
Abstract
The article analyses the peculiarities of the combined effect on hydration process of the following pozzolanic additives: metakaolin waste (MW), material generated in the manufacture of expanded glass granules (GEG) and fluidized bed cracking catalyst waste (FCCW), as well as melamine-based superplasticizer (SP). Mixes with and without GEG containing two types of waste were tested. Peculiarities of hydration process were evaluated from the results of calorimetry, SEM and mechanical properties tests. The effect of pozzolanic additives and SP was analysed according to strength activity index (SAI). Test results revealed that synergistic effect of MW and FCCW was significant and practically relevant. These pozzolanic additives have a different effect on hydration process, yet when both waste materials are used together, it is possible to control the progress of hydration process. Besides, specimens with GEG and additive of both waste materials demonstrated the highest SAI index. The results of calorimetry tests of cement paste and plaster modified with plasticizer were different. Active metakaolin particles present on GEG surface significantly slow down the hydration process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Granulated expanded glass (GEG) aggregate manufactured from crushed waste glass (CWG) is a feasible sustainable alternative to be used as raw material in the manufacture of lightweight concrete, mortar and other building materials [1,2,3]. GEG is a promising additive to be used instead of prohibited asbestos in plasters for lining of energy units or in fire-protective plasters for metal structures in oil refineries and chemistry plants.
The following important parameters must be considered in the design of cement plaster compositions with granulated expanded glass: the volume of the aggregate additive in the mix, which has an effect on insulation, fire resistance and other characteristics, and the quality of cement matrix. Different additives can be used to improve the characteristics of the cement matrix. Additives, which promote cement hydration or participate in hydration process, improve mechanical characteristics of the material [4]. Pozzolanic materials are among the additives used with Portland cement. Pozzolans are silicate/alumina materials, which react with calcium hydroxide (CH is one of the main products of cement hydration) in the presence of water and produces new cementitious formations—CSH or CASH hydrates—that reduce the CH content in cement paste [5, 6]. As a rule, the new material has better mechanical characteristics, denser structure and higher resistance to chemical agents (less CH is washed out during the chemical attack) [6]. Researchers [7, 8] have found that it is not easy to use GEG for modification of concrete mixes designed for application in humid environments due to alkali–silica reactions (ASR). Some researchers claim that ASR are possible to avoid in the final product by using pozzolanic additives and cement with low Na2O content.
Different industrial waste materials have pozzolanic properties: silica fume, fly ash, blast furnace slag and fluidized bed cracking catalyst waste (FCCW), etc. [5, 9,10,11].
The tests of effect of FCCW additive, which consists mainly silica and alumina oxides, on the hydration of Portland cement revealed that the additive accelerates cement hydration [12,13,14]. It was found that mechanical properties of cement mortar containing this additive depend on the nature and content of FCCW, W/C ratio and particle size distribution (better results were obtained with milled FCCW) [14,15,16]. Some authors [17] claim that 15–20% of cement or 10% of sand can be substituted with FCCW without any deterioration to mortar characteristics. Usually, the strength characteristics of cement mixes with inert additives deteriorate due to the effect of cement dilution. However, additives, which promote cement hydration or participate in the hydration process (e.g. FCCW), tend to increase the mechanical strength of the final material [18]. Researchers [19] have concluded that FCCW is a highly pozzolanic material, but in each specific case the optimal content of pozzolans must be selected with respect to the composition of the mix.
Metakaolin (MK)—burnt clay obtained from kaolin at 650–800 °C temperature—is an effective pozzolanic material. An appropriate amount of this pozzolanic additive can considerably improve concrete’s properties [20,21,22,23]. Researchers [24, 25] state that 10–15% is the optimum content of metakaolin in cement mixes. Products produced from such a mix have better strength and durability characteristics and are more resistant to chemical attacks. MK’s positive effect on the properties of concrete and mortars depends on the type of this additive. High-quality metakaolin containing more than 90% Al2O3·SiO2 can be used as an additive in the manufacture of high performance concrete. It was also found [26,27,28] high-quality MK accelerates cement hydration. Tests with lower quality MK (31–36%) and its effect on cement hydration [29] revealed that the additive of MK (at 10%, 20% and 40%) slows down cement hydration. The delay in cement hydration is directly related to the increase in MK content.
Cementitious characteristics of the material can be further improved by using a mix of pozzolanic additives. A research paper [30] illustrates different effects of fly ash and metakaolin on the workability of concrete. Several additives used together make it possible to control this parameter. It was also found [31] that fly ash additive reduces the early age strength of concrete and increases water absorption and carbonation depth in the early setting period. This can be avoided by adding metakaolin.
Plasticizers are another effective additive to improve characteristics of cementitious materials. Plasticizers are used in cementitious materials to reduce water demand, extend workability and increase the strength and resistance to environmental factors of the material. Cement hydration process highly depends on the type and amount of plasticizer used. Researchers state [32,33,34,35] that the majority of plasticizers bind with hydration product crystals and stop or delay the growth of new crystals over the old ones, especially in the initial hydration period. Lignosulphonate-, melamine- or naphthalene-based plasticizers retard cement binding, whereas synthetic polycarboxylate resin-based superplasticizers may accelerate hydration, depending on the characteristics of cement and aggregates used. Such different effect of plasticizers is explained by their action mechanism: polycarboxylate resin-based superplasticizers act under the mechanism of electrostatic and dispersion forces. The dispersive effect of this additive is caused not only by electrostatic repulsion of particles, as it is in the case of melamine or naphthalene additives, but first of all by spatial repulsion related with long side chains of the ether [36].
The aim of the paper is to determine the effect of mixed pozzolanic waste materials on hydration peculiarities of plasticized or not plasticized Portland cement and plaster containing expanded glass filler.
Materials and research methods
Cement CEM I 42.5 R was used for the tests. Chemical composition of the cement used is presented in Table 1. Mineral composition of the cement used: C3S-56.6%, C2S-16.7%, C3A-9.0%, C4AF-10.6% and 7.2% of other substances (alkaline sulphates and CaO).
The chemical composition of FCCW and metakaolin-based waste (MW) is presented in Table 2. FCCW particles are spherical, and the average diameter is ~ 40 μm [37].
MW formed during the manufacture of granulated expanded glass (Company Stikloporas, Lithuania). It is a mix of metakaolin and waste granules.
Granulated expanded glass (GEG) of three different fractions (1.0–2.0 mm, 0.5–1.0 mm and 0.25–0.5 mm) manufactured by Company Stikloporas was used as plaster aggregates. GEG characteristics are presented in Table 3.
Images of expanded glass granule with uneven surface and holes in it and internal microstructure of the granule with different size macro pores are shown in Fig. 1.

Granule of expanded glass (a), its internal microstructure (b) and outer surface (c)
Elemental analysis of the internal microstructure (IM) of the granule shows the presence of silicon, calcium, magnesium and sodium (Table 4). The amount of aluminium is minimal. On the outer surface, there are a lot of particles adhering to the glass mass of the granules (Fig. 1c). From Table 4, it is seen that the amount of aluminium on the outer surface (OS) of the granule is much bigger compared to the amount of aluminium present in the inner layers of the granule. These plate-like particles adhered to the surface of the granule are metakaolin formed from kaolin during the manufacture of expanded glass at high temperature. Kaolin is used for covering preforms of milled glass.
Superplasticizer Melment F10 (SP) is free-flowing spray-dried powder of a sulphonated polycondensation product based on melamine. pH value at 20 °C temperature in 20% solution is 9.41.
Composition of cement mixes used in the tests described in this paper is presented in Table 5.
Specimens of four series of materials were produced (Table 5): cement paste, plasticized cement paste (marked cement paste-S), plaster and plasticized plaster (Plaster-S). FCCW and MW additives were used separately as well as in combination for the tests described in this paper. The approximate additive and cement ratio was 1:9. W/B for each group of materials was different and the same for the compositions in each separate group. It was selected taking into account the use of minimum amount of water in the compositions (flowability for compositions according to LST EN 1015-3 was 140–200 mm). It must be noted that the water absorption of GEG is high and reaches 20–25% (Table 3). Therefore, in the preparation of plaster with a normal consistency of the mixture, its W/B is significantly increased compared with the composition of cement paste. For calorimetric studies, W/B was chosen the same for all groups and compositions 0.35 based on the capabilities of the calorimetric device.
The amount of heat released during the hydration, and the heat release rate were measured by the calorimeter TONICAL III (Toni Technik GmbH). The measurements were done at 20 °C temperature, the length of measurement 72 h.
The microstructure of materials was tested with the scanning electron microscopy (SEM) device SEM JEOL JSM-7600F. Electron microscopy parameters: power 10 kW, distance to specimen surface from 7 to 10 mm. Characteristics of the microstructure were identified by testing the specimen splitting surface. Before testing, the splitting surface was coated with electrically conductive thin layer of gold by evaporating the gold electrode in the vacuum using the instrument QUORUMQ150R ES. X-ray microanalysis was performed by the energy dispersion spectrometer (EDS) Inca Energy 350 (Oxford Instruments), using Silicon Drift type detector X-Max20. The INCA software package (Oxford Instruments) was used.
4 × 4 × 16 cm size specimens were made for mechanical properties tests. The specimens were formed, cured and hardened in accordance with the standard LST EN 1015-11:2007. The compressive strength after 7 and 28 days was measured by hydraulic press ALPHA3-3000S in accordance with the standard LST EN 1015-11:2007. Strength results received are the averages of 4 tests and are presented as percentage strength relative to the control cement paste or plaster with the strength activity index (SAI) reported as:
where A is the unconfined compressive strength of the tested pozzolanic specimen (MPa) and B is the unconfined compressive strength of the control specimen (MPa) [38]. A broad range of methods for assessing pozzolanic activity is based on determining the strength activity index (SAI). SAI is defined as the ratio between the compressive strength of plaster produced with cement replacement by the pozzolanic material under testing and the compressive strength of reference plaster (without a pozzolan incorporation) at the same ages, at the end of the curing time of 7 and 28 days. Incorporation of pozzolanic materials in plasters affects considerably the strength development and, therefore, the SAI values [39].
A total of three effects express themselves: they include dilution, physical effect and pozzolanic activity. Dilution effect is a consequence of the partial replacement of cement with another material which should lead to a decrease in compressive strength of the plaster proportional to the amount of cement replacement. Physical effect mainly attributed to the additive’s particles filling ability associated with their deposition in the intergranular voids between cement particles, thus resulting in a denser cement plaster matrix and, therefore, improvement of its mechanical properties. Pozzolanic effect also promotes an improvement of the mechanical properties related to the occurrence of the pozzolanic reaction which forms additional strength-providing reaction products (C–S–H and C–A–H [40, 41]).
Results and discussion
Characteristic curves of heat release rate of cement paste and plaster during hydration process are shown in Fig. 2. The quantity of released heat, which is different in different cement hydration stages, was registered on the calorimetry curve. The tests of Portland cement (CEM I 42.5 R) paste with W/B = 0.35 showed that a certain small amount of heat is released in the first minutes after the cement is mixed with water because cement particles start to absorb water, while mineral crystals of cement start to dissolve (Stage I). Later, the process is slowed down, and the induction period of cement hydration takes place (when a high concentration of ions, as well as more intense dissolution of cement minerals and the initial formation of crystalline hydrates can be observed) (Stage II). The induction period is followed by a new significant heat release stage—the acceleration stage (Stage III) during which cement hydrates become crystallized. Later, in deceleration period, these processes slow down and less heat is released (Stage IV). The final period—a steady state (Stage V)—is called the diffusion-limited reaction period.

Characteristic curve of heat release rate of cement paste and plaster with indicated stages of cement hydration: t1 max, t2 max—time of maximums of heat release rate; HHR1max, HHR2max—heat release rate of first and second maximum
The time t1max and t2max of the maximal heat release rate (HHR1max and HHR2max) of Stage I and Stage III of investigated mixes is presented in Fig. 3. FCCW additive in the mix Sample-F reduces t1max (Fig. 3a) as well t2max (Fig. 3b) of cement pastes (series cement paste and cement paste-S) and plaster (Plaster and Plaster-S). It means that FCCW additive accelerates cement hydration in the early period.

The time of maximum of the rate of heat release rate in hydration Stages I and III: at1max, bt2max
MW additive slightly extends t1max in the mix Sample-M. The same trend of MW additive is observed in t2max results except for the results of series cement paste sample.
When a combined FCCW and MW additive is used (Sample-FM), no clear and no similar t1max relationship is observed in all series of materials (Fig. 3a): both a slight time reduction (cement paste, plaster and Plaster-S) and time extension (cement paste-S) are observed compared to control specimens of respective series. However, t2max was longer in all series with a mixed additive compared to control specimens of respective series (Fig. 3b). It means that the mixed additive accelerates cement hydration in the early period. A significant retardation effect was observed in plasters—~ 3.8 h and ~ 1.5 h in the series plaster and Plaster-S, respectively. It should be noted that in the case of plaster, the additional amount of metakaolin added to the mix adhered to the surface of the GEG.
Superplasticizer significantly extends t2max in cement paste and plaster mixes (Fig. 3b) compared to the mixes without superplasticizer from ~ 1.5 to ~ 3 h in cement paste series and from ~ 6 to ~ 8 h in plaster series. The most significant retardation effect in early hydration period is observed in the mixes with MW additive. This effect can be explained by the composition of the superplasticizer, which contains a lot of melamine with hydration retardation properties. Literature analysis revealed that low-quality metakaolin also has cement hydration retardation properties [23].
The analysis of HHR2max values in hydration Stage III (Fig. 4) revealed that HHR2max is lower in mixes with pozzolanic additives compared to the control specimen (the results of different series were compared). The lowest HHR2max value in mixes with pozzolanic additives was observed in the mix with a mixed additive, and the highest value was recorded in the mix with MW additive.

The value of maximum of the rate of heat release rate in hydration Stage III
Despite the retardation effect of the plasticizer in cement paste (Fig. 3b), HHR2max increases (Fig. 4). In contrast to cement paste, the results for plasters show both the prolongation of t2max and a decrease in HHR2max. Higher rates of heat release in plaster are observed in mixes with MW additive compared to FCCW additive and a mixed additive.
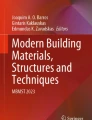
The total heat release (THR, Fig. 5) in the series cement paste after 72 h is from ~ 3 to ~ 8% lower in the mixes with pozzolanic additives: cement dilution effect is observed (cement in the mix is substituted by a certain amount of pozzolanic additive). The lowest THR was observed in specimens with a mixed FM additive (340 J g−1) compared to the control specimen (371 J g−1).

Total amount of released heat during 72 h of hydration
The use of a plasticizer (cement paste-S series) and W/B reduction result in higher THR of control specimen (384 J g−1). THR becomes almost the same in the mixes with pozzolanic additives. However, it is ~ 4.5% lower compared to the control specimen.
In the case of plaster series, unlike cement paste series, the THR of all mixes with pozzolanic additives is actually the same (276–279 J g−1) and is lower than the THR of the control specimen (Fig. 5). This difference (~ 10%) is the highest if compared to cement paste and cement paste-S series. It should be also noted that THR is ~ 20% lower in the mixes of plaster and Plaster-S series because of much lower cement content in the mix compared to cement paste and cement paste-S series.
THR is lower (~ 3 to ~ 6%) in the mixes of Plaster-S series compared to THR in the mixes of plaster series (Fig. 5). In this series, THR of the control specimen and THR of mixes with pozzolanic additives is actually the same. It means that irrespective of the cement content in plaster mixes, the superplasticizer considerably retards the hydration process. This retardation is observed not only in the early hydration stage (Figs. 3, 4) but also after 72 h of material hardening (Fig. 5).
It should be also noted that plaster mixes behave differently (lower THR caused by the effect of superplasticizer on cement hydration) compared to cement mixes (higher THR).
Strength activity index (SAI) after 7 days of curing is shown in Fig. 6. SAI is decimal relative to the control strength. If the index is greater than 1, an improvement in the cement matrix is observed due to the work of the pozzolanic additive. It should be noted that the greatest positive effect of FCCW additive on the SAI is observed after 7 days of material hardening (in all series > 1). As mentioned before, this pozzolanic additive accelerates early hydration of cement in the cement paste and in the plaster.

Strength activity index of cement paste and plaster after 7 days (the compressive strength of control specimens is shown below the mark of the series)
The retarding effect of MW and mixed pozzolanic additive on cement hydration in the early stage was observed in the specimens of both cement paste and plaster series. For this reason, SAI is < 1 even after 7 days of curing. As stated above, the superplasticizer used in our tests also retards cement hydration in the early stage. However, a smaller amount of water can be used to produce specimens from the mixes with plasticizer. Apparently (Fig. 6), plasticized mixes with lower water content (cement paste-S and Plaster-S) have a higher SAI compared to the mixes without a plasticizer.
After 28 days hardening of the samples, all pozzolans work well and the SAI of plasters with a combined additive (plaster, Plaster-S) is higher than the SAI of plasters with individual pozzolanic additives (Fig. 7). It should be noted that the SAI of plasters is significantly higher than the SAI of hardened cement paste. Apparently, higher SAI values are influenced by GEG properties, especially metakaolin on GEG surface.

Strength activity index of cement paste and plaster after 28 days (the compressive strength of control specimens is shown below the series markings)
Figures 8–11 illustrate SEM results employed to evaluate the effect of additives used on the development of plaster microstructure.

Characteristic appearance of plaster microstructure in GEG and cement matrix zone: a magnification× 100, b magnification× 1000
Figure 8a illustrates the characteristic appearance of the control specimen (P Control sample) of all mixes after 7 days of curing in wet environment, where a very good contact of GEG with the cement matrix is observed. Apparently, metakaolin particles adhered to GEG surface participate in cement hydration process and improve the connection of GEG with the cement matrix. Figure 8b shows how hydration products penetrate the granule hole. As a result, additional links between the granule and cement matrix are formed.
The microstructure of cement matrix in plaster without plasticizer (P Control sample) after 7 days curing is shown in Fig. 9a. Hydration products are clearly visible in the microstructure: plate-shaped portlandite and needle-shaped ettringite [42, 43]. A slowdown in the development of the microstructure of the cement matrix with plasticizer (PS Control sample) is observed in Fig. 9b. Ettringite and fine hydration products that are difficult to identify visually are seen in this microstructure.

Microstructure of not plasticized and plasticized cement matrix in plaster after 7 days: a P Control sample, b PS Control sample
Due to the acceleration effect of FCCW on cement hydration, good and dense microstructure of cement matrix in plaster P Sample-F after 7 days is observed (Fig. 10a). MW additive behaves differently and slows down the formation of the microstructure in plaster P Sample-M (Fig. 10b). The same after 7 days is observed in the case of a mixed additive in P Sample-FM (Fig. 10c).

Microstructure of cement matrix with pozzolanic additives in plaster after 7 days: a P Sample-F, b P Sample-M, c P Sample-FM
After 28 days of hardening, very dense microstructures of plasters with pozzolans are observed in all mixes with pozzolanic additives (the characteristic microstructure of mixes with FCCW and combined additive is shown in Fig. 11).

Microstructure of cement matrix with pozzolanic additives in plaster after 7 days: a P Sample-F, b P Sample-FM
Conclusions
In summary of the obtained test results, it can be stated that it is possible to control the hydration process by a combination of FCCW additive, which accelerates cement binding, and MW additive, which retards cement hydration. The plaster containing such a combined additive reached the highest SAI value after 28 days of curing.
The inertness of the additive has the highest effect on hydration process. In mixes containing GEG, active metakaolin particles adhered to GEG surface participate in the hydration process. Therefore, the results of cement paste and plaster calorimetry tests differ: despite the prolonging effect of the plasticizer in cement paste HHR2max increases. In contrast to cement paste, the results for plasters show both the prolongation of t2max and a decrease in HHR2max.
The retarding effect of superplasticizer Melment 10 and MW additive in the early stage of cement hydration identified in calorimetry tests is also observed after 7 days of curing during the development of plaster microstructure (the development slows down). Only ettringite crystals are clearly visible, and control samples contain a lot of portlandite.
References
Hurley J. A UK Market survey for foam glass. Glass: research and development final report. The waste and resources action programme, WRAP report; 2003.
Limbachiya MC. Sustainable waste management and recycling: glass waste. In: Proceedings of international conference organized by Concrete and Masonry Research Group, held at Kingston University. London: Thomas Telford Publishing; 2004.
Limbachiya MC, Meddah MS, Fotiadou S. Performance of granulated foam glass concrete. Constr Build Mater. 2012;28:759–68.
Zhao J, Li D, Liao S, Wang D, Wang H, Yan P. Influence of mechanical grinding on pozzolanic characteristics of circulating fluidized bed fly ash (CFA) and resulting consequences on hydration and hardening properties of blended cement. J Therm Anal Calorim. 2018;132:1459–70.
Palou M, Kuzielova E, Žemlička M, Novotný R, Másilko J. The effect of metakaolin upon the formation of ettringite in metakaolin–lime–gypsum ternary systems. J Therm Anal Calorim. 2018;133:77–86.
Federico LM. Waste glass—a supplementary cementitious material. A thesis, McMaster University Hamilton, Ontario; 2016.
Bumanis G, Bajare D, Locs J, Korjakins A. Alkali-silica reactivity of foam glass granules in structure of lightweight concrete. Constr Build Mater. 2013;47:274–81.
Sha W, Pereira GB. Differential scanning calorimetry study of ordinary Portland cement paste containing metakaolin and theoretical approach of metakaolin activity. Cem Concr Compos. 2001;23:455–61.
Wilinnska I, Pacewska B. Influence of selected activating methods on hydration processes of mixtures containing high and very high amount of fly ash. J Therm Anal Calorim. 2018;133:823–43.
Kuzielova E, Žemlička M, Novotny R, Palou MT. Simultaneous effect of silica fume, metakaolin and ground granulated blast-furnace slag on the hydration of multicomponent cementitious binders. J Therm Anal Calorim. 2019;136:1527–37.
Trusilewicz NL. Thermal stability of Friedel’s salt from metakaolin origin by DSC and HTXRD techniques. J Therm Anal Calorim. 2018;134:371–80.
Pacewska B, Bukowska M, Wilinska I, Swat M. Modification of the properties of concrete by a new pozzolan—a waste catalyst from the catalytic process in a fluidized bed. Cem Concr Res. 2002;32(1):145–52.
Pacewska B, Wilinska I, Bukowska M, Nocun-Wczelik W. Effect of waste aluminosilicate material on cement hydration and properties of cement mortars. Cem Concr Res. 2002;32:1823–30.
Paya J, Monzo J, Borrachero MV, Velázquez S. Evaluation of the pozzolanic activity of fluid catalytic cracking catalyst residue (FC3R). Thermogravimetric analysis studies on FC3R-portland cement pastes. Cem Concr Res. 2003;33(4):603–9.
Paya J, Monzo J, Borrachero MV. Fluid catalytic cracking catalyst residue (FC3R) an excellent mineral by-product for improving early-strength development of cement mixtures. Cem Concr Res. 1999;29(11):1773–9.
Pacewska B, Wilińska I, Bukowska M, Blonkowski G, Nocuń-Wczelik W. An attempt to improve the pozzolanic activity of waste aluminosilicate catalyst. J Therm Anal Calorim. 2004;7(1):133–42.
Al-Jabri K, Baawain M, Taha R, Al-Kamyani ZS, Al-Shamsi K, Ishtieh A. Potential use of FCC spent catalyst as partial replacement of cement or sand in cement mortars. Constr Build Mater. 2013;39:77–81.
Hsiu-Liang C, Yun-Sheng T, Kung-Chung H. Spent FCC catalyst as a pozzolanic material for high-performance mortars. Cem Concr Compos. 2004;26:657–64.
Lomas MG, Rojas MIS, Frias M. Pozzolanic reaction of a spent fluid catalytic cracking catalyst in FCC-cement mortars. J Therm Anal Calorim. 2007;90(2):443–7.
Saika NJ, Sengupta P, Gogoi PK, Borthakur PC. Hydration behaviour of lime-co-calcined kaolin-petroleum effluent treatment plant sludge. Cem Concr Res. 2002;32(2):297–302.
Rashad AM. Metakaolin as cementitious material: history, scours, production and composition—a comprehensive overview. Constr Build Mater. 2013;41:303–18.
Kamseu E, Cannio M, Obonyo EA, Tobias F, Bignozzi MC, Sglavo VB, Leonelli C. Metakaolin-based inorganic polymer composite: effects of fine aggregate composition and structure on porosity evolution, microstructure and mechanical properties. Cem Concr Compos. 2014;53:258–69.
Amer AA, El-Hoseny S. Properties and performance of metakaolin pozzolanic cement pastes. J Therm Anal Calorim. 2017;129:33–44.
Vejmelkova E, Pavlikova M, Keppert M, Kersner Z, Rovnanikova P, Ondracek M. High performance concrete with Czech metakaolin: experimental analysis of strength, toughness and durability characteristics. Constr Build Mater. 2010;24:1404–11.
Gruber KA, Ramlochan T, Boddy A, Hooton RD, Thomas MDA. Increasing concrete durability with high-reactivity metakaolin. Cem Concr Compos. 2001;23:479–84.
Souri A, Kazemi-Kamyab H, Snellings R, Naghizadeh R, Golestani-Fard F, Scrivener K. Pozzolanic activity of mechanochemically and thermally activated kaolins in cement. Cem Concr Res. 2015;77:47–59.
Poon CS, Kou SC, Lam L. Compressive strength, chloride diffusivity and pore structure of high performance metakaolin and silica fume concrete. Constr Build Mater. 2006;20:858–65.
Menhosh A, Wang Y, Wang Y, Augusthus-Nelson L. Long term durability properties of concrete modified with metakaolin and polymer admixture. Constr Build Mater. 2018;172(30):41–51.
Krajci L, Mojumdar SC, Janotka I, Puertas F, Palacios M, Kuliffayova M. Performance of composites with metakaolin-blended cements. J Therm Anal Calorim. 2015;119:851–63.
Bai J, Wild S, Ware JA, Sabir BB. Using neural networks to predict workability of concrete incorporating metakaolin and fly ash. Adv Eng Softw. 2003;34:663–9.
Bai J, Wild S, Sabir BB. Sorptivity and strength of air-cured and water-cured PC–PFA–MK concrete and the influence of binder composition on carbonation depth. Cem Concr Res. 2002;32:1813–21.
Plank J, Sakai E, Miao CW, Yu C, Hong JX. Chemical admixtures—chemistry, applications and their impact on concrete microstructure and durability. Cem Concr Res. 2015;78:81–99.
Kismi M, Saint-Arroman JC, Mounanga P. Minimizing water dosage of superplasticized mortars and concretes for a given consistency. Constr Build Mater. 2012;28:747–58.
Cody AM, Lee H, Cody RD, Spry PG. The effects of chemical environment on the nucleation, growth, and stability of ettringite [Ca3Al(OH)6]2(SO4)3·26H2O. Cem Concr Res. 2004;34:869–81.
Shi C, Zhang G, He T, Li Y. Effects of superplasticizers on the stability and morphology of ettringite. Constr Build Mater. 2016;112:261–6.
Wutz K. Advanced polymers for monolithic refractories. In: Proceedings of the biennial wordwide congress on refractories UNITECR; 2001. p. 85–97.
Antonovič V, Baltrėnas P, Aleknevičius N, Pundienė I, Stonys R. Modification of petrochemical fluid catalytic cracking catalyst waste properties by treatment in high temperature. In: 10th international conference modern building materials, structures and techniques, vol. 1; 2010. p. 6–12.
Donatello S, Tyrer M, Cheeseman CR. Comparison of test methods to assess pozzolanic activity. Cem Concr Res. 2010;32:121–7.
Cyr M, Lawrence P, Ringot E. Efficiency of mineral admixtures in mortars: quantification of the physical and chemical effects of fine admixtures in relation with compressive strength. Cem Concr Res. 2006;36(2):264–77.
Šeputyte-Jucike J, Kligys M, Sinica M. The effects of modifying additives and chemical admixtures on the properties of porous fresh and hardened cement paste. Constr Build Mater. 2016;127:679–91.
Costa C, Marques P. Low-carbon cement with waste oil-cracking catalyst incorporation. In: IEEE-IAS/PCA 54th cement industry technical conference; 2012.
Han S, Yan PY, Liu RG. Study on the hydration product of cement in early age using TEM. Sci China Technol Sci. 2012;55(8):2284–90.
El-Gamal SMA, Abo-El-Enein SA, El-Hosiny FI, Amin MS, Ramadan M. Thermal resistance, microstructure and mechanical properties of type I Portland cement pastes containing low-cost nanoparticles. J Therm Anal Calorim. 2018;131:949–68.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Antonovič, V., Sikarskas, D., Malaiškienė, J. et al. Effect of pozzolanic waste materials on hydration peculiarities of Portland cement and granulated expanded glass-based plaster. J Therm Anal Calorim 138, 4127–4137 (2019). https://doi.org/10.1007/s10973-019-08464-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-019-08464-6