
Abstract
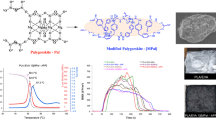
Poly(ethylene terephthalate) (PET) is of excellent mechanical properties and melt processability and is widely used as raw material for textile fibers. However, the flame retardant properties of PET were rather poor, and both reactive and additive phosphorus- and halogen-containing compounds have been employed to enhance the reaction-to-fire properties while the meltdripping behaviour during burning hasn’t been handled properly with the flame retardants. In this work, fluoropolymer was blended with both pure PET (pPET) and reactive phosphorus-containing flame retarded copolyester (fPET), and the flame retardance and char formation and mechanical properties of the resulted pPET and fPET blends were investigated. The tensile strengths of modified pPET samples were worsen whereas those of modified fPET samples were improved at low concentrations. The initial thermal degradation in nitrogen was accelerated remarkably for the two polyesters with fluoropolymer. The oxygen indices of the all modified samples were reduced while char formation and meltdripping suppression were encouraged. The apparent melt viscosity and elasticity for the two polyesters were gained much with antidripping agent. Therefore, fluoropolymer improved char formation of the two polyesters based on the gaseous phase mechanism while the partial suppression of meltdripping behavior and the decrease of mechanical properties mainly originated from the increase of melt viscosity via fibrillation for pPET.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Poly(ethylene terephthalate) (PET) was introduced commercially in 1953 as a textile fiber and shortly thereafter as a film and as molded electrical parts. At present, the annual throughput of PET fibers in China has been well over ten million ton. PET is distinguished by excellent mechanical properties and dimensional stability even at elevated temperatures. However, the flame retardancy and meltdripping of PET in a fire was a perplexed and formidable task for engineers and scientists in materials fields.
Decabromodiphenyl oxide was used as a cost-effective flame retardant for polyesters in combination with antimony trioxide. Tris-(2,3-dibromopropyl) phosphate (TRIS) was a very efficient fire retardant additive for polyester fibers [1]. TRIS was thought to release hydrogen bromide “in the right place at the right time” to inhibit combustion reactions. Unfortunately, TRIS was recalled from market because of its mutagenicity [1].
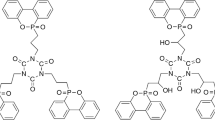
In the past decade, the two compounds, 2-carboxyethyl phosphinic acid and 9,10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide (DOPO)–itaconic acid adduct have been copolymerized commercially with other monomers for flame retardation of polyester and polycarbonate [1, 2]. 2-Carboxyethyl phosphinic acid reduced flammability both in the condensed phase and in the gas phase. Nevertheless, the flame retardant polyester fibers with 2-carboxyethyl phosphinic acid were easily hydrolyzed, and led to a decrease of toughness rapidly [3]. The flame retardancy of phosphorus-containing PET was mostly achieved by the meltdripping behaviour except for a relatively high phosphorus content. Barium sulfate nanoparticles and organic montmorillonite were dosaged to improve charring and antidripping behaviors of flame retarded copolyesters with DOPO–itaconic acid adduct [4, 5]. Recently, a phosphorus-containing thermotropic liquid crystal copolyester was employed to enhance the flame retardancy and charring for PET [6].
The superfine fluorine-containing polymer particles, together with other halogenated flame retardants, have been claimed to control the meltdripping behaviour for numerous polymers including polyester in the concentration ranges of 0.01–1 phr [7–11]. The suppression of meltdripping for the polymers was thought to be related with fibrillation. The effect of fluoropolymer on the meltdripping behaviour and the other physical and mechanical properties of phosphorus-containing polyesters hasn’t been studied in detail. In this paper, the flame retardancy and meltdripping behaviour and other physical properties for PET and reactive phosphorus-containing copolyester were investigated in the presence of fluoropolymer antidripping agent.
Experimental
Raw materials
Antidripping agent, PA5935 (Dyneon, main component was polytetrafluoroethylene) was bought from Shanghai Shangruige Plastics Co. Ltd. Both pPET ([η]=0.64) and fPET ([η]=0.68) (phosphorus content approximately 1.2 wt.%, main chain type) were kindly supplied by Wujiang Silk Co. Ltd., Wujiang, Jiangsu, China.
Sample preparation
In order to avoid hygrothermal degradation occurring during the mixing and blending processes, the two polyesters were pretreated by heating to reach a high crystalline state (treated at 120 °C and 15 mmHg for over 10 h), thus preventing moisture adsorption. PA5935 was dried in an oven at 120 °C for 2h. 0.3%, 0.5%, 0.8%, 1.5% and 4.0% PA5935 were blended with pPET respectively, and 0.5%, 1.5% and 4.0% PA5935 were blended with fPET respectively. All samples were firstly mixed with high speed batch mixer and then made with injection machine at the die temperature ca. 275 °C.
Characterization
Thermal degradation behaviours of pPET and fPET as well as their modified versions were investigated with thermogravimetric method, Perkin Elmer TGA7 at nitrogen flow rate 40 ml/min and heating rate 20 °C/min. The oxygen index measurement was conducted with an oxygen index device, HC-2, Jiangning Analysis Tester Co. Ltd., Jiangsu, China. The burned surfaces of samples were cut and fixed onto a copper plate and then gold coated in vacuum, and finally the morphology of the surfaces were observed with scanning electron microscopy (SEM), Hitachi S-570. UL-94 flame test was used to study the meltdripping behavior and was done in a CZF-2 burning tester, Jiangning Analysis Tester Co. Ltd., Jiangsu, China. All specimens underwent two trials, with each trial ignition for 10 s. All the weighed samples were sent into a Muffle furnace, and the furnace was heated up to designated temperature 600 °C at heating rate approximately 20 °C/min. The samples were kept in the furnace totally for approximately 65 min, then the samples were removed immediately and cooled down and weighed again. The tensile strength and elongation at break were measured with Zwick multipurpose tester, Germany, according to ISO527. The thermograms were obtained at heating rate 10 °C/min and nitrogen flow rate 40 ml/min with the differential scanning calorimeter, CDP-2, Shanghai Analytical Instruments Factory. The rheological behaviours were tested at 280 °C, 285 °C and 290 °C respectively with parallel plate rheometer, AR2000, TA instruments, and the plate diameter was 25 mm, the gap between the two plates 1 mm and shear rate ranges 0.1–1000 S−1.
Results and discussion
Thermal degradation behaviours
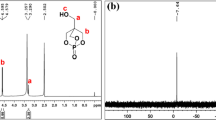
Thermal stability is often importantly applied property during processing and application. Figure 1a gives the TG curves of the pPET and the modified ones with PA5935. The temperatures at the weight loss of 5% were approximately 362.1 °C, 367.5 °C and 415.6 °C for the samples 0.5%, 1.0% PA5935 and pPET respectively. The residues approximately 600 °C were lower for the modified than for that of pPET. The antidripping agent accelerated thermal degradation of PET and volatilization of residues. Figure 1b displays the thermogravimetric curves of fPET and the modified ones. The temperatures at the weight loss of 5% were 387.9 °C, 393.2 °C and 400.4 °C for the samples 0.5%,1.0% PA5935 and fPET respectively. There still existed the speedup thermal degradation for fPET due to antidripping agent but to less extent, however, the residues approximately 600 °C were higher for the modified than for that of fPET. Therefore, antidripping agent facilitated char formation of fPET at elevated temperatures.

a Thermogravimetric curves of pPET and the modified pPET with PA5935; b Thermogravimetric curves of the fPET and the modified fPET with PA5935
In fact, Kiyotsukuri et al. [12] found that fluorination of nylon610 hastened thermal degradation and preferred flourishing carbonaceous residues, and concluded that fluorine promoted both degradation and charring processes. Camino et al. [13–14] thought that there existed direct chemical reaction between polytetrafluoroethylene and Sb2O3 in the fire retarded acrylonitrile-butadiene styrene copolymers via formation of antimony trifluoride and/or antimony pentafluoride. Thereupon, we may speculate that fluorine accelerated thermal degradation of fPET as all halogen-containing compounds did while favored char formation due to the synergistic effect between fluorine and phosphorus atoms, similar to the case of fluorinated nylons between fluorine and nitrogen atoms.
Flame retardancy and charring
The flame retardant effectiveness including oxygen index and charring yield and vertical burning ranking for the two polyesters and their modified ones are tabulated in Table 1. The oxygen index of pPET was 26.0 and was larger than commonly recognized value. It could be due to high crystallization degree. The oxygen indices for both the modified pPET and fPET samples became low. This might be caused by accelerated thermal degradation. The rapid degradation naturally led to produce more volatile and flammable fragments, and finally the oxygen index was decreased remarkedly. The charring yields of all the modified were higher than those of the corresponding original versions. This is why the ignition time and the peak heat release rate of flame retarded material with halogenated compounds were both reduced significantly in the cone calorimetric test [15]. We noticed that, based on the UL-94 burning ranking, although PA5935 promoted the charring yields for all modified samples, it wasn’t able to switch the intrinsic ranking of pPET and fPET at given dosages. However, Fig. 2 gives SEM images of the pPET and the pPET with 0.5% PA5935 after burning. The burned surface of pPET indicated bubbling traces while the modified did demonstrate rigid and carbonaceous residues. Figure 3 also shows the photo images of the remanents of the pPET and the modified samples after burning. It can be seen that the pPET sample was dripped while the modified ones showed somewhat restricted meltdown traces. Of course, the partial suppression of meltdripping can’t be simply attributed to charring effect since both chlorine and bromine compounds usually boosted charring process, nevertheless, no anyone has thought the compounds could improve the antidripping behaviour of thermoplastic polymers.

SEM images of the pPET and the pPET with 0.5% PA5935 after oxygen index test

Photos of the remanent of the pPET and the modified pPET samples with PA5935 after oxygen index test
Mechanical properties and crystallization
The mechanical properties of the two polyesters and their modified ones are listed in Table 2. As compared with the pPET sample, the tensile strengths at break of the modified samples were decreased while the elongations at break were increased. On the contrary, the tensile strengths at break of the modified fPET samples were larger than that of fPET except for at the dosage of 4%. The aggravated strengths could be caused by poor interface adhesion, hygrothermal degradation of polyester main chain, and the change of aggregate states, i.e., the reductions of crystallinity and crystallite size. Figure 4 present the thermograms of the two polyester samples and their modified ones. The cold crystallizations were delayed for the modified pPET samples but accelerated for the modified fPET samples in contrast with those of original counterparts. Usually crystallization includes nucleation and growth two steps. The growth process would depend on polymer chain mobility in polymer melts. It seemed that PA5935 acted as a nucleation agent for fPET whereas as an impurity for pPET at low dosaging levels. The melt viscosity effect showed up for fPET at high dosages of PA5935.

Thermograms of the two polyesters and the modified samples
Rheological properties
Figure 5 describe the melt viscosities of the two polyesters and their modified ones at temperatures 280–290 °C. PA 5935 remarkedly uplifted the apparent melt viscosity even at relatively low concentrations for both the polyesters. For the pPET and the sample with 0.3% antidripping agent, both gave almost same behaviour in respect of shear rate while the viscosities of the samples with additive 0.5–4.0% were rapidly decreased with shear rates under 50 s−1 and tended to be constant over 50 s−1 at 290 °C, and the viscosity differences between the two groups at zero shear rate and at high shear rates were approximately eight and three times respectively. At relative low temperature 280 °C, the viscosity at zero shear rate for the sample with 4% PA5935 climbed swiftly, and the viscosity difference between pPET and the sample at zero shear rate was approximately 70 times. However, PA5935 showed a limited effect on the elevation of apparent viscosity for fPET, and the relationship between the viscosity at zero shear rate and temperature even presented totally different trend in comparison with that of pPET. Normally the relationship between apparent viscosity and shear rate for the two polyesters in presence of PA5935 was affected by interface adhesion and deformation of PA5935 particle.

Viscosities of the two polyesters and the modified ones with PA5935 at temperatures 280–290 °C
We may understand crystallization and meltdripping behaviour of the polyesters based on the melt viscosity. The rapidly soared melt viscosity would restrain cold crystallization and suppress partially meltdripping behaviour for pPET at low temperatures. Contrarily, high melt viscosities for the modified fPET samples seemed to not restrict cold crystallization, and this might come from intimate interface adhesion. The effects of interface adhesion and viscosity on cold crystallization of fPET should be further investigated.
Figure 6 display the normal stresses of the two polyesters and their modified ones at temperatures 285 °C and 280 °C. Usually the non-Newtonian behaviour was deemed to closely relate the viscoelasticity of polymeric materials. The indication of elasticity of polymer melt, the normal stress didn’t present remarkable dependence on temperature for both the polyester systems, while the normal stresses with shear rate for the modified pPET showed strong dependence on shear rate in contrast to that of pPET. The situations for the fPET and the modified fPET samples were similar to those of pPET system but to less extent. The increases of elasticity and viscosity at all shear rate ranges due to PA5935 could relate fibrillation. The complicated hiberarchy particle features of PA5935 are demonstrated in Fig. 7. PA5935 was a particle with a diameter around a few hundreds of micrometers, with the primary and secondary particles dimension from a few micrometers to dozens of micrometers. PA5935 or low molecular weight polytetrafluoroethylene was naturally prone to fibrillation under shear. So fibrillation and shear deformation of PA5935 particles caused the escalation of the melt viscosity and elasticity of the matrix polymer during shear and other processings.

Normal stresses of the pPET and fPET their modified ones with PA5935

SEM images of the hierarchy of PA5935 particle
Conclusions
Fluoropolymer PA5935 accelerated thermal degradation of the two polyesters and resulted in reduction of oxygen index whereas encouraged to produce carbonaceous residues. Cold crystallization was restricted for pPET but promoted for fPET at low PA5935 concentrations. Fluoropolymer magnified melt viscosity and elasticity of the two polyesters due to its shear deformation and fibrillation. Although PA5935 uplifted the charring yield and melt viscosity for the two polyesters, it couldn’t switch the meltdripping behaviours of the two polyesters at given dosages.
References
Levchik SV, Weil ED (2005) Flame retardancy of thermoplastic polyesters—a review of the recent literature. Polym Int 54:11–35
Wang C-S, Shieh J-Y (1999) Synthesis and flame retardancy of phosphorus containing polycarbonate. J Polym Res 6(3):149–154
Sato M, Endo S, Araki Y et al (2000) The flame-retardant polyester fiber: improvement of hydrolysis resistance. J Appl Polym Sci 78:1134–1138
Qu M-H, Wang Y-Z, Liu Y et al (2006) Flammability and thermal degradation behaviors of phosphorus-containing copolyester/BaSO4 nanocomposites. J Appl Polym Sci 102:564–570
Wang D-Y, Wang Y-Z, Wang J-S et al (2005) Thermal oxidative degradation behaviours of flame-retardant copolyesters containing phosphorous linked pendent group/montmorillonite nanocomposites. Polym Degrad Stab 87:171–176
Du X-H, Wang Y-Z, Chen X-T et al (2005) Properties of phosphorus-containing thermotropic liquid crystal copolyester/poly(ethylene terephthalate) blends. Polym Degrad Stab 88:52–56
Daikin Industries Co. Ltd (2007) Antidripping and flame retarded resin compositions, CN1147269A
Asahi Kasei Industries Co. Ltd (1998) Flame retardant resin compositions, CN1195675A
General Electric Company (1997) Flame retardant graft copolymer composition, US5668201
General Electric Company (1998) Fire retardant blends, US5773502
Gosens JC, de Wit G, Aouraghe T (2003) Flame retardant polyester compositions, US20030022969
Kiyotsukuri T, Tsutsumi N, Sandan T (1990) Effect of fluorine substituents on the properties of nylon copolymers. J Polym Sci A Polym Chem 28:315–322
Roma P, Luda MP, Camino G (1999) Synergistic action of fluorine-containing additives in bromine/antimony fire retardant ABS. Polym Degrad Stab 64:497–500
Roma P, Camino G, Luda MP (1997) Mechanistic studies on fire retardant action of fluorinated additives in ABS. Fire Mater 21:199–204
Zhu X-S, Zheng A, Li Y-Q et al (1999) Flame retardant fundamentals of halogen-containing organic compounds (in Chinese). Fire Saf Sci 18(4):31–37
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhu, X., Xu, H., Lu, J. et al. Effect of fluoropolymer antidripping agent on the microstructure and properties of polyesters. J Polym Res 15, 295–300 (2008). https://doi.org/10.1007/s10965-007-9170-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10965-007-9170-2