
Abstract
Foams composed of cassava starch, peanut skin, and glycerol were developed by thermal expansion process. A constrained mixture design was applied to evaluate the effect of components on flexural mechanical properties and water absorption capacity (WAC). The interaction between cassava starch and peanut skin exhibited a significant antagonistic effect in WAC. Effects of the concentration of cassava starch, glycerol and the interactions between cassava starch–glycerol and peanut skin–glycerol were significant to mechanical properties. Desirability function was applied to optimize the formulation in order to obtain less hydrophilic, more flexible and more resistant foams. Optimized formulation consisted of 23.71% (w/w) peanut skin and 12.68% (w/w) glycerol, based on solids content (cassava starch + peanut skin). Optimized foam showed experimental values similar to those predicted, validating the fitted models for defined constraints. This foam showed an important improvement in hydrophilicity indicated by a decrease in WAC, compared to cassava starch-based foams without peanut skin.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The use of petroleum-based polymers mainly for single-use packaging production has been generating concerns about the impacts on the environment since they are derived from non-renewable resources, have low biodegradability and, after use, are often disposed incorrectly. Based on these concerns, starch has been extensively studied focusing its use on the development of environmentally friendly packaging and, in particular, foam packaging. Its application is due to be considered inexpensive, abundant, non-toxic, renewable and easily biodegradable material [1, 2]. On the other hand, hydroxyl groups in starch chains can result in a very hydrophilic porous material and, in wet conditions, physical and mechanical properties of starch-based materials can be impaired, which may compromise their applications [3, 4]. Besides water sensitive, starch itself is brittle. Then, plasticizers (usually glycerol and water) are commonly added into starch to improve the foam flexibility. Addition of plasticizer also enables the melting of a plasticized starch below its decomposition temperature, leading to a significant improvement in starch processability as a thermoplastic material [5]. Water acts as both plasticizer and blowing agent in the formation of starch-based foams [6]. The steam generated from the moisture of the dough acts as a blowing agent to form the foam inside the mold when the temperature is higher than the boiling point of water [6,7,8,9]. At the same time, water acts as a plasticizer as it gelatinizes starch and provides melt strength, enabling the expansion of the starch-based materials to form a foam structure [6]. A starch-foamed material is formed when the starch gelatinizes and dries [3,4,5]. Several researchers reported also the addition of glycerol as a plasticizer to the development of starch-based foams. Some of them used 5% (w/w) of glycerol in foams with cassava starch and other additives, as crude or calcined fish scale powder, kaolin, commercial calcium carbonate, shrimp shell or eggshell powder, and in foams blending native cassava starch and citric acid modified cassava starch [9,10,11,12]. Authors related the addition of about 8% of glycerol in foams based only starch (potato, cassava or corn starch) [3] and 7.5% of this component used to the development of foams based on sweet potato starch and sugarcane bagasse fiber [13] and 6.25% to the development of foam trays based on starches isolated from different Peruvian species [14]. Cruz-Tirado et al. [15] mentioned the use of 6.5% of glycerol (used as plasticizer) to the development of foams tray based on sweet potato and sugarcane bagasse or asparagus peel. The concentration of 10% glycerol was used in foams based on cassava bagasse and polyvinyl alcohol (PVA) [16, 17]. Some researchers used different glycerol concentration for control foam (based only starch) of 5% (w/w) and 10% (w/w) for foam with additives (organically modified nanoclays, malt bagasse, and sugarcane fibers and montmorillonite) [18,19,20]. The concentration of 4% (w/w) glycerol was reported for cassava starch-based foams with sunflower proteins and cellulose fibers [21]. There are many studies about the influence of glycerol in starch films but researches about the effect of this plasticizer in starch-based foams were not found in the literature. Based on this, it is important to clarify and to understand the effect of glycerol combined with starch and additives, in this case, peanut skin, to the development of the foams. Other additives have been used to the development of starch-based foams. The incorporation of cellulosic fibers, mainly with residual lignin content, can improve water resistance and overcome these limitations [4]. Studies have presented that incorporation of different additives improved the mechanical properties and water resistance of starch-based foams, for instance, fish scale [10], eggshell [11], oil palm fiber and oil palm [22], concentrated natural rubber latex [23] and plant proteins (gluten and zein) [24]. Although enhancements in starch-based foams properties have been obtained, properties still need to be improved to increase the quality of these materials and broaden its application areas targeting to reduce the use of petroleum-based materials [9].
An alternative to enhance the properties of starch-based foams is the use of agro-industrial waste, composed mostly of lipids, proteins, and fibers, which may act as reinforcement and improve the hydrophilicity. Agro-industrial wastes have advantages of low cost, renewability, and abundance [10]. In this context, peanut skin would be an alternative to use as an additive in cassava starch foams to improve their properties. Peanut skin composition is approximately 19% proteins, 10-20% lipids, 2% ashes, 18% fibers and 41% other carbohydrates [25]. The world’s peanut production in 2016–2017 was 44.86 million tons [26], being China the main producer followed by India and Nigeria. Most of the peanut production is destined to the peanut processing industry, where after shelling the kernel, the inner red color skin of the peanut is normally removed for preparing mainly peanut snacks and roasted peanut [27]. Peanut skin is the nontoxic pink–red layer that covers the peanut and is the primary residue of peanut processing, which represents less than 3% of peanut weight [28]. It is estimated that 35–45 g of peanut skin are generated per kg of peanut kernel [27, 29, 30]. Hence, based on the current world in-shell peanut production, the world generation of peanut skin can be estimated to about 1 million tons annually [25, 31]. This by-product has limited applications in the industry due to low commercial value and the use of peanut skin in animal feed is limited to a minor component due to their high content of tannins and low-calorie level [27, 28]. So, it is generally discarded or used as low-cost fillers in animal feed [27]. Previous studies reported that the addition of peanut protein isolate in pea starch films at a determined level improved flexibility and decreased the water vapor permeability and water–vapor transmission rate [32]. To the best of our knowledge, there are no studies about the preparation and characterization of cassava starch-based foams using peanut skin as an additive. Peanut skin may be a potential additive for use in starch-based foams since more than 60% of its composition comprising lipids, proteins, and lignocellulosic fractions. The use of lignocellulosic fibers as an additive in starch-based foams can reduce the rigidity and improve the biodegradability of the material [19, 20, 33]. Furthermore, biodegradable polymers are expensive and therefore raise the cost of foam products [34]. In this manner, the use of agro-industrial waste could reduce the cost of these foams, besides it could add value to this by-product.
The objective of this study was to develop cassava starch–peanut skin based foams by thermal expansion, using a constrained mixture design to evaluate the influence of cassava starch, peanut skin and glycerol concentrations on the mechanical properties and water absorption capacity of these foams.
Materials and Methods
Materials
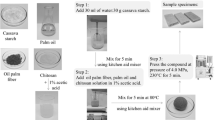
Foams were obtained using native cassava starch (Fritz e Frida, Brazil) with 26% amylose content and 12% moisture. Peanut skin was kindly provided by a local company. The peanut skin samples were milled in a knife mill (MF 10 Basic, IKA, Germany) to obtain particles size of approximately 2.0 mm. This raw material was held at − 18 °C prior to the use. The composition of peanut skin used is 5.5 ± 0.0% of moisture, 2.1 ± 0.1% of ashes, 26.7 ± 0.4% of lipids, 18.1 ± 0.1% of protein, 15.8 ± 0.0% of cellulose, 17.2 ± 0.3% of hemicellulose and 14.2 ± 0.6% of lignin. Glycerol (Dinâmica Química Contemporânea, Brazil) was used as plasticizer and water as blowing agent. Guar gum and magnesium stearate (Êxodo Científica, Brazil) were also added to prevent the settling of solids and as a release agent, respectively.
Development of the Foams
The foams were obtained from different formulations according to the mixture design (Table 1). All components were mixed for 10 min with a mechanic stirrer (Fisatom 713, São Paulo/SP, Brazil). The addition of a certain mass of water (g) was required to maintain the viscosity of the batter in the same range for all formulations (determined based on preliminary studies, data not shown). Besides, 1 wt% of guar gum and 1 wt% of magnesium stearate were added in all formulations. Thereafter, portions of doughs were layered on a pre-heated Teflon mold with cavities (100 mm × 25 mm × 3 mm). In each cavity, there are slits to allow the steam to escape from the mold and dry the formed foam samples [35]. The mold was placed on a hydraulic press (Solab SL 11, Brazil), and kept on it for 8 min at 180 ± 10 °C to the thermal expansion process to occur. These parameters were based on the data presented in other researches [8] and our previous work [36]. Foams produced were cooled for 5 min at room temperature and unmolded. Finally, they were stored at room temperature at 53 ± 5% relative humidity for 7 days before characterization.
Mixture Design
A three-component constrained mixture design with two center points replications was applied to the development of the foams. A mixture design approach was adopted to evaluate the effect of the proportion of the components on foam properties. Since previous studies were not found evaluating the peanut skin use to the development of foams, it is necessary to understand the combined effect of this additive with glycerol and cassava starch. The mixture design approach is suitable for mixtures where any change in one variable must be accompanied by a proportional change in the others, which is a typical situation to chemical formulations, as for example to the development of materials where the proportion of each component is more relevant than its individual quantity.
The use of the constraints on experimental space generally changes the original size and shape of the simplex space. In order to reduce the poor conditioning of the formed irregular region, the original scale was reduced. This can be achieved by combinations of the original components, the so-called pseudo-components, to simplify the project by redefining the coordinates of mixtures related to the experimental space effectively studied [37, 38]. The restrictions for each component (based on preliminary tests, data not shown) were cassava starch (56–95 wt%), peanut skin (2–40 wt%) and glycerol (2–20 wt%). The pseudo-components were calculated as follow:
where xi = pseudo-component and Ci = real concentration.
The three-component mixture design (in real concentrations and pseudo-components) is presented in Table 1.
The Statistica 7.0 software (StatSoft 2004) was used to generate the experimental design and the mathematical models from the dependent variables and for construction of the contour plots. The quadratic model (Eq. 1) was adjusted to describe each result.
where y is the dependent variable, β are parameters estimated for each linear and cross-product term of the model and Xi is the concentration of each component. The subscripts 1, 2 and 3 are related to cassava starch, peanut skin, and glycerol concentrations, respectively.
The models were subjected to analysis of variance (ANOVA) to assess the level of significance (p value), the coefficient of determination (R2) and the lack of fit of the model.
Optimization and Validation of the Models
Derringer function or desirability function was applied for optimization of the independent variables (cassava starch, glycerol, and peanut skin) based on five responses (flexural stress, flexural strain, modulus of elasticity, and water absorption capacity for 1 and 30 min). Desirability function is a simultaneous optimization technique based on transforming each response into a dimensionless individual desirability scale (di) ranging between 0 and 1 [39, 40]. The response considered completely undesirable is indicated by d = 0 and d = 1 indicates a fully desirable response. The overall desirability function (D), which is the effect of combined responses, was obtained by calculating the geometric mean of individual desirability value (\(D = \sqrt[m]{{d_{1} d_{2} \ldots .d_{m} }},\) where m = number of response analyzed). Thus, the simultaneous optimization process is reduced to find the levels of factors that demonstrate the maximum overall desirability [41].
For validation of the fitted models, foams were developed using the optimum value for each component. The properties of foams produced, in two batches, were determined to validate the optimized formulation. The absolute error was calculated based on Eq. (2).
Mechanical Properties
Mechanical properties of the foams were determined by flexural tests using a texturometer (TA.XT SMS, UK) with a 50 N load cell. Flexural tests were performed using a three-point bending method, according to ASTM D790-02 [42] with adaptations. Assays were conducted using a span setting of 48 mm, and samples were allowed to deform until the break. The corresponding values of flexural stress, flexural strain, and modulus of elasticity were calculated from the obtained data. The flexural mechanical properties were also determined for commercial EPS (expanded polystyrene) samples.
Water Absorption Capacity
Water absorption analysis was performed according to the Cobb method described in NBR NM ISO 535:1999 [43] with modifications. This method consists of determining the increase in sample mass after direct contact on one side with water. Briefly, previously weighed samples were placed in contact with 100 mL of distilled water for 1 and 30 min. After removing the water excess using tissue paper, the samples were weighed again. Foam water absorption capacity was determined as the water absorbed quantity (g) per 100 g of the original sample. Assays were conducted at least in quadruplicate. The water absorption capacity of both the control and the optimized foams was determined for 1, 5, 10, 20 and 30 min.
Morphology
The cross-section morphology of the foams was examined using a scanning electron microscopy (SEM) (JEOL JSM 6060) with an acceleration voltage of 5 kV. Foam samples were mounted on aluminum stubs using double-sided tape and coated with gold to acquire the images.
Attenuated Total Reflectance-Fourier Transform Infrared (ATR-FTIR)
The chemical interaction between the components of the formulations was analyzed using a Fourier transform infrared (FTIR) spectrometer (Perkin Elmer) in the wavenumber range of 4000–650 cm−1. The analysis was conducted for only cassava starch-based foam with 12.68% (w/w) of glycerol (concentration determined by optimization) and without plasticizer, and foam developed with the concentration of peanut skin determined by desirability function also with and without glycerol addition. Foam samples were pulverized with a mortar and pestle and dried at 105 °C for 24 h before the analysis.
Results and Discussion
Results of Experimental Design and Related Statistical Analysis
The mixture design was used to analyze the interactions between the main components (cassava starch, peanut skin, and glycerol) of the formulations and their effects on foams properties. The averaged properties of the starch-based foams obtained from 14 formulations are given in Table 2. The concentration of peanut skin and glycerol was calculated based on solids weight (cassava starch + peanut skin) to a better comparison with data from the literature.
Regarding the mechanical properties obtained by flexural tests, the foam developed from central point formulation showed the greatest flexural stress. This formulation was composed of intermediate concentrations of peanut skin and glycerol, 20.2 and 9.3% (w/w) based on solids weight, respectively. Formulations 5 and 11 with higher glycerol concentration (25%, w/w based on solids weight) combined with 16.3 and 30% of peanut skin resulted in less resistant (1.5 and 1.9 MPa, respectively) but more flexible (2.8%) foams. Besides, these formulations showed lower modulus of elasticity (93 e 119 MPa, respectively). On the other hand, foams developed from formulations 4 with lower glycerol concentration (2%, w/w based on solids weight) and higher peanut skin concentration (40.8%, w/w based on solids weight) exhibited lower strain (0.8%) and higher modulus of elasticity (520 MPa). The formulation 2 containing 2% (w/w) of glycerol and 41.7% (w/w) of peanut skin, based on solids weight, also resulted in foams with lower strain (0.8%). The results observed are in agreement with the plasticizer effect of glycerol. The addition of plasticizer, in a certain concentration, can reduce intermolecular forces, which reduce internal hydrogen bonds, increasing the mobility of polymeric chains and intermolecular spacing [44,45,46]. Consequently, it occurs an improvement of flexibility and a reduction of the fragility of the foams, that can be observed by increasing the strain associated with a decrease of the modulus of elasticity.
The water absorption capacity of the foams ranged from 11 to 25% after 1 min of water contact and, of 51–152% after 30 min. Foams developed from formulations containing low concentrations of peanut skin and glycerol, 2.6% (w/w) based on solids weight for both components, exhibited higher water absorption capacity for the analyzed times (1 and 30 min). Formulations with 30% (w/w) of peanut skin and 25% (w/w) of glycerol resulted in foams with lower WAC, 11 ± 1%, for 1 min of water contact. For 30 min, the lower WAC, 51 ± 6%, was obtained for foam containing 41.7% (w/w) of peanut skin and 4.2% of glycerol (w/w), based on solids weight. The results suggest the influence of peanut skin addition on WAC of the foams since the addition of higher concentration of peanut skin decreased the foams hydrophilicity, independent of glycerol concentration used in the formulation analyzed. The water absorption reduction by peanut skin addition may be related to the hydrophobic effect mainly due to lipids and protein fractions in the composition of this agro-industrial residue, as described in “Materials” section. Machado et al. [36] observed a decrease in WAC with the addition of sesame cake in cassava starch-based foams. This result was related mainly to the composition of 26.8% lipids and 38.06% proteins. Researchers found that the addition of lipids combined or not with other components, such as palm oil [24], beeswax, kaolin and corn husk fiber [34], and sugarcane fiber and oregano essential oil [47], results in a decrease of hydrophilicity of the foams. The presence of proteins also can reduce the hydrophilicity of the foams. During the gelatinization, the exposure of the hydroxyl groups of starch increases and this exposed groups may interact with the free sulfidryl (SH) groups of proteins [32]. The heating process can alter the three-dimensional structure of the proteins and expose SH free groups and side hydrophobic chains [32, 48, 49]. In addition, interactions between peanut skin, cassava starch, and glycerol may have reduced the availability of polar groups, resulting in foams less susceptible to water affinity.
The regression coefficients of the quadratic models adjusted for each response variable analyzed, as well as the analysis of variance (ANOVA) are shown in Table 3. Quadratic models fitted the experimental data for the response variable analyzed (flexural stress, flexural strain, modulus of elasticity and water absorption capacity for 1 and 30 min) between the constraints defined for each component of the mixture design. According to the analysis of variance, quadratic models was significant (p ≤ 0.05) and the lack of fit was not significant for all models adjusted (p ≤ 0.05). The coefficient of determination (R2) ranged from 0.8480 to 0.918, suggesting the adjusted models are adequate to predict the analyzed parameters between the restrictions considered.
The effects of the content of cassava starch and glycerol and the interaction between cassava starch and glycerol were significant for flexural stress. The concentration of glycerol had a negative (antagonistic) linear effect on flexural stress, i.e., an increase of glycerol concentration decreases the foam resistance, for the analyzed range. The results are in accordance with the plasticizer effect of glycerol as aforementioned. On the other hand, cassava starch concentration and the interaction between starch and glycerol had a positive (synergistic) effect, increasing a foam resistance.
The relationship between the parameters (cassava starch, peanut skin, and glycerol concentration) and the responses for mechanical properties is illustrated as response surface plots generated by the model (Fig. 1). In Fig. 1a it can be observed more resistant foams were obtained from formulations around the central point, which correspond to a low glycerol concentration and intermediate concentrations of both the peanut skin and cassava starch. The increase in flexural stress until determined concentration of peanut skin could be associated with the interfacial interaction between the additive and the polymeric matrix. High concentration of peanut skin can result in weakness point and lack homogeneity in the polymeric matrix resulting in a decrease of the foam resistance [50]. The improvement on flexural strength in peanut skin presence can be associated with their composition, mainly due to the presence of lignin, which can improve the mechanical properties [51].

Response surfaces of the mechanical properties of the foams, in terms of pseudo-components: a flexural stress, b flexural strain and c modulus of elasticity. The data points delimit the experimental area
The concentration of cassava starch and glycerol and the interactions between starch and peanut skin, starch and glycerol, and peanut skin and glycerol showed a significant effect in the flexural strain of the foams. The concentration of cassava starch, glycerol and the interaction between starch and peanut skin showed a synergistic effect on foams flexibility. An increase in a glycerol concentration resulted in a higher strain, for the analyzed region. This result also can be associated with the plasticizer effect of glycerol and it is in agreement with that found for the flexural stress. The synergistic effect of cassava starch and the interaction between cassava starch and peanut skin suggest a possible stress transfer between phases caused by the adhesion via hydrogen bonds among the starch molecules and between peanut skin and starch molecules. Sanhawong et al. [23] found the addition of cotton fibers in starch biofoams resulted in a significant increase in the flexural strength and a slight increase in the elongation at break, compared to the foams without the presence of the reinforcement material.
In Fig. 1b is shown the response surface for the flexural strain. The greatest elongation values were obtained for high glycerol concentrations and intermediate concentrations of cassava starch and peanut skin. The response surface for the modulus of elasticity is presented in Fig. 1c. Similarly to that observed for the response surface for flexural stress, higher modulus of elasticity was found to the formulations with lower glycerol concentrations and intermediate concentrations of cassava starch and peanut skin.
Regarding water absorption capacity for contact time with water of 1 and 30 min, the effect of concentration of cassava starch and peanut skin and the interaction between these components were significant. The concentration of cassava starch and peanut skin had a linear positive effect in water absorption capacity of the foams (Fig. 2a, b). This could be associated with the intrinsic hydrophilicity of these components, as well as the availability of hydroxyl groups, due to their compositions, to bond with water molecules. The interaction between cassava starch and peanut skin had an antagonistic effect, suggesting this interaction decreases the water absorption capacity. This result is an agreement with that found for mechanical properties, as discussed previously. The interaction via hydrogen bonds between cassava starch and peanut skin could result in the stabilization of the hydrophilic starch matrix, in addition to the reduction of polar groups available to bonding with water molecules. Thus, the interaction between these components, besides improving the flexibility of the foams, can cause the reduction of the hydrophilicity of these materials. The lower water absorption capacity values for water contact of 1 and 30 min, were obtained for foams developed from formulations with higher peanut skin concentration and lower concentration of cassava starch and glycerol (Fig. 2a and b).

Response surfaces of the water absorption capacity of the foams, in terms of pseudo-components, for different contact times of: a 1 min, b 30 min. The data points delimit the experimental area
Estimation of Optimal Design Conditions by the Desirable Function Method
From the experimental design, it was possible to use the optimization tool for multiple answers employing the desirability function of Statistica software. The optimization criteria considered for the response variables analyzed are described as follow: maximize the flexural stress of the foams to obtain more resistant materials; maximize the flexural strain to develop foams more flexible; intermediate values were considered for modulus of elasticity to avoid foams rigid and brittle; and minimize the water absorption capacity to obtain foams with low affinity for water, i.e., to obtain foams with low hydrophilicity.
The desirability function profile is shown in Fig. 3, where the graphics relate the response variables with the three independent variables (cassava starch, peanut skin, and glycerol concentration) to obtain the desirability function. The values of the vertical axis in the right side correspond to minimal, media and maximal value observed experimentally for the responses evaluated (flexural stress, strain, modulus of elasticity and water absorption capacity). The blue horizontal lines in the graphs correspond to the optimal value for the response variables. The blue horizontal dashed lines in the last line of graphs correspond to the overall desirability value. The red vertical dotted lines indicate the optimal value for each independent variable. In the last column, the graphs represent the desirability profiles for the responses according to the optimization criteria adopted, in which “0” is the undesirable value and “1” is the fully desirable value for the optimization.

Profiles for predicted values and desirability of the response variables
After optimizing the mixture (Fig. 3), the formulation to develop foams with a better combination of properties (according to the criteria considered) was composed of 0.677 cassava starch, 0.21 peanut skin, and 0.113 glycerol. This composition corresponds to 23.71% (w/w) peanut skin and 12.68% (w/w) glycerol based on solids weight (cassava starch + peanut skin). The concentration of peanut skin and glycerol was calculated based on solids weight (cassava starch + peanut skin) to better comparison with data from the literature.
The validation of models proposed was done to check their adequacy by comparing predicted and experimental values (Table 4). The properties of the foam named as control (developed without peanut skin and with the addition of 12.68% (w/w) glycerol, concentration determined by optimization) to the comparison, are also presented in Table 4. The experimental values were similar to predicted values, indicating the adequacy of the fitted models. The absolute residual error was found to be within the range of 0.61–6.74, confirming that the models were satisfactory. Thus, the proposed models could be used to predict the flexural mechanical properties (flexural stress, flexural strain, and modulus of elasticity), and the water absorption capacity in 1 and 30 min, within the constraints determined in this study.
The flexural stress and modulus of elasticity for optimized and control foam did not present significant difference. However, the optimized foam showed a significant decrease in flexural strain compared to control foam. Based on the literature data, flexural strength and strain of the optimized foams were higher than cassava starch-based foams with the addition of 10% crude or calcined fish scale, which presented flexural stress of 1.04 and 1.54 MPa, and flexural strain of 0.87 and 1.19%, respectively [10]. The addition of 5–15% of gluten or zein in cassava starch-based foams resulted in a flexural strength range of 1.5–3.8 MPa and 1.9–4.2 MPa, respectively [24]. The optimized foams in this study presented similar flexural strain to cassava starch foams developed with 2.5% (v/w) of concentrated natural rubber latex and 6% (w/w) of cotton fiber, which was 1.7% [23]. However, these foams were less resistant than the optimized foams obtained in the present study. Commercial EPS samples presented flexural stress, strain, and modulus of elasticity of 0.97 ± 0.07 MPa, > 5%, and 46 ± 6 MPa, respectively. The optimized foams showed higher flexural stress and modulus of elasticity and lower flexural strain than the tested commercial EPS samples. Therefore, the optimized foams obtained in this study were more resistant but less flexible and more brittle than EPS samples.
Water absorption capacity for optimized foam was significantly lower than control foam for both times analyzed. This result is in accordance with that described previously since the presence of peanut skin contributes to the decrease of hydrophilicity of the foams. The reduction of the water affinity could be associated with the composition of this raw material and their interaction with cassava starch. The interaction between cassava starch and peanut skin may have reduced the availability of OH groups to bonds with water. Besides, the presence of 26.7 ± 0.4% lipids, 18.1 ± 0.1% protein and 14.2 ± 0.6% lignin in peanut skin may contribute to the decreasing the hydrophilicity of the foams. Salgado et al. [21] associated the protein presence with the reduction of water sensitivity of the foams and changes on the effect of the cellulosic fibers. These authors found the addition of 10–20% of cellulosic fibers increased water absorption of cassava starch-based foams, whereas in the presence of sunflower protein they did not observe an increase in WAC of the foams with fiber addition. The incorporation of lignocellulosic fibers, especially if they contain residual lignin also can improve water resistance [4]. Ketkaew et al. [47] observed WAC ranged between 257 and 324% after 30 min of immersion for foam composite based on cassava starch, 10 wt% sugarcane fiber and 0–8 wt% oregano essential oil; whereas Bergel; Luz; Santana [3] found more than 100% of water absorption for foams based in different starch sources (potato, corn, and cassava) with chitosan coating after 30 min of water immersion. Figure 4 shows the WAC of control and optimized foams for 1, 5, 10, 20 and 30 min. The WAC of control foam rapidly increases with time whereas the increase of water absorption of optimized foam was lower. Vercelheze et al. [52] mentioned the increase in water absorption at initial times is related to the porosity of the materials, whereas the increase with time might be related to absorption by starch itself. In this way, the decrease of water absorption of the optimized foams may be due to the peanut skin composition and to the decrease of the amount of starch in this formulation. Besides, the optimized foam did not present a significant increase in WAC between 20 and 30 min, while WAC of control foam continued to increase. Considering the results obtained and that found in the literature, peanut skin can be a potential additive for starch-based foams, resulting in improvements mainly in water absorption capacity and flexural mechanical properties.

Water absorption capacity (WAC) of the optimized and control foams for water immersion time of 1, 5, 10, 20 and 30 min. Different small letters indicate significant difference (p < 0.05) between the times analyzed for the same foam
Figure 5 shows the morphology of the cross-section of the control and optimized foams. The peanut skin addition resulted in fewer voids and increased cell size in the center of the foams. This result suggests the reinforcement effect of peanut skin on cell formation. The peanut skin acted supporting the growth of the cells during the nucleation and growth of the bubbles, resulting in bubbles more resistant to collapse due to water evaporation during the thermal expansion process. The optimized foams exhibited denser outer skin than control foam. This property coupled with the interaction between peanut skin and cassava starch may have provided the reduction of the foams hydrophilicity. Vargas-Torres et al. [53] found the addition of plantain flour and wood fiber in chayotextle starch foams caused an increase in cell wall thickness compared to control foam. This structural view was associated with the increase of hydrophobic character of the foams.

Scanning electron micrographs (SEM) of cross-sections of starch-based foams: a control foam and b optimized foam. Magnification: × 30
Cassava Starch, Peanut Skin, and Glycerol Interactions
The chemical interactions between polymers blended with additives generally are investigated by the change in the characteristic band due to hydrogen bond or dipolar interaction [22]. In order to identify potential interactions between cassava starch, peanut skin, and glycerol, FTIR spectra of the foam developed from optimized formulation and control foam are shown in Fig. 6. The FTIR spectra of starch-only foam and foam containing peanut skin without glycerol are also included for comparison purpose.

FTIR spectra for the sample foams: control foam without glycerol (Control—0GLY), control foam with 12.68% (w/w) of glycerol (Control—12.68GLY), foam developed with the concentration of peanut skin determined by desirability function, but without glycerol addition (Optimized foam—0GLY) and foam developed from optimized formulation (Optimized foam—12.68GLY)
Bands observed at 1077 and 1148 cm−1 correspond to C–O stretching of the C–O–H group [34, 54]. The absorption band at 990–994 cm−1 correspond to C–O stretching of the C–O–C group in the anhydroglucose ring and bands at 2922–2924 cm−1 are associated to C–H stretching [34, 54]. Bands located at 1165–990 cm−1 are a typical region of saccharides [55]. In the spectra of the foams containing peanut skin was observed bands at 1745 cm−1, which may be due to C=O stretching of acetate groups in hemicellulose and cellulose of this raw material [56].
The main changes observed in foams spectra were related to the characteristic band (3000–3600 cm−1) associated with free, inter- and intra-molecularly bound hydroxyl groups (OH). In order to better visualization of these changes, spectra detailed in a range of 2800–3800 cm−1 for the foams are shown in Fig. 7.

Detailed FTIR spectra, in a range of 2800–3800 cm−1, for the sample foams: control foam without glycerol (Control—0GLY), control foam with 12.68% (w/w) of glycerol (Control—12.68GLY), foam developed with the concentration of peanut skin determined by desirability function, but without glycerol addition (Optimized foam—0GLY) and foam developed from optimized formulation (Optimized foam—12.68GLY)
In spectra of foam containing peanut skin and without glycerol, the corresponding band was broadened and shifted to higher wavenumber (3325.09 cm−1) compared to the spectra of the control foam without the plasticizer (3308.16 cm−1). This shift may indicate a weakening of the intra-intermolecular hydrogen bond between starch molecules [34]. This result suggests an increase in chain mobility with peanut skin addition. On the other hand, the glycerol addition shifted the band to a lower wavenumber: the band of foams containing peanut skin shifted from 3325.09 to 3307.96 cm−1 and for control foam, from 3308.19 to 3296.5 cm−1. The shifts to a lower wavenumber suggest the addition of glycerol resulted in an increase in intermolecular hydrogen bonding. The displacements of the FTIR bands are in agreement with the results observed for the flexural strain of the foams by the proposed model (Table 3). The regression coefficient (Table 3) related to cassava starch–peanut skin interaction indicated a synergistic effect in flexural strain, as it also can be observed in Fig. 1. This result was confirmed by the displacement of the FTIR band to higher wavenumbers, suggesting an increase in chain mobility with peanut skin addition, as aforementioned. Results showed cassava starch–peanut skin interaction can improve the flexibility of the foams.
Conclusion
The proposed design of constrained surfaces and mixture was satisfactory for evaluating the influence of cassava starch, peanut skin and glycerol concentrations, as well, their interactions on the flexural mechanical properties and water absorption capacity for 1 and 30 min of the foams. The cassava starch–peanut skin interaction contributed to the reduction of water absorption capacity of the foams. The optimized formulation was composed of 23.71% (w/w) of peanut skin and 12.68% (w/w) of glycerol, based on solids weight (cassava starch + peanut skin). The response variables were analyzed for foams developed from optimized formulation and the experimental values were similar to predicted values by the model. These results can validate the models for the constraints determined. Foams developed from optimized formulation showed an important improvement in water affinity compared to foam without peanut skin addition. Thus, peanut skin can be a potential additive for developing starch-based foams with lower hydrophilicity. Further studies are conducted to improve the water stability of these foams.
References
Palma-Rodríguez HM, Berrios JDJ, Glenn G et al (2016) Effect of the storage conditions on mechanical properties and microstructure of biodegradable baked starch foams. CYTA J Food 14:415–422. https://doi.org/10.1080/19476337.2015.1117142
Aygün A, Uslu MK, Polat S (2017) Effects of starch sources and supplementary materials on starch based foam trays. J Polym Environ 25:1163–1174. https://doi.org/10.1007/s10924-016-0886-0
Bergel BF, da Luz LM, Santana RMC (2017) Comparative study of the influence of chitosan as coating of thermoplastic starch foam from potato, cassava and corn starch. Prog Org Coatings 106:27–32. https://doi.org/10.1016/j.porgcoat.2017.02.010
Ago M, Ferrer A, Rojas OJ (2016) Starch-based biofoams reinforced with lignocellulose nanofibrils from residual palm empty fruit bunches: water sorption and mechanical strength. ACS Sustain Chem Eng 4:5546–5552. https://doi.org/10.1021/acssuschemeng.6b01279
Soykeabkaew N, Thanomsilp C, Suwantong O (2015) A review: starch-based composite foams. Compos A 78:246–263. https://doi.org/10.1016/j.compositesa.2015.08.014
Meng L, Liu H, Yu L et al (2019) How water acting as both blowing agent and plasticizer affect on starch-based foam. Ind Crops Prod 134:43–49. https://doi.org/10.1016/j.indcrop.2019.03.056
Cinelli P, Chiellini E, Lawton JW, Imam SH (2006) Foamed articles based on potato starch, corn fibers and poly(vinyl alcohol). Polym Degrad Stab. https://doi.org/10.1016/j.polymdegradstab.2005.07.001
Uslu M, Polat S (2012) Effects of glyoxal cross-linking on baked starch foam. Carbohydr Polym 87:1994–1999. https://doi.org/10.1016/j.carbpol.2011.10.008
Pornsuksomboon K, Holló BB, Szécsényi KM, Kaewtatip K (2016) Properties of baked foams from citric acid modified cassava starch and native cassava starch blends. Carbohydr Polym 136:107–112. https://doi.org/10.1016/j.carbpol.2015.09.019
Chiarathanakrit C, Riyajan S-A, Kaewtatip K (2018) Transforming fish scale waste into an efficient filler for starch foam. Carbohydr Polym 188:48–53. https://doi.org/10.1016/j.carbpol.2018.01.101
Kaewtatip K, Chiarathanakrit C, Riyajan SA (2018) The effects of egg shell and shrimp shell on the properties of baked starch foam. Powder Technol 335:354–359. https://doi.org/10.1016/j.powtec.2018.05.030
Kaewtatip K, Tanrattanakul V, Phetrat W (2013) Preparation and characterization of kaolin/starch foam. Appl Clay Sci. https://doi.org/10.1016/j.clay.2013.07.011
Cruz-Tirado JP, Tapia-Blácido DR, Siche R (2017) Influence of proportion and size of sugarcane bagasse fiber on the properties of sweet potato starch foams. In: IOP Conference Series: Materials Science and Engineering
Cruz-Tirado JP, Vejarano R, Tapia-Blácido DR et al (2019) Biodegradable foam tray based on starches isolated from different Peruvian species. Int J Biol Macromol 125:800–807. https://doi.org/10.1016/j.ijbiomac.2018.12.111
Cruz-Tirado JP, Vejarano R, Tapia-Blácido DR et al (2019) The addition of sugarcane bagasse and asparagus peel enhances the properties of sweet potato starch foams. Packag Technol Sci. https://doi.org/10.1002/pts.2429
Debiagi F, Marim BM, Mali S (2015) Properties of Cassava Bagasse and polyvinyl alcohol biodegradable foams. J Polym Environ 23:269–276. https://doi.org/10.1007/s10924-014-0705-4
Debiagi F, Kobayashi RKT, Nakazato G et al (2014) Biodegradable active packaging based on cassava bagasse, polyvinyl alcohol and essential oils. Ind Crops Prod 52:664–670. https://doi.org/10.1016/j.indcrop.2013.11.032
Matsuda DKM, Verceheze AES, Carvalho GM et al (2013) Baked foams of cassava starch and organically modified nanoclays. Ind Crops Prod 44:705–711. https://doi.org/10.1016/j.indcrop.2012.08.032
Mello LRPF, Mali S (2014) Use of malt bagasse to produce biodegradable baked foams made from cassava starch. Ind Crops Prod 55:187–193. https://doi.org/10.1016/j.indcrop.2014.02.015
Vercelheze AES, Oliveira ALM, Rezende MI et al (2013) Physical properties, photo- and bio-degradation of baked foams based on cassava starch, sugarcane bagasse fibers and montmorillonite. J Polym Environ 21:266–274. https://doi.org/10.1007/s10924-012-0455-0
Salgado PR, Schmidt VC, Molina Ortiz SE et al (2008) Biodegradable foams based on cassava starch, sunflower proteins and cellulose fibers obtained by a baking process. J Food Eng 85:435–443. https://doi.org/10.1016/j.jfoodeng.2007.08.005
Kasemsiri P, Dulsang N, Pongsa U et al (2016) Optimization of biodegradable foam composites from cassava starch, oil palm fiber, chitosan and palm oil using Taguchi method and grey relational analysis. J Polym Environ 25:378–390. https://doi.org/10.1007/s10924-016-0818-z
Sanhawong W, Banhalee P, Boonsang S, Kaewpirom S (2017) Effect of concentrated natural rubber latex on the properties and degradation behavior of cotton-fiber-reinforced cassava starch biofoam. Ind Crops Prod 108:756–766. https://doi.org/10.1016/j.indcrop.2017.07.046
Kaisangsri N, Kerdchoechuen O, Laohakunjit N (2014) Characterization of cassava starch based foam blended with plant proteins, kraft fiber, and palm oil. Carbohydr Polym 110:70–77. https://doi.org/10.1016/j.carbpol.2014.03.067
Davis JP, Dean LL (2016) Peanut composition, flavor and nutrition. In: Stalker HT, Wilson RF (eds) Peanuts: genetics, processing, and utilization. Elseveir, Amsterdam, pp 289–345
USDA (2018) World Agricultural Production
Pandey R, Patel S, Pandit P et al (2018) Colouration of textiles using roasted peanut skin- an agro processing residue. J Clean Prod 172:1319–1326. https://doi.org/10.1016/j.jclepro.2017.10.268
Lorenzo JM, Munekata PES, Sant’Ana AS et al (2018) Main characteristics of peanut skin and its role for the preservation of meat products. Trends Food Sci Technol 77:1–10. https://doi.org/10.1016/j.tifs.2018.04.007
Arya SS, Salve AR, Chauhan S (2016) Peanuts as functional food: a review. J Food Sci Technol 53:31–41. https://doi.org/10.1007/s13197-015-2007-9
Ma Y, Kerr WL, Swanson RB et al (2014) Peanut skins-fortified peanut butters: effect of processing on the phenolics content, fibre content and antioxidant activity. Food Chem 145:883–891. https://doi.org/10.1016/j.foodchem.2013.08.125
USDA (2016) Peanut research. In: Agric. Res. Serv. https://www.ars.usda.gov/southeast-area/dawson-ga/peanut-research/docs/chemistry/. Accessed 15 Jan 2018
Sun Q, Sun C, Xiong L (2013) Mechanical, barrier and morphological properties of pea starch and peanut protein isolate blend films. Carbohydr Polym 98:630–637. https://doi.org/10.1016/j.carbpol.2013.06.040
Chiellini E, Cinelli P, Ilieva VI et al (2009) Environmentally compatible foamed articles based on potato starch, corn fiber, and poly(vinyl alcohol). J Cell Plast 45:17–32. https://doi.org/10.1177/0021955X08099932
Polat S, Uslu MK, Aygün A, Certel M (2013) The effects of the addition of corn husk fibre, kaolin and beeswax on cross-linked corn starch foam. J Food Eng 116:267–276. https://doi.org/10.1016/j.jfoodeng.2012.12.017
Andersen PJ, Kumar A, Hodson SK (1999) Inorganically filled starch based fiber reinforced composite foam materials for food packaging. Mater Res Innov 3:2–8. https://doi.org/10.1007/s100190050118
Machado CM, Benelli P, Tessaro IC (2017) Sesame cake incorporation on cassava starch foams for packaging use. Ind Crops Prod 102:115–121. https://doi.org/10.1016/j.indcrop.2017.03.007
Cornell JA (2002) Experiments with mixtures. Wiley, New York
Martins CMR (2002) Proposta metodológica para otimização experimental de formulações: um estudo de caso no setor alimentício. Universidade Federal do Rio Grande do Sul, Escola de Engenharia
Nandi S, Guha P (2018) Modelling the effect of guar gum on physical, optical, barrier and mechanical properties of potato starch based composite film. Carbohydr Polym 200:498–507. https://doi.org/10.1016/j.carbpol.2018.08.028
Neto BdB, Scarminio IS, Bruns RE (2010) Como fazer experimentos, 4th edn. Bookman, Porto Alegre
Bezerra MA, Santelli RE, Oliveira EP et al (2008) Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 76:965–977. https://doi.org/10.1016/j.talanta.2008.05.019
ASTM (2002) Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials (D 790-02)
ABNT (1999) Papel e cartão: Determinação da capacidade de absorção de água—Método de Cobb; NBR NM ISO 535:1999
Galdeano MC, Grossmann MVE, Mali S et al (2009) Effects of production process and plasticizers on stability of films and sheets of oat starch. Mater Sci Eng C 29:492–498. https://doi.org/10.1016/j.msec.2008.08.031
Laohakunjit N, Noomhorm A (2004) Effect of plasticizers on mechanical and barrier properties of rice starch film. Starch/Staerke 56:348–356. https://doi.org/10.1002/star.200300249
Vieira MGA, Da Silva MA, Dos Santos LO, Beppu MM (2011) Natural-based plasticizers and biopolymer films: a review. Eur Polym J 47:254–263. https://doi.org/10.1016/j.eurpolymj.2010.12.011
Ketkaew S, Kasemsiri P, Hiziroglu S et al (2017) Effect of oregano essential oil content on properties of green biocomposites based on cassava starch and sugarcane bagasse for bioactive packaging. J Polym Environ 26:311–318. https://doi.org/10.1007/s10924-017-0957-x
Hammann F, Schmid M (2014) Determination and quantification of molecular interactions in protein films: a review. Materials (Basel) 7:7975–7996
Liu C-C, Tellez-Garay AM, Castell-Perez ME (2004) Physical and mechanical properties of peanut protein films. LWT Food Sci Technol 37:731–738. https://doi.org/10.1016/j.lwt.2004.02.012
Lawton JW, Shogren RL, Tiefenbacher KF (2004) Aspen fiber addition improves the mechanical properties of baked cornstarch foams. Ind Crops Prod 19:41–48. https://doi.org/10.1016/S0926-6690(03)00079-7
Yang W, Shimizu I, Ono T, Kimura Y (2015) Preparation of biodegradable foam from walnut shells treated by subcritical water. J Chem Technol Biotechnol 90:44–49. https://doi.org/10.1002/jctb.4451
Vercelheze AES, Fakhouri FM, Dall’Antônia LH et al (2012) Properties of baked foams based on cassava starch, sugarcane bagasse fibers and montmorillonite. Carbohydr Polym 87:1302–1310. https://doi.org/10.1016/j.carbpol.2011.09.016
Vargas-Torres A, Palma-Rodriguez HM, Berrios JDJ et al (2017) Biodegradable baked foam made with chayotextle starch mixed with plantain flour and wood fiber. J Appl Polym Sci 134:1–8. https://doi.org/10.1002/app.45565
Romero-Bastida CA, Tapia-Blácido DR, Méndez-Montealvo G et al (2016) Effect of amylose content and nanoclay incorporation order in physicochemical properties of starch/montmorillonite composites. Carbohydr Polym 152:351–360. https://doi.org/10.1016/j.carbpol.2016.07.009
Basiak E, Lenart A, Debeaufort F (2018) How glycerol and water contents affect the structural and functional properties of starch-based edible films. Polymers (Basel) 10:412. https://doi.org/10.3390/polym10040412
Kaewtatip K, Thongmee J (2012) Studies on the structure and properties of thermoplastic starch/luffa fiber composites. Mater Des 40:314–318. https://doi.org/10.1016/j.matdes.2012.03.053
Acknowledgements
The authors thank the Laboratory of Analysis of Physical Properties of Food (LAPFA) and Chemical Engineering Department from Federal University of Rio Grande do Sul (UFRGS) by technical support and to CAPES-Brazil for financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Machado, C.M., Benelli, P. & Tessaro, I.C. Constrained Mixture Design to Optimize Formulation and Performance of Foams Based on Cassava Starch and Peanut Skin. J Polym Environ 27, 2224–2238 (2019). https://doi.org/10.1007/s10924-019-01518-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-019-01518-8