
We study the influence of the furnace and electric-contact heating, the temperature of austenitization, and the sand-blasting treatment on the structure, decarburization, strength, and durability of 60S2 and 65G steels. It is shown that, with the help of electric-contact heating, it is possible to minimize the decarburization of the subsurface layers of steels and make their fatigue strength 1.2–1.4 times higher. At the same time, after sand blasting, it becomes 1.5–2 times higher. It is shown that, after the corresponding modes of thermal and sand-blasting treatment, the strength and durability of 65G steel are higher than for 60S2 steel in the case where their hardnesses are identical. Therefore, this steel can be regarded as an alternative material for manufacturing of highly loaded elastic elements.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
In manufacturing the elements of rail accessories [1–3] and other elastic elements, it is customary to use 55S2(A)- and 60S2(A)-type silicon spring steels [4–6]. To guarantee the required operating characteristics (strength, elasticity, fatigue life, etc.), the products are subjected to certain types of heat treatment (HT). As a rule, this is through quenching and tempering in order to get a uniform level of hardness (40–48 HRC) over the entire cross section [3, 7]. Moreover, for the improvement of the other properties, it is also possible to undertake additional measures (surface hardening, cold hardening, etc.) [8–10].
As a serious disadvantage of the steels from this group, we can mention their elevated susceptibility to decarburization of the surface layers as a result of burning (loss) of carbon in the course of heating. According to GOST 14959-79 [4], the depth of the decarburized layer for the rolled stock of silicon steels should not exceed 2.0% of the diameter of the rod. The stage of formation of the products also promotes the process of decarburization because, for the purposes of getting the required configuration, the rods are bent in special presses after preliminary heating of the blanks to a temperature of 760–800°C, which leads to the loss of carbon by the surface layers of the metal [11]. It is clear that, in the course of subsequent procedures of heating in the process of heat treatment (usually not in protective atmospheres), the depth of this layer increases with simultaneous decrease in the carbon content [12].
This problem is very urgent for the accessories of railroad rails operating under the conditions of cyclic loading characterized by the presence of nonuniform stress gradients in the cross sections of the components caused by the specific features of the structure and the mode of application of the load [1, 13, 14]. The decisive role in this case is played by the properties of the subsurface layer. It is known that the decarburized layer strongly affects the fatigue limit of the material. Thus, for the most extensively used 60S2 steel, it becomes almost twice lower [5]. Hence, in manufacturing the elastic elements of rail accessories, it is important to choose an appropriate material and optimize the modes of HT with an aim of minimization of the degree of decarburization of the surface layers.
In this case, the following two directions are promising:
-
the application of 65G steel as a substitute of 60S2 steel (60S2A steel); this steel is not only less susceptible to decarburization but also has higher strength and elasticity characteristics for the same level of hardness (which guarantees the possibility of stronger pressing of the component); moreover, it is better quenched [15], and is more cost-efficient than 60S2A steel (by 20–25%);
-
the application of electric-contact heating in the course of HT, which minimizes the decarburization of the metal due to a substantial decrease in the duration of heating; moreover, the acceleration of heating leads to the dispersion of austenitic grains as a result of which the characteristics of short-term strength and durability increase [16–18]; at present, the influence of these factors on the fatigue characteristics of 60S2 and 65G steels is insufficiently well studied.
The aim of our investigation is to study the influence of the state of subsurface layers of the specimens of 60S2 and 65G steels after different types of treatment on their durability and estimate the prospects of replacement of 60S2 steel with 65G steel in manufacturing the accessories of railroad rails.
Materials and Methods
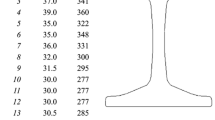
Standard cylindrical specimens with a diameter of 6 mm in the working part [19] were made of rods 16 mm in diameter of 60S2 steel [0.59 C, 1.88 Si, 0.83 Mn, and 0.12 Cr (wt.%)] and 65G steel [0.66 C, 0.29 Si, 1.02 Mn, and 0.12 Cr (wt.%)]. The specimens were quenched in oil after heating in a furnace and by the electric-contact method [20] at a heating rate of 10°C/sec and tempered in different modes (Table 1). The specimens of 65G steel were quenched from a temperature of 830°C specified by the normative document [4] and also after austenitization at 810°C because, at this temperature, it is possible to get better fatigue characteristics [15, 21].
Since large springs are mainly produced by hot deformation, in order to approach the conditions of the technological process, the procedure of quenching under the furnace conditions was preceded by the heating of specimens to 800°C with subsequent cooling in air. In the case of application of the electric-contact method, the specimens are not preheated because, in this case, it is reasonable to combine their shaping with quenching. In the case of furnace heating, some specimens were subjected to abrasive treatment (sand blasting) to a depth of 0.15–0.2 mm in order to remove the decarburized layer. The fatigue tests of materials were performed with symmetric loading cycles (R = – 1) at a frequency of 50 Hz under the conditions of rotating bending.
The microstructure and fractographic features of the fracture surfaces were studied in a ZEISS EVO-40XVP scanning electron microscope. The distribution of microhardness in the subsurface (decarburized) layers was studied by using a PMT-3M instrument under a load applied to an indenter of 0.98 N. The thickness of the layer was determined metallographically and from the results of measurements of microhardness according to the standard procedure [22].
Results and Discussion
After HT of 60S2 and 65G steels, a troostite microstructure (Fig. 1) with a hardness of 43–46 HRC was obtained. After furnace heating, in the structure of 60S2 steel, cementite plates are chaotically oriented and only in small volumes, where they are ordered, the boundaries of the former austenitic grains can be outlined (Fig. 1a). After quenching from 830°C, 65G steel has a coarsened structure (Fig. 1b) because manganese increases its susceptibility to overheating [23]. After quenching from a temperature of 810°C, it becomes more dispersed (Fig. 1c) and similar to the structure of 60S2 steel.

Microstructures in the bulk (a–e) and in the subsurface layers (f–j) of 60S2 (a, d, f, i) and 65G (b, c, e, g, h, j) steels: (a–c, f–h) furnace heating; (d, e, i, j) electric-contact heating; (b, g) for a quenching temperature of 830°C; (c, e, i, j) for a quenching temperature of 810°C.
In the case of electric-contact heating, the microstructure of both steels is more ordered and, in particular, we observe the formation of the packages of identically oriented plates located mutually perpendicularly for 60S2 steel (Fig. 1d) and at an angle of 60° for 65G steel (Fig. 1e). In this case, as compared with the furnace heating, the distance between cementite plates in 60S2 steel somewhat decreases and their needle-like shape becomes more pronounced.
The difference between the structures of the subsurface layers becomes more pronounced. After furnace heating for quenching, in 60S2 steel, we detected a substantial decarburization of the layer (Fig. 1f) formed by the completely ferritized sublayer with grain sizes of up to 40 μm and a transient sublayer in which the number and sizes of ferrite grains gradually decrease with the distance from the surface; moreover, a network of carbides was detected around these grains. The total depth of the decarburized layer varies within the range 80–100 μm, which constitutes about 1.6% of the diameter of the working part of the specimen. At the same time, for 65G steel, independently of the quenching temperature (810 or 830°C), the boundaries of only individual ferrite grains appear in the subsurface layers with a depth of 10 μm (Figs. 1g, h). This serves as an indication of insignificant decarburization. After the electric-contact heating for quenching, we do not observe any clear differences between the structures of the subsurface layers and the cores of the specimens of steels (Figs. 1i, j).
The distribution of microhardness from the surface of the specimens in depth (Fig. 2) correlates with the results of microstructural analysis. After the furnace heating for quenching, the microhardness of 60S2 steel in the direction to the specimen surface substantially decreases from 5.5 to 3.15 GPa starting from the depth h = 0.1 mm, whereas the microhardness of individual ferrite grains at a distance h = 0.02 mm in the zone of complete decarburization varies from 2.5 to 3 GPa, which corresponds to the values typical of steel in the asdelivered state [4, 11].

Distribution of microhardness from the surface of specimens of 60S2 (■, ▲) and 65G (□, ☒, △) steels in depth after heat treatments by furnace (■, □, ☒) and electric-contact (▲, △) heating: (□) quenching from a temperature of 830°C; (☒) quenching from 810°C.
In the case of electric-contact heating, the microhardness of steel near the surface also decreases but to a much lesser degree (from 4.6 to 4.0 GPa) at a depth of 0.05–0.02 mm from the surface. However, in the case of furnace and electric-contact heating, the microhardness of 65G steel over the cross section of the specimens is constant.
It is known [24] that steel is most intensely decarburized at temperatures from the intercritical interval A c1 −A c3 , when the α -Fe phase still remains in its structure and carbon diffuses in the body-centered cubic lattice. In this interval, the diffusion rate of carbon is higher by an order of magnitude than at temperatures higher than A c3 , when it diffuses in the face-centered cubic lattice. In the case of furnace heating, the period of time for which steel stays in the intercritical temperature range is longer than in the case of electric-contact heating (in our case, about 70 sec as compared with 7 sec) and, therefore, the loss of carbon is more pronounced. As an additional negative factor, we can mention the preliminary heating to 800°C performed for the purposes of shaping because, already in this stage, the subsurface layer of the metal is ferritized [6] and, in the course of subsequent heating for quenching, the depth of decarburization increases [11].
The different susceptibilities of steels to decarburization are explained by their different chemical composition because their alloying elements (silicon and manganese) have different effects on the diffusion rate of carbon, its activity, and the temperature of α–γ transformation. Thus, in particular, silicon increases the diffusion rate of carbon, its activity, and the temperature of α–γ transformation, whereas manganese decreases the diffusion rate and activity of carbon, thus decreasing the temperature of α–γ transformation [24].
Moreover, silicon significantly enhances the resistance of steels to oxidation at high temperatures, which inhibits the formation of the surface oxide films playing the role of barriers for the interaction of oxygen with carbon [25]. This is why, in these steels, the rate of decarburization of the subsurface layers increases. It should be emphasized that, at high temperatures (800°C and higher), the rate of oxidation of steel decreases as the carbon content increases as a result of the intense formation of carbon oxide, which retards its decarburization [26]. This substantiates the results (Figs. 1 and 2) according to which the susceptibility of 60S2 steel to decarburization is higher than for 65G steel.
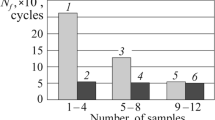
The structural differences and the presence of decarburized layer strongly affect the fatigue properties of steels. In the tests carried out on a base of 107 cycles, the fatigue limit of the specimens of 60S2 steel subjected to furnace heating, was equal to 290 MPa (Fig. 3, curve 1). At the same time, for specimens subjected to electric-contact heating, it was equal to 400 MPa (curve 2), i.e., the fatigue strength can be substantially increased by decreasing the depth and degree of decarburization. In specimens with removed decarburized layer, the fatigue strength significantly increases and attains 600 MPa (curve 3), which is explained not only by the absence of the decarburized layer (whose structure much weaker resists the initiation and growth of microcracks) but also by their possible cold hardening in the course of sand blasting.

Fatigue curves of steels: (1–3) 60S2 steel; (4–7) 65G steel; (1, 4, 5) furnace heating; (2, 6) electric-contact heating; (3, 7) sandblasting; (4) quenching at a temperature of 830°C; (5) quenching at a temperature of 810°C.
A similar trend is also observed for 65G steel (resp., curves 4, 6, and 7). However, in this case, the fatigue strength under the corresponding conditions of treatment is higher than for 60S2 steel in all cases (see Table 1). Indeed, it is equal to 405 MPa as compared with 290 MPa after furnace heating to 830°C (the temperature recommended by standard specifications), to 490 MPa as compared with 400 MPa after electric-contact heating, and to 630 MPa as compared with 600 MPa after sand blasting. Moreover, as the temperature of austenitization decreases in the case of furnace heating to 810°C, the fatigue strength increases by 12%, i.e., from 405 MPa to 450 MPa, which is caused by a higher degree of dispersion of the structure of the material (see Fig. 1).
Thus, removing the decarburized layer, we can make the fatigue strength of the specimens of 60S2 steel almost twice higher, whereas the fatigue strength of the specimens of 65G steel becomes 1.5 times higher. However, the rail accessories have complex geometric shapes and, therefore, it is technologically difficult and expensive to remove the decarburized layer by sand blasting. To minimize the negative influence of decarburization of the surface layers in the process of manufacturing, it is more reasonable to perform their electric-contact heating, which enables one to increase the fatigue limit of steels by a factor of 1.1–1.4 as compared with the procedure of furnace heating.
The analysis of the fatigue fracture surfaces of the specimens shows (Fig. 4) that the microcracks are initiated in the subsurface slip strips and, in the course of time, propagate into the bulk of the specimen and form the fracture topography in which we can detect the zones of initiation and growth of macrocracks. In the specimens of 60S2 steel, the initial macrocrack is deeper (Fig. 4a, b) than in 65G steel (Fig. 4c, d), which agrees with the ratio of their fatigue strengths. On the other hand, it is worth noting that, in the specimens of 65G steel, we recorded the subsurface initiation of fatigue cracks near metallurgical inclusions (Fig. 4e). In general, the micromechanism of crack growth in this steel is brittler than in 60S2 steel (Fig. 4) but this does not affect their durabilities (Fig. 3).

Fatigue fracture surfaces of 60S2 (a, b) and 65G (c, d, e) steels after heat treatments with furnace (a, c) and electric-contact (b, d, e) heating for quenching.
Conclusions
The fatigue life of the elastic elements of the accessories of railroad rails can be prolonged by the electriccontact heating in the process of shaping and heat treatment by minimizing the decarburization of their subsurface layers. The strength and durability of 65G steel are higher than for 60S2 steel in the case of application of appropriate modes of heat treatment, which enables us to treat it as an alternative material for the production of highly loaded elastic elements because it is less susceptible to decarburization and more cost-effective.
References
V. V. Govorukha, Mechanics of Deformation and Fracture of the Elastic Elements of Intermediate Rail Accessories [in Russian], Lira, Dnepropetrovsk (2005).
K. K. Keshari, S. Kumar, A. Chatterjee, S. Ghosh, A. K. Bhakat, and B. Sarkar, “Development of Si–Mn alloyed spring steels suitable for elastic rail clip (ERC) application,” Int. J. Metal. Eng., 4, No. 1, 1–5 (2015).
Rail Fastenings System Manufacturer – URL.: http://railwayfasteningssuyu.buy.splicd.com/ pz6af6c81-44-48hrc-hardness-e-clipvossloh-fastening-systems-bitumen-dacromet.html.
GOST 14959-79. Rolled Stock of Spring, Carbon, and Alloyed Steels. Specifications [in Russian], Izd. Standartov, Moscow (1973).
A. G. Pakhshtadt, Spring Steels and Alloys [in Russian], Metallurgiya, Moscow (1982).
Y. Yamada, Materials for Springs [translated from Japanese], Springer, Japanese Society of Spring Engineers, Berlin–Tokyo (2007).
V. O. Yakovlev, Practical Recommendations for the Incoming Quality Control of Materials of the Track Structure of Railroad [in Ukrainian], Art-Pres, Dnipropetrovs’k (2003).
V. M. Fedin, Volume-Surface Quenching of the Components of Rolling Stock and Track Structures of Railroads [in Russian], Intekst, Moscow (2002).
A. D. Prokof’ev, A. I. Borts, and Yu. V. Ronzhina, “Technology of unique heat treatment of elastic clips of rail accessories made of serial and special steels for high-speed motion,” Vestn. Nauch.-Issled. Inst. Zheleznodorozhn. Transp., No. 2, 60–67 (2014).
Y. Harada and K. Mori, “Effect of processing temperature on warm shot peening of spring steel,” J. Mat. Proc. Tech., No. 162–163, 498–503 (2005).
V. I. Hrybovs’ka, O. P. Ostash, R. V. Chepil,’ and V. Ya. Podhurs’ka, “Influence of shaping and heat treatment of the elastic elements of rail accessories on the structure of their material,” Nauk. Notatky. Mizhvuz. Zbirn., Issue 42, 62–66 (2013).
M. V. Temlyantsev and Yu. E. Mikhailenko, Oxidation and Decarburization of Steel in the Processes of Heating for Plastic Working [in Russian], Teplotekhnik, Moscow (2006).
Yu. V. Ronzhina, “Prospects of the production and thermal hardening of elastic clips of rail accessories,” Vestn. Nauch.-Issled. Inst. Zheleznodorozhn. Transp., No. 5, 52–55 (2012).
C. I. V. R. S. V. Prasad and S. Srikiran, “Functional failure analysis of a pandrol clip,” Int. J. Electr. Mach. Drives, 1, No. 1–2, 15–22 (2012).
A Handbook of Grades of Steels and Alloys [in Russian], URL.: http://s-metall.com.ua/spravochnik_stalej.html.
V. N. Gridnev and S. P. Oshkaderov, “Application of rapid heat treatment for increasing the structural strength of steels,” Metalloved. Term. Obrab. Met., No. 11, 19–23 (1987).
F. Zhang, L. Bo, J. “Application of electrical contact heating in grain refining of ultra-pure 42CrMoVNb steel,” J. Mater. Process. Tech., No. 183, 33–37 (2007).
A. I. Gordienko, O. M. Kirilenko, I. I. Vegera, and D. A. Semenov, “Investigation of influence of the modes of rapid heat treatment on the structure and mechanical properties of 32G2 pipe steel,” Lit’e Metallurg., No. 1, 43–47 (2012).
GOST 25.502-79. Strength Analyses and Tests in Mechanical Engineering. Methods for Mechanical Testing of Metals. Methods of Fatigue Tests [in Russian], Izd. Standartov, Moscow (1985).
R. V. Chepil,’ V. I. Hrybovs’ka, and O. P. Ostash, Method of Uniform Contact Electric Heating of Specimens with Variable Cross Sections [Ukrainian], Patent for Useful Model, No. 83151, Bull. No. 16.
S. Ya. Yarema, V. V. Popovich, and Yu. V. Zima, “Influence of structure on the resistance of 65G steel to fatigue crack growth,” Fiz.-Khim. Mekh. Mater., 18, No. 1, 16–30 (1982); English translation: Mater. Sci., 18, No. 1, 13–26 (1982).
GOST 1763-68. Steel. Methods for the Evaluation of the Depth of Decarburized Layer [in Russian], Izd. Standartov, Moscow (1988).
E Houdremont, Handbuch der Sonderstahlkunde, Vol. 1, Springer, Berlin (1956).
R. Bernst, Technologie der Wärmebehandlung von Stahl, Deutscher Verlag für Grundstoffindustrie, Leipzig (1987).
E Houdremont, Handbuch der Sonderstahlkunde, Vol. 2, Springer, Berlin (1956).
N. P. Zhuk, A Course of Corrosion and Protection of Metals [in Russian], Metallurgiya, Moscow (1968).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 52, No. 3, pp. 56–62, May–June, 2016.
Rights and permissions
About this article

Cite this article
Hrybovs’ka, V.I., Chepil’, R.V. & Ostash, O.P. Influence of Decarburization on the Durability of Steels for Rail Accessories. Mater Sci 52, 357–364 (2016). https://doi.org/10.1007/s11003-016-9964-7
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-016-9964-7