
Abstract
Mesoporous TiO2/γ-Al2O3 composite granules were prepared by combining sol–gel/oil-drop method, using various titania solution. The product granules can be used as a photocatalyst or adsorbent in moving, fluidized bed reactors. The phase composition and pore structure of the granules can be controlled by calcination temperature and using different titania solution. In the photocatalysis of NH3 decomposition, TiO2/γ-Al2O3 granules using Degussa P25 powder treated thermally at 450 °C showed the highest catalytic ability. However, TiO2/γ-Al2O3 granules using titania made by hydrothermal method had comparable performance in NH3 decomposition.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Ammonia decomposition process has been appealing a great interest in recent years. The decomposition reaction involves mainly producing controlled atmospheres for heat treatment in the metallurgical industry, for generation of the hydrogen–nitrogen mixture used in steel and electronic industries and eliminating an environmental pollution from the ammonia-containing waste gases [1–3]. In addition, the process of NH3 decomposition is also attractive due to generation of COx-free hydrogen for power proton exchange membrane fuel cells (PEMFC) and the unconverted NH3 can be reduced to less than 200 ppb level by means of an adsorber [3, 4].
Homogeneous and heterogeneous photocatalyses have played an important role in many photochemical conversion processes, and have been extensively studied over the last two decades. Metal oxide materials including anatase TiO2, WO3, Ta2O5, and In2O3 have been widely investigated as the heterogeneous photocatalysts for the complete oxidation of toxic contaminants in liquid or gas phase [5–9]. In recent years, titania (titanium oxide) has been extensively studied and applied to degrading a wide range of organic compounds, for waste water treatment, and for abatement of bacteria [10–17]. TiO2 photocatalytic materials are especially attractive because of its good properties such as non-toxic, clean and safe properties as well as high photocatalytic activity, thermal and chemical stability, and the abundance of the necessary raw materials [8, 18].
Unfortunately, pure titania exhibits low adsorption ability for the bulky organic pollutants. The quantum efficiency of this process proved to be quite low, which limited the practical application of this technique in industry [19]. However, the catalytic activity can be improved due to its deposition on inert porous supports. In recent years, attempts have been made to support fine TiO2 on porous adsorbents like ordered mesoporous silica materials [20, 21].
Among several mesoporous ceramics, γ-alumina (γ-Al2O3) is probably the most common crystalline material extensively applied as a support body for catalysts or adsorbents due to its high surface area and abrasion resistance. Preparation of porous metal oxide–alumina composite granules with desirable pore structure and admirable mechanical properties is of great worth to the development of novel catalysts and adsorbents for various applications. To our best knowledge, no significant work has been reported on the synthesis of TiO2-Al2O3 composite granules with high surface area, controlled porosity and tailor-designed pore size distribution. Recently, we reported that mesoporous spherical TiO2/γ-Al2O3 granules were prepared by an improved sol–gel/oil-drop granulation process [J. Choi, submitted]. The study concluded that the titania concentration is a critical factor for the shape and properties of the product composite granules. The pore structure of granules can be controlled by varying the concentration of TiO2 and the calcination temperatures.
In this work, mesoporous TiO2/γ-Al2O3 granules were prepared by the modified sol–gel/oil-drop process using various sources of titania as starting material, prepared by sol–gel method, hydrothermal method and using commercial product Degussa P25. Since titania particles prepared by different preparation techniques possess diverse properties, the product granules are also expected to show different pore structure, phase composition, and photocatalytic activity. In this paper, the structural and textural properties of the TiO2/γ-Al2O3 granules as well as photocatalytic activity were systematically investigated.
2 Experimental
2.1 Preparation of TiO2/Al2O3 granules
2 M stable boehmite sols were synthesized from hydrolysis and condensation of aluminum isopropoxide, AIP (Aldrich, MW = 204.25, 98% purity), using the modified Yoldas process as described in literature [22–24]. The precursor AIP was first hydrolyzed in 500 mL distilled water at 80∼85 °C, and after 1 h of stirring, the resulting slurry (with AlOOH precipitates) was peptized with 1 M HNO3, at an HNO3 to AlOOH molar ratio of 0.07. The sol was refluxed overnight for more than 12 h at 95 °C to remove the remaining alcohol.
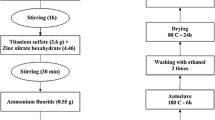
The titania sols were synthesized by three methods, sol–gel, hydrothermal and dispersing the commercial product Degussa P25 in water. 0.5 M titania sol was synthesized by hydrolysis and condensation of titanium tetraisopropoxide, TTIP (Aldrich, MW = 284.26, 97% purity) according to the literatures [25, 26]. TTIP was dissolved in isopropanol at room temperature and in a water-free atmosphere. Then, the solution was added slowly into the distilled water while stirring at high speed for 1.5 h, thus white precipitates formed. The precipitates obtained were separated and washed repeatedly with distilled water until the precipitates became free of alcohol. The precipitates were converted into a stable sol by dispersing in 1000 mL of water. 500 mL of well dissolved solution was followed by peptization with an addition of 1 M HNO3 solution. Then, the solution was refluxed at 80 °C for 12 h. To obtain 0.5 M titania solution by hydrothermal method, TTIP in isopropanol and water were poured into an autoclave of Morey type with Teflon® chamber (Ø 80 mm × H 120 mm, volume 450 mL) and treated hydrothermally at 120 °C for a reaction time of 12 h in accordance with literature [23]. As the third method for titania solution, commercial catalysts Degussa P25 powder (50 m2/g; 15∼30% rutile + 85∼70% anatase, mean diameter of 30 nm) was dispersed in water at room temperature for 0.5 h.
The obtained boehmite sol and various titania solutions were respectively mixed with a fixed volume ratio of 5:1 and dispersed using ultrasonic homogenizer (500 watt, Cole-Parmer) with a 50% pulse for 0.5 h. The sol mixtures were stirred at room temperature for 0.5 h. Then, a small amount of 1 M HNO3 was added into the sol mixtures and heated up to 70 °C under vigorous stirring. These partially gelled sols were transferred into droppers for generating of sol droplets of about 5 mm in size. The droplets fell through a liquid bath consisting of a paraffin oil layer (mineral oil, from Yakuri Pure Chemicals Co. Ltd.) and a 10 wt% ammonia solution layer as described in the literature [22, 23]. The obtained granules were calcined at various temperatures of 450, 600, and 750 °C for 3 h at a heating rate of 1 °C /min. The product composite granules using titania solutions prepared by sol–gel method, hydrothermal method and using P25 powders were labeled as SG, HT and P25, respectively.
2.2 Characterization of synthesized granules
The shape and size of the TiO2/γ-Al2O3 granules were observed using an optical microscope (Microscope System STVMS 305R, Sometech). A universal testing instrument (Universal Electron mechanical Testing Systems 5800 series, Instron) was used to evaluate the crush strength of the different granular particles, which were taken as the maximum load applied to break the granules. The crush strength data obtained by the universal testing instrument used on TiO2/γ-Al2O3 granules were reproduced at least 15 times within an error of about 20%.
For the identification of crystallinity, an X-ray diffractometer (M18XHF-SRA, Mac Science) was used with Ni filtered CuKα (λ = 1.54056 Å) radiation over the range 2θ from 20 to 80°, with a scanning speed of 1°/min. The crystallite sizes (Dhkl) were calculated using the Scherrer relationship [27].
The specific surface area (SSA), pore size distribution (PSD) and pore volume of the TiO2/γ-Al2O3 granules were obtained by N2 adsorption/desorption at 77 K using Micromeritics ASAP2020 equipment. All granules were degassed at 150 °C for 1 h prior to measurement. The specific surface area was determined by the multipoint Brunauer-Emmett-Teller (BET) method using the adsorption data in the relative pressure (P/P0) range of 0.05∼0.25. The pore size distribution data were calculated by the ASAP 2020 software from the N2 desorption isotherms. The Barrett-Joyner-Halender (BJH) method with cylindrical pore size calculated from the Kelvin equation was used in the data processing.
2.3 Analysis of NH3 decomposition in photocatalytic batch systems
To determine the photocatalytic performance of the TiO2/γ-Al2O3 granules, NH3 decomposition was conducted using a batch photo-reactor system, as shown in Fig. 1. A quartz cylinder with dimensions of 15.5 cm in length and 0.35 cm in diameter was used as a reactor. About 5 mL of TiO2/γ-Al2O3 granules were filled into quartz cylinder reactor. Four UV-lamps (model UV-A, 365 nm, 15 W/cm2, 20 cm length × 1.5 cm diameter, Sankyo, Japan) were used for photocatalytic reaction. The initial NH3 concentration was fixed to 1000 ppm.

Scheme of photo-catalysis system for the decomposition of NH3
During the photocatalytic decomposition of NH3, the products were analyzed using gas-chromatograph equipments (GCs) of HP 5890 Series II with FID- and TCD detector types. To determine the exact by-products and intermediates, the GCs were connected directly to the photo-reactor during the NH3 decomposition processes.
3 Results and discussion
The amount of TiO2 concentration is an important factor for the shape and properties of the product granules. In other words, gelation time becomes longer with increasing TiO2 concentration, resulting in smaller granule size and weaker mechanical strength of granules. After being dried, all granules shrank 50∼70% in size and showed much improved mechanical strength. The granules are spherical with a diameter of ca. 1∼2 mm. Figure 2 shows the optical photographs of TiO2/Al2O3 granules using TiO2 solutions prepared by various methods. It can be seen that SG granules (Fig. 2a) are very spherical compared to the other granules (Fig. 2b, c). HT granules are better than P25 granules. The granules made using commercial TiO2 (Degussa P25) are the worst with irregular size and shape.

Optical photograph of TiO2/γ-Al2O3 granules using TiO2 by (a) sol–gel method, (b) hydrothermal method, and (c) Degussa P25
Table 1 illustrates the specific surface area, pore volume and average pore diameter of the granules at various calcination temperatures. The surface area and the crush strength of SG granules are greater than those of HT and P25 granules. An increase of calcination temperature from 450 to 750 °C deteriorated the surface area of all granules about 33%. The pore volume of SG, HT and P25 granules decreased, respectively, from 0.50 to 0.48, from 0.49 to 0.48 and from 0.45 to 0.41 cm3/g. The pore diameters of SG and HT granules were increased upon heat treatment from 450 to 750 °C, respectively, around 48% and 43%.
Figure 3 shows crush strength of the granules against the calcination temperatures. SG granules possess higher crush strength than the others at all calcination temperatures. The crush strength of SG granules decreased from 154 N to 139 N, as the calcination temperature was increased from 450 °C to 600 °C. However, an increase of temperature to 750 °C decreased the crush strength slightly to 135 N. Meanwhile, the HT granules show a gradual decrease of crush strength with calcination temperature. It declined from 130 N at 450 °C to 109 N at 750 °C and 93 N at 750 °C. TiO2 and/or γ-Al2O3 particles are grown into larger crystals with the calcination temperature and bond together strongly to form a solid arrangement. The crush strength of SG and HT granules also became smaller with increasing calcination temperature because of an increase of pore diameter (see Table 1). It is noteworthy that the crush strength of P25 granules was increased with increasing the calcination temperature. It might be attributed to the fact that the P25 powders maintained the similar crystallite size and phase composition with calcination temperature. It should be noted that the crush strength of granules prepared in this study is better than the commercial γ-alumina granules (about 25 N/granule) [23].

Plots of crush strength of TiO2/γ-Al2O3 granules over calcination temperatures
The effect of various TiO2 solutions (by sol–gel method, hydrothermal method and using Degussa P25) on phase structure was investigated by XRD analysis. The uncalcined Al2O3 granules usually show a diffraction pattern of boehmite crystalline indicated dominant by the Miller indices of (021), (130), (002) and (200). Further calcinations above 450 °C not only consolidated the granules, but also facilitated the phase transformation from boehmite to γ-Al2O3 [28, 29]. Similarly, heat treatment of TiO2 powder not only consolidated the particles but also facilitated the phase transformation from amorphous to metastable anatase and then to stable rutile phase [25, 26]. Figure 4 shows the XRD patterns of TiO2/γ-Al2O3 granules with various TiO2 solutions after calcination at 450, 600 and 750 °C. It was observed that the crystallinity of the TiO2 particles increased with increasing calcination temperature. The XRD patterns of SG granules (Fig. 4a) showed both anatase phase (2θ = 25°) and γ-Al2O3 phase (2θ = 37°, 47° and 67°) after calcination at 450 °C, and these phases were maintained at 750 °C. After calcinations at 450 and 600 °C, HT granules (Fig. 4b) showed the similar XRD pattern with that of SG granules. However, at 750 °C the peaks at 2θ = 38, 48, 54 and 55° became more sharp indicating crystallite growth. Generally, anatase-to-rutile phase transformation started to occur after calcinations above 600 °C, but it didn’t occur after calcination at 750 °C in this study. The absence of rutile phase in the XRD patterns of SG and HT granules indicates that the granules seized very small crystallite size. The pore volume and surface area of the particles were not small enough to initiate the nucleation of rutile by increasing contact points between anatase crystals. On the other hand, P25 granules (Fig. 4c) showed both anatase phase and rutile phase at all calcination temperatures. The weight fraction of the rutile phase increased from 21.3% to 38.2% with increasing the calcination temperature from 450 °C to 750 °C. However, aluminum titanate (Al2TiO5) was not found in all samples. This phase composition evolution is in agreement with Yang et al [30].

XRD patterns of TiO2/γ-Al2O3 granules using TiO2 by (a) sol–gel method, (b) hydrothermal method and (c) Degussa P25 at various calcination temperatures
Figure 5 shows the isotherms and pore size distributions of the TiO2/γ-Al2O3 granules after calcination at 450 °C. According to BDDT classification [31], all granules show isotherms of type IV, which exhibit hysteresis loops mostly of H2 and H3. This indicates that the granules contain mesopores (2∼50 nm) with both narrow slit-shaped pores and ink-bottle pores. Also, the isotherms show one hysteresis loops, showing monomodal pore size distributions in the mesoporous region (2∼10 nm). The pore size distributions of the granules were calculated from the desorption branch of the isotherms. In sol–gel process, the primary particles of uniform size are formed by hydrolysis and condensation processes and then connected together to form aggregates during gelation. During calcinations, these primary particles are grown into larger crystals and bounded together tightly to form a solid network, resulting in a narrow pore size distribution [32]. On the other hand, the basic mechanism for the hydrothermal formation of ceramic oxide particles involves a dissolution-precipitation mechanism. Nucleation is accelerated due to water, and the secondary particles are dissolved by dissolution-precipitation mechanism. So, pores between secondary particles are disappeared, resulting in a narrow pore size distribution [22, 23, 33]. In contrast, Degussa P25 powders were prepared at elevated temperature (>1000 °C) by flame synthesis, resulting in larger crystalline anatase and rutile powders. Therefore, P25 granules have the widest pore diameter region of 2.0∼11.5, whereas SG and HT granules have narrow pore diameter region of 2.0∼6.5 and 2.0∼8.5.

Isotherms (a) and Pore size distributions (b) of TiO2/γ-Al2O3 granules after drying and calcination at 450 °C for 3 h
Figure 6 shows the isotherms and pore size distributions of the TiO2/γ-Al2O3 granules after calcination at 750 °C. The adsorption isotherms are type IV according to the BDDT classification. It is observed that the low relative pressure point, where the adsorption and desorption branches coincide, is affected by the calcination temperature of the samples. The adsorption isotherms appear at higher relative pressures (≥0.65) as the severity of the treatment increases, indicating the occurrence of capillary condensation at larger pores. The pore size distributions are monomodal and move toward larger pores (≥3 nm) with increasing calcination temperature of the samples. Thus, P25 granules calcined at 750 °C have the largest pore diameter of 8.3 nm, whereas SG granules calcined at 750 °C have the smallest pore diameter of 6.8 nm.

Isotherms (a) and Pore size distributions (b) of TiO2/γ-Al2O3 granules after drying and calcination at 750 °C for 3 h
The anatase crystallite sizes are shown in Fig. 7 as a function of calcination temperature for various TiO2/γ-Al2O3 granules. The anatase crystallite size of all TiO2/γ-Al2O3 granules became larger with increasing calcination temperature. The increase in the crystallite size was slow at 450–600 °C. Then, it increased drastically in the temperature range from 600 to 750 °C. The anatase crystallite size of P25 granules is larger than that of the other TiO2/γ-Al2O3 granules at all calcination temperatures. On the other hand, the anatase crystallite sizes of SG granules were the smallest at all calcination temperatures. P25 granules calcined at 750 °C possessed the largest anatase crystallite size of 27 nm, whereas SG granules calcined at 450 °C had the smallest anatase crystallite size of 10 nm.

Anatase crystallite sizes of TiO2/γ-Al2O3 granules after calcination at 450, 600, 750 °C for 3 h
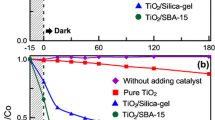
Plots of the decomposition of NH3 with respect to reaction time over various TiO2/γ-Al2O3 granules after calcinations at 450 °C and 750 °C are shown in Fig. 8a, b, respectively. At calcination temperature of 450 °C (Fig. 8a), HT and P25 granules show good catalytic activity with NH3 conversion respectively of 95% and 92% in 20 min, while the conversion of 100% was achieved in 40 min. However, SG granules converted NH3 only 35% in 20 min and achieved almost 100% conversion in 100 min. On the other hand, at calcination temperature of 750 °C (Fig. 8b), the catalytic activity of SG granules is the best with NH3 conversion about 55% in 20 min. Meanwhile, HT and P25 granules achieved in the same time NH3 conversion about 35% and 17%, respectively. However, all granule types converted NH3 conversion 100% in 40 min. Generally, the catalytic performance of TiO2 is influenced by anatase phase. P25 granules calcined at 450 °C could obtain the highest NH3 decomposition since they seized more anatase crystalline. Although P25 granules calcined at 750 °C had also anatase phase, their activity became worse due to the increase of rutile phase from 21.3% to 38.2%. On the other hand, SG granules calcined at 750 °C showed the highest NH3 decomposition possibly because of largest specific surface area and the smallest pore diameter.

Photocatalytic performance as a function of reaction time for NH3 removal over the TiO2/γ-Al2O3 granules after calcination for 3 h at (a) 450 °C and (b) 750 °C
4 Conclusions
Mesoporous spherical TiO2/γ-Al2O3 granules were prepared by modified sol–gel granulation process using various titania solution. In this preparation, the type of titania solution and calcination temperature were critical factors to determine the shape and properties of the product granules. The surface area of granules decreased with calcination temperature, but pore diameter increased. Crush strength of granules was also affected by calcination temperature. For photocatalysis experiments, the catalytic performance was determined mainly by titania solution. TiO2/γ-Al2O3 granules with P25 titania solution calcined at 450 °C showed the best result in NH3 decomposition due to anatase presence in the granules. However, TiO2/γ-Al2O3 granules with sol–gel titania solution calcined at 750 °C showed the highest NH3 decomposition presumably due to highest specific surface area and fine pore size.
References
Liang C, Li W, Wei Z, Xin Q, Li C (2000) Ind Eng Chem Res 39:3694
Hashimoto K, Toukai N (2000) J Mol Catal A Chem 161:171
Choudhary TV, Sivadinarayana C, Goodman DW (2001) Catal Lett 72:197
Chellappa AS, Fischer CM, Thomson WJ (2002) Appl Catal A: Gen 227:231
Herrmann J-M (1999) Catal Today 53:115
Vautier M, Guillard C, Herrmann J-M (2001) J Catal 201:46
Hu C, Wang Y, Tang H (2001) Appl Catal B Env 35:95
Hoffmann MR, Mrtin ST, Choi WY, Bahnemann DW (1995) Chem Rev 95:69
O’shea KE, Beightal S, Garcia I, Aguilar M, Kalen DV, Cooper WJ (1996) J Photochem Photobiol A: Chem 107:221
Tanaka K, Abe K, Hisanaga T (1996) J Photochem Photobiol A: Chem 101:85
Bauer R, Waldner G, Fallmann H, Hager S, Klare M, Krutzler T, Malato S, Maletzky P (1999) Catal Today 53:131
Devahasdin S, Fan C, Li K, Chen DH (2003) J Photochem Photobiol A: Chem 156:161
Ao CH, Lee SC, Yu JZ, Xu JH (2004) Appl Catal B: Environ 54:41
Parra S, Malato S, Pulgarin C (2002) Appl Catal B: Environ 36:131
Gumy D, Morais C, Bowen P, Pugarin C, Giraldo S, Hajdu R, Kiwi J (2006) Appl Catal B: Environ 63:76
Lee B, Park S, Kang M, Lee S, Choung S (2003) Appl Catal A: Gen 253:371
Sopyan I, Watanabe M, Murasawa S, Hashimoto K, Fujishima A (1996) J Photochem Photobiol A: Chem 98:79
Hagfeldt A, Gratzel M (2000) Acc Chem Res 33:269
Dionysiou DD, Suidan MT, Bekou E (2000) Appl Catal B 26:153
Bhattacharyya A, Kawi S, Ray MB (2004) Catal Today 98:431
Sun D, Liu Z, He J, Han B, Zhang J, Huang Y (2005) Microp Mesop Mater 80:165
Buelna G, Lin YS (1999) Microp Mesop Mater 30:359
Buelna G, Lin YS, Liu X, Lister JD (2003) Ind Eng Chem Res 42:442
Deng SG, Lin YS (1997) AIChE J 43:505
Kim J, Wklhelm O, Pratsinis SE (2001) J Am Ceram Soc 84:2802
Kim J, Song KC, Foncillas S, Pratsinis SE (2001) J Eur Ceram Soc 21:2863
Cullity BD (1978) Elements of X-Ray Diffraction, 2nd edn. Addison-Wesley, Reading, p 86
Leenaars AFM, Burggraaf AJ (1984) J Mater Sci 19:1077
Wilson SJ, Stacey MH (1981) J Coll Int Sci 82:507
Yang J, Huang YX, Ferreira JMF (1997) J Mater Sci Lett 16:1933
Sing KSW, Everett DH, Haul RAW, Moscou L, Pierotti RA, Rouquerol J, Siemieniewska T (1985) Pure Appl Chem 57:603
Brinker CJ, Scherer GW (1990) Sol–gel science: the physics and chemistry of sol–gel processing. Academic Press, New York
Chu L, Hsiue G, Lin I (2006) Acta Mater 54:1671
Acknowledgments
The authors wish to acknowledge the financial support from MOST of Korea and KAERI. This work has been partially carried out under the Nuclear Hydrogen Development and Demonstration project (NHDD).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article
Cite this article
Choi, J., Ban, JY., Choung, SJ. et al. Sol–gel synthesis, characterization and photocatalytic activity of mesoporous TiO2/γ-Al2O3 granules. J Sol-Gel Sci Technol 44, 21–28 (2007). https://doi.org/10.1007/s10971-007-1592-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10971-007-1592-0