
Thus, the model that has been proposed makes it possible to determine:
-
the temperature range and thickness of the zone in which the iron-ore-bearing materials are in the viscoplastic state;
-
the change in the composition of the primary slag over its height;
-
the change in viscosity through the thickness of the zone occupied by iron-ore-bearing materials in the viscoplastic state;
The properties of the final slag are modeled in modules that execute the following steps:
-
1)
determine the volume of the final slag, its composition, and its viscosity polytherm (the dependence of the viscosity of the slag on its temperature);
-
2)
calculate the desulfurizing ability of the slag and the sulfur content of the pig iron; and
-
3)
perform a diagnostic analysis of the slag regime.
Figure 3 shows the structure of the model used to calculate the parameters of the final slag.

Structure of the model used to calculate the parameters of the final slag.
The volume and composition of the slag (the slag's contents of CaO, SiO2, Al2O3, MnO, MgO, and TiO2) are calculated by using the mass-balance equation for the main chemical elements and their compounds. The amount of slag formed is calculated based on the balance of the slag-forming elements. Analytic calculation of slag viscosity is done by mathematically analyzing the diagram of the ternary slag system CaO–Al2O3–SiO2 at 1400 and 1500°C within the range of slag viscosities actually encountered in blast-furnace smelting and by also using the temperature dependence of the viscosity of homogeneous slag melts. A correction was introduced for the slag's content of other oxides (MgO, etc.).
The parameters of the resulting viscosity polytherm are:
-
the melting point of the slag – the temperature (\( {t}_{\mathrm{sl}}^{{}^{2.5}} \)) at which the viscosity of the slag is equal to 2.5 Pa·sec (25 poise); the slag temperature t 0.7sl that corresponds to the limitingly allowable viscosity of the slag, which is conditionally taken to be 0.7 Pa·sec;
-
the viscosity of the slag ηsl at prescribed tapping temperatures of 1400°C – η 1400sl – and 1500°C – η 1500sl ;
-
the gradients of slag viscosity (Δη 2.50.7 , Δη 15001400 ) : Δη 2.50.7 shows how quickly the slag loses its mobility in the low-temperature region (a "short" or "long" slag), this parameter being numerically equal to the change in the viscosity of the slag when its temperature increases by one degree within the slag viscosity range 2.5–0.7 Pa·sec (P/°C); Δη 15001400 shows how stable the slag is in the range of final (working) temperatures, this parameter being numerically equal to the change in the viscosity of the slag when its temperature changes by one degree in the range from 1400 to 1500°C (P/°C).
Evaluating the desulfurizing ability of the slag and predicting the sulfur content of the pig iron. The change in the sulfur content of the pig iron is calculated on the basis of the sulfur balance, which is composed of all of the sulfur-bearing components of the charge, the slag, and the pig iron. The ratio of the sulfur distribution coefficient in the planning period L S to the sulfur distribution coefficient in the base period L BS is determined from an equation obtained by analyzing experimental data from the operation of blast furnaces at the Magnitogorsk Metallurgical Combine [8, 9]:
where
In the above equations, the superscript "B" indicates that the value of the parameter is calculated by using current data for the base period; the values of parameters without a superscript are for the planning period.
Modeling the gasdynamic regime. The goal of modeling here is to evaluate the effect of the parameters of the blast and the charge on the pressure gradient in the furnace. Figure 4 shows the structure of the model of the gasdynamic regime, including the blast.

Structure of the model of the gasdynamic regime.
Gasdynamic processes are modeled by using the well-known Ergun equation, which makes it possible to assess how the stability of the layer of charge materials is affected by the parameters of the charge, gas, and melt and the character of the interactions between the these flows. The degree to which the charge is balanced by the gas (DB) was chosen as the criterion to evaluate the stability of this layer as it is acted upon by the gas flow.
Determining the optimum composition of the charge and choosing efficient values for the parameters of the blast inevitably entails the solution of optimization problems, since a number of limiting parameters need to be taken into account when selecting the optimum control actions. In the general case, these limitations reduce to the following:
-
ensuring that the furnace is in its normal thermal state;
-
instituting an efficient gasdynamic regime;
-
ensuring a normal slag regime; and
-
obtaining pig iron with a sulfur content in the allowable range.
The limitations on the following parameters were taken into account in solving the optimization problems: the theoretical combustion temperature at the tuyeres T t; the degree of balancing of the stock by the gas flow DB; η 1400sl ; η 1500sl ; Δη 2.50.7 ; Δη 15001400 ; the sulfur content of the pig iron [S]. The limitingly allowable values of the parameters T t, DB, η 1400sl , η 1500sl , Δη 2.50.7 , and Δη 15001400 were determined by performing an expert analysis of these parameters' numerical values in base periods characterized by good gasdynamic and slag regimes. Such a approach makes it possible to adapt the model to the actual smelting operation by formalizing the experience of engineers, technicians, and furnace operators. The following variants were used as the objective functions: minimum coke rate; maximum productivity; the convolution of these criteria, with possible adjustment of the weight factor.
The software that has been developed for engineering-production personnel in blast-furnace shops and the research departments of metallurgical plants to manage sinter-ore materials (SOM) and optimize the composition of sintering-machine charges consists of a complex of interactive (dialog-based) program modules which are informationally linked to one another and are incorporated into a single shell program. The modules perform the following functions:
-
1)
generate a set of data on the actual operating parameters of a blast furnace (or the shop as a whole);
-
2)
establish a set of theoretical parameters and evaluate the status of the smelting operation during the base period;
-
3)
generate a set of data on the operation of the blast furnace (or the shop) in order to plan production operations and predict changes in the operating indices of individual furnaces and the shop as a whole;
-
4)
establish a set of theoretical parameters to characterize the status of the smelting operation when there are fluctuations in the fuel- and raw-material-dependent operating indices of the furnaces, changes in the smelting parameters, and changes in the requirements on the chemical composition of the smelting products;
-
5)
using tables and graphs, visualize the operating indices of the blast-furnace shop for a period of time designated by the software's user during data entry and compare the performance of different furnaces; and
-
6)
diagnose the gasdynamic, thermal, and slag regimes of the operation of a furnace (or the shop) during different periods.
Multivariate modeling is performed to model the projected (planning) period. In the general case, when there are changes in the supply of iron-ore-bearing raw materials for blast furnaces, in the iron-ore bearing components of the sintering-machine charge, and in the properties of the coke, an efficient smelting regime can still be maintained by resorting to multivariate correction of the following:
-
the composition of the iron-ore-bearing part of the sintering-machine charge;
-
the consumption of fluxes (limestone, dolomite) in the sintering-machine charge;
-
the consumption of fluxes (limestone, quartzite, etc.) in the blast-furnace charge;
-
the proportions of the components of the iron-ore-bearing part of the blast-furnace charge;
-
the parameters of the normal blast and the parameters of the combination blast;
-
any combination of the variables just mentioned.
Judging from the example of the automated process control system at the Magnitogorsk Metallurgical Combine, roughly 300 different parameters need to be measured and calculated in order to provide the volume of information that is required to solve the problems being discussed in this article. The creation of powerful distributed databases at a number of metallurgical plants, the formation of a shared information space based on the industrial and computational networks which serve the entire sintering/smelting complex, and integration of that space into the corporate network at the plant satisfy the prerequisites for subsequent use of the model and the software that have been developed.
Using computers to perform the necessary calculations makes it possible to obtain results for base periods and planning periods of unlimited duration and for any combination of base period and planning period. The software of the information-modeling system was created using modern three-branch architecture (Fig. 5) [13].

Architecture of an information-modeling system for selecting the composition of the iron-ore-bearing components of the charges used in sinter production.
In this type of architecture, in addition to the client and the database server there is an applications server which functions as an intermediate branch. Such a scheme has well-known advantages in regard to integrating the software into a single information space at a large metallurgical plant. There is also auxiliary software that makes it possible to automatically create files with initial data in order to perform calculations based on the performance data in the factory's main database.
When a file of data on the performance of the shop during the base period is being created, the initial information on the parameters and indices of the smelting operation are automatically retrieved from the database. Predicting the shop's performance indices in the dialog regime makes it possible to estimate the changes in those indices when there are fluctuations in the fuel/raw-material conditions, changes in the smelting parameters, or changes in the requirements on the chemical composition of the smelting products.
Conclusion. The software that has been developed is designed to automate the work station of production personnel in the blast-furnace shop. Use of the software has demonstrated the adequacy of the model which was built and the possibilities for its adaptation and for revising the application package to reflect the specific operating conditions of the system. When used in the "advisory" regime, the software makes it possible to select the types and quantities of the materials that should be procured in order to realize the necessary slag regime. The software can also be used to evaluate the gasdynamic regime and the technical-economic indices of the smelting operation.
References
J. Yagi, "Mathematical model of blast furnace progress and application to new technology development," 6th Int. Congr. on the Science and Technology of Ironmaking – ICSTI, 42nd Int. Meeting on Ironmaking and 13th Symp. on Iron Ore, Rio de Janeiro, Brazil, Oct. 14–18, 2012, pp. 1660–1674.
Yasuo Omori (ed.), Blast Furnace Phenomena and Modeling, Elsevier Applied Science, London and New York (1987).
E. Vapaavuori, "Application of expert systems and knowledge based systems to support operation of iron blast furnace," Expert Syst. Applic., 12, No. 2, II (1997).
S. Ueda, S. Natsui, T. Ariyama, et al., "Recent progress and future perspective on mathematical modeling of blast furnace," ISIJ Int., 50, No. 7, 914–923 (2010).
S. Matsuzaki, T. Nishimura, A. Shinotake, et al. “Development of mathematical model of blast furnace,” Nippon Steel Techn. Rep., No. 94, 87–95, July 2006.
P. Hera, F. Birlan, I. Oprescu, et al, "Modeling of metallurgical continuous processes in the blast furnace," U.P.B. Sci. Bull., Ser. B, 73, No. 4, 171–182 (2011).
Yu. S. Yusfin (ed.), Metallurgy of Pig Iron, IKTs Akademkniga, Moscow (2004).
N. A. Spirin (ed.), V. V. Lavrov, V. Yu. Rybolovlev, et al., Model Systems for the Support of Decision-Making in the Automated Process Control System of Blast Furnaces, UrFU, Ekaterinburg (2011).
O. P. Onorin, N. A. Spirin (ed.), V. L. Terent'ev, et al., Computerized Methods of Modeling Blast-Furnace Smelting, UGTU-UPI, Ekaterinburg (2005).
V. V. Lavrov, N. A. Spirin, A. A. Burykin, and E. A. Devyatykh, Comp. Progr. Cert. No. 2013617315, “Information-modeling system for optimizing the blast-furnace charge,” subm. 11.18.2011, registr. 08.08.2013 (RF).
I. G. Tovarovskii, V. I. Bol'shakov, and A. E. Merkulov, Analytical Studies of Blast-Furnace Smelting, ChMP Ekonomika, Dnepropetrovsk (2011).
S. V. Emel'yanov, S. K. Korovin, L. P. Myshlayev, et al., Theory and Practice of Prediction in Control Systems, Izd. Ross. Univ., Kuzbassvuzizdat–ASTSh (2008).
I. O. Odintsov, Professional Programming. Systems Approach, BKhV-Peterburg, St. Petersburg (2004), 2nd ed.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, No. 2, pp. 12–18, February, 2015.
Rights and permissions
About this article

Cite this article
Spirin, N.A., Lavrov, V.V., Kosachenko, I.E. et al. Software for the Raw-Materials Management System in Blast-Furnace Smelting. Metallurgist 59, 104–112 (2015). https://doi.org/10.1007/s11015-015-0068-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-015-0068-7