
Abstract
In real service application of polymer rolls as rolling elements, the time-dependent deformation behaviour leads to a negative influence on the running smoothness after a long-lasting static load. By means of two polymeric materials (POM and PEEK) with different viscoelastic properties over a wide temperature range the influence of material properties on the running smoothness was investigated. A combination of static and dynamic tests as well as finite element simulations were performed. Observed differences in the behaviour of both materials in the service could be reflected well by this work. POM revealed creep flattening and a running performance which could be modelled well by viscoelastic material laws. By contrast, PEEK showed a different performance and its behaviour could not be represented adequately by viscoelastic material models.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction and objective
Plastics are widely used in all areas of modern life. Due to the inherent viscoelasticity, plastics show particular properties such as the distinct creeping at room temperature. In the case of polymer rolls as rolling elements, this time-dependent deformation behaviour leads to a reduced running smoothness after a long-lasting static load.
The intensity of time dependence of the mechanic parameters is different for each plastic and depends on the temperature and the magnitude of the load (at higher load magnitudes). The reason for the time dependence is the inner structure of polymers. The threadlike molecules are entangled and therefore cannot react instantaneously on loads put on these materials. The new equilibrium state can only be reached through disentanglement which happens through thermal movements of the molecules. Thus most of the thermal movements are frozen, it takes time to reach the new equilibrium state (Ferry 1980).
The behaviour of viscoelastic materials can be described through differential equations that link stresses and their time-related derivatives with strains and the time-related strain derivatives. For the assumption of infinite small strains, the differential equations are linear with constant coefficients. The assumption of infinite small strains and the resulting linear differential equations with constant coefficients form the basis of the “linear viscoelastic theory”. This theory indeed applies to polymers at small strains below the so-called “linearity limit”. The linearity limit is different for each plastic and depends on different parameters, e.g. temperature. Below the linearity limit, the viscoelastic material parameters just depend on the time. Above this limit, the parameters are additionally dependent on the magnitude of the applied load. The range above the linearity limit is called “nonlinear viscoelastic range”. For further information on the theory of linear viscoelasticity and limits of linear and non-linear viscoelasticity please refer to (Ferry 1980; Schwarzl 1990; Tschoegl 1989).
There are some models to fit experimental data from creep tests, relaxation tests or dynamic mechanical analysis for the usage of this data in calculations and simulations. The most important model is the so-called “Generalized Maxwell Model”, based on the similarity of the behaviour of combined dash-spring systems and viscoelastic materials. This model only applies to the linear viscoelastic range and reflects the time dependence of the viscoelastic material parameters. The derived mathematical approach of the Generalized Maxwell Model is the so-called “Prony Series”, also called “Dirichlet Series”. Equations 1 and 2 show the general form of the Prony Series with respect to time. Both equations are equal. There are also two equivalent frequency-related equations (Tschoegl 1989):
- E(t):
-
Time depending relaxation modulus
- E 0 :
-
Long term equilibrium relaxation modulus
- E I :
-
Instantaneous relaxation modulus
- E i :
-
Modulus of the n-th spring element
- τ i :
-
Relaxation time of the n-th parallel spring-dashpot element
- t :
-
Time
The main objective of this work was to characterize the complex time-dependent deformation behaviour of POM and PEEK rolls and to determine the differences in the behaviour of both materials. For this purpose, a combination of static and dynamic tests as well as finite element simulations were performed.
2 Experimental set-up
2.1 Materials and specimen
Two different materials were investigated in the experiments, a Polyoxymethylen (POM) of the grade “Delrin 100 NC 010” (DuPont; Wilmington, Delaware, USA) and a Polyetheretherketon (PEEK) of the grade “Victrex 450 G” (Victrex; Thornton Cleveleys, UK). The creep tests were performed with injection moulded ISO multipurpose specimen (Type: 1B). The tribometer experiments were conducted with injection moulded polymer rolls. Preliminary tensile tests showed that the Youngs-Modulus of both materials is similar but the yield stress is higher in the case of PEEK.
2.2 Method
2.2.1 Determination of material laws at laboratory specimen level
Viscoelastic material laws were necessary for the intended finite element simulations of the rolling process, thus creep tests where performed on a creep test stand (own development of PCCL). The creep test stand and according details are presented and explained in Fig. 1. To enable the development of creep modulus master curves to enlarge time scale and reduce measurement time, the tests were run at four different temperatures (23, 50, 75 and 100°C). They were run over a time period of about three days. Before the creep tests were started, some investigations were done to estimate the stresses occurring in the polymer rolls under service conditions. Due to the heterogeneous stress distribution in the rolls, four different stresses as creep test load were chosen (8, 18, 30, 40 MPa). The resulting creep curves were used to generate the different creep modulus curves which were necessary to develop the appropriate creep modulus master curves. As the development of the master curves provided insufficiently satisfying results, dynamic mechanical analysis (DMA) tests (DMA/SDTA861e, Mettler Toledo GmbH, Schwerzenbach, CH) and further creep tests were carried out. The DMA measurements were performed to determine necessary shift factors for the development of the creep modulus master curves. For this purpose, frequency scans with small load amplitudes were performed at different temperatures. Additional temperatures to that of the creep tests were used to support the following development of the DMA modulus master curves. The shift factors of these master curves were finally used to develop the creep modulus master curves. The additional creep tests were only performed at 23°C with two different loads (8 and 40 MPa). These two loads were chosen because they represented a minimum and a maximum value. The tests were run over a period of about 68 h. The analysis of the results was slightly different to the former creep tests. Finally, the creep modulus curves of these creep tests were used to generate the Prony Series for the simulations.

Photos of the creep test stand (left) and the detailed view of the used specimen clamping (right) with a short description of the most important components (Berer 2007)
2.2.2 Finite element model
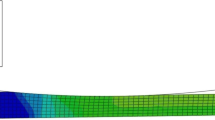
The Finite Element simulations were performed with the “ABAQUS” (ABAQUS, Inc., Providence, Rhode Island, USA) simulation software. The model used to simulate the deformation behaviour of the rolls is demonstrated in Fig. 2. It consists of a deformable roll between two rigid plates. The deformation behaviour of the roll is defined by the Prony Series material laws of the creep tests. The development of these material laws for the simulation of the creep modulus curves needed assumptions to keep the problem rather simple. For each material (PEEK and POM) two different Prony Series created out of the 8 MPa and the 40 MPa creep modulus curves were implemented. They represent the material behaviour under high and low loading conditions to provide rough information about the effect of the load magnitudes applied in the creep tests on the finally achieved simulation results. Two further simplifications had to be made. The first considers that the loads in the creep tests are very high und may exceed the viscoelastic linearity limit. Due to the lack of a nonlinear viscoelastic material model in ABAQUS and to simplify the problem, it is assumed that the Prony Series are still valid at this high loads. Secondly, it is assumed that the material behaves similarly under tension and compression conditions to respect the fact that the material laws were generated of tension creep tests but implemented to simulate the compression behaviour of the rolls. The parameters of the simulations were chosen similar to the parameters of the tribometer measurements (which are described in the next section) including a static load period and a rolling period of the rolls.

Illustration of the simulation model used to simulate the deformation behaviour of the polymer rolls (Berer 2007)
2.2.3 Component tests on polymer rolls
In these tests, a defined load was put on whole polymer rolls and global deformation and force responses of the rolls were measured. Local deformation and stress distributions were not taken into account. No detailed information about the practical application of the polymer rolls will be given due to confidentiality reasons.
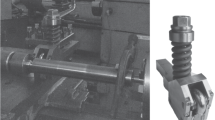
The experiments imitated the practical loads on the plastic rolls in the laboratory. In the first step of the experiments, a constant vertical load was applied on the rolls over a defined duration of time. In the second step, the rolls were moved horizontally and thus rolling was performed. The vertical load was still applied during the horizontal rolling process. The tests were carried out on a tribometer (Universal Micro-Tribometer UMT2; CETR, CA, USA) with a special set-up. The tribometer with the set-up is presented in Fig. 3. The upper and lower contact surfaces were steel sheets which are also used in the practical application. To prevent torque on the load cell, a special trapezoidal device was implemented for the load transfer between rolls and tribometer. A 500 N, two dimensional load cell was used to detect both horizontal as well as vertical loads. Due to the mentioned reasons, the set-up for the force transfer consisted of the load cell, the trapezoidal force transfer device and the contact steel sheet. The rest device of the rolls consisted of the contact steel sheet and a thick aluminium plate to minimize the deformation under load. Figure 4 shows the tribometer set-up in loaded position in a more detailed way.

Photo and explanation of the tribometer with the set-up ready to run the tests (Berer 2007)

Photo of the tribometer set-up during a test (left) and detailed illustration of the roll during the test (right) (Berer 2007)
All experiments were performed at room temperature with two different loads which were similar to the practical load levels. The magnitudes of the load were 160 and 350 N. Four different time durations for the static load were chosen: “Instant rolling”, 1, 24 and 68 h. In the case of “instant rolling”, the time duration of the static load was 10 s at 160 N and 15 s at 350 N. The reason for these time durations even in the case of “instant rolling” was the tribometer controllers which needed some time to fully apply and stabilize the load. After the static load step, the horizontal rolling process was started. The horizontal movement of the set-up and the roll was done by the tribometer. The set-up was moved with a velocity of 10 mm/s over a distance of 8 mm. During the experiments, the forces, the horizontal and vertical displacements and the time were recorded. The forces were measured by the used load cell and the displacements by the cross head movement of the tribometer. The analysis of the data was carried out with “MATLAB” (The Mathworks, Inc., Natick, Massachusetts, USA).
3 Results and discussion
3.1 Determination of material laws at laboratory specimen level
The Figs. 5, 6, 7, 8 and 9 present some exemplary results of the creep tests which were performed in order to create a material law for the following simulations. Creep curves of POM and PEEK recorded at room temperature are shown in Figs. 5 and 6. Figure 7 demonstrates exemplary creep modulus curves of POM at various temperatures. This kind of diagrams was used for the development of the master curves which are presented for POM and PEEK in Figs. 8 and 9. The development of the POM master curves of the creep test results was possible without any further measurements. By contrast, the development of the PEEK master curves needed the additional DMA measurements mentioned above to determine necessary shift factors. Nevertheless, it was not possible to create a PEEK master curve for the creep tests with 8 MPa load because the material revealed too little creeping at this load. To improve the accuracy, the described additional creep tests were performed and their results were used for the development of the material laws applied in the finite element simulations.

Creep curves of POM at room temperature with different loading weights

Creep curves of PEEK at room temperature with different loading weights

Measured creep modulus curves of POM at different temperatures (Load: 18 MPa)

Generated creep modulus master curves of POM at different loads (Berer 2007)

Generated creep modulus master curves of PEEK at different loads (Berer 2007)
3.2 Component tests on polymer rolls and comparison with simulation results
During the component tests on the polymer rolls and the appropriate finite element simulations data were recorded to generate different diagrams which were used to describe the states of the static load (creep) step and rolling process. The most important diagrams, those with horizontal force vs. horizontal rolling distance (here called “horizontal force curves”), are presented and discussed in this paper.
The horizontal force curves provide information on the running smoothness of the investigated polymer rolls. The calculation of the average of the curves gives information about the pullout force which is an estimation of the running resistance.
Figure 10 shows a schematic horizontal force curve of POM with the corresponding rotational positions of the polymer roll. Due to the flattening of the roll during the creep step, the trend reveals a maximum and a minimum peak. At the beginning of the rolling process the contact area is located in the flattened zone of the roll. Thus, a minimum rolling force (“maximum negative force” due to the opposite direction of the horizontal force compared to the horizontal movement of the tribometer slide) is necessary to overcome this valley. Then, the necessary horizontal force increases with progressive rolling until the top of the flattened roll is reached. There, the rolling force to overcome the ovality is zero. After passing through the top of the ovality, the rolling force changes its sign and supports the rolling, which continues until the next valley is reached. There, the rolling force is at its maximum (“minimum negative force”) and then the cycle starts again with a minimum rolling force. During one cycle, the roll does a half rotation.

Schematic illustration of the horizontal force and the corresponding rolling position of a static preloaded POM roll
In the Figs. 11, 12, 13, 14, 15, examples of horizontal force curves of the rolling process in experiments and simulations and the computed average forces of these curves are presented. The curves show an offset in the average which occurs because the horizontal force does not only consist of the force due to the rotation of the flattened polymer roll. Deformation resistance of the material because of damping and friction are also expected to influence the horizontal force and hence to cause the offset. During the rolling process, the vertical load acts only little time on every single point on the circumference. Therefore time-dependent back deformation of the flattened rolls occurs. Therefore, the level of the maximum and minimum peaks decreases with increasing loading cycles.

Measured horizontal force trend (left) and corresponding calculated average (right) during the rolling process of POM rolls which where preloaded with 350 N over different time periods

Measured horizontal force trend (left) and corresponding calculated average (right) during the rolling process of PEEK rolls which where preloaded with 350 N over different time periods

Comparison of the measured horizontal force trend (left) and the corresponding calculated average (right) during the rolling process of preloaded (350 N, 68 h) POM and PEEK rolls

Comparison of test and simulation results for the horizontal force trend (left) and the corresponding calculated average (right) during the rolling process of preloaded (350 N, 68 h) POM rolls

Comparison of test and simulation results for the horizontal force trend (left) and the corresponding calculated average (right) during the rolling process of preloaded (350 N, 68 h) PEEK rolls
Figure 11 presents horizontal force curves for different durations of the static preload of POM rolls. The magnitude of the vertical load was 350 N. The dependence of trends and averages on the period of static preload is obvious.
Figure 12 shows the trends and averages of horizontal force curves of PEEK rolls with 350 N vertical load and different durations of the creep step. The trends with 1 h and 68 h creeping strongly attract attention because they are different to the trends of POM. The first half of each cycle is very similar to the POM trends and obvious differences appear in the second half of each cycle. Furthermore, the sequence of the averages of the curves is not as it was expected. According to information of the production company, the PEEK rolls are not perfectly round in their initial state due to the difficult processibility. They always reveal a certain ovality which is assumed to be one reason for the presented differing horizontal force curves of the PEEK rolls. Due to the form of the second half of the rolling cycles in the horizontal force curves it is speculated that PEEK rolls show a different material behaviour to POM rolls under present conditions with a higher irreversible deformation part. Higher irreversible deformation leads to additional dissipation which is assumed to be the second reason for the horizontal force trends and averages of the PEEK rolls in Fig. 12.
In Fig. 13 the horizontal force curves of PEEK and POM rolls after 68 h of static load and a load magnitude of 350 N are compared. The described difference of POM and PEEK trends is demonstrated very well. The magnitudes of amplitude and average of the curve are higher in the case of POM, as it is expected due to the softer material behaviour.
In Fig. 14 an experimental horizontal force curve of POM is compared with the appropriate simulation results. The notation “stiff POM” indicates that the Prony Series for this finite element simulation was generated of the creep modulus curve with 8 MPa load which behaves in a stiffer way than the creep modulus curve with 40 MPa load. The 40 MPa Prony Series is called “soft POM”. While the trends are very similar for experiment and simulations, the average of the experimental horizontal force curve cannot be reproduced satisfactory by the simulations. The reason may be that the rolling process takes about 8 s whereas the in the simulations implemented Prony Series have their lowest relaxation time above 30 s which was the loading time of the creep tests. Therefore, the materials behave elastic and time independently in the time range of the rolling process and so the viscoelastic damping cannot be reflected. Thus, the viscoelastic damping is supposed to be an important component of the horizontal force, the resulting average of the horizontal force of the simulations has a much lower magnitude than the one of the experiment.
The comparison of an experimental and a simulated horizontal force curve of PEEK is demonstrated in Fig. 15. Despite a great difference of the load during testing (8 and 40 MPa), the two different Prony Series which were generated of the two creep modulus curves of PEEK were very similar and so the simulation results were nearly equal. Thus, only one simulation curve is presented in the diagram. The difference in the average horizontal force of the experiment and simulation is expected to have the same reasons as for POM. In contrast to POM, the trends of the PEEK horizontal force curves also show some discrepancies. One cause is speculated to be the assumed, irreversible material behaviour of PEEK under present experimental conditions. By contrast, the simulation contains Prony Series to describe the material behaviour which is a completely reversible, linear viscoelastic material law. Differences between the controlling of the experiments and the controlling of the simulations also have to be taken into account. While the experiment on the tribometer was performed with a real controller with a nonzero reaction time, the simulation is conducted with a nearly perfect controller. The different controlling is supposed to especially affect the magnitude of the peaks. Moreover, the comparison of the experimental and simulated trends shows a much stiffer behaviour in case of the simulation which is expected to originate from the heterogeneous stress distribution inside the loaded roll. Much higher stresses than the 8 MPa and 40 MPa loads in the creep tests for the simulation will occur. Thus, material effects at these high stress levels cannot be reflected by the simulation. Furthermore, the “Prony Series” was generated from tension creep tests while the roll was compression-loaded. Generally, polymers reveal a slightly different material behaviour under compression and tension load (Jerabek 2009; Retting and Laun 1991).
4 Conclusions and outlook
In uniaxial tensile tests, POM and PEEK show comparable mechanical properties. Therefore, the great running performance of PEEK rolls in the practical service is probably a result of the different behaviour of PEEK compared to POM under the applied (which are similar to the investigated) loading conditions, as shown by the horizontal force curves in this paper.
Although the creep tests were stable and reliable, the generation of the master curves was difficult due to the small observed creep strains. Since the master curves were not satisfying, additional creep tests were performed and their results were directly used to generate the input data for the simulations.
The tribometer experiments with POM rolls led to horizontal force curves which can be explained well regarding the rotation of a flattened roll with time-dependent material behavior. There is a good comparability between experiments and simulations for POM. Both facts support the assumption that this material can be modeled as viscoelastic material.
The horizontal force curves of the PEEK measurements were different to those of POM and a discrepancy between experiments and simulations for this material could be detected. Differences in the quality of the controlling performance were discussed to be one reason for the deviation of the horizontal force curves of simulation and experiment. It was speculated that the difference to POM is caused by a different material behaviour of PEEK. The difference in material behaviour is also expected to be the reason for the discrepancy between experiments and simulations. To confirm the occurrence of a different material behaviour of PEEK under the present loading conditions, further investigations are necessary. Furthermore, the difference between experiments and simulations is expected to be influenced by the fact that there is a heterogeneous multiaxial compressive stress distribution inside a loaded roll, while the “Prony Series” of the simulations were generated using the results of uniaxial tensile creep tests with two different loads, which simplify the stress-state dependence of the viscoelastic behaviour to two special cases.
References
Berer, M.: Charakterisierung und Simulation des Verformungsverhaltens von Kunststoffrollen aus POM und PEEK, Diploma Thesis. Institute of Materials Science and Testing of Plastics, University of Leoben, Austria (2007)
Ferry, J.D.: Viscoelastic Properties of Polymers, 3rd edn. Wiley, New York [a.o.] (1980)
Jerabek, M.: Advanced characterization of the tensile and compressive behaviour of PP and PP composites, Dissertation. Institute of Materials Science and Testing of Plastics, University of Leoben, Austria (2009)
Retting, W., Laun, H.M.: Kunststoff-Physik. Hanser, München, Wien (1991)
Schwarzl, F.R.: Polymermechanik: Struktur und mechanisches Verhalten von Polymeren. Springer, Berlin [a.o.] (1990)
Tschoegl, N.W.: The Phenomenological Theory of Linear Viscoelastic Behavior: An Introduction. Springer, Berlin [a.o.] (1989)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Berer, M., Major, Z. Characterization of the global deformation behaviour of engineering plastics rolls. Int J Mech Mater Des 6, 1–9 (2010). https://doi.org/10.1007/s10999-010-9111-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10999-010-9111-9