
Abstract
Development of biodegradable polymers from absolute environmental friendly materials has attracted increasing research interest due to public awareness of waste disposal problems caused by low degradable conventional plastics. In this study, the potential of incorporating natural rubber latex (NRL) into chemically modified sago starch for the making biodegradable polymer blends was assessed. Native sago starch was acetylated and hydroxypropylated before gelatinization in preparing starch thermoplastic using glycerol. They were than casted with NRL into biopolymer films according to the ratios of 100.00/0.00, 99.75/1.25, 98.50/2.50, 95.00/5.00, 90.00/10.00 and 80.00/20.00 wt/wt, via solution spreading technique. Water absorption, thermal, mechanical, morphological and biodegradable properties of the product films were evaluated by differential scanning calorimetry (DSC), universal testing machine (UTM), scanning electron microscopy (SEM) and fourier transform infrared spectroscopy. Results showed that acetylation promoted the incorporating behavior of NRL in sago starch by demonstrating a good adhesion characteristic and giving a uniform, homogenous micro-structured surface under SEM observation. However, the thin biopolymer films did not exhibit any remarkable trend in their DSC thermal profile and UTM mechanical properties. The occurrence of NRL suppressed water adsorption capacity and delayed the biodegradability of the biopolymer films in the natural environment. Despite the depletion in water adsorption capacity, all of the product films degraded 50 % within 12 weeks. This study concluded that biopolymers with desirable properties could be formulated by choosing an appropriate casting ratio of the sago starch to NRL with suitable chemical substitution modes.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent years, there has been increasing public awareness about environmental pollution due to disposal of non-degradable plastics. Modern plastics such as polyethylene (PE), polypropylene (PP), polystyrene (PS), polyethylene terephthalate (PET) and polyvinyl chloride (PVC) are mechanically strong, inexpensive, easily processed, and durable. These high durability materials create environmental problems once they enter any waste stream. As an alternative, biodegradable material which can undergo natural biodegradation process has attracted the interest among the scientific world. Many types of synthetic biopolymers such as polycaprolactone (PCL), Polylactic acid (PLA), and polyvinyl alcohol (PVA) [1–3] have been investigated to substitute petroleum based polymers. The advantages of synthetic biopolymers are obvious, including predictable properties, batch-to-batch uniformity and can be tailored easily [4]. However, cost of manufacturing is a burden to promote them for common applications such as a single use packaging plastic bag.
Natural biopolymers which are inherently biodegradable have gained much focus nowadays. Starch is the most attractive source due to its low cost, easy availability and high production [5]. However, starch-based film has not been extensively utilized especially as packaging material due to their water sensitivity and weak mechanical properties [6]. Water sensitivity caused starch based film will swell and deform when exposed to moisture. Starch based products are brittle and weak, leading to inadequate mechanical properties for extensive application. Hence, natural starch must be treated to improve their weak native properties either by physical or chemical means, and/or incorporating other materials into their crystalline structure [7].
Chemical modification is one of the alternative ways to enhance native starch properties. New functional groups can be introduced into the starch molecules either through chemical derivations (etherification, esterification, cross-linking and grafting) or decomposition reactions such as acid or enzymatic hydrolysis and oxidation [8]. Chemical treatments change the functional groups on starch molecules and thus alter their properties. Chemical derivations have long been studied as a way to improve physical properties and to produce waterproof materials [9]. Several studies on the use of modified starches in producing biodegradable films had been reported. For instance, starch ester [6, 10, 11] and starch ether [1, 12]. On the other hand, it is also a way to increasing the compatibility between starch and other synthetic polymers when come to polymers blending.
According to literature, biodegradable polymer with pure starch inhibits weakness as compared to those of conventional polymers. Starch polymer exhibits high biodegradability but loss in mechanical properties and industrial application. The mechanical properties of starch based polymer can be improved through blending with other better mechanical performance polymers. Several literatures have reported on blending of starch based polymers with high performance synthetic polymers to yield strong films [12–15]. There were few studies on the use of rubber in starch polymer blends [15–17]. However, there is no information about biopolymers prepared from chemically modified starch and natural rubber latex blends. Factors like type of starch, dispersion level, and interfacial strength, playing an important role in affecting polymer properties.
In this study, local sago starch from Sarawak was chosen. The main objective of this study was to produce biodegradable polymers from chemically modified sago starches blends containing natural rubber latex (NRL) as filler. All final polymer films were tested for their water absorption capacity, mechanical properties, thermal profile, morphology and biodegradability.
Experimental
Materials
Sago starch flour was obtained from Mui Hiong Foodstuff Co., Bintulu, Sarawak, Malaysia. Natural rubber latex was harvested from the rubber tress (Heavea brasiliensis) at UPMKB rubber estate. All reagents used were analytical grade chemicals. ASS with a degree substitution (DS) of 1.05 was prepared according to Muvwanga and Nyirenda [18] while, HSS with a DS of 0.13 was made using the method described by Perera and Hoover [19].
Biopolymer preparation
Modified starch and natural rubber were casted together by using solution spreading technique as described by Rouilly et al. [7] with a slight modification. Starch was first dispersed and gelatinized in ultra-pure water (4.5 % wt/wt) with continuous stirring and heating. The gelatinized starch was autoclaved at 120 °C under 120 kPa for 30 min. Glycerol was added into the gelatinized starch as plasticizer, at 11 % wt/wt relative to starch on a dry basis. The mixture was then blended with natural rubber latex based on various weight ratios of 100.00/0.00, 99.75/1.25, 98.50/2.50, 95.00/5.00, 90.00/10.00 and 80.00/20.00 wt/wt with continuous stirring. The blend was spread on a weighing boat and allowed to dry at 25 °C over 3 days. The resulting product films were oven dried overnight at 50 °C.
Thermal Profile
Glass transition temperature (T g ) and melting temperature (T m ) of the biopolymer products were analyzed using differential scanning calorimetry (DSC) technique [20]. Product film (10 mg) was placed in a standard DSC pan (Thermo, Tzero) and the pan was heated from ambient temperature to 200 °C at 10 °C min−1 in a thermal analyzer (TA Instrument, Q10). Nitrogen gas was allowed to flow continuously at 10 mL min−1 throughout the thermal analysis.
Mechanical Test
Tensile strength (MPa), modulus (Automatic Young’s, MPa), and elongation at break (mm) of the product films were determined using an universal testing machine (Instron 5566). Standard dumbbell-shaped specimens (ASTM D-638-v) were cut from the product film with a cutting die, and the test was carried out at a crosshead speed of 5 mm min−1. The analysis was run at room temperature with five replicates each [21].
Morphological Properties
Homogeneity and surface appearance of the product film was recorded using a scanning electron microscope (SEM) (Philips XL30 ESEM) at an acceleration voltage of 20 kV. The product film was cooled in liquid nitrogen, and then broken into pieces. The fracture surface was vacuum coated with gold to make them conductive for SEM scanning.
Water Absorption Test
The water absorption ability of the polymer product films were tested according to Guohua et al. [1] with a minor modification. Film was cut into 30 mm × 30 mm size (width × length) and oven dried for 24 h at 50 °C before recording the dried weight. The film specimen was then immersed in distilled water for 24 h at room temperature. The weight of the product film was recorded after air-drying. The test was run in three replicates and the water absorption capacity (WAC, %) of the product film, was calculated using the equation below, where W s and W o are the sample weights after and before immersion.
Equation; Water absorption capacity, \( {{{\text{WAC}} = W_{s} - W_{o} } \mathord{\left/ {\vphantom {{{\text{WAC}} = W_{s} - W_{o} } {W_{o} }}} \right. \kern-0pt} {W_{o} }} \times 100. \)
Biodegradability
The biodegradability of the product samples was evaluated according to the weight loss over time in a natural soil environment [14]. A sample of 30 mm × 30 mm (width × length) in size was weighed and then buried in boxes containing forest topsoil. Large clumps and plant debris were discarded from the soil. The moisture was maintained at 20 % (by weight) and the samples were buried at a depth of 10 cm. The control treatment consisted of only film sample without soil. Film samples were dug out within 3 weeks interval until 12 weeks, washed with distilled water, dried in a vacuum oven for 24 h at 50 °C, equilibrated in a desiccator for at least a day, and weighed. The film degradation was indicated by the loss of their total weight after the soil burial. The carbonyl and hydroxyl indexes of the film sample were determined by using FT-IR (ATR) before buried back into the soil [12].
Result and Discussion
Surface Morphology
The morphology of the product blends containing 20 % of natural rubber latex were captured using a scanning electron microscope (SEM). The NSS/NRL blend showed an acceptable dispersion of NRL into the NSS film matrix. However, several clear NRL scattering particles could still be observed on the surface texture (Fig. 1). As for ASS/NRL blend, NRL particle was uniformly dispersed into ASS mold as in the Fig. 2. These two-phase domains were tightly adhered to each other without a noticeable gap and particle. The acetylation of sago starch improved the interfacial compatibility in the product film, resulting in an optimal mechanical and thermal performance. Several dispersed segments of rubber on the plane surface of HSS/NRL blend film could be identified as two distinct phases in the Fig. 3. The hydroxypropylation process gave sago starch a phase harmonizing problem to accommodate 20 % of natural rubber, causing a phase separation visualized in the SEM image.

SEM micrograph of product blend containing sago starch and 20 % natural rubber latex

SEM micrograph of product blend containing acetylated sago Starch and 20 % natural rubber latex

SEM micrograph of product blend containing hydroxypropylated sago starch and 20 % natural rubber latex
Mechanical Properties
Mechanical properties tested for the biopolymer product films were elongation at break, modulus (automatic Young’s) and maximum tensile stress, as shown in Table 1. Natural rubber latex played an important role for the product films to be elongated before breaking. A small addition of NRL, ranging from 1.25 to 5.00 % made the product films able to stretch longer. A threshold limit was achieved by blending 10.00 % of natural rubber latex into thermoplastic starch. The ability for the films to be elongated increased tremendously above this level before breaking. Nevertheless, modulus and maximum tensile stress were dropped significantly. Low modulus of elasticity of rubber diminished easily modulus property of the product films and was capable of sustaining a deformation without fracture.
A product film without natural rubber latex was brittle although their maximum tensile stress was high. The brittleness of the biopolymer film could be abridged by incorporating NRL into their starch matrix giving an elastic blend which would not be easily disintegrated by forces.
Thermal Profile
Glass transition temperature (T g ) and melting temperature (T m ) (Table 2) were two criteria specified in determining the thermal profile for the product films. Product films which were casted from thermoplastics containing either native or chemically modified starches with low NRL (below 1.25 %) content, did not exhibit any T g value. Starch was gelatinized before casting. The waxy amorphous starch lost their crystalline and molecular order within granules during the gelatinization and subsequent thermoplastics preparation using glycerol as a plasticizer. T g values might drop below the ambient room temperature due to plasticizing effects of water molecules and glycerol inside the starch macromolecules (Table 2) [22]. Therefore, no T g value was observed. Surprisingly, addition of 2.5 and 1.25 % of NRL or more to native and ASS, suppressed the effects plasticizers and revealed their glassy starch crystalline structure with T g above room temperature [23]. However, the glass transition temperatures gradually dropped with increasing amount of NRL in the product films due to rising rubbery characteristics.
Addition of natural rubber latex into all product blends increased their melting temperatures significantly (Table 2) with a similar pattern. ASS thermoplastics without NRL gave the lowest melting temperature (91.72 °C) among all the sago starch product films but, the highest melting temperature was 146.25 °C for the blend containing 20 % of NRL. Both HSS/NRL and NSS/NRL blends showed no significant differences between their melting temperatures and an addition 20 % of NRL increased their T m drastically up to 166.66 °C.
Water Absorption Capacity
The ability of natural sago starch films to absorb water was lower as compared to the modified starch as shown in the Table 3. With the absence of natural rubber latex, water absorption capacity for NSS biopolymer was approximately 110 %, while ASS and HSS posed 490 and 370 % water absorption, respectively. This indicated that both modifications, either acetylation or hydroxypropylation, did not improve water resistance of the biopolymer films. Water uptakes in these products are mainly due to the starch particles which were hydrophilic in nature [24]. The introduction of hydrophilic hydroxypropyl and hydrophobic acetyl groups increased the water uptakes greatly. These substituted groups might stabilize and facilitate the water uptake by interrupting the linearity of amylose and segments of amylopectin branches and, sterically interfering with intermolecular alignment of the starch [25]. However, by the addition of natural rubber, the hydrophobicity of rubber resisted the absorption of water into starch biopolymers. The water absorption for the biopolymers was suppressed up to 95 % of their capacity by adding 20 % of NRL.
Biodegradability
Biodegradation is the chemical breakdown process of materials in the natural environment. Soil burial method is well known to be a slow process mainly because of the low percolation rate. However, it is noteworthy that the soil burial test reflects more than any other tests the real-life conditions [16]. In this study, biodegradability of product films was showed in the Table 4. The threshold was set at 90 % of the total original weight lost for all specimens up to 12 weeks. This would be good enough to insure that the entire films could be biodegraded with no persistent residues; it was difficult to measure 100 % threshold under current experimental conditions. Tiny fragments of biopolymer may be missed during collection for measurement.
All the product films with high starch content experienced a fast biodegradation within 6 weeks. The modified sago starch biopolymers scored the threshold faster than the native sago starch biopolymers for NRL content less than 1.25 %. The biodegradability turned significantly weaker after the addition of NRL higher than 1.25 %. These films did not achieve threshold within the 12 experimental weeks. Addition of high NRL into the films significantly extended their biodegradation time. The product films biodegraded about 30–50 % after 12 weeks for the blends containing 20 % of natural rubber latex.
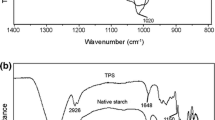
Chemical modification of sago starch either by acetylation or hydroxypropylation contributed to the high biodegradability of the biopolymer films. There was a drastic reduction in the absorption of peaks corresponding to both the hydroxyl (~3,300 cm−1) and fingerprint regions of the spectra (Figs. 4 and 5). As for ASS biopolymer, FTIR peak for functional group, acetyl at 1,727.9 cm−1 had been reduced after the soil burial test. However, the changes in the absorption peaks were comparatively less in biopolymer film containing higher natural rubber latex. Natural rubber latex might inhibit the absorption of water into the biopolymers and diminished any microorganism activity. Soil microbial invaded and biodegraded those biopolymers with high water availability leaving a deteriorated surface with reddish black spots (Fig. 6).

FTIR spectra of a before and b after the soil burial test for native sago starch with 5 % NRL

FTIR spectra of a before and b after the soil burial test for acetylated sago starch with 5 %

Physical appearance of biopolymers undergo biodegradation process
Conclusion
Biopolymer plastics casted from either native or modified sago gave a wide range of physical and mechanical properties by embedding a sufficient amount of natural rubber latex. SEM micrographs proved that acetylation of sago starch was able to improve compatibility between starch and NRL, which was useful to improve the properties of biopolymer products. Incorporation of natural rubber latex into the biopolymer films decreased their tensile properties, modulus and water absorption capacity with good degradability in the natural environment. Although pure starch biopolymer experienced fast degradation, product films with 20 % natural rubber latex would still be able to degrade 50 % within 12 weeks. Furthermore, they were also completely biodegraded in the natural environment with longer time as starch and NRL are materials that are biodegradable in natural environment.
References
Guohua Z, Ya L, Cuilan F, Min Z, Caiqiong Z, Zongdao C (2006) Polym Degrad Stabil 91:703
Jang WY, Shin BY, Lee TJ, Narayan R (2007) J Ind Eng Chem 13:457
Rosa DS, Lopes DR, Calil MR (2005) Polym Test 24:756
Lu DR, Xiao CM, Xu SJ (2009) Express Polym Lett 3:366
Miladinov VD, Hanna MA (2001) Ind Crop Prod 13:21
Guan JJ, Eskridge KM, Hanna MA (2005) Ind Crop Prod 22:109
Rouilly A, Rigal L, Gilbert RG (2004) Polymer 45:7813
Lopez OV, Garcia MA, Zaritzkya NE (2008) Carbohydr Polym 73:573
Fringant C, Rinaudo M, Foray MF, Bardet M (1998) Carbohydr Polym 35:97
Copinet A, Bliard C, Onteniente JP, Couturier Y (2001) Polym Degrad Stabil 71:203
Guan JJ, Hanna MA (2004) Ind Crop Prod 19:255
Kim M (2003) Carbohydr Polym 54:173
Koenig MF, Huang SJ (1995) Polymer 36:1877
Wu CS (2003) Polym Degrad Stabil 80:127
Nakason C, Kaesaman A, Eardrod K (2005) Mater Lett 59:4020
Arvanitoyannis I, Kolokuris I, Nakayama A, Aiba SI (1997) Carbohydr Polym 34:291
Wu YP, Ji MQ, Qi Q, Wang YQ, Zhang LQ (2004) Macromol Rapid Commun 25:565
Muvwanga OM, Nyirenda J (2007) First international multi-displine conference on recent advances in research 60–64
Perera C, Hoover R, Martin AM (1997) Food Res Int 30:235
Liu C, Shao Y, Jia D (2008) Polymer 49:2176
Carvalho AJF, Job AE, Alves N, Curvelo AAS, Gandini A (2003) Carbohydr Polym 53:95
van Soest JJG (1996) Starch Plastics: Structure - Property Relationships. Utrecht University, The Netherlands
Wiedmann W, Strobel E (1991) Starch 43:138
Abdul Majid R, Ismail H, Mat Taib R (2010) Iran Polym J 19:501
Cheng Y, Prud homme RK, Chik J, Rau DC (2002) Macromol 35:1015
Acknowledgments
The authors would like to thank Mui Hiong Foodstuff Co., Bintulu and Faculty of Agriculture and Food Sciences, Universiti Putra Malaysia for their cooperation and forbearance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kiing, S.C., Dzulkefly, K. & Yiu, P.H. Characterization of Biodegradable Polymer Blends of Acetylated and Hydroxypropylated Sago Starch and Natural Rubber. J Polym Environ 21, 995–1001 (2013). https://doi.org/10.1007/s10924-013-0576-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-013-0576-0