
Abstract
Membrane separation technology is one of the most widely studied methods for wastewater treatment. This paper is based on the non-solvent-induced phase separation (NIPS) method, which is combined with phase-field simulation to develop a fluid model for the volume fraction of tetrameric polyvinylidene fluoride (PVDF).In this paper, DMSO, DMAc and DMF are used as solvents, and pure water is used as a gel bath to simulate the relevant parameters of PVDF membrane; and PVP and LiCl are used as additives, and DMF and DMAc are used as solvents for the two-by-two combinations, and by calculating the relevant parameters of the PVDF quaternary membrane system, comparing and verifying the simulation results through experiments. results show that: the different solvents on the PVDF membrane in the order of DMSO > DMAc > DMF; additive LiCl system, the polymer diffusion rate in the polymer solution layer are faster than the PVP system. However, the top layer of the polymer solution layer in the PVP system is relatively flat, while the top layer of the polymer solution layer in the additive LiCl system is more undulating or even broken, indicating that LiCl has a greater influence on the membrane than PVP.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent years, with the rapid growth in population and the rapid development in chemical technology leading to scarcity of water resources [1], advanced and unique water treatment technologies are particularly important [2,3,4,5,6].The main technologies currently used to treat wastewater are physical, chemical, and biological. Physical methods mainly include adsorption treatment [7,8,9], Extractive treatment [10], and Membrane Separation Process [11,12,13,14]; Chemical methods mainly include chemical oxidation [15,16,17], Chemical coagulation [18,19,20,21] and electrochemical methods [22, 23]. Biological treatments [24, 25] are mainly anaerobic and aerobic. Among them, membrane separation technology is considered to be one of the most effective wastewater treatment technologies because of its low cost and high efficiency. Polyvinylidene fluoride (PVDF) is a highly non-reactive thermoplastic fluoropolymer, which is the most widely used polymer membrane material due to its high strength, low price, excellent dielectric properties, good biocompatibility, and high separation accuracy, and it is mostly an asymmetric film. However, PVDF membranes are highly hydrophobic, have poor anti-pollution properties, and are easily eroded by pollutants in the wastewater leading to a decrease in the water treatment effect [26, 27]. Therefore, it needs to be modified to improve the various properties of the membrane.
Non-solvent-induced phase separation (NIPS), also known as submerged precipitation phase transition, is one of the most important methods for the preparation of PVDF membranes [28, 29]. Its film-forming mechanism is a complex process, which can only be explored from a macroscopic point of view by characterizing and analyzing it through experimental means. Therefore, it is necessary to investigate the film-forming mechanism by establishing a model [30], and at the same time, the model simulation results are compared and verified by using the experimental characterization results, which can provide theoretical guidance for the preparation of high-performance PVDF membranes.
Previous researchers have carried out simulation studies on some of the parameters of the film-forming process. Computational simulations of this membrane production process using Monte Carlo particle modeling have been carried out by e.g. Termonia et al. [31, 32], And different membrane morphological structures were obtained by changing the solvent/nonsolvent interaction parameters; Using a simplified thermodynamic model and assuming a fluid mixture with symmetric miscible gaps, Hirschler et al. [33, 34]. found that the development of finger and spongy pores is caused by diffusive mass propagation; A new dissipative particle dynamics (DPD) simulation method was developed by Li et al. [35], to simulate the membrane formation process of non-solvent-induced phase separation (NIPS). In this paper, a new fluid model is established to simulate the PVDF membrane phase transition process on the basis of the previous model, and the membrane formation process of PVDF is controlled by changing the solvent and additive system in the PVDF membrane formation process, so as to obtain the ideal membrane structure. However, changing the solvent, additive system will change the thermodynamic equilibrium, therefore, this experiment uses three different solvents for membrane production and simulate the effect of different solvents on the PVDF membrane, and the use of two different properties of polymer additives PVP and inorganic salt additives LiCl were investigated, and and DMF and DMAc two solvents for the two-by-two combinations of the different additives to explore the effect of the microstructure and properties of PVDF membrane. In addition, this study also explores in detail the effect of variation of interaction parameter parameters in the additive quaternary simulation system on the film formation process.
Experiment
Experimental materials and equipment
Preparation of PVDF blended membranes
Non-solvent induced phase separation (NIPS) was used for the preparation of PVDF membranes, A certain amount of PVDF was dissolved in DMSO, DMAc, and DMF, respectively, to formulate a cast film solution with a certain concentration of polymer, Mechanical stirring for 8 h and then placed in an oven at a temperature of 80℃ for 12 h.A scraper with a thickness of 200 μm was selected to scrape the cast film solution onto the glass plate, which was quickly immersed in pure water separately. When the phase separation was completed, it was removed and immersed in pure water for three days, and the water was changed every 8 h for use, thus obtaining PVDF membranes with different solvent systems.
PVP, LiCl powder and DMAc, DMF were combined two by two and the above process was repeated to obtain PVDF membranes with different additive systems.
Different solvents and additives were used as experimental variables in this experiment as shown in Tables 3 and 4.
Simulation methods
In this study, based on the existing existing simulation model of submerged precipitated phase transformation PVDF, a quadratic fluid mass conservation equation is developed, which has the following form of fluid volume fraction continuity equation:
where ρ is the density; u, v, and w are the velocity components in the x, y, and z axis directions, respectively; and i, j, and k are the unit vectors in the x, y, and z directions in the coordinate system, respectively.
The density of the mixed system is defined as:
If the density is constant, the fluid microelement of fluid motion has a material derivative of 0:
Substituting Eq. (3) into (1) has:
The continuity equation for the volume fraction of the polymer phase, solvent phase, and non-solvent phase can be expressed as:
Using Φ to denote the generic variable, the total momentum control equation can be expressed in the following generic form:
where: P denotes the static pressure; F denotes the source term i.e. surface tension; Φ denotes the generic variable; Γ denotes the generalized diffusion coefficient; grad denotes the gradient; Sh denotes the generalized source term; and μ denotes the dynamic viscosity;
The energy equation can be expressed as:
where: E denotes energy; T denotes temperature; and they are all variables based on mass averaging.
The following table shows the simulated values for different systems (Table 5).
Characterization of membrane properties
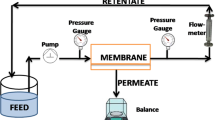
The water flux and retention rate of the modified membranes were determined using a high-pressure flat-plate membrane mini-tester, with the instrument pressure set at 0.2 MPa and the membrane pre-pressurized for 30 min. the water flux equation is (11).
where: Jw denotes water flux,L·m−2·h−1; V denotes volume of exudate, L; A denotes effective area of membrane, m2; t denotes permeation time, h.
The formula for calculating porosity is shown in (12)
where: ε denotes the membrane porosity, %; ρP denotes the density of PVDF, which is about 1.765 g·cm−3.
Results and discussion
Simulation results of different solvent systems
PVDF membrane component simulation
Figure 1 shows the evolution of the volume fraction of PVDF polymer with time when the solvents are DMSO, DMAc, and DMF, respectively, for visual comparison, the same initial volume fractions of polymer and solvent were controlled, as well as intercepting plots of the changes for the same amount of time. From the figure below, it can be visualized that the three systems change in roughly the same direction, with the solvent and non-solvent diffusing into each other very quickly, but the polymer staying almost entirely in the polymer solution region. The solidification bath is always blue (Tiny polymer volume fraction).The DMSO system had the largest membrane pore size, the DMAc system had the most pores, and the DMF system had the fewest pores but a slightly larger pore size compared to the DMAc system, So the effect of the three solvent systems on the PVDF membrane properties can be predicted from the simulation plots: In terms of pure water flux, the order of solvent effect on membrane performance was DMSO > DMAc > DMF. DMAc, The layer structure of the DMF system is more obvious. At the same time, in the polymer solution layer, the degree of polymer dispersion gradually increased, and the blue part appeared gradually increased, i.e., the volume fraction of polymer in the lattice was smaller in the volume fraction in the time step.The order of the percentage of which appear in blue is: DMSO ≈ DMAc > DMF, This indicates that the diffusion of polymer is faster in the DMSO and DMAc systems than in the DMF system. Also in the solidification bath, i.e., in the blue part, the DMSO and DMAc systems show a smaller variation of star points.

Morphological evolution during phase transition in membrane systems with different solvent systems
With the change of the solvent system in the polymer solution layer, the polymerization of A1 and A2 polymer objects with larger integral numbers occurs with a slight trend to increase sequentially, Indicates that the thickness of the inter-hole wall thickness increases sequentially after film formation. The tendency for polymerization to occur at smaller volume fractions decreases sequentially, indicating that the pore size decreases sequentially after film formation, the polymer volume fractions in A2 and A3 showed the opposite trend pattern of polymerization as that of A1 and A2, This indicates that the solvent DMAc in the polymer solution layer of the system has a strong influence on the film formation pattern, which suggests that one of the systems, A2, has better film properties.
The phase separation process starts at the top of the polymer solution layer and proceeds downward in the laminar structure. This layered structure is the result of uniform and gradient energy interactions driven by the planar interface between the polymer solution and the coagulation bath, over time, spin-volume decomposition proceeds throughout the layer, and then the particles cool to continuously reduce the total free energy. As the diffusion proceeds, it can be clearly observed that the distribution of the volume fraction of PVDF is not uniform, which also verifies that the final morphology of the PVDF film presents an asymmetric structure, there is a dense epidermal layer, which is consistent with experimental observations. The simulation results are shown in Fig. The fracture of the top layer at a certain stage of roughening indicates that the top layer was destroyed during diffusion, which is due to the fact that the equilibrium conditions at the interface were exceeded in diffusion.
Group A membrane performance analysis
Figures 2 and 3 illustrate the properties of membranes prepared from PVDF casting fluids with different solvent systems, where the order of pure water flux is A2 > A1 > A3、the order of porosity is A2 > A3 > A1.In general, membranes made from the A2 system line have the best performance.

A group membrane water flux diagram

Porosity diagram of Group A membrane
Structural analysis of membrane cortex and sublayers
Figure 4 shows the electron micrographs of the three membranes Al three membranes exhibit in addition to the obvious asymmetric structure of the.Large pore structures are present underneath all epidermal layers, and their shapes and sizes are of different sizes.In terms of the shape of the holes in the membrane cross-section structure and the penetration of the holes in the membrane, the finger-like pore structure is most typical of PVDF membranes made with DMSO as the solvent and extends through almost the entire thickness of the membrane;the PVDF membranes made with DMAC as the solvent had poor penetration, although the pores were still finger-like.Near the bottom of the membrane, the membrane structure is more sponge-like, When DMF is the solvent, the membrane sublayer has a honeycomb structure, and the lower surface consists of spheres tightly arranged with micropores.

SEM photos of films prepared from PVDF casting solutions with different solvents
Simulation results of different additive systems
PVDF membrane component simulation
Figure 5 shows the simulation of the system with the addition of polymer additive PVP.From the figure, it can be seen that the polymer of both systems is diffused downward in a laminar structure from the interface between the polymer solution layer and the solidification bath, and both of them are shifted from separated droplets to a continuous pattern, and the interface between the polymer solution layer and the solidification bath is relatively flat. The B1 system has more holes and is more homogeneous than the B2 system, meanwhile, in the polymer solution layer, the degree of polymer dispersion gradually increases, the B2 system appears more in blue, that is, the smaller the volume fraction of polymer in the lattice is in the time step, which indicates a faster diffusion of polymer in the B2 system. The smaller fraction of the polymer volume fraction is coexisted by droplets and continuum, implying the coexistence of finger-like and sponge-like pores in the B1 system, and for the B2 system the part of the polymer with smaller volume fraction is mostly continuous, implying that the B2 system is mostly finger pore structure.

Morphological evolution during the phase transition process of membrane systems with added PVP additives
With the addition of the additive PVP to the polymer solution layer, the tendency for polymerization to occur with larger integral numbers of B1 and B2 polymer objects is weaker in that order, suggesting that the thickness of the inter-hole wall thickness decreases sequentially after film formation. The tendency for polymerization to occur with smaller integral numbers of polymer objects increases sequentially, indicating that the pore size increases sequentially after film formation and that the B2 system produces a better water flux through the membrane.
Figure 6 shows the simulation of the system with the addition of inorganic salt additive LiCl. From the figure, it can be seen that the overall two systems polymer solution layer and solidification bath connection interface fluctuation is relatively large, and the distribution of the polymer volume fraction in the figure shows that the smaller volume part consists of liquid droplets, which means that when the additive is LiCl, the film formation are spongy structure. Compared to the C2 system, the C1 system has a larger pore size, while the degree of polymer dispersion gradually increases in the polymer solution layer, the C1 system appears to have more blue parts, i.e., the smaller the volume fraction of polymer in the lattice is in the time step, which indicates that the polymer diffuses faster in the C1 system. With the addition of the additive LiCl in the polymer solution layer, the tendency of the polymerization phenomenon of C1 ~ C2 polymer objects with larger integral number decreases in order, This indicates that the thickness of the inter-pore wall thickness decreases sequentially after film formation, and the tendency of polymerization phenomenon increases sequentially with smaller integration number of polymer objects, which indicates that the pore diameter increases sequentially after film formation, and the water flux of the film generated by the C2 system is better.

Morphological evolution during the phase transition process of membrane system with added additive LiCl
Simulation comparison analysis
For the increasing additive system, a trend was plotted based on the maximum volume fraction of polymer in the red portion of each time step. As shown in Fig. 7: curves B1 and C1 have a slower rising trend and curves B2 and C2 have a faster rising trend, indicating that it is easier for polymer PVDF to diffuse when the solvent is DMF. The curves B1 and C1 almost overlapped before 3.0 × 10−5 s, and the curve C1 gradually increased after 3.0 × 10−5 s, indicating that the diffusion of the polymer became faster, implying that it is easier for the polymer PVDF to diffuse when the solvent is DMAc and the additive is LiCl.

Trend diagram of the maximum volume fraction (φ p) of the polymer PVDF
Figure 8 shows the simulated comparison of the additives as PVP, LiCl system.A2 and A3 systems were H2O/DMAc/PVDF and H2O/DMF/PVDF respectively; B1 and B2 systems were H2O/DMAc/PVDF/PVP and H2O/DMAc/PVDF/LiCl respectively; and C1 and C2 systems were H2O/DMF/PVDF/PVP and H2O/DMF/PVDF/LiCl respectively. The plot of simulation results for time t = 4.0 × 10–5 was selected as a comparison plot.

Comparative analysis of PVP and LiCl additives added to the simulation system
In the figure, A2 and A3 have a lamellar structure and the membrane pores are continuous, the top layer of the polymer solution is smooth, and tiny polymer dots appear in the solidification bath; B1 and B2 membrane pores are in a loose state, and the top layer of the polymer solution is the flattest; C1 and C2 have the greatest degree of polymer diffusion, and the top layer of the polymer solution is more undulating and fractured. With the addition of additives PVP and LiCl, the system breaks the laminar structure of A2 and A3 in the pure membrane simulation diagram. Since the viscosity of DMF is smaller than that of DMAc, the non-solvent is easier to diffuse in the DMF system than in the DMAc system. Moreover, the diffusion of polymer in the polymer solution layer of the additive LiCl system is faster than that of the additive PVP system. However, the top layer of the polymer solution layer of the additive PVP system is relatively flat, while the top layer of the polymer solution layer of the additive LiCl system is more undulating or even fractured, this indicates that LiCl has a greater effect on the membrane than PVP and tends to form larger pores on the membrane surface when the solvent is DMF.
B, C group membrane performance analysis
Figures 9 and 10 show the performance graphs of membranes prepared from PVDF casting fluids with different additive/solvent systems. It shows that a larger pure water flux can be obtained with PVP as an additive than with LiCl as an additive, and a larger pure water flux can be obtained with DMF as a solvent than with DMAc as a solvent in the system with the same additive. The PVDF membranes made with DMAc as solvent in this study had poor water flux although they were still finger pores and poor penetration, and near the bottom, the structure was more spongy making the porosity larger; when DMF was used as the solvent, the membrane sublayer had a honeycomb structure with small porosity and tight rows.

B, C-group membrane membrane pure water flux map

B. Porosity diagram of Group C membrane
Structural analysis of membrane cortex and sublayers
Different additives and solvents in combination with each other make the surface and cross-section of PVDF membranes show certain differences. Through Fig. 11, it was found that when PVP was used as an additive (Groups B1 and B2), the lower surfaces of the membranes showed obvious small holes. Among them, group B2 had distinct finger-like pores that terminated in cytosolic pores at the bottom, while group B1 showed cytosolic pores with larger apertures at the top, shorter finger-like pores in the middle, and denser and smaller spongy pores at the bottom.

SEM photos of films prepared from PVDF casting solutions with different additives
Groups C1 and C2 both used LiCl as additive and DMAc and DMF as solvents, respectively. It can be seen that the lower surface of the C1 group is smooth and dense, and the lower surface of the C2 group has uneven small pores, and the cross section of both of them shows a completely spongy structure, and the pore diameter of the C1 group is obviously larger than that of the C2 group. This is also consistent with the simulation result graph and the calculation of porosity.
Conclusions
-
1.
The effect of different solvent systems on the phase transition process of PVDF membranes was simulated. The phase separation process starts from the top of the polymer solution layer and proceeds downward in the laminar structure. The DMSO system has the largest pore size, the DMAc system has the largest number of pores, and the DMF system has the smallest number of pores but the pore size is slightly larger than that of the DMAc system. The order of solvent effect on membrane performance in terms of pure water flux for the three systems can be predicted from the simulation plots as DMSO > DMAc > DMF, and was experimentally verified.
-
2.
When the additive is PVP system polymer are in a layered structure from the polymer solution layer and solidification bath interface downward diffusion, and are separated from the droplets to a continuous pattern, and the polymer solution layer and the solidification bath connection interface is relatively flat. The solvent is DMAc system has more holes and is more homogeneous, but the diffusion of the polymer is faster in the solvent is DMF system.
-
3.
When the additive is LiCl system polymer solution layer and solidification bath connection interface at the fluctuation is relatively large, the solvent is DMAc system pore size is larger, and the solvent is DMAc system in the polymer diffusion is faster. Validated with the experimental results are consistent. The additive is LiCl has a greater effect on the membrane than the additive is PVP, and the solvent is DMF, which tends to form larger pores on the membrane surface.
-
4.
In the performance of membranes prepared from PVDF casting fluids with different additive/solvent systems, the order of pure water flux was B2 > C2 > B1 > C1; the order of porosity was B1 > B2 > C2 > C1.
Data Availability
All data in this article is from my laboratory experimental process and is recognized as usable data.
References
van Vliet MTH, Jones ER, Flörke M, Franssen Wietse HP, Hanasaki N, Wada Y, Yearsley J (2021) Global water scarcity including surface water quality and expansions of clean water technologies. Environ Res Lett 16(2):024020
Xie Dandan Fu, Qiuxia WY, Jianlong Ge, Hailou W, Zhang Yu, Wei Z, Haoru S (2022) Facile fabrication of composite cellulose fibrous materials for efficient and consecutive dyeing wastewater treatment. RSC Adv 12(42):27616–27624
Lanfranconi I, Ceretta MB, Bertola N, Wolski EA, Durruty I (2022) Textile dyeing wastewater treatment by Penicillium chrysogenum: Design of a sustainable process. Water Sci Technol 86(2):292–301
Wen S, Xuankun Li, Jingtao Z, Han G (2022) N-TiO2-coated SiC foam for the treatment of dyeing wastewater under blue light LED irradiation. Coatings 12(5):585–585
YanShan W, ShuQi L, XiuYan Li, ZheXin Li, PingPing H, Zhou LuLu, SiQiang Z, KunHong M, WeiRu Z, ShiYu D, TongRong H, QiuYu Z, WeiKang W (2022) Insights into the highly efficient treatment of dyeing wastewater using algal bloom derived activated carbon with wide-range adaptability to solution pH and temperature. Biores Technol 349:126883–126883
Hung DP, Oanh LTK, Chi VTD, Thinh LNQ, Nguyen DT, Tuan NQ, Han HTN (2021) Applicability assessment of electrocoagulation in real dyeing wastewater treatment. Nat Environ Pollut Technol 20(2):587–593
Dasalukunte Ananda Kiran and Suresh Akshay Kumar (2022) Removal of color and COD from textile dyeing effluent by adsorption technique using montmorillonite clay. Environ Qual Manage 32(1):243–252
Shinde PA, Ukarde TM, Gogate PR, Pawar HS (2021) An integrated approach of adsorption and membrane separation for treatment of sewage water and resource recovery. J Water Process Eng 40:101795
Han S, Li M, Zhang Q, Zhong M, Fang Lu (2020) Research on the contaminants adsorption and removal by macroporous resins in the textile and dyeing. Key Eng Mater 6037:32–40
Yi S, Sun G, Dai F (2017) Efficient separation and reuse of CI reactive blue 19 from dyeing effluent by solvent extraction. Fibers Polym 18(9):1718–1723
Chen Weiming Gu, Zhepei RG, Qibin Li (2021) Application of membrane separation technology in the treatment of leachate in China: A review. Waste Manage 121:127–140
Yalcinkaya F, Boyraz E, Maryska J, Kucerova K (2020) A review on membrane technology and chemical surface modification for the oily wastewater treatment. Materials 13(2):493
Moradihamedani P (2022) Recent advances in dye removal from wastewater by membrane technology: A review. Polym Bull 79(4):2603–2631
Obotey Ezugbe E, Rathilal S (2020) Membrane technologies in wastewater treatment: A review. Membranes 10(5):89
Saravanan A, Deivayanai VC, Kumar PS, Rangasamy G, Hemavathy RV, Harshana T, Gayathri N, Alagumalai K (2022) A detailed review on advanced oxidation process in treatment of wastewater: Mechanism, challenges and future outlook. Chemosphere 308:136524
Dengsheng Ma, Huan Yi, Cui L, Xigui L, Xiuqin H, Ziwen An, Li Ling Fu, Yukui LB, Mingming Z, Lei Q, Shiyu L, Yang Lu (2021) Critical review of advanced oxidation processes in organic wastewater treatment. Chemosphere 275:130104
Adane T, Adugna AT, Alemayehu E (2021) Textile industry effluent treatment techniques. J Chem 2021:1–14
Si L, Branfireun BA, Fierro J (2022) Chemical oxidation and reduction pathways of mercury relevant to natural waters: A review. Water 14(12):1891–1891
Sukmana H, Bellahsen N, Pantoja F, Hodur C (2021) Adsorption and coagulation in wastewater treatment–review. Prog Agric Eng Sci 17(1):49–68
Özcan Ömer Faruk (2021) Effectiveness of electrocoagulation and chemical coagulation methods on paper industry wastewaters and optimum operating parameters. Sep Sci Technol 56(12):2074–2086
Singh S, Mahesh S, Sahana M, Puneeth KM (2018) Treatment of healthcare facility wastewaters by two dimensional (2D) electrochemical coagulation (ECC), settling and filterability aspects. J Water Process Eng 26:200–220
Jing Q, YuZhu X (2021) Electrochemical oxidation technology: A review of its application in high-efficiency treatment of wastewater containing persistent organic pollutants. J Water Process Eng 44:102308
Scialdone O, Proietto F, Galia A (2021) Electrochemical production and use of chlorinated oxidants for the treatment of wastewater contaminated by organic pollutants and disinfection. Curr Opin Electrochem 27:100682
Singh D, Singh D, Mishra V, Kushwaha J, Sengar M, Sinha S, Singh S, Shekher Giri B (2024) Strategies for biological treatment of waste water: A critical review. J Clean Prod 142266
Saravanan A, Kumar PS, Varjani S, Jeevanantham S, Yaashikaa PR, Thamarai P, Abirami B, George CS (2021) A review on algal-bacterial symbiotic system for effective treatment of wastewater. Chemosphere 271:129540
Bin L, Meng W, KaiHan Y, GuangChao Li, Shi Z (2022) Alleviation of ultrafiltration membrane fouling by ClO2 pre-oxidation: Fouling mechanism and interface characteristics. Membranes 12(1):78–78
Chao Z, Bao Qi Wu, Huanan SM, Wang Xue Xu, Qiyong. (2022) Impact of polysaccharide and protein interactions on membrane fouling: Particle deposition and layer formation. Chemosphere 296:134056
Yu H, Shangguan S, Yang H, Rong H, Fangshu Q (2023) Chemical cleaning and membrane aging of poly (vinylidene fluoride)(PVDF) membranes fabricated via non-solvent induced phase separation (NIPS) and thermally induced phase separation (TIPS). Sep Purif Technol 313:123488
Pagliero M, Bottino A, Comite A, Costa C (2020) Novel hydrophobic PVDF membranes prepared by nonsolvent induced phase separation for membrane distillation. J Membr Sci 596:117575
Tang Y, Lin Y, Ford DM, Qian X, Cervellere MR, Millett PC, Wang X (2021) A review on models and simulations of membrane formation via phase inversion processes. J Membr Sci 640:119810
Termonia Y (1995) Molecular modeling of phase-inversion membranes: Effect of additives in the coagulant. J Membr Sci 104:173–179
Hu HW, Tsao HK, Sheng YJ (2023) Solidification dynamics of polymer membrane by solvent extraction: Spontaneous stratification. J Membr Sci 683:121846
Manuel HH, Ulrich N (2018) Modeling of pore formation in phase inversion processes: Model and numerical results. J Membr Sci 564:820–831
Khansary MA, Marjani A, Shirazian S (2017) On the search of rigorous thermo-kinetic model for wet phase inversion technique. J Membr Sci 538(1/2):18–33
Chunyu Li, Yuanhui T, Hanhan L, Chunhui Z, Liu Ze Yu, Lixin WX, Yakai L (2023) Novel multiscale simulations on the membrane formation via hybrid induced phase separation process based on dissipative particle dynamics. Sep Purif Technol 314:123614
Acknowledgements
This work was financially supported by the Xi'an Science and Technology Program (23GXFW0023).
Funding
Xi'an Science and Technology Program Number: 23GXFW0023.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Disclosure
All authors disclosed no relevant relationships.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
XinQing, L., Ping, F., Kang, L. et al. Fluid simulation of different solvents and additives for the preparation of PVDF blended membranes by NIPS method. J Polym Res 31, 286 (2024). https://doi.org/10.1007/s10965-024-04131-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s10965-024-04131-z