
Abstract
Nanostructures have a wide range of potential applications in industry because they can impart novel mechanical or functional properties to coatings such as abrasion resistance, UV shielding, superhydrophobicity. In this work we present a method for the fabrication of nanostructured coatings with improved mechanical properties, in which sol–gel nanoparticles are deposited on a surface and embedded in a ceramic film by plasma-enhanced chemical vapour deposition. This synthetic strategy is applied to the fabrication of transparent nanostructured antiscratch coatings.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nanostructured coatings with enhanced functional or mechanical properties are widely requested by hi-tech industry in key applications such as protective, antireflection and antibacterial coatings. For example, scratch-resistant nanostructured coatings can be used to protect a soft plastic substrate from abrasion [1–3], shield UV-sensitive materials [4], impart antibacterial properties [5], and create self-cleaning surfaces [6, 7]. The functional properties are provided by the presence of structures defined at the nanoscale, for example TiO2 nanoparticles for the photocatalytic effect and UV-absorbing properties, and Ag nanoparticles for biocide properties.
Functional nanoparticles synthesized by the sol–gel technique [8] present improved characteristics compared with other synthetic routes, such as purity, homogeneity, the ability to finely tune the chemical composition and microstructure. For example, alumina and silica nanoparticles are used in organic and sol–gel coatings to enhance their antiscratch properties [9–12]. Titania, ceria and zinc oxide nanoparticles can be used to fabricate transparent, UV-cutting coatings due to their tuneable absorption in the UV range. Titania nanoparticles are also used in self-cleaning and antibacterial coatings, based on the photocatalytic effect of nanocrystalline anatase in the degradation of organic molecules [13]. Nanoparticles in functional coatings may also induce roughness at the micro- and nanometre scale: this is a key factor in highly hydrophobic coatings, where suitable film roughness is required, in addition to the presence of alkyl or fluoroalkyl chains [14–16].
Nanostructured surfaces are often obtained via a wet chemistry approach, such as the sol–gel process, in which nanoparticles are dispersed in a liquid medium, which is then deposited onto a surface by techniques such as dip- or spin-coating. The chemical composition of the matrix has to be adjusted in order to match the nature of the substrate (e.g. glass, metal, plastic) and the curing method (typically, thermal or UV). Furthermore, the chemical compatibility between the nanoparticles and the matrix has to be ensured by tailoring their chemical composition.
An alternative method, which we illustrate in the present work, is the deposition of a nanoparticle layer via dip-coating and the subsequent chemical vapour deposition of a silica film. Plasma-enhanced chemical vapour deposition (PECVD) is a very common technique employed industrially which allows deposition of uniform coatings on wide surfaces, covering surface morphologic features at the nanometre scale [17]. PECVD offers the possibility to coat a variety of surfaces with transparent hard coatings at low processing temperature, enabling the possibility of coating temperature-sensitive substrates such as plastic and even paper [18]. In this work we report on the fabrication of functional nanostructured surfaces using an multidisciplinary approach which makes use of the sol–gel process to synthesize silica nanospheres, which are then embedded in the PECVD matrix coatings.
2 Experimental
2.1 Nanoparticles
All the reagents were purchased from Acros and used as received. Silica nanoparticles were synthesised according to a Stöber [19] synthesis protocol using tetraethyl orthosilicate (TEOS) as the silicon source, ammonia (NH4OH 30%) as the catalyst and ethanol (EtOH) as the solvent.
After mixing the precursors, the solutions were left to react under stirring for 3 h, during which an increase in opacity was observed, corresponding to the formation of nanoparticles. This synthesis protocol allows for control of nanoparticle size by adjusting the solvent quantity (different amounts of ethanol in the precursor solution correspond to different nanoparticle sizes).
An experimental calibration curve demonstrating that nanoparticle diameters can be easily tuned in the 60–650 nm range varying the solvent quantity is presented in Fig. 1. Keeping the amounts of reagents and catalyst constant (0.5 mL TEOS and 1.5 mL NH4OH) the calculated linear regression (R2 = 0.9944) relates the nanoparticles size (dNP) with the amount of solvent (EtOH) with the equation dNP (nm) = 746.1–23.3 EtOH (mL). Based on this calibration curve, three solutions were prepared by mixing aqueous ammonia solution with ethanol and subsequently adding TEOS, according to the following molar ratios: TEOS:EtOH:NH4OH = 1:x:5.7, where x was varied according to the desired particle size, in the range 220–170 for particle sizes of 70–180 nm. The nanoparticles were deposited on the substrates by dip-coating the as-prepared solutions at controlled speed (either 300 or 600 mm min−1) and relative humidity (RH < 10%).

Experimental calibration curve showing the relation between the silica nanoparticle diameter and the solvent quantity used in the reaction mixture
2.2 Deposition of silica films via PECVD
The silica films were deposited by radio frequency plasma-enhanced chemical vapour deposition (RF-PECVD) in a Plasma Electronics industrial apparatus with a vacuum chamber of 1 m3 of cubic shape. Gas distribution from one side of the cube and pumping from the opposite side allows a uniform distribution of the process gases, the chamber walls serve as anodes in the discharge while the cathode consists in a plate electrode at the bottom side of the cube. The silica films were deposited using O2 (99.999%) and hexamethyldisiloxane (HMDSO, from Acros) as the precursor gases at the constant flow rate of 300 and 50 sccm, respectively, and at the working pressure of about 7.5 Pa. The substrates were positioned on the cathode (0.5 m2) and the RF power was set to 450 W, corresponding to 0.1 W cm−2. The thickness of the films was controlled by controlling the deposition time, with a deposition rate of about 10 nm min−1. The deposition temperature was between 30 and 40 °C. The silica films thus obtained have a composition of SiO2 and have a low Si–C content as demonstrated by FTIR measurements (not shown in figure). The selected parameters allow the deposition of dense ceramic silica layers with no columnar structure and hardness of about 8 GPa, as measured by nanoindentation.
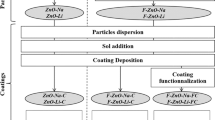
2.3 Preparation of nanocomposite coatings
The substrates chosen for this work were polycarbonate (PC), silicon wafers and AISI 304 steel (1 μm polished). In the case of steel, the substrates were cleaned with deionised water and sonicated in isopropanol for 10 min. Prior to nanoparticle deposition, a thin (20 nm) silica film was deposited on the steel substrates by PECVD in order to promote adhesion of the nanoparticles to the substrate. After the nanoparticle deposition step, the matrix coatings were grown for a thickness corresponding to the nanoparticle diameter so that the nanoparticles were fully covered to ensure a complete bonding to the substrate. In order to study the effects of the coating thickness on mechanical performances, the nanoparticle deposition and matrix film deposition steps were repeated for 1, 2, 4 and 8 times, obtaining multilayer coatings. A schematic diagram showing the steps of the process involving the alternate dip-coating of the nanoparticles and the subsequent PECVD deposition is proposed in Fig. 2a–f.

Scheme of the fabrication process: a first nanoparticle layer is deposited (a) and covered by depositing a silica PECVD film (b); this sequence can be repeated to obtain multilayer coatings (c–f). Cross-sectional SEM images (g) and h show that the nanoparticles are effectively covered by the silica PECVD coating; four layers can be discerned in (h)
2.4 Characterisation
An atomic force microscope (AFM) (NT-MDT Ntegra) was used to analyze the topography of the samples. Surfaces were measured at 0.5–1 Hz scan speed in contact mode using a silicon tip with nominal resonance frequency of 10 kHz, 0.03 N m−1 force constant and 10 nm typical curvature radius. Scanning electron microscopy (SEM) measurements were conducted using a VEGA TS 5130 LM (Tescan) microscope equipped with a W filament and accelerating voltage of 30 kV. Microscratch tests were performed using a Nanotest indenter (MicroMaterials) equipped with a diamond Rockwell tip (200 μm radius of curvature) applying an increasing load up to 5 N. Each measurement consisted in three steps in which the tip is scanned across the sample: the first scan with a constant load of 100 mN is performed in order to acquire the initial surface topography (“first pass”); in the second scan the increasing load is applied to the tip (“second pass”); the third scan, performed in the same way as the first, acquires the resulting scratch topography (“third pass”). In these three steps the penetration depth and the friction force were recorded as a function of the tip distance.
3 Results and discussion
3.1 Sample preparation and nomenclature
The following experimental parameters were varied in the preparation of the samples:
-
nanoparticle size (nominal sizes of 70, 100 and 180 nm);
-
nanoparticle density on the substrate (low density, high density);
-
number of layers constituting the coating (1, 2, 4 or 8).
Each sample is referred to using a nomenclature according to these deposition parameters. The three nanoparticle sizes are noted as A, B or C (for 70, 100 and 180 nm respectively), the two densities are noted as H (high density) or L (low density) and the final number refers to the number of layers composing the coating. For example, sample CL4 was obtained depositing 4 layers of 180 nm nanoparticles deposited with low density (withdrawal speed 300 mm min−1).
A statistical analysis of the nanoparticle size derived from AFM measurements of the silica nanoparticles deposited on Si substrates shows that the three nanoparticle sizes are peaked around 70, 100 and 180 nm, with a distribution around the mean value of 15%. The pulling rate influences the nanoparticle density deposited on the substrate: higher withdrawal speeds are associated with higher densities and vice versa. In our case the pulling rate was set to either 300 or 600 mm min−1. These values correspond to different densities of nanoparticles deposited on a substrate. In particular, the percentage of surface covered by 70 and 100 nm nanoparticles is about 60% for low-density and 90% for high-density layers, whereas the percentage of surface covered by 180 nm nanoparticles is about 35% for low-density and 50% for high-density layers.
Figure 3 shows the appearance of two coatings deposited on PC. The nanostructured coating with small nanoparticle size (70 nm, Fig. 3a) is transparent, whereas the coating with larger nanoparticle size (180 nm, Fig. 3b) shows light scattering which causes slight opacity.

Picture showing the transparency of nanostructured sol–gel/PECVD coatings deposited on PC (a sample AL1; b sample CL1)
3.2 Morphology
Figure 2g shows a SEM image of a coating partially detached from the Si substrate along the edge where the sample was broken for microscopy observation. The coating shows surface reliefs, which are due to the presence of nanoparticles beneath the PECVD silica coating. This representative image is a first indication that the PECVD coating is effective in covering the silica nanoparticles, fixing them to the substrate. The PECVD silica film is not only efficient in binding the particles to the substrate, but also in binding the particles between each other: as can be observed in the figure, no detachment of single particles from the coating occurred when the sample was broken for SEM observations; rather, the coating cracked as a compact tough film with preferential propagation of the fractures along particle boundaries. Figure 2h shows a cross-sectional SEM image of the multilayered sample CL4, in which the 4 nanoparticle layers constituting the nanocomposite can be discerned.
3.3 Topography
Selected 4 × 4 μm AFM scans on AH1, BH1, CL1 samples are reported in Fig. 4a, b and c, respectively. In these samples, both density and nanoparticle size were varied (Fig. 4a: high density and small size; Fig. 4b: medium density and medium size; Fig. 4c: low density and large size). The shape of clusters and isolated nanoparticles are clearly detected by the microscope. The different morphologies can be attributed to the different size and surface density of the nanoparticles embedded in the PECVD coating. The samples were also scanned in areas of 20 × 20 μm in order to quantify the nanoparticle densities, with higher statistics (not shown in figure).

AFM images of monolayer coatings prepared using nanoparticles with sizes of (from left to right) 70, 100 and 180 nm
3.4 Microscratch analysis
The results of the microscratch tests show a substantial improvement of the antiscratch properties of the nanostructured coatings deposited on PC substrates, as compared to uncoated PC. First, the critical load of the different samples are taken into exam (Table 1).
As can be observed, all the coated samples show an increase in the critical load with respect to a silica coating (200 nm thick) deposited without nanoparticles, independently from the number of layers deposited, density or nanoparticle size. This increase can be attributed to the blocking effect towards crack propagation, which is induced by the particles. In these coatings, the addition of nanoparticles has a completely different aim compared with polymer nanocomposites: in the present case, the purpose of obtaining a nanoparticle-modified coating is not to increase the matrix hardness, but to avoid its brittleness. In particular, as can be seen in Fig. 5, crack propagation is hindered by the presence of the nanoparticles: the cracks bend and stop in correspondence of the nanoparticles, the propagation of the crack is therefore energetically unfavoured, likely because cracks must travel round the nanoparticles in order to propagate. Differences between the coatings with low and high nanoparticle density are appreciable, in that less dense particles are more easily “anchored” to the substrate because they are surrounded by more space where the PECVD silica layer can bond to the substrate, fixing the nanoparticle more effectively. Moreover, it can be observed that the critical load value increases as the number of layers increases. In fact, the number of layers corresponds to an increase in coating thickness. Furthermore, the thickness of films having equal number of layers increases with particle size because, as described, the PECVD coating has a thickness approximately equal to the particle diameter on which it is deposited. The increase of critical load as a function of thickness can thus be ascribed to the higher loads required in thicker films to reach in depth the shear stress field needed for interface delamination or plastic substrate deformation. As a consequence, in order to study the behaviour of particles with different sizes, we should consider coatings with equal (or at least comparable) thicknesses. For example, samples AL8, BL4 and CL2 have the same the critical loads (2,400 mN) within the experimental error. In conclusion, no particle size effect appears in the critical load values in the scale range investigated.

SEM micrographs showing the hindering of crack propagation in the antiscratch coating
Figure 6a shows sample topography after the scratch (“third pass”) for the AH series. It can be observed that the residual plastic deformation before critical load is reduced of more than 30% with respect to the uncoated sample. Plastic deformation is, in fact, a function of film thickness showing no dependence on particle density and size. This plastic deformation reduction is shown in Table 2 as a function of coating thickness with respect to a bare PC substrate.

a Sample topography after the scratch (“third pass”): plastic deformation before coating failure is reduced up to 50% with respect to an uncoated sample (AH1, AH2, AH4, AH8, uncoated PC). b The friction force recorded during the application of load is reduced with respect to an uncoated PC sample
Unexpectedly, a the marked reduction of the plastic deformation was observed even in the 200 nm thick coatings. In order to explain such behaviour we have considered the tangential force during the scratch. Using a simplified model, the stress field (F) can be considered as the sum of two contributions: F = P + S [20, 21]. The first contribution P is the stress due to the indentation of the tip on the sample; the second contribution S is due to the shear friction and S = Aτ, where A is the contact area between the tip and the sample and τ is the shear stress, which depends on the friction coefficient between the two contacting materials (μ) and is compressive in the moving direction of the tip and tensile in the opposite direction. Therefore, for indentation pressures lower than the plastic critical deformation yield, the friction contribution cannot be neglected in the evaluation of the scratch resistance. At this point, since for coatings with thickness of few hundred nanometres the indentation contribution is principally related to substrate properties, the observed antiscratch behaviour can be explained by the different friction coefficients. Considering the plot of friction versus length of a representative sample series (AH1…AH8) at the second pass (load is applied), plotted with the untreated PC taken as a reference (Fig. 6b), the friction of the untreated sample at a defined position in the scratch below the critical load is nearly double the friction of the treated AH samples. The friction curves can be superimposed within an error of ≈5% and no trend is visible as a function of plastic depth deformation. This evidence suggests that the friction force reduction can be mainly ascribed to τ: therefore, the decrease in friction during the scratch is ascribed to the different types of materials in contact, diamond/PC and diamond/silica. This decrease in friction is probably the main cause for the decrease in plastic deformation observed in thin layers (200 nm), since it reduces the shear stress due to the friction.
4 Conclusions
Nanostructured transparent coatings were prepared by a combined sol–gel/PECVD approach. Silica nanoparticles synthesised by a Stöber technique were dip-coated on different substrates, then the nanoparticles were fixed on the substrates by depositing a silica coating by PECVD. AFM and SEM measurements demonstrated that nanoparticles with different sizes can be deposited on the substrate, varying their density by adjusting the dip-coating speed, and that the PECVD silica matrix effectively anchors the nanoparticles to the substrate. Microscratch tests highlighted the antiscratch properties of the sol–gel/PECVD nanostructured coatings, in particular we observed an increase in the critical load and a reduction of the plastic deformation, compared with a PECVD silica coating. The present method can be generalised to fabricate multilayered films and can be extended to the use of nanoparticles encompassing many sizes and chemical compositions, therefore exhibiting different functional properties (e.g. optical properties and antibacterial activity).
References
Schottner G (2001) Chem Mater 13:3422
Chen Z, Wu LYL (2008) Tribol Interfacial Eng Ser 55:325
Bautista Y, Gonzalez J, Gilabert J, Ibañez MJ, Sanz V (2011) Prog Org Coat 70:178
Katangur P, Patra PK, Warner SB (2006) Polym Degrad Stab 91:2437
Marini M, Bondi M, Iseppi R, Toselli M, Pilati F (2007) Eur Polym J 43:3621
Zhai L, Cebeci FC, Cohen RE, Rubner M (2004) Nano Lett 4–7:1349
Hsieh C, Chen J, Kuo R, Lin T, Wu C (2005) Appl Surf Sci 240:318
Brinker CJ, Scherrer GW (1990) Sol-gel science. Academic Press, San Diego
Charitidis C, Gioti M, Logothetidis S, Kassavetis S, Laskarakis A, Varsano I (2004) Surf Coat Technol 180:357
Bhattacharya RS (1998) Surf Coat Technol 103:151
Bauer F, Gläsel H-J, Decker U, Ernst H, Freyer A, Hartmann E, Sauerland V, Mehnert R (2003) Prog Org Coat 47:147
Sangermano M, Malucelli G, Amerio E, Priola A, Billi E, Rizza G (2005) Prog Org Coat 54:134
Mellott NP, Durucan C, Pantano CG, Guglielmi M (2006) Thin Solid Films 502:112
Zhang X, Shi F, Niu J, Jiang Y, Wang Z (2008) J Mater Chem 18:621
Costacurta S, Falcaro P, Malfatti L, Marongiu D, Marmiroli B, Cacho-Nerin F, Amenitsch H, Kirkby N, Innocenzi P (2011) Langmuir (in press). doi:10.1021/la103863d
Falcaro P, Malfatti L, Vaccari L, Amenitsch H, Marmiroli B, Grenci G, Innocenzi P (2009) Adv Mater 21:4932
MacDonald NC (1996) Microelectron Eng 32:49
Vaswani S, Koskinen J, Hess DW (2005) Surf Coat Technol 195:121
Stöber W, Fink A, Bohn W (1968) J Colloid Interface Sci 26:302
Hamilton GM, Goodman LE (1966) J Appl Mech 33:371
Hamilton GM (1983) Proc Inst Mech Eng C J Mech Eng Sci 197:53
Acknowledgments
Rusty T. is gratefully acknowledged for enlightening discussion. C. Pattana is acknowledged for satisfactory friction coefficient measurements and analysis.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Costacurta, S., Falcaro, P., Vezzù, S. et al. Fabrication of functional nanostructured coatings by a combined sol–gel and plasma-enhanced chemical vapour deposition method. J Sol-Gel Sci Technol 60, 340–346 (2011). https://doi.org/10.1007/s10971-011-2573-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10971-011-2573-x