
We study the problem of contact fatigue of 20KhN3A chisel steel after carburizing and grinding. The steel has a surface nanocrystalline structure formed by the impulsive mechanical treatment in different modes. The investigations were carried out in oil and in water with quartz sand under the maximum working loads applied to a chisel. It is shown that the surface nanocrystalline structure increases the contact durability of steel in different working media as compared with its durability after grinding and depends on the mode of impulsive mechanical treatment.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
At present, nanocrystalline structures (NCS) with high operating properties and the technologies of their manufacturing are of great interest for the researchers. A technology of impulsive mechanical treatment (IMT) was developed in the Karpenko Physicomechanical Institute of the Ukrainian National Academy of Sciences with an aim to get surface nanocrystalline structures by using the energy of high-speed friction. The dependence of the physicomechanical properties of these structures on the modes of technological treatment was revealed in [1, 2].
An important characteristic of the load-bearing capacity of machine parts is their fracture resistance under contact loads. This is important for rolling bearings, gears, drill bits, components of the metallurgical equipment, etc. The fracture resistance of materials under these conditions is investigated quite poorly.
Contact fatigue is mainly characterized by the same features as the other types of fatigue fracture. However, in this case, the localization of stresses is more pronounced than in the case of ordinary fatigue. The state of the material under contact loads is characterized, first of all, by high gradients of stresses, their localization in relatively small volumes near the surface, and high acting stresses in the case of two- and three-dimensional systems [3]. Since these stresses often exceed the elasticity limit in small volumes near the surfaces of the components and lead to the crack initiation, the quality of the surface layers strongly affects their serviceability [4, 5].
The complex interaction of the surfaces with sliding within the boundaries of the contact zone was established in [3] even under the conditions of normal compression of the bodies. Moreover, it was shown that the influence of friction forces on the stressed state of the material near the contact surface is significant. The displacement of the contact zone causes cyclic changes in stresses. To determine the influence of cyclicity of the contact stresses, it is necessary to consider the mechanism of contact deformations in the case of pulsating rolling contact and rolling with sliding [6] because the restriction imposed on the load-bearing capacity of rolling-contact bearings is connected just with this mechanism.
Under the actual conditions of static compression, the components are subjected not only to the action of normal pressure but also of significant tangential forces, which try to shift one of the surfaces relative to the other. The indicated additional external tangential forces affect the distribution of stresses in the contact zone leading to a decrease in the depth of location of the regions with maximum tangential stresses, increasing the contact area of sliding around the central zone of adhesion and strongly affecting the level of stresses in the extreme surface layer near the contact zone. The hypothesis of possible loss of stability of the surface layers under the action of compressive stresses was proposed in [3]. According to this hypothesis, a thin layer of the material plastically deformed by the preliminary loads, which is not supported from the outer side, loses its longitudinal stability and undergoes buckling (Fig. 1). The longitudinal stability depends on the thickness of the hardened surface layer. In this case, tensile stresses and strains are formed between the analyzed layer and the layers located under this layer. They attain values for which the integrity of the material is violated and a primary subsurface crack is formed in the material and turns into a developing pitting.

Schematic diagram of buckling of a thin surface layer and the formation of a subsurface crack under the influence of residual compressive stresses [3].
Cracks are mainly formed on the surface even in the absence of significant residual compressive stresses and sometimes at the sites with nonzero residual tensile stresses. However, the loss of the longitudinal stability of the surface layer under the action of the tangential component in the case of rolling contact is possible under high compressive stresses acting along the surface in front of the contact. These stresses and the corresponding strains are possible in the case of sliding friction if the friction coefficient is high and the normal contact pressures are insignificant and cannot cause noticeable tensile stresses near the contact zone.
The aim of the work is to study the resistance of 20KhN3A chisel steel with surface nanostructure to contact fatigue fracture in various working media depending on the thickness of the hardened surface layer.
Material and Methods of Investigation
We study 20KhN3A steel used in manufacturing the legs of drill bits. Annular cylindrical specimens with a diameter of 35 mm were investigated after carburizing to a depth of 1.5–1.7 mm, annealing, and low-temperature tempering. The hardness of the surface layer was HRC 58–59. After this, the specimens were ground. Some of these specimens were hardened by the IMT in different modes with the help of tools made of 40Kh steel and VT6 titanium alloy (Table 1). The contact fatigue was studied in a three-roll machine [7] with continuous lubrication either with I-50A industrial oil (GOST 20799-88) or with water with an addition of quartz sand. Water with quartz sand models the conditions formed in the course of drill-hole irrigation.
In our investigations, we choose a contact load of 5000 MPa, which corresponds to the working loads imposed on the ball tracks of the drill bit under maximum loads acting in the drilling zone [8]. The onset of fracture was recorded by an automatic circuit breaker [9]. The phase composition of the surface layers of steel after hardening treatment was studied with the help of a DRON-3 diffractometer in the CuKα-radiation (U = 30 kV, I = 20 mA) with a scanning pitch of 0.05° and the exposure at a point equal to 4 sec. The X-ray diffraction patterns were processed with the help of the CSD software [10]. The X-ray diffraction patterns were identified according to the JCPDS-ASTM card file [11]. The microhardness was measured with the help of an IMT-3 hardness meter under a load of 100 g.
Discussion of the Results
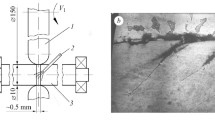
According to the hypothesis on the dependence of longitudinal stability on the thickness of the hardened layer presented in [3], we chose different modes of hardening of the specimens. They must guarantee the largest possible depth of hardening and smooth transition from the hardened surface layer to the base without drops of microhardness in the transition zone because subsurface cracks can be initiated just in this zone. For comparison, we used the following modes of treatment (see Table 1). They enable one to get different values of thickness and the microhardness of the hardened surface layer (Fig. 2).

Microhardness (a) of 20KhN3A steel after the IMT in different modes (the curves correspond to the numbers of modes in Table 1) and the site of initiation of cracks in carburized specimens after IMT (b).
The X-ray investigations of the structures of the hardened layers of specimens show that the martensite–austenite structure is formed in all cases. The martensitic grains were ground to 21.9 and 17 nm for modes No. 4 and No. 5, respectively.
According to the plotted microhardness curves (Fig. 2), modes No. 4 and No. 5, which meet the criteria formulated above, prove to be most favorable. Just these modes guarantee the highest resistance to contact fatigue in oil and in water with quartz sand (Fig. 3). However, in the aqueous medium, the resistance to contact loads significantly decreases. Clearly, this is caused by the action of the medium, which decomposes under the action of thermal and mechanical forces with the formation of hydrogen and oxygen radicals. Under the influence of contact compressive and shear stresses, these radicals penetrate into the subsurface layers. In [12], it was shown that the low-temperature anomalies of grain-boundary diffusion appear in nanostructured metals obtained as a result of plastic deformation.

Contact durability of 20KhN3A chisel steel after carburizing, grinding, and IMT in different modes (a); general view of a drillbit leg in the assembly (b) and after its operation (c): (1) carburizing and grinding; (2–5) carburizing and IMT for different modes of hardening; (■) industrial oil; (□) water and quartz sand.
These anomalies include a sharp (by several orders of magnitude) increase in the diffusion coefficients and a decrease (almost twofold) in the activation energy as compared with the coarse-crystalline state. Note that, as shown in [1], the concentrations of “detrimental elements” (hydrogen and oxygen) in the aqueous medium [13] are higher than in oil, which accelerates fracture processes in the hardened surface layer. This is also confirmed in [14, 15], where it was shown that, in the case of friction in water, the deformation of the surface layers of the metal is accompanied by the saturation of the near-boundary regions of structural fragments not only by carbon atoms but also by oxygen atoms penetrating into metal from working media as a result of the thermomechanical destruction of water molecules at the contact points of microasperities. This leads to the formation (in the nearboundary regions) of structural fragments of the Fe–O–C metastable atomic clusters that form an octapore of bcc iron with oxygen atom at the center and two carbon atoms at the tips are substituted for iron atoms.
These clusters and iron atoms of the crystal lattice separate the regions with lowered electron density formed as a result of the decrease in the electron density of s- and p-electrons and the increase in the space localization of valence d-electrons on iron atoms surrounding oxygen and carbon atoms. This results in the restricted participation of valence electrons in the formation of bonds between the iron atoms of the crystal lattice and the atoms of clusters and, hence, leads to their relatively easy fracture in the process of displacement of structural elements along the boundaries formed by clusters [14, 15].
The process of hardening of the specimens in different modes, in particular, with different rotational velocities and depth of cutting, affects the level of microhardness, the character of its distribution, and the thickness of the hardened layer. It is known [16] that the decrease in the rotational frequency leads to an increase in the thickness of the hardened layer caused by the increase in the time of residence of the treated surface in the zone of friction contact, in the surface temperature, and in the temperature in the bulk of the material. The increase in the depth of cutting has a similar effect. However, the elevation of these parameters finally leads to the melting of the surface layer and, therefore, to a decrease in its thickness. These changes occur for the depths of cutting larger than 0.4 mm. This is why the hardening modes No. 4 and No. 5 with a rotational frequency of 3.83 sec−1 and a depth of cutting of 0.4 mm prove to be optimal [16]. Just these modes guarantee the highest levels of microhardness, a significant thickness, and a smooth transition of hardness to the hardness of the matrix structure. According to [3], these conditions are especially favorable for the high resistance to contact loads, which is confirmed by the results of our investigations.
Under working conditions, the outer track, which serves as an internal cage of the roller bearing, proves to be the most loaded area of the drill-bit leg (Fig. 3b). According to the ratio of the diameters, the highest contact stresses are formed in this track and exactly this area limits the service life of the multirow combined bearings of the "leg–rolling cutter" couple.
Conclusions
In conclusion, we note that the results of our investigations demonstrate that the application of impulsive mechanical treatment for the formation of the surface nanocrystalline structure on the 20KhN3A chisel steel after carburizing and grinding improves its contact durability in oil and water with quartz sand, which depends on the mode of treatment and the used working media.
References
H. Nykyforchyn, V. Kyryliv, and O. Maksymiv, “Physical and mechanical properties of the surface nanocrystalline structures generated by severe thermal-plastic deformation,” in O. Fesenko and L. Yatsenko (editors), Nanocomposites, Nanophotonics, Nanobiotechnology, and Applications, Springer, Inbunden (2014), pp. 31–41.
Yu. I. Babei, Physical Foundations of the Impulsive Hardening of Steel and Cast Iron [in Russian], Naukova Dumka, Kiev (1988).
S. V. Pinegin, Contact Strength and Rolling Resistance [in Russian], Mashinostroenie, Moscow (1969).
K. Fujita and A. Yoshida, “Damaging behavior of roller under rolling contact stress,” in: Proc. of the 16th Japan Congr. on Materials Research, Kyoto (1973), pp. 132–139.
R. Tricot, “Influence des parameters métalurgique sur la fatigue de contact en roulement-grissconent des contact en engrenages,” Congr. Mond. Engren., Vol. 1 (1977), pp. 795–811.
K. L. Johnson, “A review of the theory of rolling contact stresses,” Wear, 9, No. 1, 4–19 (1966).
V. N. Vinogradov, G. M. Sorokin, A. N. Pashkov, and V. M. Pubarkh, Durability of Drill Bits [in Russian], Nedra, Moscow (1977).
K. B. Katsov (editor), Endurance of Drill Bits [in Russian], Naukova Dumka, Kiev (1979).
A. I. Strishevskii, “Electron automatic circuit breaker in machines for contact fatigue tests,” Zavod. Lab., No. 9, 1136–1137 (1959).
W. Krous and G. Nolze, “Powder cell—a program for the representation and manipulation of crystal structures and calculation of the resulting X-ray powder patterns,” J. Appl. Cryst., 29, 301–303 (1996).
Powder Diffraction File 1973: Search Manual Alphabetical Listing and Search Section of Frequently Encountered Phases, Inorganic, Philadelphia (1974).
Yu. R. Kolobov, R. Z. Valiev, G. P. Grabovetskaya, et al., Grain-Boundary Diffusion and the Properties of Nanostructured Materials [in Russian], Nauka, Novosibirsk (2001).
K. É. Glikman and R. É. Bruver, “Equilibrium segregation on grain boundaries and intercrystalline cold brittleness of solid solutions,” Metallofizika, 43, Issue 42, 42–63 (1972).
V. V. Tikhonovich, “Role of active elements of a working medium in the formation of nanostructured wear-resistant surface friction layers of steel,” in: Abstr. of the 4th Internat. Sci. Conf. “Nanosized Systems, Structure, Properties, and Technologies,” (November 19–22, 2013, Kiev) [in Russian], Kiev (2013), p. 575.
V. V. Gorskii, Physical Nature and the Properties of Me–Me′–O Alloys Doped with Oxygen in the Contact Zone of the Metals under Friction [in Russian], Author’s Abstract of the Doctoral-Degree Thesis (Physics and Mathematics), Kiev (1989).
T. M. Kalichak, V. I. Kyryliv, and S. V. Fenchyn, “Mechanopulsed hardening of long components of the hydraulic cylinder rod type,” Fiz.-Khim. Mekh. Mater., 25, No. 1, 106–108 (1989); English translation: Mater. Sci., 25, No. 1, 96–99 (1989).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Fizyko-Khimichna Mekhanika Materialiv, Vol. 51, No. 6, pp. 75–79, November–December, 2015.
Rights and permissions
About this article

Cite this article
Kyryliv, V.I., Chaikovs’kyi, B.P., Maksymiv, O.V. et al. Contact Fatigue of 20KHN3A Steel with Surface Nanostructure. Mater Sci 51, 833–838 (2016). https://doi.org/10.1007/s11003-016-9909-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11003-016-9909-1